School of Mechanical Engineering, Hunan University of Science and Technology, Xiangtan411201, China
Citations
XIE Zhilong, NIU Qiulin, ZHANG Yu, et al. Mechanism and cutting performance of micro lubrication milling Al-50% Si alloy assisted by longitudinal torsional ultrasonic vibration[J]. Aeronautical Manufacturing Technology, 2026, 69(5): 25020045.
Abstract
High-silicon aluminum alloys, due to their excellent thermal conductivity and high specific strength, are crucial in aerospace thermal protection structures. However, the silicon particles within these alloys complicate machining processes. Longitudinal-torsional ultrasonic vibration-assisted minimum quantity lubrication (LTUVAM & MQL) cutting has proven effective in enhancing the machinability of homogeneous materials, but its application in high-silicon aluminum alloys requires further study. In this research, single-factor experiments were conducted to investigate how different cutting parameters affect cutting force, temperature, and workpiece surface quality during LTUVAM & MQL milling of Al-50% Si (mass fraction) alloys. Comparisons were also made between the machining performances of LTUVAM & MQL, minimum quantity lubrication (MQL) milling, longitudinal-torsional ultrasonic vibration-assisted milling (LTUVAM), and conventional milling (CM) for Al-50% Si alloys. The results indicated that LTUVAM & MQL offered the best cutting performance, followed by LTUVAM and MQL, with CM being the least effective. This study provides valuable insights and important references for improving the machining efficiency and quality of high-silicon aluminum alloys.
高硅铝合金(硅质量分数≥3%)因其比重小、热膨胀系数低、热导率高、强度高及耐高温等优良性能[ WANG S, FU M, LI X Z, et al. Microstructure and mechanical properties of Al-Si eutectic alloy modified with Al-3P master alloy[J]. Journal of Materials Processing Technology, 2018, 255: 105-109. 1],在高温高压环境下工作的航天器、火箭发动机制造中被广泛用作热防护材料。在传统铣削(Conventional milling,CM)过程中,由于高硅铝合金具有较高的硬度和强度,使得切削加工时切削热与切削力增加,严重影响工件表面质量。因此,为了更好地解决这一问题,许多研究人员针对优化加工工艺展开了研究。
