飞机机体结构绿色装配技术及其关键实现途径研究
通信作者:
郭飞燕,副教授,研究方向为航空航天先进装配及连接技术。
基金项目:
国防基础科研计划(JCKY2023205B006);国家自然科学基金(52175450)
中图分类号:
V262.4+1
文献标识码:
A
流转信息 | 收稿日期 : 2025-08-15 退修日期 : 2025-10-13 录用日期 : 2025-12-17 |
引用格式
引文格式:郭飞燕, 肖庆东, 周冲, 等. 飞机机体结构绿色装配技术及其关键实现途径研究[J]. 航空制造技术, 2026, 69(5): 25020255.
摘要
在“双碳”目标和高质量发展的时代背景下,绿色制造技术是近年来的重要方向。对于飞行器产品,结构装配操作占整机工作量的一半左右,直接影响产品的最终性能、质量及可靠性,其绿色化程度提升对于生产转型升级与产品质量保障至关重要。首先,将绿色装配技术定义为保障机体结构几何精度与服役性能的装配方法体系,核心支撑技术包括“装配工艺与质量控制绿色化”与“工装硬件设备绿色化”两方面,具备低消耗、低排放、高效率、高效益等典型绿色特征;其次,构建机体结构绿色装配技术评价指标体系,从装配效率、装配质量、装配成本、装配安全性、工装设备绿色化特性等层面展开关联解析;随后,结合具体装配环节,从装配过程数据驱动的虚拟预先验证与装配工装设备硬件结构设计等角度,阐述在装配工艺方案/参数设计、定位、制孔、连接、精加工、质量控制等环节协同实现结构绿色装配目标的方法途径。最后,提出绿色装配技术在后续研究与工程应用的发展思路及方向。
关键词
绿色装配;结构装配;装配工艺;工装设备;绿色评价与提升;
Research on Green Assembly Technology for Airframe Structure and Its Key Implementation
Citations
GUO Feiyan, XIAO Qingdong, ZHOU Chong, et al. Research on green assembly technology for airframe structure and its key implementation[J]. Aeronautical Manufacturing Technology, 2026, 69(5): 25020255.
Abstract
Under the background of “dual-carbon” goals and high-quality development, green manufacturing technology is an important direction in recent years. For aircraft products, structural assembly operations account for about half of the workload during the entire aircraft, and it has a direct impact on the final performance, quality and reliability of the products. Improving the greenness degree is crucial for the transformation and upgrading of the production process and the guarantee of product quality. Firstly, green assembly technology was defined as an assembly method system that ensures the geometric accuracy and service performance of the airframe structure. Two core supporting technologies, i.e. assembly processes and quality control, and tooling equipment were proposed, with typical green characteristics such as low consumption, low emissions, high efficiency and high benefits. Secondly, evaluation indicators for structural green assembly technology were constructed. Specifically, it could analyzed from the correlation of assembly efficiency, assembly quality, assembly cost, assembly safety and the greening of tooling equipment. Then combing with specific assembly links, with the perspective of assembly process data driving on virtual pre-verification and hardware structure design on assembly tooling equipment, the realization methods of green assembly goals of aircraft structures were summarized with assembly process design, positioning, drilling, joining, finishing, quality control, etc. Finally, the development ideas and directions of green assembly technology in subsequent research and engineering applications were proposed.
Keywords
Green assembly
绿色代表健康、安全和环境保护,绿色制造在生产中愈发受到重视,在实现“双碳”目标(碳中和与碳达峰)中发挥重要作用[
刘培基, 刘飞, 王旭, 等. 绿色制造的理论与技术体系及其新框架[J]. 机械工程学报, 2021, 57(19): 165-179.LIU Peiji, LIU Fei, WANG Xu, et al. The theory and technology system of green manufacturing and their new frameworks[J]. Journal of Mechanical Engineering, 2021, 57(19): 165-179.
1-2
3
4
5
飞机产品在燃油效率和能耗方面的绿色需求较为突出,需研发相配套的新材料、新结构、新气动布局、新制造工艺等,以不断减少废气排放、降低飞行噪音并减轻自身重量[
刘振敏. 航空业绿色发展新举措[J]. 大飞机, 2023(2): 35-38.LIU Zhenmin. New measures for green development of aviation industry[J]. Jetliner, 2023(2): 35-38.
6-7
5
8
曹华军, 王坤, 陈二恒, 等. 未来绿色工厂[J]. 航空制造技术, 2018, 61(12): 30-36.CAO Huajun, WANG Kun, CHEN Erheng, et al. Green factory of future[J]. Aeronautical Manufacturing Technology, 2018, 61(12): 30-36.
向兵飞, 徐明, 熊勇, 等. 大型航空薄壁零件精确绿色制造技术研究[J]. 组合机床与自动化加工技术, 2015(3): 134-137.XIANG Bingfei, XU Ming, XIONG Yong, et al. Research on precision and greenhouse manufacturing technology for large aircraft panels[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2015(3): 134-137.
李俊辰, 郭双全, 冯云彪, 等. 航空发动机AHB封严涂层高压水射流绿色去除技术研究[J]. 航空维修与工程, 2020(10): 38-40.LI Junchen, GUO Shuangquan, FENG Yunbiao, et al. Study on AHB sealing coating removal technology by high pressure water jet for aero-engine[J]. Aviation Maintenance & Engineering, 2020(10): 38-40.
武煜航. 面向绿色制造的数控加工工艺参数多目标优化研究[D]. 武汉: 武汉科技大学, 2022.WU Yuhang. Process parameter optimization of NC machine tool for green manufacturing[D]. Wuhan: Wuhan University of Science and Technology, 2022.
9-13
但对于机体结构装配领域,如大型壁板、机身筒段、机翼整体盒段、舱门框架及附件等,仍是绿色制造的薄弱环节。飞机产品具有零件数量多、弱刚性与薄壁特性突出、高精度与互换协调性要求严苛等特点,在多工位装配过程中需要使用专用的定位与保形夹具。通常飞机机体组部件结构的装配操作所需劳动工作量占整机制造的一半左右,且直接影响产品的最终性能、质量及可靠性。但因其装配工艺过程高度复杂,不同装配任务需不同的装配策略、工艺参数以及多类型的硬件工装设备[
14
15
16
17
另一方面,考虑到工装硬件设备在飞机机体结构装配作业中的重要性,近年随着智能制造与数字孪生技术的发展[
MIMOUNI H, JALID A. Solving industrial production scheduling challenges in the era of industry 4.0 and green manufacturing[M]//Proceeding of the 7th International Conference on Logistics Operations Management, GOL’24. Cham: Springer Nature Switzerland, 2024: 338-347.
3-4
18
19
20
21
结合现阶段航空制造专业的发展,本文将飞机机体结构装配技术与绿色制造理念有机融合,从装配工艺设计与装配工装硬件设备的双维度界定绿色装配技术内涵,构建多维度评价指标体系,并在现场装配环节阐述绿色化目标的方法途径,为提升结构装配绿色化水平提供有益参考。
新一代飞机产品,通常呈现高隐身、轻质、高可靠、低成本和长寿命等性能特点,其机体结构也具有轻质化、大型化/整体化、结构-功能一体化等设计新要求。对于飞机结构的装配作业而言,需首先满足装配质量控制与装配效率的跨代提升要求。进一步地,为保障飞机产品的服役性能并实现绿色装配目标,还需结合绿色制造的指导思想[
3
(1)绿色材料使用。新型轻质功能材料,如大型整体复材零件在主承力结构的常态性使用,可降低飞机的燃油消耗,但也使传统装配工艺技术的应用存在诸多新问题。对于新型的材料与机体结构形式,在装配中应首先实现几何层面的精准装配,并针对材料的各向异性、脆性、非均质性等特点,研究其装配协调性与一致性等控制方法,减少现场修配补偿量并控制报废率。
(2)服役指标提升。长航时/长寿命等服役性能的保障是飞机产品绿色化指标的重要体现。从机体结构装配的角度,需控制装配作业过程中内应力及损伤等物理性能状态的扩展演化,方可进一步保障产品服役疲劳性能,即:在装配几何质量控制基础上,实现装配物理量与服役功能量的综合控制。
(3)装配成本把控。随着新一代信息通信技术的发展,数字化建模仿真、数据学习及数字试验测试等技术的应用,为突破绿色化装配瓶颈提供新的思路和工具。考虑到数字孪生技术具有“虚实融合、以虚控实”的特点,在装配环节应使用以数字孪生为代表的智能装配手段[
董帼雄. 罗罗的绿色航空布局[J]. 大飞机, 2021(1): 39-42.DONG Guoxiong. Rollo’s green aviation layout[J]. Jetliner, 2021(1): 39-42.