微量润滑(Minimum quantity lubrication,MQL)技术是将压缩空气与微量切削液混合雾化成μm级液滴,定向喷射至刀具-工件接触界面,形成极薄润滑膜。Dhar等[ DHAR N R, KAMRUZZAMAN M, AHMED M. Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel[J]. Journal of Materials Processing Technology, 2006, 172(2): 299-304. 2]研究得出微量润滑技术可降低切削区温度,减少刀具磨损和表面粗糙度。荆露等[ 荆露, 牛秋林, 陈明, 等. 超临界CO2微量润滑铣削Al-42wt% Si合金切削加工性研究[J]. 工具技术, 2022, 56(7): 8-13.JING Lu, NIU Qiulin, CHEN Ming, et al. Study on machinability of milling Al-42wt% Si alloy by supercritical CO2 micro-lubrication[J]. Tool Engineering, 2022, 56(7): 8-13. 3]在加工Al-50% Si合金(Si质量分数为50%)时,发现scCO2-MQL介质能够有效去除颗粒,促进Al基体的涂覆,改善工件表面质量,但随着每齿进给量的增加,铝基体对表面的涂覆作用将逐步被破坏并产生表面撕裂,恶化表面质量。Shokrani等[ SHOKRANI A, AL-SAMARRAI I, NEWMAN S T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy[J]. Journal of Manufacturing Processes, 2019, 43: 229-243. 4]研究表明,MQL可以在低、中等切削速度下有效润滑切削区域,并减少由第二和第三变形区摩擦产生的热量,改善加工表面质量,但高速切削时,切削液难以有效进入切削区,MQL的冷却和润滑效果降低,表面质量下降。纵扭超声振动辅助铣削(Longitudinal torsional ultrasonic vibration-assisted milling,LTUVAM)是在刀具轴向与扭转方向上施加高频微幅振动,以实现刀具-工件间的周期性接触-分离。崔鑫[ 崔鑫. 三维超声振动切削技术的研究[D]. 沈阳: 东北大学, 2012.CUI Xin. Research on three-dimensional ultrasonic vibration cutting technology[D]. Shenyang: Northeastern University, 2012. 5]通过研究得出超声振动切削的分离特性有效地降低了切削过程中切削力与切削热,大幅提高了加工精度与刀具的使用寿命,弥补了传统金属切削技术在精密加工、难加工材料加工等领域的不足。Jie等[ XU J, FENG P F, FENG F, et al. Subsurface damage and burr improvements of aramid fiber reinforced plastics by using longitudinal-torsional ultrasonic vibration milling[J]. Journal of Materials Processing Technology, 2021, 297: 117265. 6]通过建立AFRP切削数值模型、理论计算与开展芳纶纤维增强复合材料加工试验,发现纵扭超声振动辅助铣削能够有效地改善工件表面裂纹与亚表面损伤。陈德雄等[ 陈德雄, 井绪芹. 钛合金椭圆超声振动辅助切削表面质量仿真研究[J]. 航空制造技术, 2022, 65(15): 87-94.CHEN Dexiong, JING Xuqin. Simulation study on surface quality of titanium alloy in elliptical ultrasonic vibration-assisted machining[J]. Aeronautical Manufacturing Technology, 2022, 65(15): 87-94. 7]在椭圆超声振动铣削试验中得出,增大X方向的振幅,可使工件表面形貌完整性更好;但Y方向振幅增大时,每个椭圆轨迹之间相交距离增大,引起工件表面形貌完整性恶化,降低工件表面质量。Li等[ SHI Z L, XIANG D H, FENG H R, et al. Finite element and experimental analysis of ultrasonic vibration milling of high-volume fraction SiCp/Al composites[J]. International Journal of Precision Engineering and Manufacturing, 2021, 22(10): 1777-1789. 8]采用有限元与试验相结合的方法,系统探究了高体积SiCp/Al复合材料在纵扭超声铣削过程中的加工特性,发现随着超声频率的增加,铣削刃口的比例增加,导致表面粗糙度会出现阶段性的增大,显著影响已加工表面质量。为了进一步改善工件表面质量,学者们提出了超声振动与微量润滑耦合复合加工。王大中[ 王大中, 吴淑晶, 林靖朋, 等. 基于MQL的超声椭圆振动微切削Inconel718的机理研究[J]. 机械工程学报, 2021, 57(9): 264-272.WANG Dazhong, WU Shujing, LIN Jingpeng, et al. Research on ultrasonic elliptical vibration micro-cutting Inconel718 based on minimum quantity lubrication[J]. Journal of Mechanical Engineering, 2021, 57(9): 264-272. 9]和戎杰[ 戎杰. 基于超声振动与微量润滑耦合机制的钛合金铣削表面质量研究[D]. 湘潭: 湖南科技大学, 2023.RONG Jie. Research on surface quality of titanium alloy milling based on coupling mechanism of ultrasonic vibration and minimal quantity lubrication[D]. Xiangtan: Hunan University of Science and Technology, 2023. 10]等在均质材料切削试验过程中发现超声振动与微量润滑耦合切削相较于常规切削,切削温度与切削力大幅度降低,表面质量得到提升,切削性能得到改善。现有研究表明,超声振动辅助微量润滑加工技术能够显著降低切削力与切削温度,并有效改善工件表面质量。但在针对高硅铝合金的超声振动辅助微量润滑加工研究尚不充分,相关报道较少。
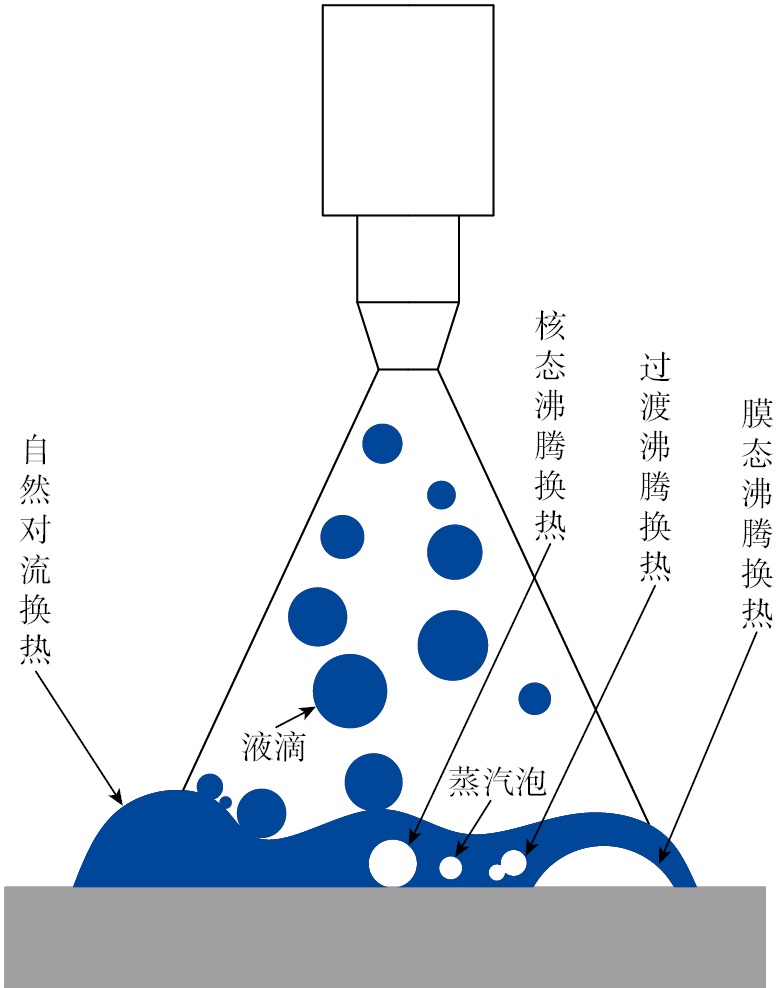
在微量润滑冷却技术领域,热传递过程主要通过以下3种机制实现:第1种为雾化液滴与高温表面之间的直接热交换;第2种为高温表面向周围环境的热辐射;第3种为空气与高温表面之间的对流热传递。根据试验和理论研究[ SHEN B, SHIH A J, XIAO G X. A heat transfer model based on finite difference method for grinding[J]. Journal of Manufacturing Science and Engineering, 2011, 133(3): 031001. 11],当工件表面温度低于800 ℃时,热辐射对整体热传递的贡献相对较小。因此,在该温度范围内,热辐射的影响通常可以忽略不计。在高温切削区喷射冷却介质后,切削区的温度高于冷却介质的沸点。当ΔT(ΔT为过热度,即切削区表面温度与冷却介质沸点之间的差值)大于最小温差ΔTs时,切削区处于沸腾传热过程。沸腾换热分为4个阶段,即自然对流、核态沸腾、过渡沸腾和膜态沸腾传热,如图2所示。
图2 微量润滑换热示意图
Fig.2 Schematic diagram of heat transfer in minimum quantity lubrication