5-6
(4)数·智化工装设备使用。具有数字化、智能化等特点的装配硬件工装设备,对机体结构装配生产率、装配质量、生产成本、能量消耗、辅助物料消耗(如刀具、切削液等)、噪声、安全卫生、废弃物产生与回收等均具有较大影响。在机体结构具体的定位、制孔、连接及精加工等关键装配环节中,工装设备应也具有绿色化特点,需控制对环境的污染,减少对工人健康的影响并降低装配作业强度。
如图1所示,为保障机体结构的轻质化、长寿命等绿色性能,本文定义的飞机绿色装配技术是在双碳目标与高质量发展背景下,融合绿色制造理念,利用数字化工具与智能工装硬件设备,以“低消耗、低排放、高效率、高效益”为核心目标,以数字化(虚拟仿真、装配数据感知测量)、智能化(数据驱动、自适应调控)为技术手段,通过覆盖装配工艺设计、工装使用、质量控制全流程,所建立的保障机体几何精度与服役性能的装配方法体系,核心支撑技术包括“装配工艺与质量控制绿色化”与“工装硬件设备绿色化”两方面。
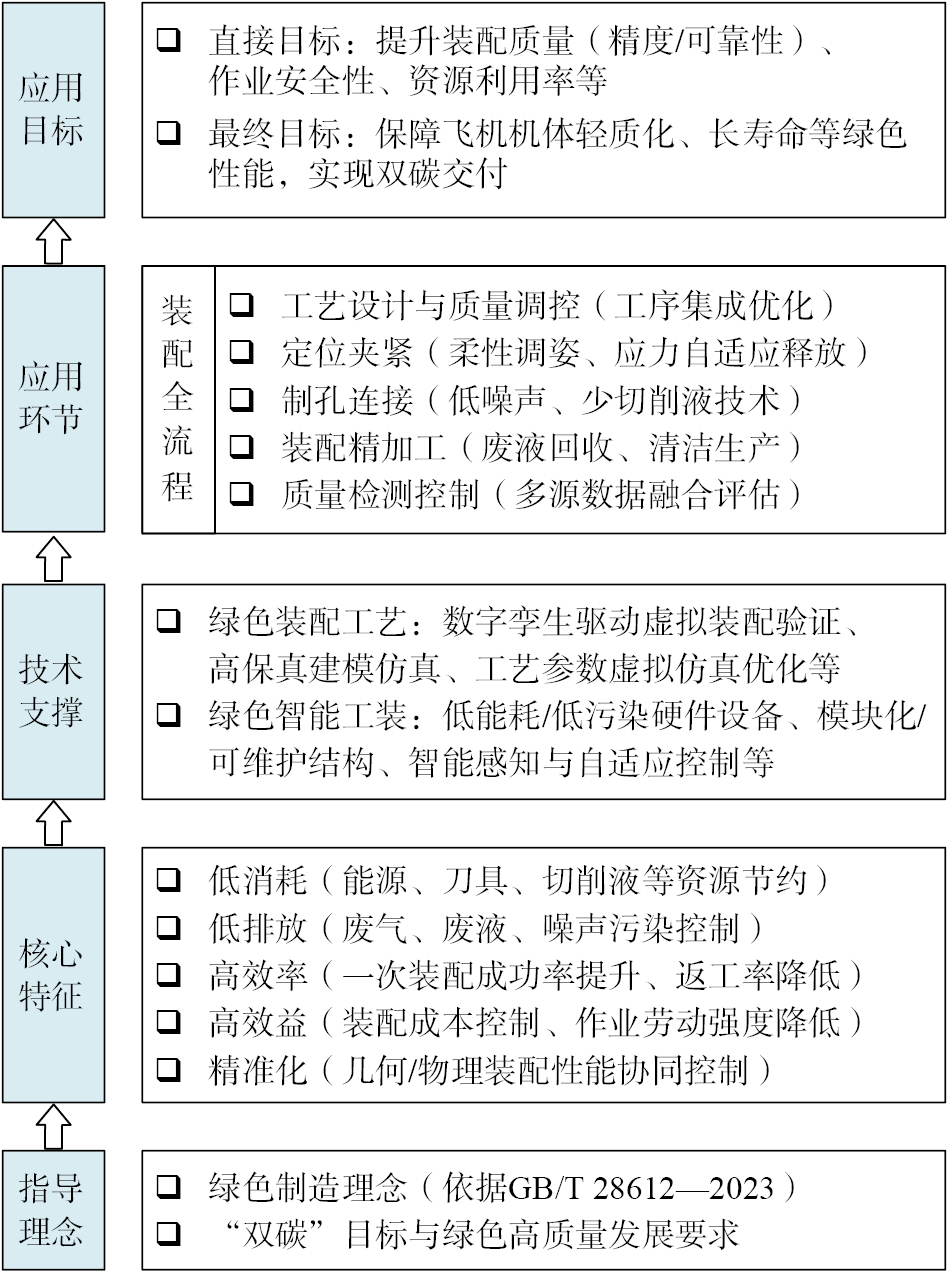
作为适配飞机新型号设计需求与智能化工装装备发展的装配技术体系,飞机机体结构绿色装配技术的内涵是在工艺设计、定位夹紧、制孔连接、装配精加工、质量检测控制等机体结构装配全流程环节中,工艺层面通过虚拟空间的高保真建模仿真与事先分析控制(如数字孪生驱动的装配性能虚拟验证),使用绿色装配工艺与质量控制方法,保障轻质材料等新型结构的装配协调性与一致性,降低不必要的材料消耗与现场物理试错成本;工装硬件层面,依托具备低能耗、低污染/低排放、高利用率、高可靠性及可维护性等特点的绿色智能工装硬件设备,降低装配返工率并减少修配工作量。通过装配工艺与工装设备两个维度的绿色化水平协同提升,最终实现装配质量(几何精度、物理状态、结构功能可靠性等)、现场作业效率与安全性的综合保障,以及装配成本与能耗的精准管控。
根据对绿色装配技术定义与技术内涵解析,需依据绿色制造理念与相关标准规范、通用制造设备绿色化研究、现代飞机机体结构装配工艺过程以及所使用的工艺装备,以及航空工程应用所关注的产品装配指标与核心参数,提出一套指导装配绿色化程度提升的评价指标,以促进装配生产过程的绿色转型升级。
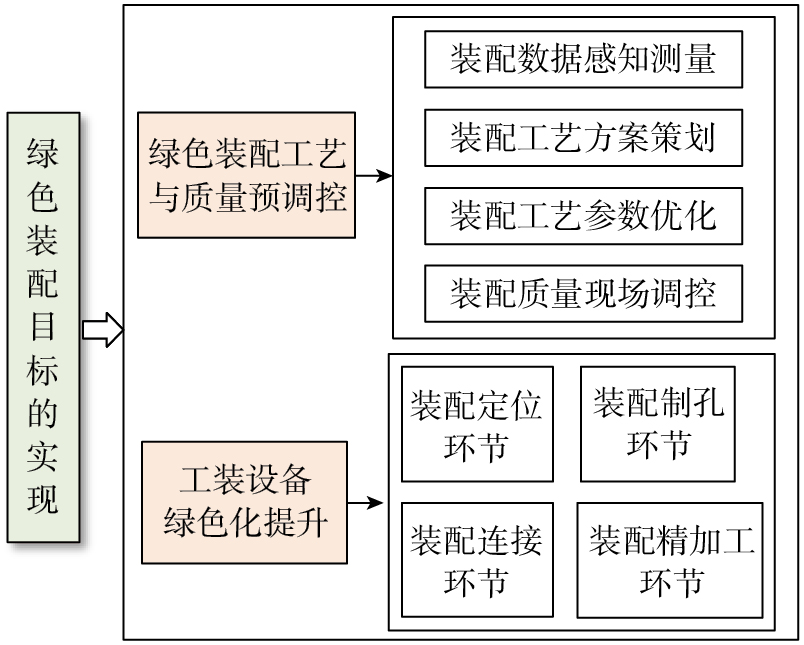
在图1具体装配工艺应用环节中,飞机机体组部件结构绿色装配目标的实现,对装配现场工装硬件设备与装配性能的虚拟仿真有较高要求。其所涉及的技术范围主要包括装配前的装配工艺虚拟控制、装配全流程中工装设备绿色化提升两大方面,即:(1)对装配作业与装配质量保障起重要作用的事先虚拟装配工艺设计与虚实装配调试验证;(2)装配工序操作中所使用的工装设备等硬件设施。此外,在数·智化技术背景下,装配全过程中所测量感知的过程及结果质量数据,在装配工艺优化与工装现场装调中起到重要作用,对装配绿色化程度的提升也具有极强的促进效果[
10
16
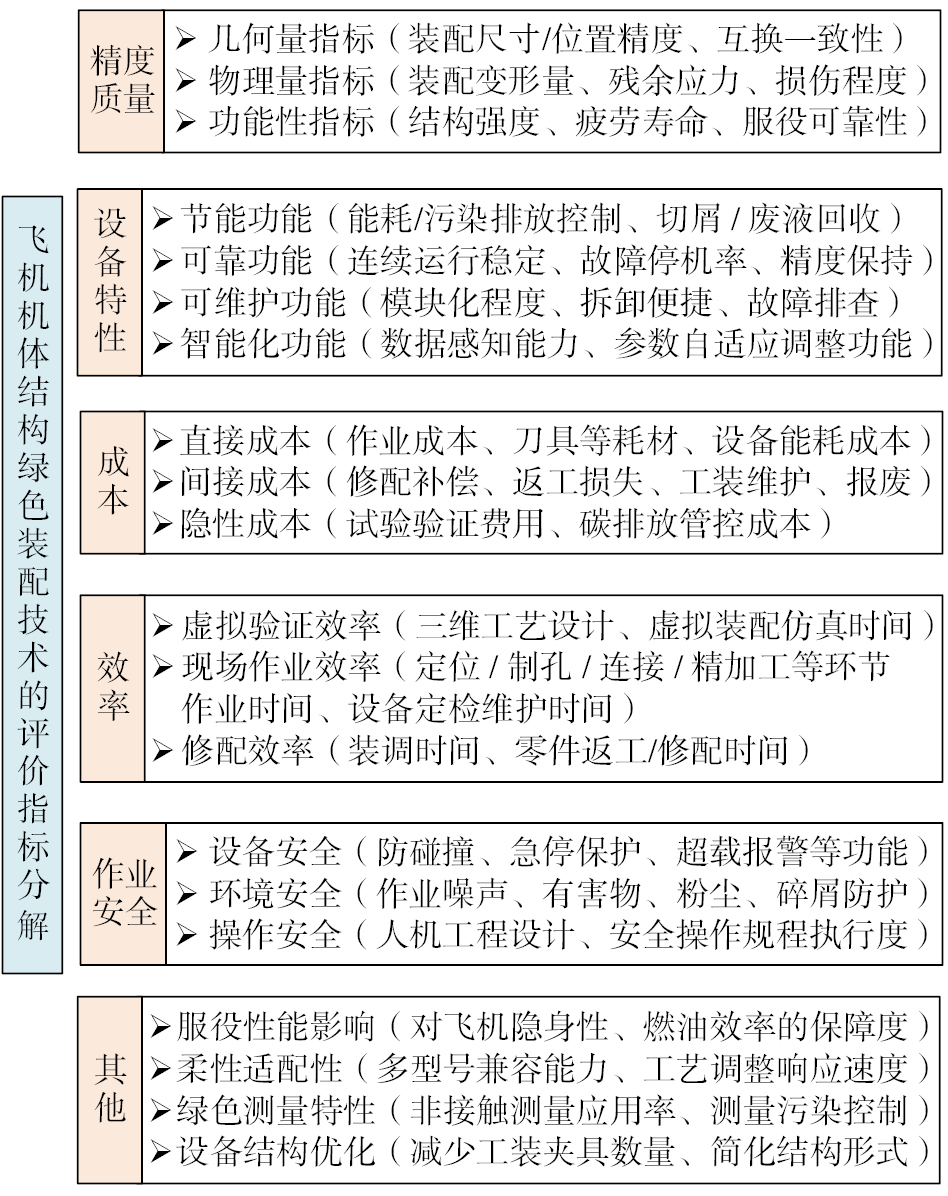
(1)装配精度与质量指标。航空产品的制造符合性是结构装配必须要满足的目标。具体包括3方面:装配尺寸公差、形状精度(如型面轮廓度)、位置精度(如孔位同轴度)、互换一致性(不同部件间的匹配协调性)等传统几何量指标;装配变形(如薄壁件的翘曲)、内应力分布、损伤(如复材制件的分层、纤维撕裂等)等物理量指标;装配体结构的强度及疲劳寿命等服役功能性指标。
(2)工装设备特性指标。在结构装配过程中,使用工装硬件设备的作用是保障产品的装配质量与装配效率,并达到降低劳动强度的效果。作为连接其他指标的核心载体,其特性直接决定其他指标的上限值。考虑到工装硬件设备自身精度较高(通常为产品精度值的1/3~1/5)且占据较大比重的制造成本,目前在工装设备的订货单或招投标技术文件中通常聚焦于设备自身性能参数的实现,对于重要绿色因素,即:“低消耗、低排放”,却较少涉及与要求,因为需额外设计相应的功能/结构模块,增加制造成本且对工装设备的整体结构布局影响较大。因此,将“设备特性”列为仅次于“精度质量”的评价指标。工装硬件设备的绿色功能特征具体拆分为节能功能、可靠运行功能、方便维护与故障排查、以及智能化等特征,涉及装配工装设备全生命周期内的设计、制造、使用及维护报废等环节,具体涵盖工装硬件设备的系统智能化程度、结构模块化程度、工装自身材料消耗、装配作业能量消耗、污染处理、作业噪声、工作性能稳定性、可拆卸性/可维修性、现场使用的清洁性等方面。其中,工作性能稳定性是指装配工装设备能否高效连续运行,其对于批产工艺的稳定执行、装配缺陷的把控与生产过程的顺利进行至关重要。另一方面,工装设备的可维修性与硬件结构的模块化设计关联性较强,是实现工装设备精准维护及预测性维护的前提;各组成元器件也应具有良好的可拆卸设计接口,因其是工装设备可回收与再制造的前提,例如装配作业末端的更换接头设计、工装设备的模块化结构设计等,直接影响故障排查,拆卸的费用/时间/能耗/可达性与路径等效果。装配工装设备的智能化指标是指设备自身的数据感知与适应性调控能力,包括对装配应力、温度等参数的实时监测功能,以及基于数据反馈的工艺参数(如制孔进给速度)自适应调整功能,是装配设备的核心绿色化特性指标。
(3)装配成本指标。结合现代制造发展理念,绿色装配技术的推广应用也应具有低成本特点。装配成本包括直接成本、间接成本与隐形成本3类。(1)直接成本。包括装配作业工时费、刀具(如制孔钻头)与紧固件等耗材的损耗费用、设备运行能耗费用(如电机耗电)等,是可直接计量的显性成本;(2)间接成本。涵盖因精度超差产生的修配补偿费用(如加垫、打磨)、返工导致的零部件报废与再制造成本、工装设备的日常维护费用,与装配工艺方法的稳定性直接相关;(3)隐性成本。包括装配性能虚拟验证的试验费用、因碳排放超标产生的管控成本(如污染排放检测与治理/处理费用),是体现绿色化程度的潜在成本指标。
(4)装配效率指标。考虑到订货量大幅提升、以及用户对产品个性化/多样性需求,各飞机制造企业特别注重加速扩展产能以提升装配生产效率,如何快速精准地制造出产品是企业面临的关键问题。在绿色装配目标下,主要包括:①装配作业前的三维装配工艺设计及虚拟仿真验证时间;②装配作业中定位、制孔、连接、精加工等环节的装配作业时间、作业间歇时间、设备定检及维护时间;③现场装配作业中的柔性装调时间,以及在无法满足“亚毫米级”结构装配精度要求时,所涉及的零件返工以及关键配合部位的打磨/加垫等修配时间。
(5)装配作业安全性指标:“安全生产”是制造业发展的永恒主题之一。在绿色制造技术体系中,在满足高质高效装配前提下,装配作业过程中的安全性必须要同时满足要求,此指标的失衡会直接影响装配成本与效率。在现阶段,飞机结构装配仍是一项人工密集型的工作。由于航空结构的紧凑性且关键产品质量特性的种类/数目繁多,装配操作空间普遍受限,装配操作安全性的保障尤为重要。主要包括:①设备安全。指工装硬件设备自身具备的安全防护能力,包括防碰撞监测装置、急停按钮、超载自锁与报警系统(如定位器承载超限报警)、断电抱闸功能等保障安全运行的硬件设置或功能模块,以避免设备故障与装配现场扰动对产品和人员造成伤害;②环境安全。涉及装配现场的噪声(如铆接、制孔噪声)、有害物(如切削液挥发物)浓度、防尘/防碎屑防护设施的完整性,需要对这些因素进行消减或防护避免,保障作业环境符合人体健康标准;③操作安全。包括工装设备的人机工程设计(如装配操作空间开敞度)、安全操作规程的执行程度(如岗位书明确的节能与防护要求),降低人工装配作业的安全风险;此外,工装设备中附带抱紧锁死功能的机械装置及控制系统模块等也不可或缺。