不同的ΔT对应不同的阶段,根据沸腾传热机理,即产生气泡的最小沸腾程度和膜沸腾传热公式[ ZHANG J C, LI C H, ZHANG Y B, et al. Temperature field model and experimental verification on cryogenic air nanofluid minimum quantity lubrication grinding[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(1): 209-228. 12],可以用下列式(6)和(7)确定切削区冷却介质的传热状态。
由式(6)和(7)可得,ΔTs=5.2 ℃,ΔT min=127 ℃,当ΔT<ΔTs,切削区的换热状态以空气强制对流换热和液体冷却介质自然对流换热为主。空气与壁面换热系数ha[ 毛聪, 邹洪富, 黄勇, 等. 微量润滑平面磨削接触区换热机理的研究[J]. 中国机械工程, 2014, 25(6): 826-831.MAO Cong, ZOU Hongfu, HUANG Yong, et al. Research on heat transfer mechanism in grinding zone for MQL surface grinding[J]. China Mechanical Engineering, 2014, 25(6): 826-831. 13]为
(8)
式中,Re为雷诺数;Pr为普朗特数;λa为空气热导率;l为铣削长度。
冷却介质自然换热系数hl为
(9)
式中,ql为冷却介质流量;Tw为壁面温度;Tl为冷却介质温度。
自然对流阶段总换热系数h为
(10)
当ΔTs<ΔT<ΔTs+ΔTC时,切削区处于核态沸腾换热状态,ΔTc为核态沸腾换热与ΔTs的温差,在本研究中ΔTc=107 ℃。核态沸腾是一种高效的换热机制,其特征是流体在热表面上形成蒸汽泡,这些气泡随后上升并破裂,从而有效增强热量的传递。当ΔTs+ΔTc<ΔT<T min时,切削区处于过度沸腾换热状态,这一状态标志着换热效率的转变,其中,蒸汽泡的合并与液膜的形成,减少了热表面的直接接触面积,导致换热效率逐渐降低。随着壁温的升高,核态沸腾区换热系数也随之增大,在过度沸腾区起始点达到最大,称为临界热流密度点hn2[ MAO C, ZOU H F, HUANG Y, et al. Analysis of heat transfer coefficient on workpiece surface during minimum quantity lubricant grinding[J]. The International Journal of Advanced Manufacturing Technology, 2013, 66(1): 363-370. 14]。
单个雾滴与壁面换热量[ DEB S, YAO S C. Analysis on film boiling heat transfer of impacting sprays[J]. International Journal of Heat and Mass Transfer, 1989, 32(11): 2099-2112. 15]为
单位面积上液滴在单位时间碰撞壁面引起的换热量[ 毛聪, 邹洪富, 黄勇, 等. 微量润滑平面磨削接触区换热机理的研究[J]. 中国机械工程, 2014, 25(6): 826-831.MAO Cong, ZOU Hongfu, HUANG Yong, et al. Research on heat transfer mechanism in grinding zone for MQL surface grinding[J]. China Mechanical Engineering, 2014, 25(6): 826-831. 13]为