(6)其他指标。在装配生产中,还需考虑装配作业对飞机产品服役质量的影响,因为飞机的功能指标以及使用时的燃油消耗与污染排放,均与绿色产品目标的实现密切相关。工装硬件设备除自身结构的绿色特性之外,结合实际需求,如果可增加自身的柔性适配性,会对装配质量与装配效率具有积极性的影响,但同时也会增加成本。此外,对于非接触式测量手段(如激光扫描),可避免与产品的接触以及在产品上贴置的测量反光点等辅助材料消耗,能够减少对产品外形表面造成污染以及对精度状态产生影响。因此,装配工装设备自身所集成的测量功能也是绿色化的一种体现。另外,从减少钢铁/铝型材等金属使用量并控制碳排放的角度,需尽量减少专用工装夹具的数量并简化其结构形式,在此方面,波音787装配中提出的无型架装配与确定性装配理念是应用典范[
22
作者认为,若装配工艺技术与工装硬件设备考虑了图2中的指标因素,在飞机机体结构装配环节中,则被认为贯彻了绿色化装配理念。但是,上述6类指标因素并非孤立存在,而是可形成“工装设备支撑→效率与精度联动→成本与安全平衡”的闭环。在整体上,先通过提升工装设备特性,例如提高其自动化程度与精度,为装配效率、精度、安全等指标奠定基础;再通过如自动化流程优化的工艺调整手段平衡装配效率与精度,避免成本浪费;最后通过安全投入(如设备防护升级)保障闭环稳定,避免因安全事故而打破效率与成本间的平衡。
进一步地,为推动绿色装配技术在飞机机体结构生产现场的有效推广贯彻,需在各评价指标间的关联基础上,考虑各指标对绿色装配目标的贡献权重。通常采用主观与客观两类评价方法。主观评价中,基于制造专家的认知,采用AHP层次分析法建立判断矩阵并检验一致性,并采用模糊评价理论解决策矢量,根据最大隶属度原则得到综合评价结果,或采用熵权法量化指标实际影响程度,获得综合的影响权重。为科学分析各指标对绿色装配的贡献权重,在执行客观评价方法时,需考虑以下因素。
(1)航空结构装配具有“三多一高”典型特点,即:多装配工位、多装配层级、多基准变换,以及较高的装配与协调准确度;对于不同产品对象的装配作业工序,同样具有明显的时序性特点。此外,飞机装配工装还具有尺寸大、专用化程度与定位精度高等特点,工装特性指标(如模块化程度、节能性)对绿色装配目标的影响远高于通用机床。因此,各类分解指标之间的权重分解,须首先与飞机机体结构的实际装配需求与业务场景密切相关。
(2)图2各类分解指标间存在“制约-促进”的复杂交互关系,如:“模块化轻量化工装”存在“初期设计成本高(提升装配成本指标)但长期能耗低(优化工装特性指标)”的特点,“干式制孔技术”存在“刀具磨损快(增加耗材成本)但无切削液污染(降低隐性成本)”的权衡。为增强指标体系实用性,现有指标体系需通过动态调整权重以平衡此类矛盾,辅助实际生产“短期投入与长期收益”的决策;“高保真虚拟预验证技术”可同时提升装配效率(缩短试错时间)与装配质量(减少复材损伤),权重的占比需体现“一项技术多指标优化”的协同效应,从而识别高价值的绿色装配技术点。此时,当某技术同时对多个指标起促进作用时,可引入“协同效益系数”,对关联指标权重进行正向修正(如适当增大虚拟预验证技术的权重),优先引导高协同价值技术的应用。
(3)按照“绿色制造贯穿全生命周期”的理念,从增强权重分配适用性的角度,不仅需聚焦“装配作业环节”,还需考虑工装的全生命使用周期。然而,不同装配阶段工装硬件设备节能与成本的重要性差异显著。例如,在工装设备的设计期,需控制初期投入,避免过度设计,此时成本权置更高(聚焦设计/购置成本),节能的权重较低(节能收益未体现);在工装设备的使用期,需平衡运行能耗与维护成本,此时节能权重提升,成本权重应聚焦于“能耗成本+维护成本”;在工装设备的报废期,需提升资源回收价值,成本权重聚焦“回收价值”,此时工装停止使用,节能权重隆至最低。针对这种情况,可通过权重将“设计-报废”环节与“装配作业”环节关联,设置权重随使用状态/阶段的动态变化,指导企业分阶段推进绿色技术。
(4)各评价指标权重的分解,还需考虑装配过程中的动态工况,例如:飞机机体结构装配存在“温度波动、设备磨损、复材特性离散性”等外在时变因素,以及“制造误差、作业载荷”等随机性内在因素。若各类分解指标的权重为静态固定值,则无法根据“批量生产/单件试制”、“金属件/复材件装配”、“不同装配工序阶段”等因素动态场景调整指标优先级,例如,复材装配中的质量指标权重应高于金属件装配,则可建立“装配场景-权重映射表”,确保权重体系随装配对象、工况的变化灵活调整。
(5)实际装配生产中通常聚焦装配“精度质量”指标是否优先实现,目前对于“装配成本”、“装配效率”、“装配作业安全”的考虑相对较少,所使用的工装硬件设备通常也不具有典型的绿色化功能特性。故在实现机体结构绿色装配的初期阶段,评价各类分解指标对于绿色装配目标的影响程度,缺少相关的典型案例与企业实践数据支撑,难以量化获取各评价指标的权重大小。此时可制定“装配技术-权重关联指南”,为航空企业绿色装配决策提供权重参考。例如,在采取降噪效果明显的某新型连接技术时,“装配安全指标(作业噪声)”权重可适当下调。另外,随着机体结构绿色装配理念的逐步贯彻,当外部数据量充足时,在传统“主观层次分析法+客观熵权法”的基础上,可使用“标准阈值校准”、“行业基准对比”、“机器学习数据特征的重要性”等方法,客观识别评价指标与绿色装配目标的非线性关联,计算各指标对“绿色装配综合得分”的重要度,科学构建多维度的赋权体系。
综上,与飞机机体结构绿色装配技术相关的各类评价指标的权重计算,在客观方法层面,需考虑与飞机结构实际装配需求与业务场景间的相关性、具有制约关系指标间的权重动态调整平衡、具有促进关系指标间的协同提升、全生命周期内权重的分阶段变化性、权重体系随装配对象与现场工况的变化调整等因素,并结合企业实践数据的分析处理量化构建多维度的赋权体系。进一步地,对于图2中各评价指标间的权重分配,还需建立“定期更新+异常修正”机制,确保绿色装配技术的有效推进与长期适配行业的发展状态。例如,可每1~2年收集最新外部数据,如新版标准规范、年度行业报告、企业优秀装配案例等,重新计算分配各指标间的权重。在异常数据修正方面,当企业内部数据与外部数据偏差超20%时(如内部工装能耗权重15%,外部行业均值25%),需排查原因,通过改进内部质量样本或调整权重系数以修正偏差。
根据图2中的评价指标,结合图1所述的绿色装配技术内涵,在装配工艺全流程中,按照装配工艺设计与质量预先保障、装配执行所使用的工装硬件设备绿色化提升两个维度,从绿色装配工艺方法与绿色智能工装设备两方面出发(图3),阐述实现机体结构绿色装配目标的具体途径。
绿色装配工艺,应是一种彻底摒弃传统试错式的工艺,是一种可预测、可集成的、基于建模与仿真的科学设计,具有“可测、可控、可视”的技术特征。具体而言,针对装配质量超差现象,基于装配过程与结果质量数据,从过程、精度和物理特性的角度出发,在装配过程中采用数学建模与虚拟仿真验证的手段,围绕工艺知识库建立、力学有限元分析、装配测量场构建、数据分析/处理/挖掘、工艺优化决策等方面开展体系性研究,建立面向多学科交叉、多场耦合分析的装配质量控制新模式。