在LTUVAM & MQL过程中,切削液通过细小喷嘴喷射,利用文丘里效应[ HAN S, HUANG Y X, HUANG T L, et al. Study on bubble collapse mechanism in aeration system based on venturi cavitation effect[J]. Process Safety and Environmental Protection, 2024, 185: 940-946. 16]使液滴产生初步的雾化现象。当初步雾化的液滴接触刀具表面时,在刀具的高频振动作用下,发生超声空化效应[ WANG Y, FAN L F, SHI J, et al. Effect of cavitation on surface formation mechanism of ultrasonic vibration-assisted EDM[J]. The International Journal of Advanced Manufacturing Technology, 2023, 124(10): 3645-3656. 17],液滴内部形成大量微小气泡,这些气泡随着超声波的振荡而振荡、膨胀、收缩,并最终塌缩为更小的气泡,进而实现二次雾化现象,提高雾滴润滑与冷却效果。
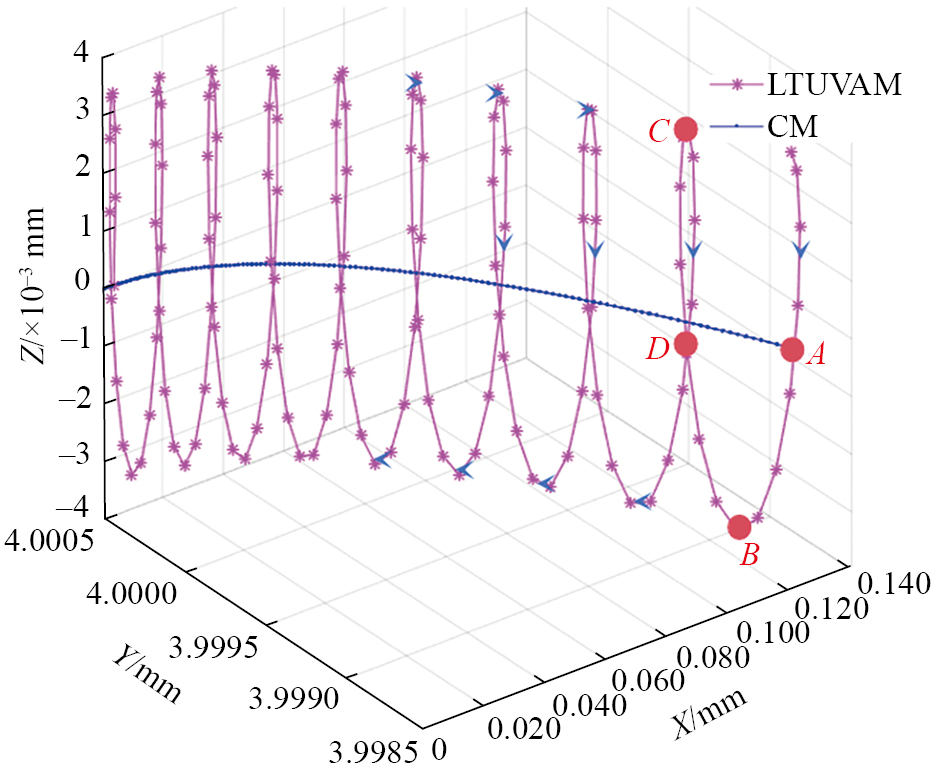
LTUVAM的运动轨迹揭示出该过程包含4个主要阶段:周期性接触阶段、持续冲击阶段、变速阶段和熨压阶段。在周期性接触与分离阶段,经过二次雾化的切削雾滴能够更好地渗透到切削区的微小空隙中,从而提供有效的润滑和冷却作用,带走大量切削热。此外,液滴的流动性有助于清除已加工表面上的切屑,减少切屑对已加工表面造成的二次损伤,从而降低表面缺陷的发生概率。在持续冲击阶段,刀具以极高的速度切入工件,产生巨大的瞬时冲击力,当刀具与Si颗粒发生碰撞时,在其周围区域形成应力集中,产生大量切削热,致使工件表面温度迅速升高,引发材料的热软化,从而降低切削力。在变速阶段,切屑的破碎与排除得到进一步促进,此时,MQL的应用可加速切屑的清除,进一步提升加工效率,同时,LTUVAM的周期性往复运动使得刀具对已加工表面进行持续的往复熨压,细小的雾滴能够在已加工表面形成一层保护膜,减少刀具与工件表面之间的摩擦,降低切削温度,从而有效提高加工精度与表面质量[ XIANG D H, SU B, WANG D Z, et al. Ultrasonic longitudinal-torsional vibration helical milling internal thread of SiCp/Al composites: Finite element simulation and machining quality research[J]. Journal of Manufacturing Processes, 2024, 131: 1833-1845. 18]。
MQL传热机理分析,当切削区处于核态沸腾换热阶段时,热表面上会形成蒸汽泡,气泡的破裂过程显著促进了热量的传递,从而达到最佳的传热效果。引入LTUVAM后,超声波振动沿液滴传播方向产生周期性的压缩与拉伸效应[ NIU Q L, DAI F P, JING L, et al. Study on the processing performance of 60% SiCp/Al composite materials assisted by longitudinal and torsional ultrasonic vibration milling[J]. The International Journal of Advanced Manufacturing Technology, 2024, 135(1): 247-266. 19],导致液滴表面产生周期性的压力波动。这种压力波动在液滴周围诱发剪切应力,能够有效破坏液滴的表面张力,促进液滴破裂与雾化,从而显著提高传热效率。此外,LTUVAM的纵向振动产生高频振动加速气泡脱离,降低气膜覆盖率;扭转振动则通过周向剪切应力干扰气泡合并,维持离散气泡分布避免液膜扩展[ 陈真真, 陈洪强, 黄磊, 等. 超声波强化换热研究进展[J]. 工程科学学报, 2022, 44(12): 2164-2176.CHEN Zhenzhen, CHEN Hongqiang, HUANG Lei, et al. Research progress on the intensification of heat transfer by ultrasound[J]. Chinese Journal of Engineering, 2022, 44(12): 2164-2176. 20],有效抑制了过渡沸腾传热阶段的发生,有助于维持高效的核态沸腾换热过程,进一步降低切削力与切削温度,改善工件表面质量。