值得注意的是,绿色装配工艺的实现也是一项综合性技术,包含多个具体环节:装配过程测量感知、虚拟装配样机构建、装配误差传递分析及优化分配、装配定位高精度及适应性控制、制孔环节的精准控制、连接环节的可靠性控制、装配精加工环节的精准匹配、现场装配作业指导优化、下架后的装配质量状态获取等方面。接下来从装配几何与力学状态的感知测量及形成机理、各装配环节工艺参数的优化、装配质量保障调控等关键方面出发,阐述实现绿色装配工艺设计、装配质量虚拟预先保障、装配现场质量反馈调控方面的技术方法。
飞机机体结构装配全过程中多源异构质量数据的感知测量,是高保真虚拟样机与数字孪生模型构建的重要数据基础[
23
| 装配环节 | 测量需求 | 测量设备 |
|---|---|---|
| 装配前零件检验 | 型面轮廓尺寸、边线/法线/轮廓线等形状特征、关键点位特征等 | 接触式测量:三坐标测量机 非接触式测量:激光扫描设备、关节臂测量机和摄影测量系统等 |
| 定位 | 工装/关键定位特征(定位孔、定位面)空间位置、运动轴位置等 | 激光雷达、室内空间测量系统、激光跟踪仪、激光扫描设备、光栅尺、电机编码器等 |
| 制孔 | 孔径、孔位、孔垂直度、法向矢量、毛刺、锪窝精度、孔壁粗糙度等 | 孔径数显量规、窝深数显量规、垂直度数显量规、粗糙度仪、电涡流传感器、激光测距传感器、双相机测量、(视觉)图像测量等 |
| 连接 | 干涉量、间隙量、钉头凸凹量、工件连接翘曲变形等 | 横切或纵切破坏后使用数字式游标卡尺/工具显微镜等装置,三维激光扫描设备等 |
| 精加工 | 端面(孔)加工尺寸及精度、边线轮廓精度、孔边线/孔径/孔位精度/粗糙度等 | 端面加工:(移动式)关节臂式三坐标设备、孔径数显量规、双相机测量、(视觉)图像测量、激光扫描设备等; 对接孔加工:同制孔环节 |
| 装配完工检验 | 基准孔/交点孔/叉耳端面/装配控制点/对合协调点/水平测量点等关键特征空间位置、钉头齐平度、复杂表面外形轮廓度/波纹度、装配相对位置及姿态、蒙皮对缝/阶差、孔同轴度等 | 激光扫描设备、激光跟踪仪、工作空间测量定位系统(Workshop measurement positioning system, WMPS)、关节臂测量机、摄影测量系统、激光雷达、室内空间测量系统(Indoor Global Positioning System, iGPS)、间隙枪gapgun、凸凹量检测量规、划痕仪等 |
| 装配环节 | 测量需求 | 测量设备 |
|---|---|---|
| 装配中 | 装配现场温湿度 | 温度与湿度传感器 |
| 定位 | 工装载荷/力矩、工装应变/变形、产品应变/变形、装夹损伤、加速度(监测工装是否受到撞击)等 | 电机力矩/扭矩、多维力传感器、应变片、光栅、加速度计、近场频谱可视化测量等 |
| 制孔 | 分层、纤维撕裂状态(图像数据)、孔壁划痕、切削力、压紧力、切削热、设备运行参数(主轴负载、切削速度、进给量等时序数据)等 | 划痕仪、力传感器、气压表、三维数字图像法(3D digital image correlation, 3D-DIC)、近场频谱测量、超声检测扫描电镜、电机力矩/扭矩等 |
| 连接 | 连接载荷、拧紧力矩、接触摩擦力、径向挤压力预紧力/力矩、钉载及变形、工件局部应力(孔周局部应力)及变形、连接损伤形式及发生位置等 | 垫圈型力传感器、扭矩扳手、动态扭矩传感器、应变片、激光扫描仪、三维数字图像法3D-DIC、近场频谱测量、超声检测扫描电镜等 |
| 精加工 | 端面加工:设备运行参数、喷射压力/进给速度/切削深度/切削速度等关键加工参数、末端轨迹与行程、加工变形及损伤等; 对接孔加工:切削力、转速、进给量、加工损伤等 |
多维力传感器、应变片、用于喷射靶距调整的激光测距装置、激光扫描设备、三维数字图像法3D-DIC、近场频谱测量、超声检测扫描电镜、电机力矩/扭矩等 |
| 装配完工检验 | 变形、内应力、装配件裂纹/分层/撕裂、刚度等 | 应变片、激光扫描设备、三维数字图像相关法3D-DIC、近场频谱测量、超声检测扫描电镜、光纤、线位移测量等 |
| 装配环节 | 测量需求 | 测量设备 |
|---|---|---|
| 装配中 | 中间装配体的刚度 | 万能试验机、线位移测量、激光扫描设备等 |
| 装配后 | 承载强度、疲劳寿命等 | 应变测量装置、万能试验机、扫描电镜、超声/红外无损检测、高分辨率视频监测的裂纹扩展测量系统、结构健康监测系统、振动传感器等 |
在对上述多维装配过程与结果质量数据的感知检测基础上,还需要开展复杂的数据预处理工作。首先,可通过定义标准化数据接口(RESTful API、OPC UA接口、MQTT接口等)与工业通讯协议(OPC UA、Modbus TCP、HTTP/HTTPS等),统一数据传输格式(JSON、Protobuf等),并通过32位循环冗余校验等方法保障数据完整性,实现装配数据在MES、ERP、质量检测系统等不同平台间的高效互通。其次,针对结构化数据(如螺栓扭矩、零件尺寸等数值型数据),可采用数据库中的实体-关系图构建关系模型,明确字段类型、主键约束与关联规则;针对半结构化数据(如XML格式的装配工艺文件、JSON格式的传感器配置信息等),可采用键值对、文档模型定义数据结构;针对非结构化数据(如装配过程图像、设备振动音频、缺陷检测视频等),可使用二进制格式存储并关联元数据,如采集时间、设备编号、工位信息等。在数据库层面,可采用混合存储架构,构建关系型数据库(MySQL、PostgreSQL)存储结构化数据,构建文档型数据库(MongoDB)存储半结构化数据,构建对象存储服务(MinIO、S3)存储非结构化数据,同时设计分表分库策略与索引结构,优化数据读写性能。第三,通过不同装配阶段采集数据间的时序对准与关联统计分析,实现数据的预处理与挖掘分析,从原始数据中提取关键的数据特征参数。具体地,在时序对准方面,基于统一时间戳基准,采用线性插值、样条插值法填补缺失时序数据,将窗口大小按采集频率动态调整,通过滑动窗口同步对齐不同采集频率的数据;在数据预处理方面,可采用3σ原则、箱型图法等识别并剔除异常值,并通过均值/中位数填充、K近邻缺失值填充法补全缺失数据,再经Z-score标准化、Min-Max归一化等方法统一数据量纲;在关联统计分析方面,采用Pearson/Spearman系数分析变量间的线性/非线性相关性,通过Apriori-T时序关联规则的挖掘算法提取不同装配阶段数据的潜在关联;在特征提取环节,可对结构化数据计算均值、方差、峰值、峭度等统计特征,对非结构化数据采可用卷积神经网络方法提取图像形状特征、对时序数据通过长短期记忆网络模型提取动态时序特征,形成关键数据特征参数集。最后,通过数据信息的原始数据级、特征级和决策级融合,构建统一的感知数据模型,实现测量感知数据的有机融合以及数据的可视化展示。具体地,在数据融合与可视化方面,原始数据级融合可采用加权平均法、卡尔曼滤波算法等,融合多传感器同类型原始数据,如多个位移传感器对同一装配间隙的测量值;特征级融合通过特征串联、主成分分析降维、多核学习等方法,整合结构化与非结构化数据的异构特征;决策级层面的融合,可基于D-S证据理论、贝叶斯推理,融合多模型输出的质量评估结果,如几何精度评估模型、力学稳定性评估模型);在统一的感知数据模型构建中,可采用本体建模方法,定义装配质量数据的概念、属性、关系与约束规则,实现数据语义层面的一致性;在可视化展示中,可通过ECharts、Tableau、Unity 3D等工具,针对时序数据的变化构建实时趋势图、根据参数的关联强度构建热力图、根据几何偏差的分布构建3D装配模型的叠加数据、以及装配工位数据看板等,从而支持多维度数据联动查询、异常数据预警弹窗与历史数据回溯展示。
在飞机机体结构装配领域,工艺方案的科学性与工艺参数的精准性直接决定装配过程的绿色化水平。在装配工艺方案策划方面,目前多以产品理想状态进行装配精度的建模与仿真,对装配现场时变工艺要素的动态控制能力较弱,如温度波动、设备磨损、材料特性离散性等,导致实际装配中常出现“设计-制造”偏差。此外,以几何量控制为主的装配理论与方法,表现为开环无反馈的装配系统,例如,在机翼与机身对接环节,仅通过定位孔位的精度校准与精加工实现几何协调,而在对接过程中产生的内应力对结构疲劳性能的影响也不容忽视。这种“数字化/经验式的被动修配控形”模式,缺乏量化的分析方法和科学控制指导,装配质量保障过度依赖完工前的工艺补偿措施及操作者能力,不仅无法有效保证复杂薄壁机体结构的装配质量与效率,还会因反复修配导致材料浪费、能耗增加,与绿色装配的“低消耗、高效率”目标相悖。
新一代航空产品的绿色装配工艺方法,需构建“智能化/科学式的主动仿真控形控性”体系,其核心在于通过装配全流程数字化虚拟建模与事先动态调控,实现装配过程的“可预测、可优化、可追溯”。具体地,该体系包含两大技术特征,如图4所示。
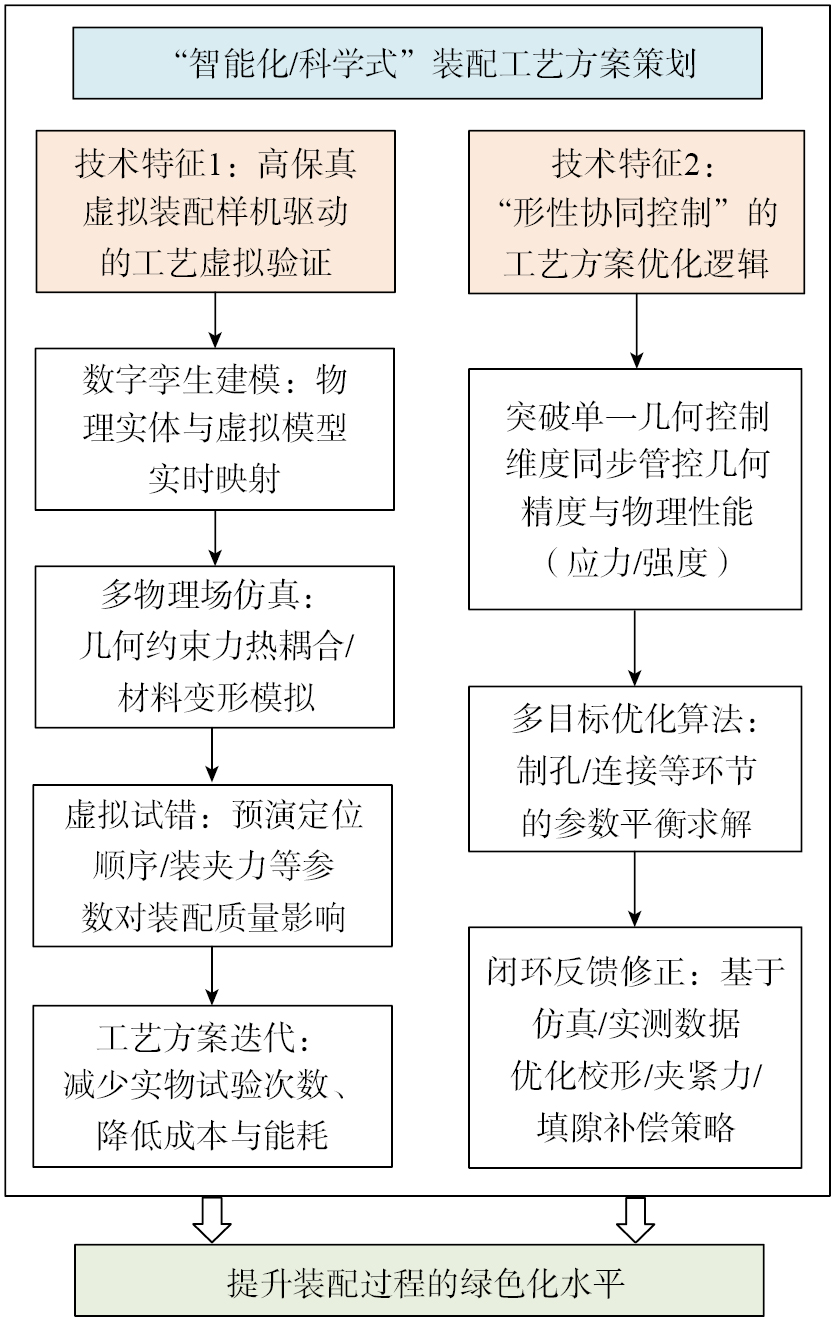
(1)以高保真虚拟装配样机为核心的工艺虚拟策划模式。
使用数字孪生技术,结合真实装配环境、设备与工况等约束,构建物理实体与虚拟模型的高保真实时映射,制定数字试验方案,在虚拟空间中复现装配全过程的几何约束、力热耦合、材料变形等多物理场行为,开展数实融合下的动态推演与试验验证工作[
24
(2)以“形性协同控制”为目标的装配工艺方案优化逻辑。
对于飞机产品而言,多采用弱刚性薄壁结构,在装配过程中需要协同保障几何与物理上的装配性能,即需突破传统几何精度单一控制维度,将装配物理性能(如残余内应力、连接强度)与几何精度置于同等优先级。具体地,借助高保真建模仿真与模型校准修正等手段,以装配结构的几何变形与物理性能(应力、损伤等)控制为核心,在虚拟装配环境中通过合理安排装配定位/制孔/连接/精加工等任务、优化设备运行时间等措施,事先获取与验证不同装配工艺方案及工艺参数对应的形性装配状态、修配区域及修配量大小,并采取优化校形与夹紧力、填隙补偿、柔性定位实时调控、装配仿真等预先调控技术进行闭环反馈修正,在减少不必要的工序消耗、物理试错成本与提升装配成功率的同时,精准控制装配工艺执行过程。例如,在钛合金与复材异种材料叠层连接环节,需同步优化制孔转速(影响孔壁质量)、铆接力(影响连接强度)与连接力施加时间(影响应力释放),通过多目标优化算法找到形性参数平衡控制点,提升连接部位的疲劳寿命,同时减少制孔刀具的过度损耗。
在图1绿色装配技术内涵中,与装配工装设备使用方法密切相关的装配工艺参数,对于机体结构绿色装配目标的达成具有重要作用。结合装配定位、制孔、连接、精加工等工艺环节,在基础方法层面,可通过“虚拟预演-实时调控-知识沉淀”的综合手段,开展装配工艺参数的优化设计工作,如图5所示。
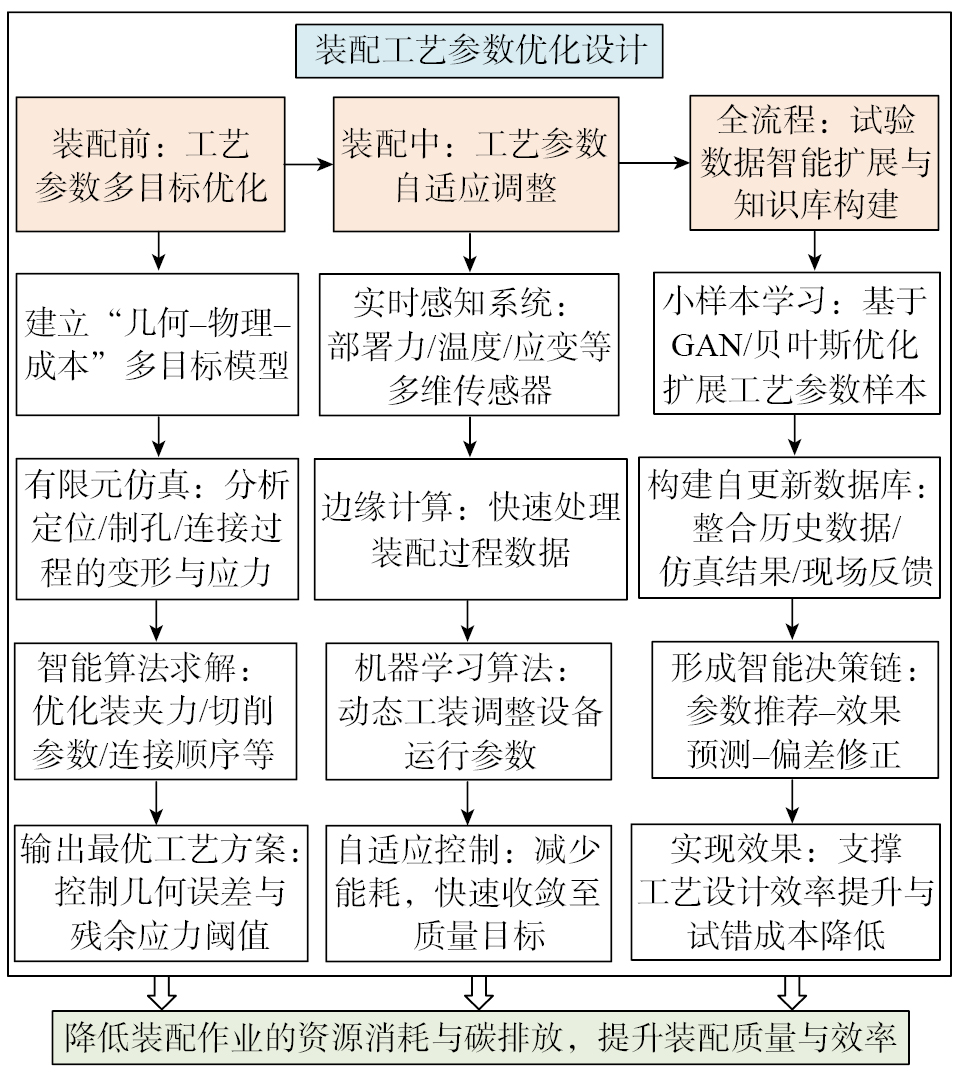
(1)装配前的工艺参数多目标优化。
装配前的工艺参数优化,需考虑工件制造误差、材料特性与现场真实装配工况,建立包含几何、物理甚至成本因素的多目标优化模型。具体为:①在装配定位过程中,结合具体的定位装夹方案、装夹位置与载荷大小约束等,可通过基于高保真虚拟样机模型的有限元仿真分析,以及装配定位过程的力学变形分析,获取不同定位方案下机体结构件的变形量,并结合智能优化算法求解最优定位组合,控制装配件的几何误差,同时使得装夹力引起的残余内应力不超过材料屈服强度的规定阈值;②对于装配制孔与精加工过程中的切削速度、切削力、主轴转速、进给速度、进给量等工艺参数,装配连接过程中的铆接力/预紧力、拧紧力矩、连接速度、连接时间、连接顺序等工艺参数,可通过正交试验确定参数组合,采用理论建模(如变形在不同孔位间的动态累加效应)、仿真分析(如连接过程物理仿真的有限元连续计算模型)、试验数据处理(如不同工艺参数与连接变形、连接残余应力均衡分布间的关联关系模型,以及优化求解模型)相结合的手段,在装配作业前获得优化的装配方案与工艺参数,为现场装配几何间隙、装配内应力与损伤的分布及均匀化程度等质量指标的保障奠定工艺分析基础。
(2)装配作业过程中的工艺参数自适应调整。
基于装配全流程的实时感知测量数据(见表1~3),构建“感知-分析-决策-执行”闭环控制系统。具体地,在装配作业现场,通过部署在工装设备上的多维传感器(如力传感器、红外测温仪、应变片),实时采集制孔力、连接温度、工件变形等过程参数,经边缘计算单元快速处理后,利用机器学习、深度强化学习等数据挖掘分析算法,使装配工装设备能够根据装配数据的实时分析与反馈,通过工装设备运行参数的耦合调整,有效减少设备的运行功率消耗;同时,依据装配现场真实工况与所采集的过程质量数据,构建形性装配状态的集成控制模型,通过工艺参数动态调整,使装配几何位姿变动与装配物理状态分布等质量指标快速地达到设计要求,还可适应相似类型零部件情形下的装配要求。
(3)装配试验数据智能扩展与知识库构建。
考虑到试验成本和时间成本,实际生产中通常难以获取大规模工艺参数样本。针对此工程现象,可通过开展有限次数的工艺试验,研究基于小样本工艺参数数据的智能扩展及数据库构建技术,如采用生成对抗网络(Generative adversarial network,GAN)/贝叶斯优化等小样本学习技术、迁移学习方法,并建立融合物理机制的质量损失模型,以快速适配新机型参数,预测生成多组高保真虚拟样本,准确建立不同材料组合、工况条件下的工艺参数-装配质量间的映射关系。进一步地,构建具有自更新功能的工艺参数数据库与知识库,整合装配参数与质量记录等历史数据、仿真结果与现场反馈数据,形成“参数推荐-效果预测-偏差修正”的智能决策链,可提升装配工艺设计效率并降低工艺参数试错成本,为提高装配质量提供高效准确的指导。
在装配数据感知获取的基础上,如何实现过程数据对现场装配质量问题与工装设备运行问题的准确预见、以及装配质量的溯源与优化提升,是现阶段各主机厂面临的共性难题。装配质量的现场工艺调控,依据装配作业状态的映射,通过对质量数据的实时评估与分析,精确控制工艺补偿及质量保障,是达到绿色化装配目标必不可缺的关键手段。即:使用装配过程多维数据的智能驱动手段,提升一次装配成功率并减少现场装配质量问题的数量与返工处理时间。采用装配过程数据驱动与统计分析的手段,在基础方法层面,可采取以下3方面的解决措施,如图6所示。
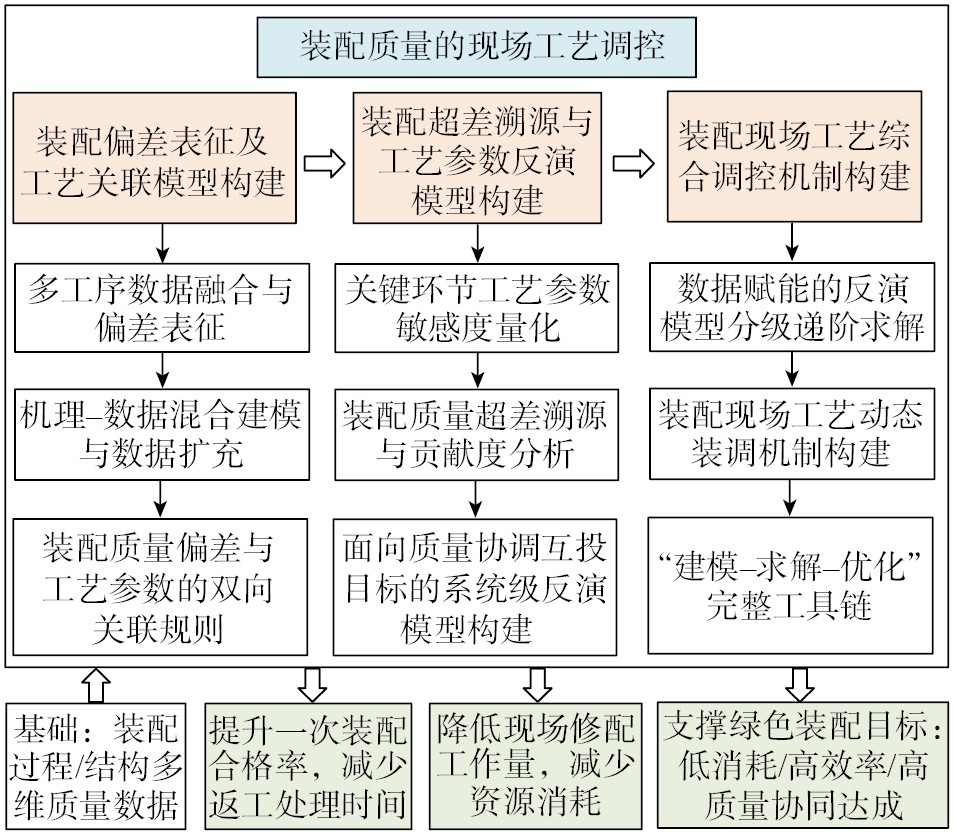
(1)装配偏差表征及工艺关联模型构建。