在每齿进给量为0.025 mm/z,切削速度为40 m/min,切削深度为2 mm下,不同加工方式铣削Al-50% Si合金的切削力变化如图5所示。无论在x、y和z的哪一个方向,LTUVAM、MQL与LTUVAM & MQL铣削力均低于CM。相比于CM,LTUVAM切削力降低约38.3%;MQL切削力降低约34.1%;LTUVAM & MQL切削力降低约45.6%。其中,LTUVAM降低切削力的机制在于加入超声振动后,刀具与工件的接触状态由持续冲击转换为周期性分离,刀具净切削时间缩短,并且刀具高频振动所引发的冲击作用促进了局部塑性变形,形成软化效应[ CUI F J, ZHANG H, YANG M H, et al. Multiscale simulation and experimental study on ultrasonic vibration assisted machining of SiCp/Al composites considering acoustic softening[J]. Journal of Materials Processing Technology, 2025, 335: 118649. 21],降低材料的流动应力,致使切削力下降。采用MQL加工时,润滑液渗入刀-工具接触界面,有效降低接触界面的摩擦系数,从而增大剪切角,进一步降低切削力。在LTUVAM & MQL加工时,MQL喷射出的雾滴到达刀具表面后,在超声雾化作用下进一步细化,细化后的雾滴到达切削区域后,在刀具高频振动作用下加速渗透到刀具-切屑接触界面,并提供足够的润滑,从而可降低切削力。因此,LTUVAM & MQL加工方式为降低切削力提供了良好的工艺条件。
图5 不同加工方式下切削力变化
Fig.5 Changes of cutting force under different machining methods
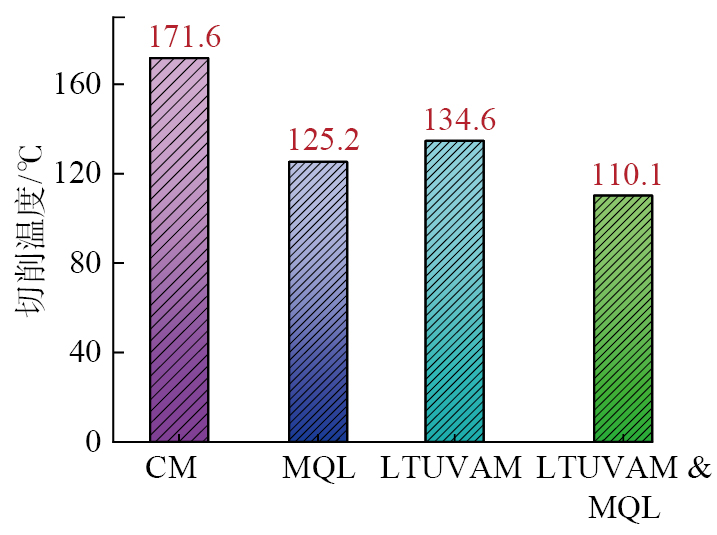
在每齿进给量为0.025 mm/z、切削速度为40m/min、切削深度为2 mm下,不同加工方式的温度如图7所示,4种切削条件下的切削温度排序为LTUVAM &MQL<MQL<LTUVAM<CM。相比于CM,MQL切削温度降低约27.2%;LTUVAM切削温度降低约21.6%;LTUVAM & MQL切削温度降低约35.8%。其中,LTUVAM产生的切削温度低于CM,这是因为超声振动引起的高频振动波能够在刀具与工件接触区域产生微观的周期性振动,这种振动效应促使切削区域的热量迅速扩散。振动引起的局部微观位移可以打破热量在刀具和工件之间的积聚[ GAO H H, MA B J, ZHU Y P, et al. Enhancement of machinability and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted milling under dry conditions[J]. Measurement, 2022, 187: 110324. 22],从而加速热量的传导,降低切削区的温度。采用MQL加工时,到达切削区的混合雾滴在高温作用下迅速蒸发汽化,带走大量的热,进一步降低了切削温度。而在使用LTUVAM & MQL时产生的切削温度最低,这是由于超声振动的往复熨压使切削液更均匀地覆盖在已加工表面,且Al基体表面的裂纹与Si颗粒的剥落有利于切削液的存储,提高了冷却、润滑效果,降低了摩擦并增强了切削区域对流换热,减少了热积累。综上所述,LTUVAM & MQL加工为硅铝合金的铣削提供了良好的冷却和润滑条件。
图7 不同加工方式下切削温度变化
Fig.7 Variation of cutting temperature under different machining modes
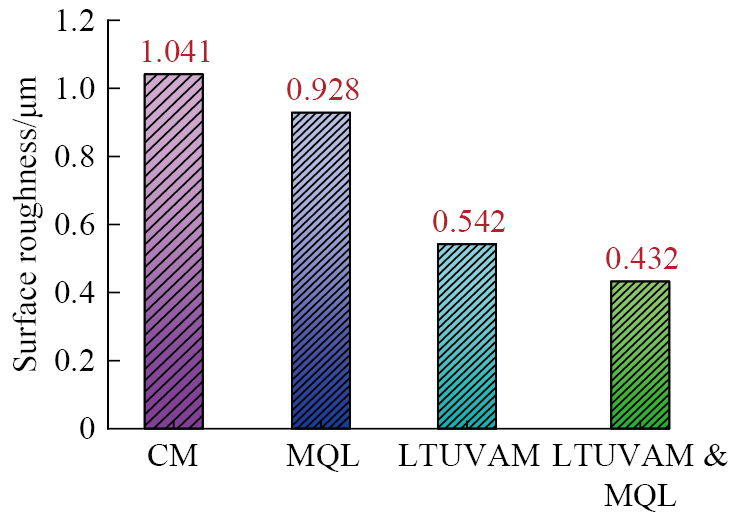
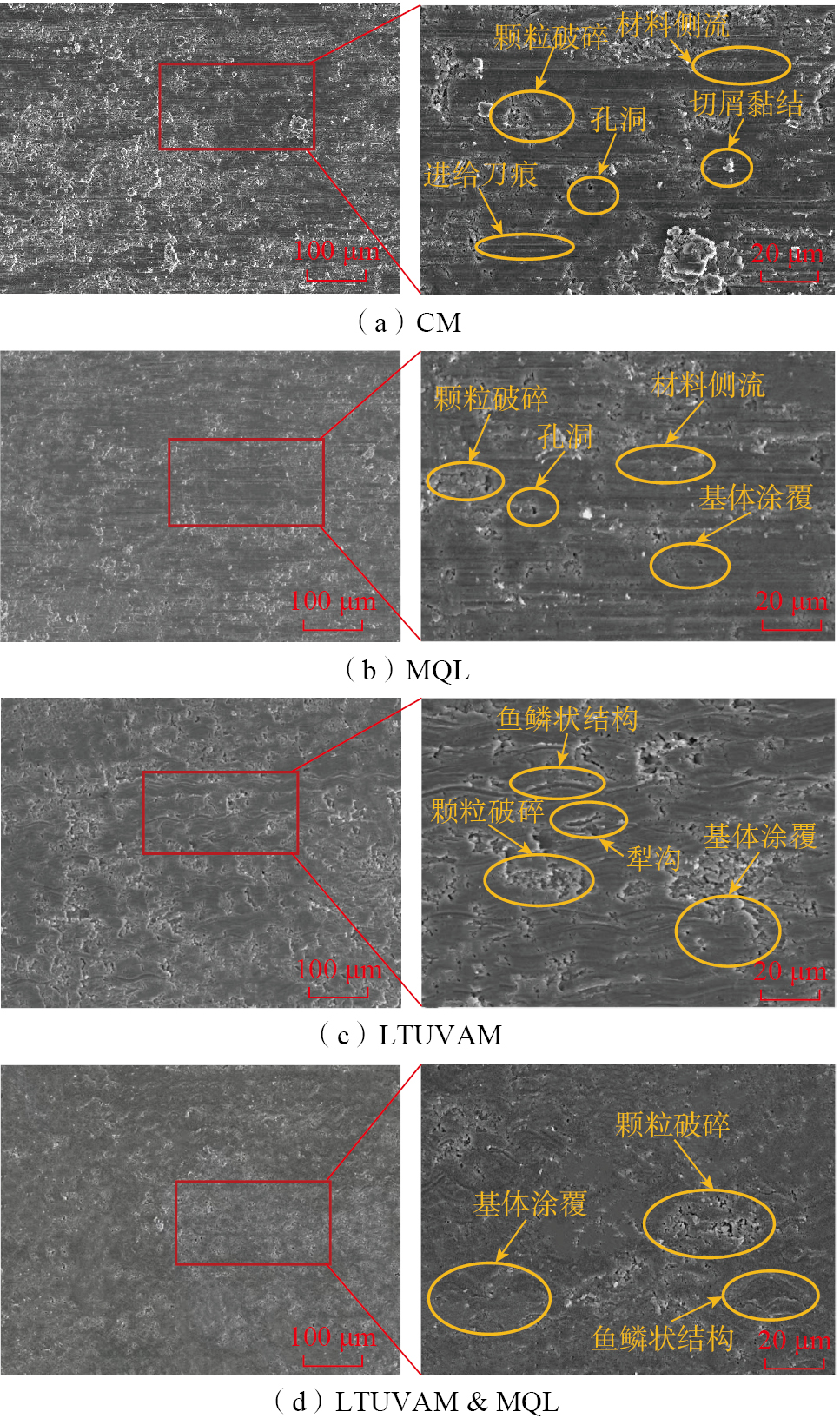