装配偏差是影响产品性能与绿色化水平的关键因素,需通过多维度数据融合实现精准表征,并建立与工艺参数的量化关联。具体地,首先,以真实几何-物理装配状态参数间的时变耦合传递为基础,在多工序装配过程中,综合分析尺寸协调/定位装夹/制孔连接/精加工过程的几何配合间隙、应力分布、损伤形态等数据结果,表征装配形性目标间的准确性与一致性偏差状态;其次,采用机理-数据混合建模手段,将机理模型用于解析定位装夹力、制孔进给速度等参数对偏差的影响机制(如薄壁件装夹力过大会导致翘曲变形)、以及装配过程质量状态的传递演变分析,数据模型则基于历史装配数据/实测数据/虚拟仿真数据以学习高维映射关系,弥补机理模型在复杂装配工况下的精度不足,构建装配精度/力学形成与传递过程的快速预测及定量修正模型,并以此扩充小样本装配质量数据量;此后,探究几何/物理多源异构数据类型间的高维映射函数关系,采用关联规则算法(如Apriori方法)挖掘核心工艺参数群(如定位点数量、制孔转速、铆接力等)与偏差的双向映射关系,形成形性装配准确性/一致性偏差与核心工艺参数群间的双向关联规则,为工艺参数的现场快速装调提供精准依据。
(2)装配超差溯源与工艺参数反演模型构建。
当装配偏差超出允许范围时,需通过精准溯源定位根因,避免批量性的质量问题。具体地,首先,开展工艺参数的敏感度量化计算建模工作,如采用全局敏感性分析(Sobol’指数法等)计算各工艺参数对偏差的贡献度,量化各环节的影响权重,并基于过程偏差传递路径,研究形性装配超差与互换一致偏差分布差异问题的溯源方法,获取工艺环节关键“形/力”耦合因素对形性装配状态间的平衡调和与互换一致提升的作用效果、以及具体贡献度数值;其次,解析全息工艺过程要素对不同工序几何误差与内应力及损伤状态的双向作用规律,在形性装配偏离状态的协同约束下,如以偏差允许阈值为约束,针对现场工艺参数变量群,构建面向装配质量参数协调互换目标的系统级反演调控模型。
(3)装配工艺综合调控机制构建。
基于装配偏差表征与溯源结果,构建工艺的多维度动态调控机制,实现装配质量的主动修正与协同优化。具体地,首先,采用几何-物理装配数据混合赋能的手段、整体与局部结合的分级递阶与并行求解等策略,逆向推理针对前序弱项工艺变量的调参控性规律;其次,高效稳定构建误差适应性宽放分配(降低对制造与装配环节的质量要求)、定位/制孔/连接/精加工工艺参数二次修正(基于实时测量数据动态调整现场装配工艺参数)、修配补偿预控设计(预判修配区域并预设修配量阈值,减少现场加垫/打磨等修配操作工时)等互换一致性保障的多维动态装调机制;最后,综合保障形性装配状态反求调控与互换协调性能调控的过程,开发包含建模-求解-优化的完整工具链条,实现从数据输入到现场工艺调控方案的软件化输出,显著缩短工艺调控量的现场处理计算时间,支撑绿色装配目标的达成。
对于装配工装设备硬件,如何提升定位、制孔、连接、精加工等环节的设备绿色化程度,与装配生产执行过程中的环境污染和能源消耗密切相关,在装配生产现场备受关注。以下结合具体的装配作业环节,从设备成本、作业安全、设备能耗、污染防护、维护保养等方面出发,探讨提升不同类型装配工装设备绿色化程度的具体措施,以期指导工装硬件设备在全生命周期的结构设计、作业使用与维护报废等环节,服务于绿色装配目标。
对于飞机产品,其组部件装配体的数量相对加工环节的零件较少,且作业周期相对加工环节较长,在装配定位环节中,通常涉及多个定位执行末端的定位支撑与柔性调整,工装硬件设备的使用频次相对较低,对资源消耗与装配环境的影响较数控加工过程低,如切屑量、切削液、漏油等为非主要因素。但考虑到工装的专用化特点,定位工装设备的尺寸大、占地面积大且维护保养较为困难;再加上装配定位操作的复杂性,工装设备的定位精度高且不同工装之间也存在精度协调关系,同时受现场环境的影响较大,定位误差具有强烈的时变性特点。按照全生命周期的逻辑顺序,可从以下方面提升装配定位工装设备的绿色化程度,如图7所示。
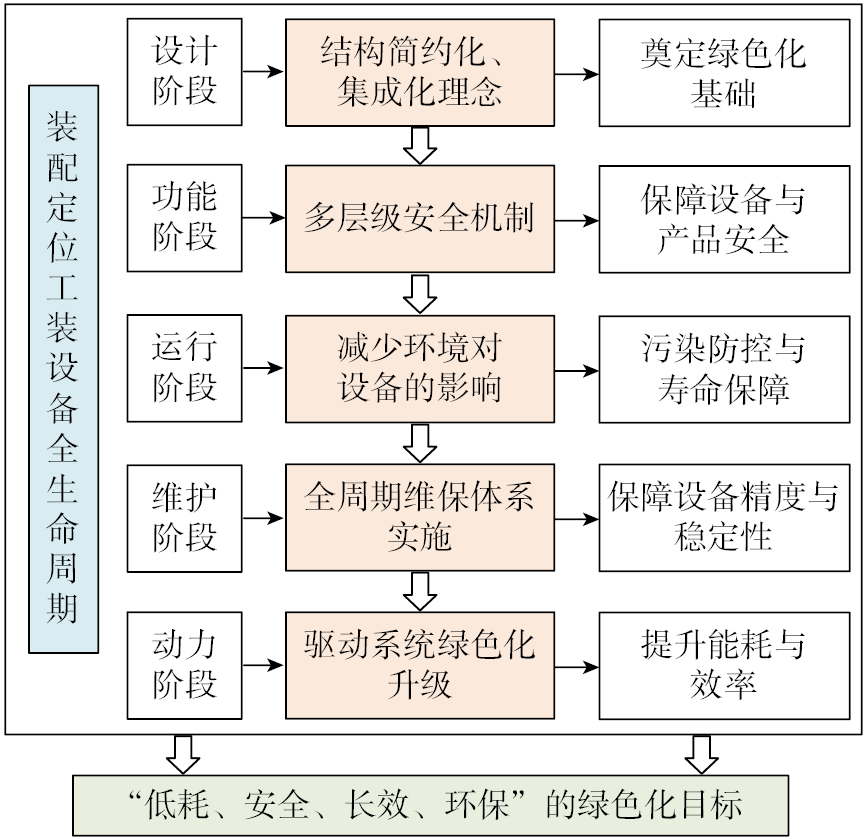
(1)工装结构轻量化与经济性设计。
在满足装配需求的前提下,定位执行结构与末端组件应采用“简约化”的设计理念,即:工装定位执行结构与定位末端的设计应简单、方便操作,并使装配定位装夹工作量集中、施工空间开敞,工作平台也应符合人机工程以便于使用维护。此外,工装选材与主体结构的重量应具有经济合理性,避免“傻大笨粗”的结构形式。
(2)工装结构模块化设计。
在装配定位工装的结构设计中,应采取标准化、模块化、系列化等设计理念,以增强工装与配套设备的软硬件接口、工装内部元件结构之间的可安装性、维修性及拆卸报废性,实现总体成本的降低与结构间的快速安装重构,缩短安装调试周期。
(3)工装系统安全防护设计。
工装硬件系统的安全防护设计,其核心任务是建立多层级安全机制,保障装配作业过程人员与产品的安全。具体地,从安全性的角度,厂房内的吊挂与运输转运装置四周,应配有急停按钮及全功能遥控器。工装在使用过程中宜使用力/位移等监控手段,防止对产品造成伤害,例如,数控对接定位器应具有球头入位检测、球头脱离报警以及球头锁紧功能,Z方向(高度方向)的锁紧结构,可采用涡轮蜗杆减速器自锁和电机抱闸锁紧的双重保护设计;数控定位器的X/Y方向可采用电机抱闸的锁紧方式进行保护;数控定位器应配置压力传感器,实时监控数控定位在X/Y/Z 3个方向的承受载荷,并设定报警力阈值,当超过时应及时报警并停止工作。在工装的柔性调整过程中,还应具有应力自动释放功能,避免拉扯破坏产品。针对定位现场的意外情况,需设置以下功能:撞击监测、球头脱位保护、入位锁紧保护、限位保护、急停保护、伺服过载保护、定位器超载自锁与报警反馈等。此外,工装设备控制系统应具备装配数据、定位状态等断电保持功能,在竖直方向或带有倾斜角度的定位支撑中,所使用的各轴电机同样应具有断电抱闸功能。
(4)污染防控与寿命保障。
在使用定位工装设备的作业过程中,应减少环境对设备的影响,延长硬件结构的使用寿命并控制污染。具体地,在装配现场的污染防护方面,对于传感器、导轨、丝杠等精密元器件,应根据装配过程中产生的外部载荷,以及现场产生的粉尘、碎屑、异物等情况,工装驱动机构需附加润滑及防尘措施,并适当增加耐磨涂层以提高传动寿命;对于采取自动润滑方式的滑块,需布置防尘装置提高其运行寿命与运动平稳性;对于液压千斤顶等装配定位结构的润滑系统、作动液压系统等,应设置渗漏等回收装置,避免油液泄漏污染环境。
(5)全生命周期维护保养。
在定位工装系统的维护中,应采取标准化的维保措施,保障设备精度与稳定性。具体地,首先,在定位工装系统的集成控制台中,应实现装配定位的位置坐标和状态信息显示、安全报警信息显示,并具有声、光报警指示和软件提示,能在断电时保存系统状态以及自检与提示,通过查看系统运行与故障信息,方便对系统状态进行快速诊断、以及操作人员对设备的保养与维护。其次,为提升设备使用寿命,工装设备的机电气液部分统一按照标准SJ/T 31002及动力设备三保条例管理规定进行日常维护保养,其维保技术要求应符合工装的定检技术要求和定检周期。对于具有计量功能的传感器、仪器仪表,应统一按照计量设备规定进行计量。应每1个月检查定位装置、控制柜等的连接线路以及各段气管,是否有磨损、断裂、漏气等情况,润滑是否完好。应每两年全面定期检查整个机电气液部分:机械部分检查定位精度与重复定位精度;电气部分检查光栅尺限位与原点是否松动,保护接零或保护接地是否正确、可靠,保护装置是否符合要求,电气设备安装是否牢固;气液动部分检查安全阀、停机保护系统,有无泄漏及破坏,压力能否满足定位作业要求。当工装设备超过1个月不使用时,应对具有协调特性的装配定位结构采取必要保护措施。
(6)定位驱动系统绿色化设计。