在每齿进给量为0.025 mm/z,切削速度为40 m/min,切削深度为2 mm的条件下,不同加工方式的表面粗糙度如图9所示。4种切削条件下的表面粗糙度,排序依次为LTUVAM & MQL<LTUVAM<MQL<CM。相比于CM,LTUVAM的表面粗糙度降低约47.8%,MQL表面粗糙度降低约10.9%,LTUVAM & MQL表面粗糙度降低约58.5%。CM刀具剪切作用较弱,部分区域内颗粒切削不完全出现犁耕作用并产生大孔洞,使得表面粗糙度增大。LTUVAM在Al基体去除过程中,由于刀具独特的运动轨迹,使得已加工表面形成均匀的鱼鳞状纹路,弱化孔洞所造成的负面影响,进一步减小了表面粗糙度。采用MQL加工时,润滑液的流动性能有效地带走已加工表面残留的微小切屑碎片与抑制刀刃附近材料的积累,进而降低表面粗糙度。采用LTUVAM & MQL时,刀具的高频振动使得后刀面对已加工表面产生超声熨压效应[ PENG Z L, ZHANG X Y, ZHANG D Y. Improvement of Ti-6Al-4V surface integrity through the use of high-speed ultrasonic vibration cutting[J]. Tribology International, 2021, 160: 107025. 23]可以改善残留高度,但熨压过程中的摩擦环境较为恶劣,MQL恰好弥补了这个缺点。超声空化后的雾滴能更好地进入切削区,为熨压表面提供润滑膜,降低接触表面的摩擦系数,减小切削力与切削温度,材料去除更加完全,颗粒破碎细化程度高,进一步降低表面粗糙度。当LTUVAM & MQL处理后的材料被用于航空器热防护结构时,其超低表面粗糙度可减少热量传递,提升材料耐久性,增强结构稳定性,在高温环境下更有效地保护航空器内部组件,延长使用寿命,确保可靠性和安全性,从而整体提升航空器性能与运行效率。
图9 不同加工方式下粗糙度变化
Fig.9 Variation of roughness under different machining methods
WANGS, FUM, LIX Z, et al. Microstructure and mechanical properties of Al-Si eutectic alloy modified with Al-3P master alloy[J]. Journal of Materials Processing Technology, 2018, 255: 105-109.
[2]
DHARN R, KAMRUZZAMANM, AHMEDM. Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel[J]. Journal of Materials Processing Technology, 2006, 172(2): 299-304.
[3]
荆露, 牛秋林, 陈明, 等. 超临界CO2微量润滑铣削Al-42wt% Si合金切削加工性研究[J]. 工具技术, 2022, 56(7): 8-13. JINGLu, NIUQiulin, CHENMing, et al. Study on machinability of milling Al-42wt% Si alloy by supercritical CO2 micro-lubrication[J]. Tool Engineering, 2022, 56(7): 8-13.
[4]
SHOKRANIA, AL-SAMARRAII, NEWMANS T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy[J]. Journal of Manufacturing Processes, 2019, 43: 229-243.
[5]
崔鑫. 三维超声振动切削技术的研究[D]. 沈阳: 东北大学, 2012. CUIXin. Research on three-dimensional ultrasonic vibration cutting technology[D]. Shenyang: Northeastern University, 2012.
[6]
XUJ, FENGP F, FENGF, et al. Subsurface damage and burr improvements of aramid fiber reinforced plastics by using longitudinal-torsional ultrasonic vibration milling[J]. Journal of Materials Processing Technology, 2021, 297: 117265.
[7]
陈德雄, 井绪芹. 钛合金椭圆超声振动辅助切削表面质量仿真研究[J]. 航空制造技术, 2022, 65(15): 87-94. CHENDexiong, JINGXuqin. Simulation study on surface quality of titanium alloy in elliptical ultrasonic vibration-assisted machining[J]. Aeronautical Manufacturing Technology, 2022, 65(15): 87-94.
[8]
SHIZ L, XIANGD H, FENGH R, et al. Finite element and experimental analysis of ultrasonic vibration milling of high-volume fraction SiCp/Al composites[J]. International Journal of Precision Engineering and Manufacturing, 2021, 22(10): 1777-1789.
[9]
王大中, 吴淑晶, 林靖朋, 等. 基于MQL的超声椭圆振动微切削Inconel718的机理研究[J]. 机械工程学报, 2021, 57(9): 264-272. WANGDazhong, WUShujing, LINJingpeng, et al. Research on ultrasonic elliptical vibration micro-cutting Inconel718 based on minimum quantity lubrication[J]. Journal of Mechanical Engineering, 2021, 57(9): 264-272.
[10]
戎杰. 基于超声振动与微量润滑耦合机制的钛合金铣削表面质量研究[D]. 湘潭: 湖南科技大学, 2023. RONGJie. Research on surface quality of titanium alloy milling based on coupling mechanism of ultrasonic vibration and minimal quantity lubrication[D]. Xiangtan: Hunan University of Science and Technology, 2023.
[11]
SHENB, SHIHA J, XIAOG X. A heat transfer model based on finite difference method for grinding[J]. Journal of Manufacturing Science and Engineering, 2011, 133(3): 031001.
[12]
ZHANGJ C, LIC H, ZHANGY B, et al. Temperature field model and experimental verification on cryogenic air nanofluid minimum quantity lubrication grinding[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(1): 209-228.
[13]
毛聪, 邹洪富, 黄勇, 等. 微量润滑平面磨削接触区换热机理的研究[J]. 中国机械工程, 2014, 25(6): 826-831. MAOCong, ZOUHongfu, HUANGYong, et al. Research on heat transfer mechanism in grinding zone for MQL surface grinding[J]. China Mechanical Engineering, 2014, 25(6): 826-831.
[14]
MAOC, ZOUH F, HUANGY, et al. Analysis of heat transfer coefficient on workpiece surface during minimum quantity lubricant grinding[J]. The International Journal of Advanced Manufacturing Technology, 2013, 66(1): 363-370.
[15]
DEBS, YAOS C. Analysis on film boiling heat transfer of impacting sprays[J]. International Journal of Heat and Mass Transfer, 1989, 32(11): 2099-2112.
[16]
HANS, HUANGY X, HUANGT L, et al. Study on bubble collapse mechanism in aeration system based on venturi cavitation effect[J]. Process Safety and Environmental Protection, 2024, 185: 940-946.
[17]
WANGY, FANL F, SHIJ, et al. Effect of cavitation on surface formation mechanism of ultrasonic vibration-assisted EDM[J]. The International Journal of Advanced Manufacturing Technology, 2023, 124(10): 3645-3656.
[18]
XIANGD H, SUB, WANGD Z, et al. Ultrasonic longitudinal-torsional vibration helical milling internal thread of SiCp/Al composites: Finite element simulation and machining quality research[J]. Journal of Manufacturing Processes, 2024, 131: 1833-1845.
[19]
NIUQ L, DAIF P, JINGL, et al. Study on the processing performance of 60% SiCp/Al composite materials assisted by longitudinal and torsional ultrasonic vibration milling[J]. The International Journal of Advanced Manufacturing Technology, 2024, 135(1): 247-266.
[20]
陈真真, 陈洪强, 黄磊, 等. 超声波强化换热研究进展[J]. 工程科学学报, 2022, 44(12): 2164-2176. CHENZhenzhen, CHENHongqiang, HUANGLei, et al. Research progress on the intensification of heat transfer by ultrasound[J]. Chinese Journal of Engineering, 2022, 44(12): 2164-2176.
[21]
CUIF J, ZHANGH, YANGM H, et al. Multiscale simulation and experimental study on ultrasonic vibration assisted machining of SiCp/Al composites considering acoustic softening[J]. Journal of Materials Processing Technology, 2025, 335: 118649.
[22]
GAOH H, MAB J, ZHUY P, et al. Enhancement of machinability and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted milling under dry conditions[J]. Measurement, 2022, 187: 110324.
[23]
PENGZ L, ZHANGX Y, ZHANGD Y. Improvement of Ti-6Al-4V surface integrity through the use of high-speed ultrasonic vibration cutting[J]. Tribology International, 2021, 160: 107025.