为降低装配定位工装系统的作业能耗,提升能源利用效率,在工装驱动设备的规划设计方面,应优先采用具有低能耗特点的定位设备或元器件,如采用节能型电机驱动的定位夹具或采用先进控制技术的自动化定位系统,从而替代传统气动和液压方式,在柔性装调运行过程中满足不同的装配需求并有效降低能源消耗,减少对环境的影响。此外,一些智能定位机器人通过优化电机控制算法(如负载自适应功率调节)和集成能量回收装置系统,可明显降低驱动系统的待机与运行能耗。
在装配制孔加工以及在装配质量无法满足设计要求的精加工环节,例如在大型复材蒙皮零件与装配体的精确切边、对接交点孔同轴度的保障中,为降低对环境污染及控制加工噪声,对加工废液的回收、生产防护及清洁生产等方面同样具有较高要求。按照“预防(作业质量与余量优化)-控制(切削液替代)-优化(设备与刀具结构)-回收(废弃物管理)”的全链条绿色化思路,阐述提升装配加工设备绿色化程度的具体措施,见图8。
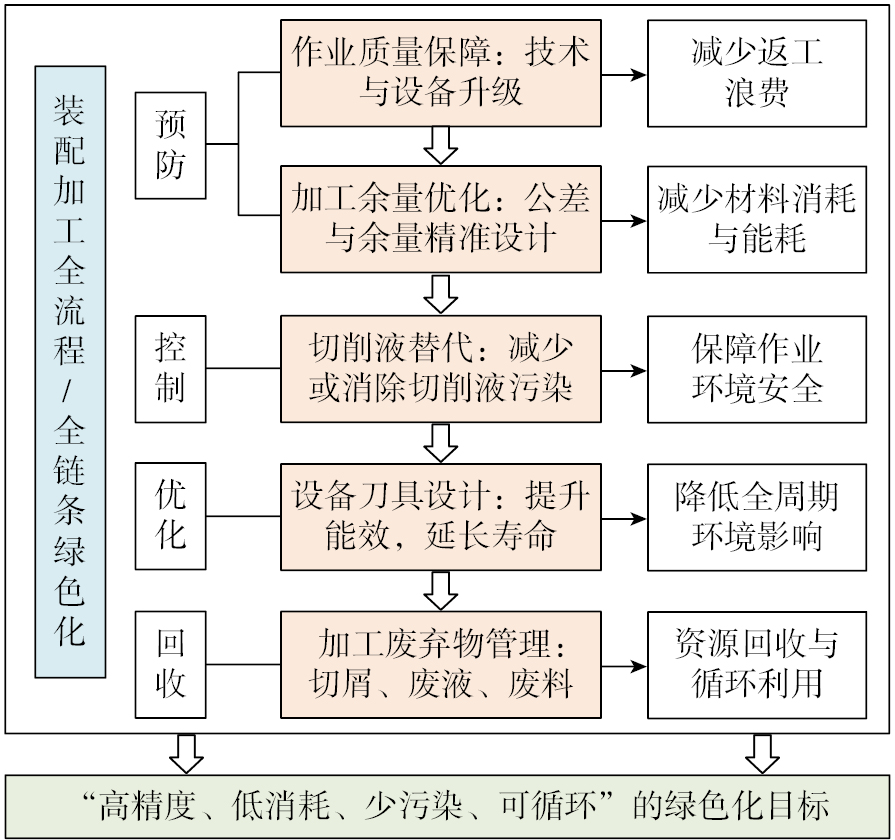
(1)作业质量保障与加工精度提升。
在制孔/精加工作业质量保障与精度提升方面,其核心任务是通过技术与设备升级,减少报废与返工,降低资源消耗。具体地,在作业质量的保障中,应首先尽可能采用先进的制孔/精加工技术和设备,如数控钻床、激光制孔、机器人精加工、水射流精加工等设备。其次,通过优化加工工艺参数及工艺方案,如通过正交试验确定最佳切削速度、进给量(如基于复材纤维损伤阈值的力学分析,并通过平衡“孔壁质量”与“刀具磨损”间的关系,复材件制孔时的转速设定为10000~15000 r/min),减少因加工参数不当导致的制孔与精加工尺寸偏差,并减少因制孔偏差、加工精度达不到规定要求所导致的零件报废和返工。此外,还可基于三维模型预演加工方案,避免干涉与重复加工,提升一次合格率。
(2)加工余量优化与资源节约。
在加工余量优化与资源节约方面,其核心任务是通过工艺设计,减少材料消耗与能耗。具体地,首先,通过精准的参数设计和工艺规划,合理确定制孔与精加工过程所涉及的尺寸和公差,尽量减少加工余量。其次,利用仿真软件模拟加工变形,动态调整余量分布(如薄壁件局部增加0.2 mm以补偿变形),减少无效切削,达到节约原材料/切削液、降低加工能耗和刀具磨损等有益绿色效果。
(3)切削液替代与环保工艺应用。
在传统的制孔与精加工过程中,通常需使用大量的切削液以冷却和润滑刀具,然而会带来环境污染、工人健康和废液处理问题。在切削液替代与环保工艺应用中,核心任务是减少或消除切削液污染,保障作业环境安全。具体地,可发展并推广干式制孔方法与精加工工艺,即通过优化刀具材料和几何形状、改善加工参数等方法,实现无切削液条件下的高效制孔与精加工,例如,采用超细晶粒硬质合金刀具(如WC-Co合金)、陶瓷涂层(Al2O3-TiN),优化刀具前角设计参数(10°~15°),实现无切削液制孔。此外,还可应用微量润滑技术(Minimum quantity lubrication,MQL),通过设计油气混合装置,将少量的植物油基润滑剂精确地喷射到刀具与工件的接触区域,起到切削区域的润滑和冷却作用,以降低/避免传统切削液对环境污染的影响。
(4)加工设备与刀具的绿色化设计。
在制孔与精加工设备的绿色化设计方面,其核心任务是提升设备能效,延长使用寿命,在全周期内降低对环境的影响。具体地,应首先选择具有节能功能的制孔与精加工设备,如采用高效电机(例如效率≥95%的永磁同步电机),以及加工能耗的智能控制系统(例如智能变频系统),则加工设备能够根据加工负荷自动调整功率实现节能运行,加工设备在空闲状态下切换至待机模式的长时间运行,从而降低能源消耗与碳排放总量。其次,在制孔与精加工设备的结构设计中,还应考虑到可回收性和易拆解性,例如设备框架采用模块化螺栓连接以替代焊接,关键部件(如导轨、主轴等)标注材料成分,便于设备在使用寿命结束后的回收和再利用;此外,选用高性能、长寿命的环保型刀具,如涂层刀具、硬质合金刀具等,切削性能和耐磨性较好的刀具能够减少刀具的更换频率,降低刀具材料的消耗。另外,在刀具选择中,可采用无毒无害的涂层材料(如CrN)以及可降解刀柄,减少对环境和人体的危害;在刀具的使用过程中,还可建立刀具寿命预警系统,减少过度磨损时的能源消耗。
(5)加工废弃物的全流程管理。
在制孔与精加工过程中的废弃物管理方面,其核心任务是实现切屑、废液、废料的回收与循环利用。具体地,首先,可采用如离心式、过滤式或者磁性的钻屑回收机构,设计切屑回收装置,例如,回收的碳纤维复合材料碎屑可用于压制板材。其次,若无法完全避免使用切削液,应建立有效的切削液处理系统,对使用过的切削液进行过滤、分离和净化处理,去除其中的杂质、油污和切屑等,达到质量标准后,重新回收回用。此外,还需定期检测切削液的pH值与浓度值等,确保其性能稳定,从而延长切削液的使用寿命,并减少排放和更换频率。另外,对于制孔与精加工过程中产生的其他废弃物,如废弃的刀具、夹具、包装材料等,应按照分类回收的原则进行处理,交由专业回收处理机构进行分别处理,以重新投产(如硬质合金刀具回收再冶炼)或用于制造其他产品(如复材中的碳纤维),避免随意丢弃造成环境污染。对于加工过程中的包装材料,建议采用可降解膜或循环周转箱等绿色方式。
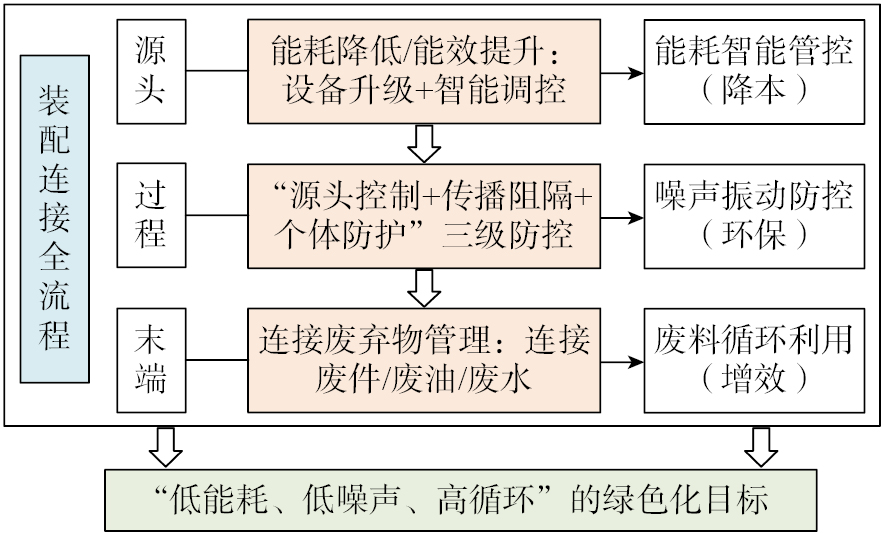
在飞机机体薄壁结构的紧固连接过程中,制孔与连接点位较多,为提高生产效率并降低制孔与连接设备的能量损耗,对硬件设备的结构设计、工作参数及作业路径、操作噪声与安全性、清洁生产等方面均有较高要求。综合装配定位设备、制孔与精加工设备及其作业过程的绿色化提升措施,针对装配连接工装设备,按照“源头-过程-末端”全流程逻辑,通过“能耗智能管控(降本)-噪声振动防控(环保)-材料循环利用(增效)”三位一体的技术方案,实现装配连接环节“能耗降低、噪声防控与废弃物闭环管理”的绿色化目标,技术路线如图9所示。
(1)连接设备能耗智能管控与能效提升。
传统装配连接设备(气动、液压)因能源转化效率低、负载与能耗不匹配等问题,成为装配环节的主要能耗源。对于气动铆接与螺接设备,其通过压缩空气驱动铆枪等设备完成连接操作,空气压缩机在产生压缩空气的过程中会消耗大量的电能。以气动铆枪为例,其动力源空气压缩机的能效比仅为30%~40%(即输入电能中仅30%~40%转化为有效的压缩空气能),且空载时仍维持80%以上额定功率运行;同时,压缩空气传输过程中因管道泄漏(平均泄漏率达15%~20%)会进一步加剧能耗浪费。对于液压连接设备,其利用液压系统提供动力,液压泵的运行会消耗大量电能。液压泵的机械效率通常为65%~75%,液压油在管道内的沿程损失(约10%~15%)、阀件节流损失(约5%~8%)及系统散热损耗(约10%)导致实际有效功率占比不足50%;此外,液压系统需长期维持高压待命状态,待机能耗占比达总能耗的35%以上。通过采取“设备升级+智能调控”的双路径,可降低连接环节的能源消耗。
在设备升级方面,可搭建智能连接系统,构建“感知-分析-调控”的闭环节能体系,智能管控连接作业能耗。具体地,采用智能能源管理系统,配置电流采用传感器、压力变送器及位置编码器,根据设备的运行状态和工作负载,实时采集电机输出功率、连接载荷(如铆接力、螺栓预紧力)、运行速度等关键参数,建立多维度的能耗-不同作业工况的关联数据库。其次,借助机器学习等数据智能处理算法,通过历史数据训练模型,并结合预测分析技术,动态调整连接的位置、力度和速度等参数。此外,当检测到连接任务较轻时,系统会自动降低设备的功率输出并调整能源供应,避免能源浪费。例如,针对轻载工况,如厚度<3 mm的薄壁件铆接,自动降低伺服电机输出功率至额定值的50%~60%,运行速度从100 mm/s降至60 mm/s,在维持连接质量的同时减少无效能耗;在负载波动时,采用自适应PID控制策略,快速完成功率调整(1 s内),避免过冲能耗;实际生产中还可结合MES系统的生产计划,提前预测连接任务量(如需完成500个铆接点),智能分配设备启停时间,例如在非工作时段自动切换至休眠模式,实现“任务-能源”精准匹配,达到能耗降低目的。另外,连接质量稳定性和一致性的提升,还可减少因返工导致的多倍重复基础能耗。
(2)连接过程噪声与振动的多层级防控。
装配连接环节的噪声(尤其是铆接、螺接)与振动,是一个重要的环境问题,不仅危害作业人员健康(长期暴露于90 dB以上噪声环境,可导致听力损伤风险增加3倍),还可能影响设备精度与产品质量。在实际生产现场,噪声主要来源于硬件设备的运行、连接、钻孔等操作过程。本节提出构建“源头控制-传播阻隔-个体防护”的三级防控体系,将噪声控制在85 dB以下(符合GBZ 2.2—2007《工作场所有害因素职业业接触限值》)。
在噪声源头的绿色化设计中,采用设备结构优化与工艺参数降噪的综合措施。具体地,对于铆接设备,可将传统刚性钢质铆接头替换为“高强度铝合金+聚氨酯缓冲层”的复合结构,其中,缓冲层厚度设计为5~8 mm,通过材料阻尼特性的匹配吸收60%以上的冲击振动,可降低噪声15~20 dB。对于气动系统,可选用静音型的电磁换向阀(如SMC公司的VQZ系列产品),可将气流湍流噪声从85 dB降至约68 dB;还可在排气管路中加装消声器(消声量≥25 dB),减少排气脉冲噪声。对于液压连接设备,可选用低噪声齿轮泵(如力士乐AZPF系列产品),通过优化齿形参数(如减小模数与压力角等),降低运行噪声。此外,在连接作业过程中,还可通过试验设计确定最佳连接工艺参数(如转速、扭矩、压紧力等),避免因参数失配导致的高频振动噪声。
在噪声传播路径的阻隔方面,可采用车间声学环境重构与智能化噪声监测-预警的综合措施。具体地,在车间墙面可采用穿孔铝扣板+离心玻璃棉(厚度50 mm、密度48 kg/m3)的复合吸声结构,使吸声系数在500~2000 Hz频段(铆接噪声主要频段)达0.85以上,可吸收40%的反射噪声。在高噪声工位(如大型部件铆接区),可设置大型可拆卸式隔声屏障,采用“钢板+阻尼层+吸声棉”的三明治结构,形成独立的静音单元。在连接设备基座处,安装弹簧阻尼减振器(阻尼比0.2~0.3),减少振动向地面的传递(可使振动加速度降低60%以上),通过振动的隔离避免二次结构噪声。此外,还可部署分布式噪声传感器(测量范围为30~130 dB,精度为±1 dB),实时监测车间各区域噪声值,当某工位噪声超85 dB时,自动触发声光报警并推送至MES系统,提示调整设备参数或启动临时隔音措施。
在连接作业人员的个体防护与健康保障中,可为高噪声工位操作人员配备主动降噪耳机(降噪量25~30 dB),确保入耳噪声≤80 dB;耳机集成语音通讯功能,避免因防护设备影响协同作业。此外,在生成管理方面,可采用“人机协作+轮岗制”的方式,让机器人完成70%以上的高噪声连接任务,人工仅负责辅助操作;操作人员每2 h轮岗1次,减少噪声暴露时长(日均暴露≤4 h)。
(3)连接材料与废弃物的绿色化管理。
在连接材料与废弃物的绿色化管理中,其核心是减少有害物质使用,提升资源循环利用率。具体地,首先,可推广使用环保型连接材料,例如,选用无铬钝化铆钉(替代传统铬酸盐处理铆钉),减少含剧毒的六价铬排放;减少溶剂型胶黏剂的使用,推广水性胶黏剂(如环氧乳液型)用于复合材料连接,降低挥发性有机化合物(VOCs)排放量。其次,构建废弃物闭环回收机制:对于废弃紧固件,可通过磁性分离装置回收脱落的铆钉、螺栓(回收率≥95%),经筛选、修复后用于非关键部位连接(如舱内装饰件固定);对于废弃液压油,可经三级过滤(精度5 μm)与真空脱水处理后,提升其再生利用率;对于连接设备的冷凝水,在气动管道的最低点,设置自动排水阀(如浮球式排水器),每日定时排放冷凝水,回收的冷凝水经过滤后,可用于装配现场地面的清洁、设备降温等,实现水资源循环利用。
结合飞机机体结构装配特点,从装配工艺与工装设备两方面解析绿色装配技术,将其定义为适配新型号设计需求与智能工装装备发展的装配方法体系,具有环保、高效、精准、资源节约、可持续性等典型绿色特征;提出结构绿色装配技术评价指标,并使用数据智能驱动工艺设计、装配质量虚拟预先验证、工装硬件设备全生命周期(结构设计、作业使用与维护报废等环节)绿色化程度提升等相结合的手段,阐述实现绿色装配目标的具体途径,助力机体结构装配质量保障与产品绿色双碳交付。
绿色装配技术虽可提升航空制造企业的核心竞争力和社会声誉,但由于其是先进制造技术与软硬件装备及系统的综合体现,作为一种新兴的生产模式与制造理念,同时考虑到装配环节涉及的范围较广且与产品的全生命周期密切相关,在装配全流程中的落地应用直至取得预期效益/效果的过程中,需在以下多方面予以加强。
(1)绿色装配技术评价指标定量化建模。
飞机结构装配包含有复杂的工序环节,本文仅针对部分工艺内容进行展开论述,所构建的绿色装配技术评价指标,需要根据实际生产场景进行细化扩充与开展定量化建模研究,并结合企业实践数据的分析,确定各指标具体的阈值与评价权重,以直观判定绿色化装配目标在各生产阶段是否实现。
(2)装配过程能效优化与资源循环利用研究。
在绿色装配工艺体系中,能效优化与资源循环利用是实现“低消耗、低排放”目标的核心支撑,其核心在于通过全流程能耗监控、资源动态调配及废弃物溯源管理,将绿色制造理念贯穿于装配作业的全流程环节。后续可通过整合实时能效感知、智能资源调度与循环利用技术的研究,构建“能耗可控、资源可循环、排放可追溯”的绿色装配模式,与前述的装配质量控制、工艺参数优化、工装设备结构设计技术形成协同,共同支撑绿色装配目标的实现。
(3)绿色制造底层方法的深化研究。
在装配全过程中的碳排放/碳足迹测算、碳数据质量提升、成本效益综合分析等绿色制造底层方法上开展深化研究,以进一步形成装配工艺设计、绿色装配硬件设备结构设计/操作/维护/报废处理、能源消耗、环保性能(如污染排放监管、控制与治理等)、装配质量虚拟控制等方面的航空行业应用标准,促进行业的系统化与规范化科学发展。
(4)绿色装配技术的推广应用评估。
目前数·智化工装设备的设计与投产中,尚主要聚焦于装配功能上的实现,硬件设备的绿色化指标在设计中的要求与体现仍未明确,而一些先进的绿色原材料使用、装配工艺和设备更新、装配技术研发、以及工业软件工具链系统开发等,均需大量人力、物力与财力的投入,会增加企业的生产成本。因此,在有限资源条件下,需进一步评估在企业内部推广应用飞机结构绿色装配技术的难易程度,包括技术复杂性、对现有设备改造成本和人员技术能力提升的要求,以及与其它工艺方法的兼容性。
(5)绿色装配技术与现有生产的融合。
随着结构装配工艺原理方法与工装硬件手段的更新发展,还需在保障正常生产的情况下,进一步平衡现有批量生产节拍与装配工装设备/工艺新技术成熟度间的关系。此外,相关政策的支持与引导、技术合作等措施,对于飞机绿色装配技术发展与创新提升亦有积极性作用。
参考文献
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |