宽温域下YSZ-CaF2-Al2O3涂层的摩擦学性能研究
通信作者:
靖建农,高级工程师,博士,主要研究方向为表面工程。
崔秀芳,教授,博士研究生导师,主要研究方向为表面工程。
基金项目:
国家科技重大专项(J2022-VI-0007-0038)
中图分类号:
V2
文献标识码:
A
流转信息 | 收稿日期 : 2025-04-24 退修日期 : 2025-05-06 录用日期 : 2025-07-11 |
引用格式
引文格式:李晶, 曾元松, 刘洪歌, 等. 宽温域下YSZ-CaF2-Al2O3涂层的摩擦学性能研究[J]. 航空制造技术, 2026, 69(5): 25020122.
摘要
以YSZ为基体,选择CaF2/Al2O3为复合添加相,利用大气等离子喷涂技术制备了不同配比的YSZ基复合涂层(A组为YSZ+6% CaF2+6% Al2O3;B组为YSZ+12% CaF2+12% Al2O3),对涂层在室温~1100 ℃下的摩擦学性能及润滑机理进行了研究。结果表明,B组涂层因添加相含量较高,其维氏硬度(337HV0.5)低于A组(423HV0.5),但在800 ℃下摩擦系数显著降低至0.22。分析表明,低温阶段(≤400 ℃)涂层摩擦行为受机械强度影响较大;而高温阶段(≥600 ℃)CaF2通过韧脆转变降低剪切强度,协同Al2O3促进氧化物釉质层动态形成,显著改善润滑性能。此外,1100 ℃下A组涂层因Ca元素扩散及CaZrO3生成形成稳定釉质层,摩擦系数降至0.16,而B组因添加相过量导致涂层失效。
关键词
等离子喷涂;涂层;宽温域;摩擦磨损;氧化钇稳定氧化锆(YSZ);
Tribological Properties of YSZ-CaF2-Al2O3 Coating Under Wide Temperature Range
Citations
LI Jing, ZENG Yuansong, LIU Hongge, et al. Tribological properties of YSZ-CaF2-Al2O3 coating under wide temperature range[J]. Aeronautical Manufacturing Technology, 2026, 69(5): 25020122.
Abstract
We prepared YSZ-based composite coatings with CaF2/Al2O3 as additives using atmospheric plasma spraying (APS). We prepared two groups: Group A (YSZ + 6% CaF2 + 6% Al2O3) and Group B (YSZ + 12% CaF2 + 12% Al2O3), and investigated their tribological performance and lubrication mechanisms across a wide temperature range (room temperature -1100 ℃). Results show that Group B, with higher additive content, exhibited lower room-temperature Vickers hardness (337HV0.5) than Group A (423HV0.5), but achieved a significantly reduced friction coefficient of 0.22 at 800 ℃. At low temperatures (≤400 ℃), mechanical strength dominated friction behavior, while at high temperatures (≥600 ℃), CaF2 actively reduced shear strength through ductile-to-brittle transition, synergizing with Al2O3 to dynamically form oxide glaze layers that enhanced lubrication. At 1100 ℃, Group A developed a stable glaze layer via Ca diffusion and CaZrO3 formation, lowering the friction coefficient to 0.16, whereas Group B failed due to excessive additive content.
Keywords
Atmospheric plasma spraying
随着科学技术的快速发展,高温工况下机械部件的服役环境日益严苛。如航空发动机中的许多关键部件长期暴露于几百甚至上千摄氏度的高温环境中,部件间因高速相对运动产生的摩擦磨损问题成为制约设备可靠性及寿命的关键因素。相较于研发具有优秀高温摩擦学性能的新零件材料,在零件表面制备高温润滑耐磨涂层的方式更加经济、灵活、容易,是提升部件高温润滑耐磨特性的主流解决方案[
1
2
氧化钇稳定氧化锆涂层(YSZ涂层)作为热障涂层,广泛应用于燃气涡轮发动机、柴油发动机和发电系统等高温耐腐蚀部件上,具有优异的抗热震性、高温强度、抗氧化性、抗热腐蚀性、低热导率、与金属基体部分匹配等优点[
3
YANG J J, JIA J H, LI X, et al. Synergistic lubrication of Ag and Ag2MoO4 nanoparticles anchored in plasma-sprayed YSZ coatings: Remarkably-durable lubricating performance at 800 ℃[J]. Tribology International, 2021, 153: 106670.
4-5
6
7
8
9
10
本研究利用等离子喷涂制备了YSZ-Al2O3-CaF2涂层,测试了涂层从室温至1100 ℃的摩擦磨损性能,并通过其在各个温度下的磨痕形貌对其摩擦行为进行了分析。
样品所用喷涂基材为GH5188高温合金,机械加工成Φ25 mm×5 mm圆片。喷涂粉末底层选用商业NiCrAlY粉末(Oerlikon metco amdry 9625,USA),粉末粒径为5~50 μm;面层选用商业YSZ粉末(Oerlikon Metco 204AF,USA),粉末粒径为15~45 μm;CaF2粉末(ZrO2包覆CaF2)的粉末粒径5~120 m;Al2O3粉末(Oerlikon metco amdry 6060,USA)的粉末粒径为5~45 μm;以YSZ+6% CaF2+6% Al2O3、YSZ+12% CaF2+12% Al2O3(质量分数)的成分配比并物理混合,利用SYH-15L型三维混粉器混合30 min,记为A组、B组,烘干备用,两组样品的粉末成分如表1所示。利用APS-3000型大气等离子喷涂设备进行涂层制备,喷涂前对基体进行喷砂处理,底层与面层的工艺参数如表2所示。利用Smoothneer-6金相制样机进行表面处理,使涂层表面粗糙度Ra<0.8 μm,磨抛后涂层表面呈白色基底,分布灰黑色微粒,表面反光均匀,如图1所示。
%
| 涂层 | YSZ | CaF2 | Al2O3 |
|---|---|---|---|
| A | 88 | 6 | 6 |
| B | 76 | 12 | 12 |
| 参数 | NiCrAlY打底层 | YSZ面层 |
|---|---|---|
| 氩气流量/(L/min) | 40 | 40 |
| 氢气流量/(L/min) | 7.5 | 8.5 |
| 电流/A | 550 | 600 |
| 功率/kW | 41 | 45 |
| 枪距/mm | 120 | 100 |
| 送粉速度/(g/min) | 40 | 40 |
| 涂层厚度/μm | 80 | 220 |

利用Thermoscientific扫描电镜及Ultim Max 65 EDS能谱仪对涂层截面和摩擦磨损试验后的磨痕表面进行微观组织及元素分布观察。利用显微维氏硬度仪对涂层进行显微维氏硬度测试,显微维氏硬度测试参数为载荷500 g、保荷时间10 s。使用胶结拉伸法对涂层进行结合强度测试。利用HT-1000高温摩擦磨损试验机对涂层进行室温、200 ℃、400 ℃、600 ℃、800 ℃、1100 ℃的摩擦磨损试验,摩擦试验前利用金相制样机、砂纸和抛光布将涂层磨平并抛光,磨球选用直径10 mm的IC21合金球,摩擦磨损试验参数为载荷10 N、转速30 r/min、磨擦半径5 mm、试验时间30 min。利用BRUKER D8 ADVANCE X射线衍射仪对A组涂层在1100 ℃摩擦磨损试验后的相组成进行X射线衍射测试(XRD,Cu靶,Kα1射线,λ=0.154178 nm,扫描范围10°~90°、扫描速度10°/min)。利用轮廓测量仪对磨损圆内的4个点的摩擦截面积以90°的间隔进行测量,进而计算磨损体积及磨损率。其中,磨损体积计算公式为
式中,V为磨损体积,mm3;R为摩擦半径,5 mm;S1~S4为摩擦截面积,mm2。
磨损率计算公式为
式中,W为磨损率,mm3/(N·m);F为磨损试验力,10 N;N为磨损圆周长,按照N = n×2πR计算,n为总转数(900转,即试验时间×转速)。
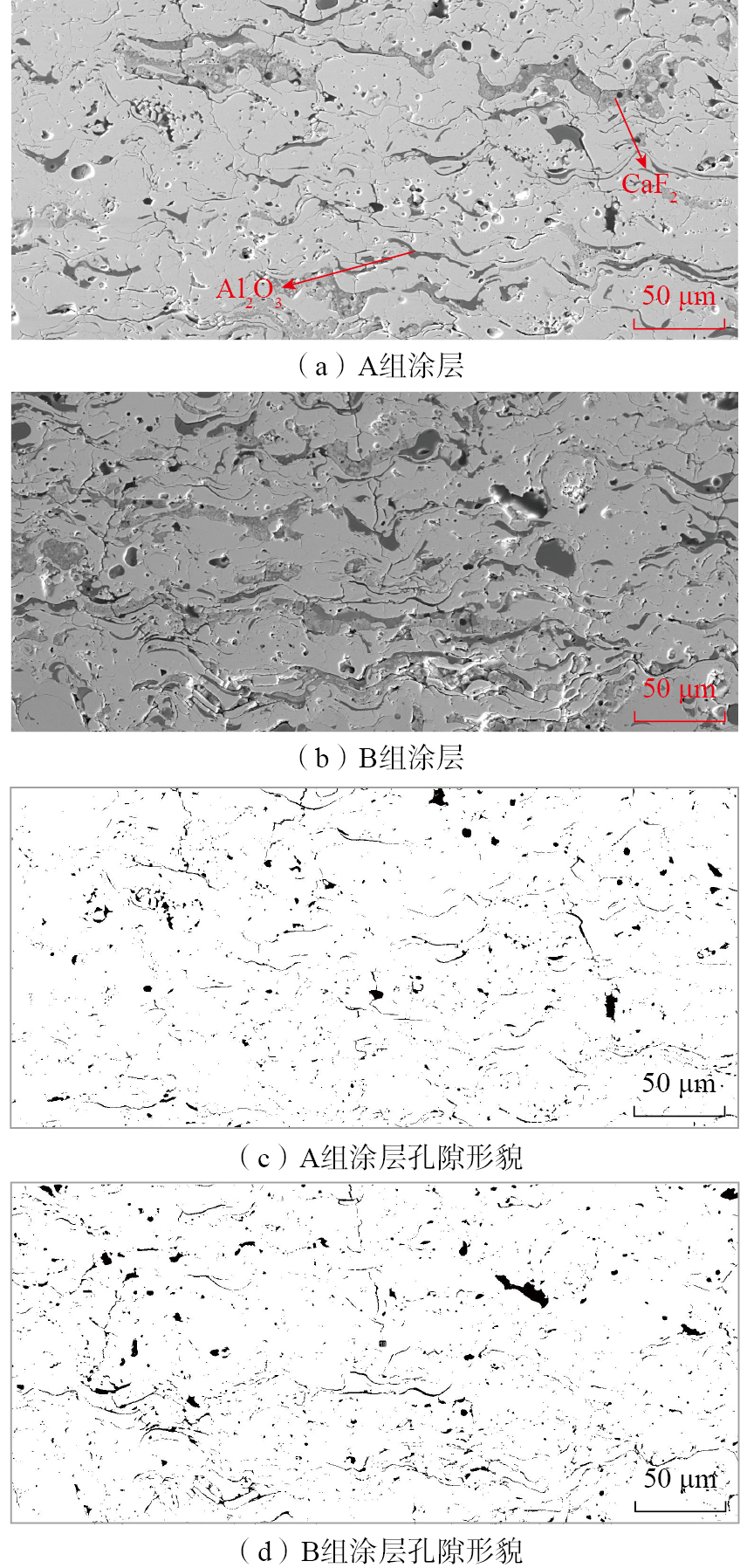
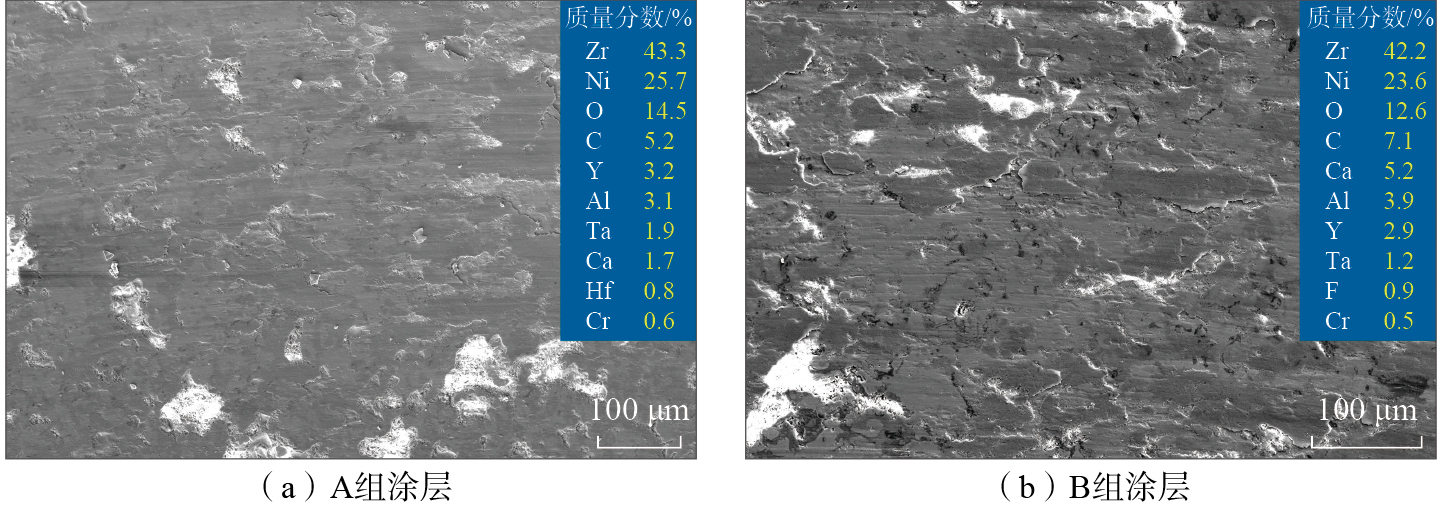
图2为A、B两组涂层的截面微观形貌,涂层主要以白色基体、颜色较浅和颜色较深的添加相三相组成,A组涂层中的添加相质量分数明显小于B组涂层,各相以层片状分布,符合等离子喷涂特征,涂层中的缺陷主要为气孔和裂纹。通过ImageJ软件计算A、B组涂层孔隙率为2.493%和3.549%,由于等离子喷涂的固有性质,涂层中不可避免的存在孔隙,孔隙可能成为涂层中的薄弱点,降低结合强度和硬度,高温环境下,孔隙会为氧气扩散提供路径,导致基材氧化;但另一方面孔隙能显著降低导热率,提高涂层的隔热性能。表3为涂层的结合强度数据,A组涂层的结合强度高于B组涂层,符合孔隙率测试结果。图3为A组涂层截面的元素分布图,其中白色基体区域元素组成为Zr元素、Y元素以及少量O元素;浅色添加相区域元素组成为Ca元素与F元素;深色添加相区域元素组成为Al元素与O元素。判断喷涂过程中添加相并未转变为其他物质,仍保持Al2O3、CaF2的状态以层片状分布于YSZ基体中,其中,白色基体为YSZ,浅色相为CaF2,深色相为Al2O3。
| 涂层 | 结合强度 | |||||
|---|---|---|---|---|---|---|
| 试样1/MPa | 试样2/MPa | 试样3/MPa | 试样4/MPa | 试样5/MPa | 平均值/MPa | |
| A | 28.5 | 38.5 | 33.8 | 30.3 | 35.4 | 33.3 |
| B | 25.5 | 24.9 | 20.4 | 31.2 | 27.7 | 25.9 |
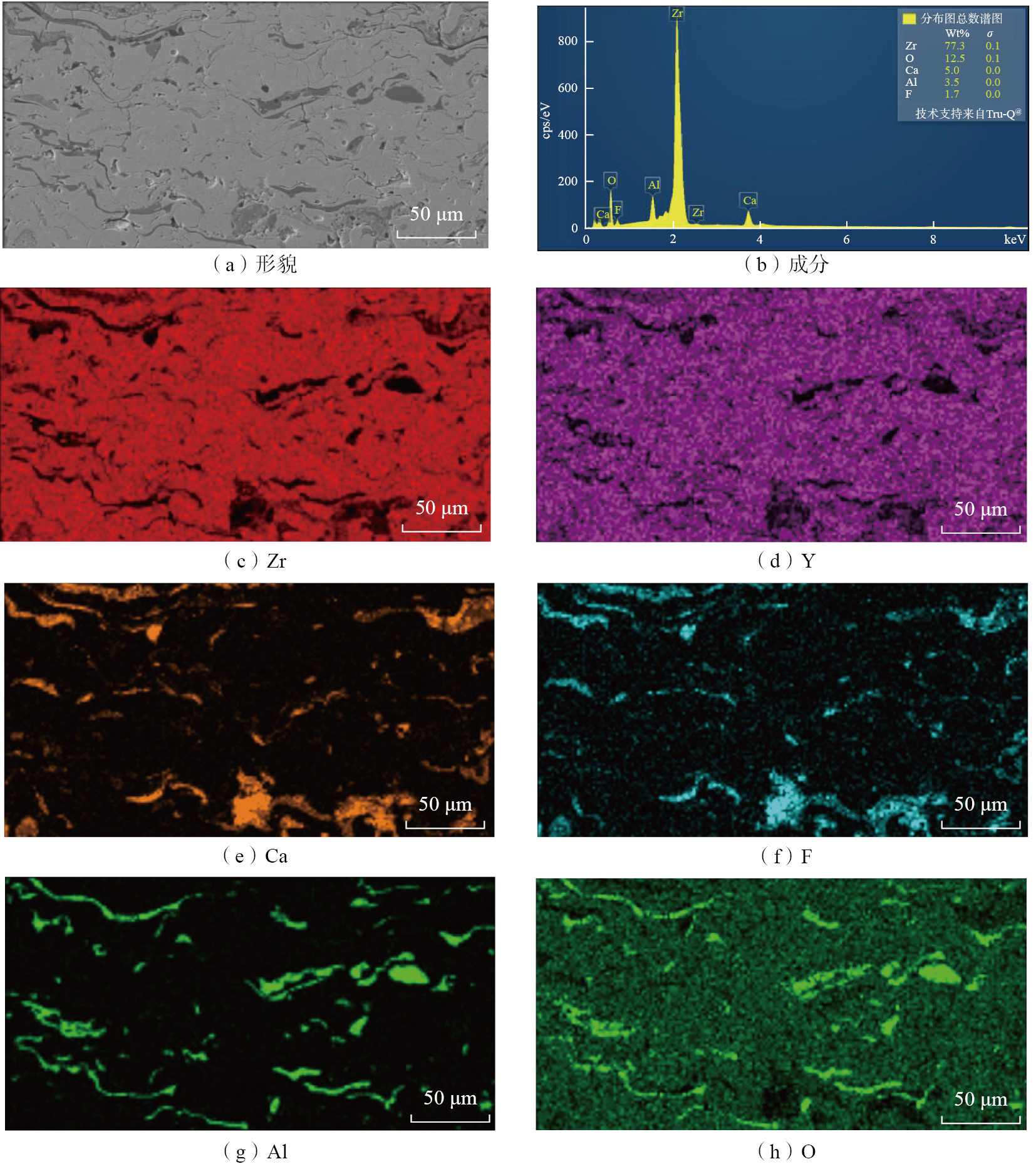
图4为室温和1100 ℃下两组涂层与纯YSZ涂层之间的硬度对比图。纯YSZ涂层在两个温度下的硬度分布较为稳定。室温下A、B两组涂层的显微维氏硬度值因测试点位的不同有较大波动,A组涂层的维氏硬度波动范围在344.42~537.44 HV0.5之间;B组涂层的维氏硬度波动范围在278.13~440.22 HV0.5之间。1100 ℃下两组涂层的硬度大幅度降低,但波动范围有所减小,A组涂层在108.4~126.8 HV0.5之间;B组涂层在100.8~114.1 HV0.5之间。可以看出,随添加相含量的增加,涂层的硬度下降。两组涂层的误差棒宽度相比纯YSZ涂层有很大升高,添加相的存在使涂层的硬度在室温下随选取点位的不同产生较大差异。图4(c)为纯YSZ涂层在室温~1100 ℃的维氏硬度数据,试验表明,纯YSZ涂层的硬度随温度升高而下降。
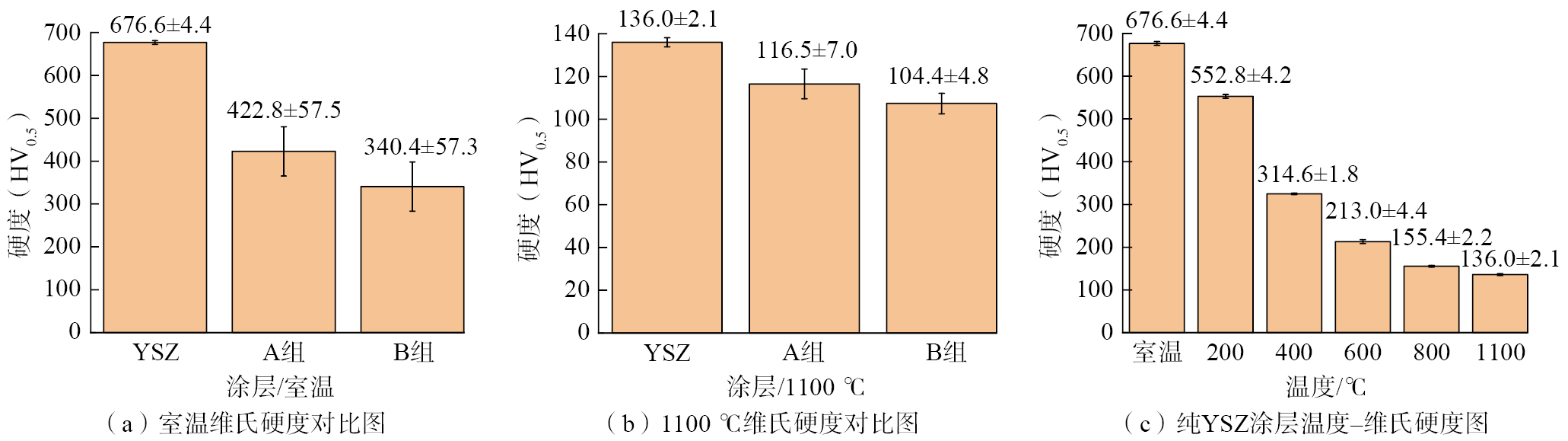
图5为两组涂层的摩擦系数及磨损率。可以看出,A、B两组涂层的摩擦系数和磨损率均在400 ℃时达到最高,A组涂层在400 ℃时的摩擦系数为0.57,磨损率为4.44×10-4 mm3/(N·m);B组涂层在400 ℃时的摩擦系数为0.54,磨损率为6.06×10-4 mm3/(N·m)。B组涂层磨损率在各个温度下普遍高于A组涂层,在室温~200 ℃磨损率相差较大,在400~800 ℃的磨损率差别相对较小;在800 ℃时,B组涂层的摩擦系数低于A组涂层;在1100 ℃时,A组涂层的摩擦系数低至0.16,磨损率为5.01×10-4 mm3/(N·m),而B组涂层在摩擦中被完全破坏,摩擦系数为0.37,磨损率以及磨痕形貌无法继续检测。
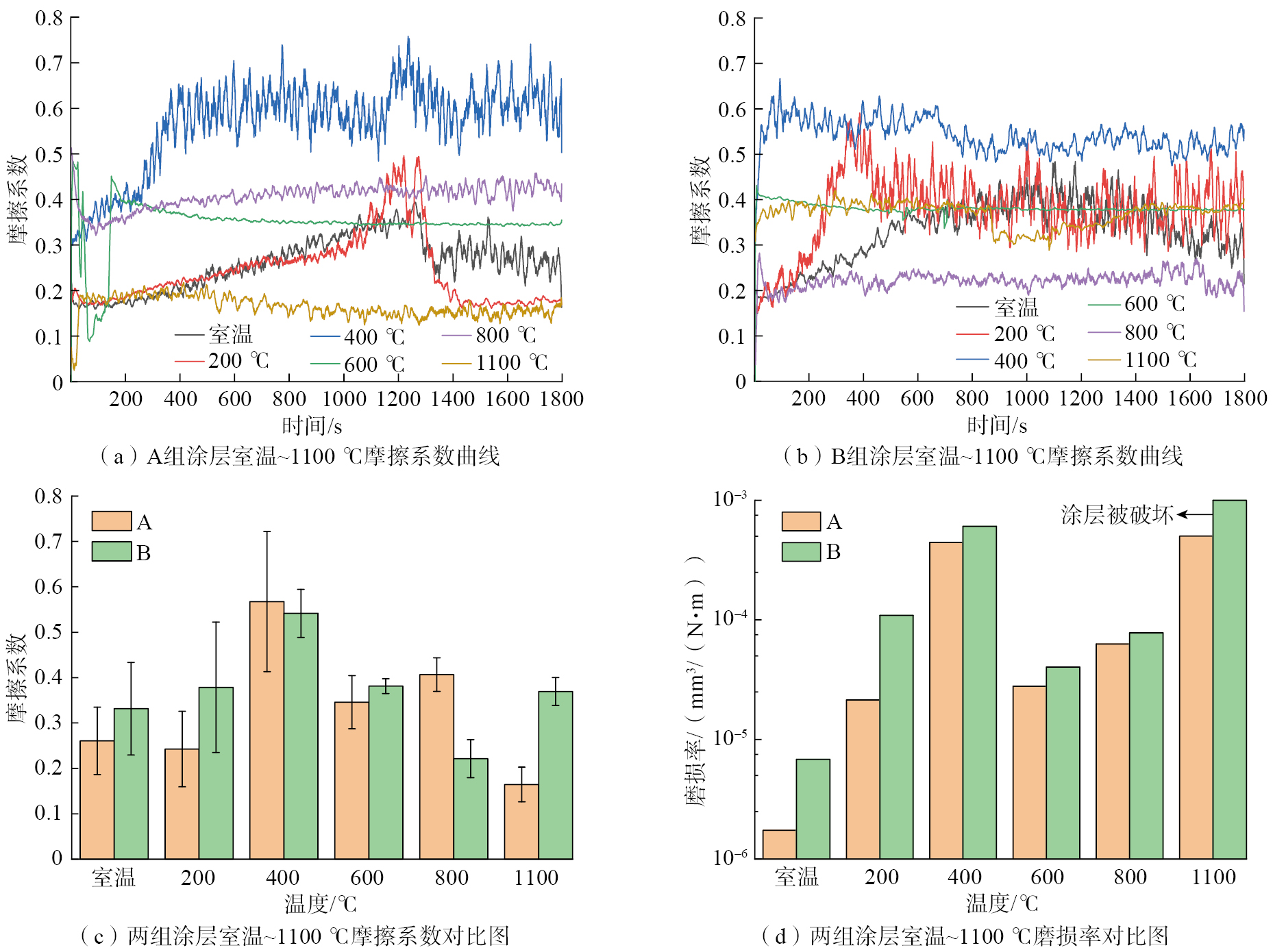
如图5所示,A组涂层在600~1100 ℃、B组涂层在400~1100 ℃时摩擦系数曲线很快达到稳定状态。A组涂层在室温~400 ℃、B组涂层在室温~200 ℃时的摩擦系数随摩擦进行先增加,在达到峰值后下降最后达到稳定状态。在低温度摩擦过程中,涂层随摩擦的进行,表面被不断破坏,摩擦表面粗糙度不断增大,使摩擦初期的摩擦系数不断增大,同时产生大量磨屑;在摩擦系数达到最大时,摩擦表面大面积被磨屑覆盖,摩擦过程主要由磨屑与对磨面进行接触,摩擦表面被破坏,使粗糙度上升的程度减小,取而代之的是磨屑在摩擦过程中不断被填充到凹坑中,使摩擦面粗糙度减小,摩擦系数下降,并在最后使表面粗糙度的增减达到动态平衡时保持平稳。由于A组涂层硬度较高,其被破坏的速度较低,在各个温度下相对B组涂层达到动态平衡的速度减小。在高温摩擦过程中,材料硬度减小,可以很快达到动态平衡。
表4及图6为各温度摩擦试验后两组涂层磨痕部位的Zr、Ni、O、Ca元素分布数据,在各个温度摩擦试验后的磨痕中,A组涂层磨痕含Ni元素相对较多,B组涂层含Zr元素较多。Ca元素在B组涂层中质量分数相对较多,在室温~400 ℃时的磨痕表面质量分数高于600~800 ℃,但在1100 ℃的摩擦试验后质量分数突然上升。
%
| 温度 | Zr | Ni | O | Ca | ||||
|---|---|---|---|---|---|---|---|---|
| A | B | A | B | A | B | A | B | |
| 室温 | 20.2 | 46.3 | 55.2 | 14.2 | 13.1 | 15.1 | 2.6 | 4.3 |
| 200 ℃ | 46.8 | 52.9 | 15.6 | 7.57 | 9.9 | 12.3 | 4.5 | 7 |
| 400 ℃ | 59.3 | 60.3 | 8.5 | 3.3 | 12 | 12.3 | 2.5 | 5.4 |
| 600 ℃ | 31 | 33.4 | 38.3 | 31 | 15.3 | 13.7 | 1.4 | 2.7 |
| 800 ℃ | 43.3 | 47.4 | 25.7 | 20.5 | 14.5 | 12.3 | 1.8 | 4.5 |
| 1100 ℃ | 32 | 涂层破坏 | 18.9 | — | 17.3 | — | 16 | — |
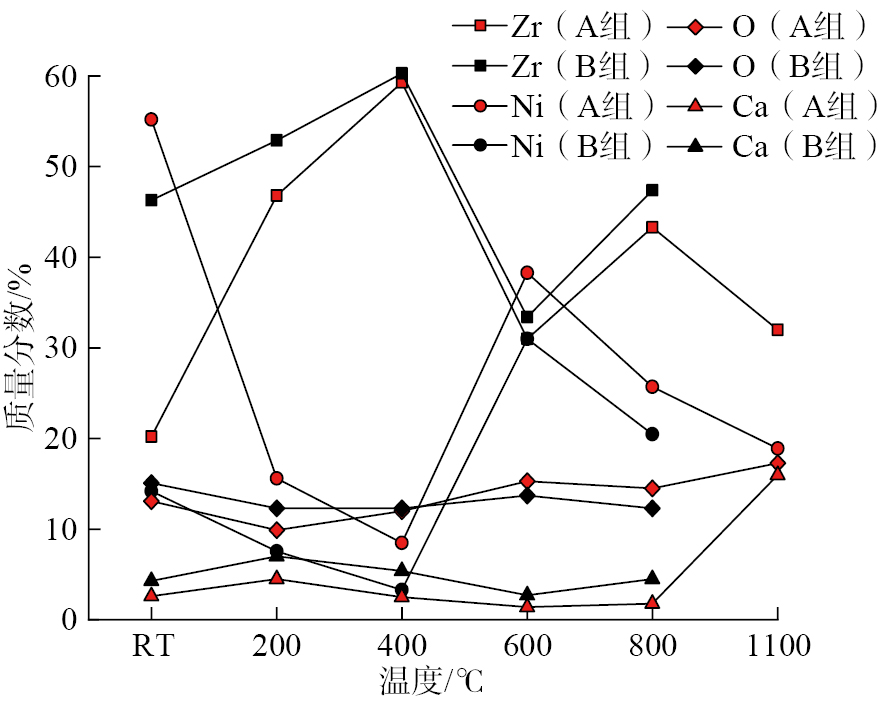
综上所述,随添加相质量分数的提高,B组涂层的硬度相比A组涂层均有下降。B组涂层较低的硬度使其在摩擦过程受到更大破坏,导致其在各个温度的摩擦试验后的磨损率均高于A组涂层,使其摩擦表面来自磨球的材料较少(Ni元素),涂层自身暴露在表面的材料(Zr元素)较多。Ca元素来自涂层中添加的CaF2高温润滑相,在500 ℃以上软化并发挥润滑作用,使涂层在600~800 ℃摩擦试验中的摩擦系数下降,自身在发挥作用的过程中被消耗,使600~800 ℃磨痕处的Ca元素质量分数偏少。
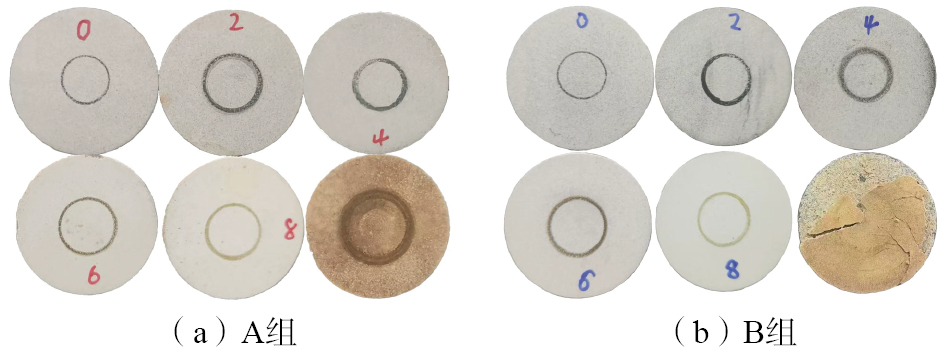
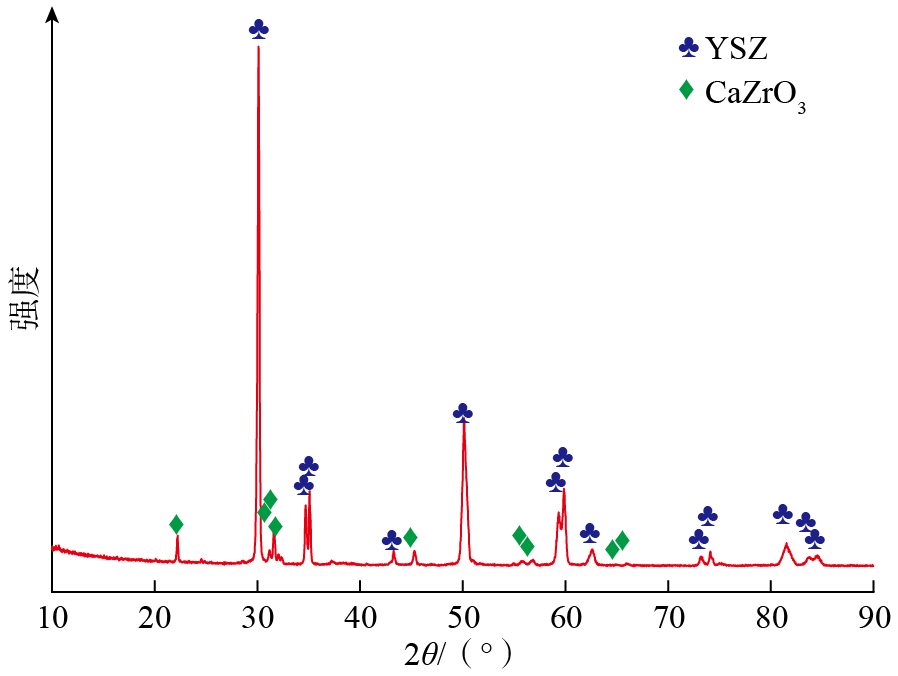
图7为A、B组涂层经室温、200 ℃、400 ℃、600 ℃、800 ℃、1100 ℃摩擦试验后的宏观形貌。涂层在室温~800 ℃摩擦试验后的表面状态变化不明显;在1100 ℃摩擦试验后,涂层表面颜色显著变黄,且B组涂层出现破裂、脱落现象。涂层颜色改变表明涂层在室温~800 ℃摩擦过程未引发显著化学变化,而在1100 ℃条件下,涂层表面发生了大面积化学反应。图8为A组涂层经1100 ℃摩擦试验后的XRD图谱,检测到明显的CaZrO3的衍射峰,说明1100 ℃下CaF2与ZrO2发生反应生成CaZrO3,该反应伴随体积变化[
11
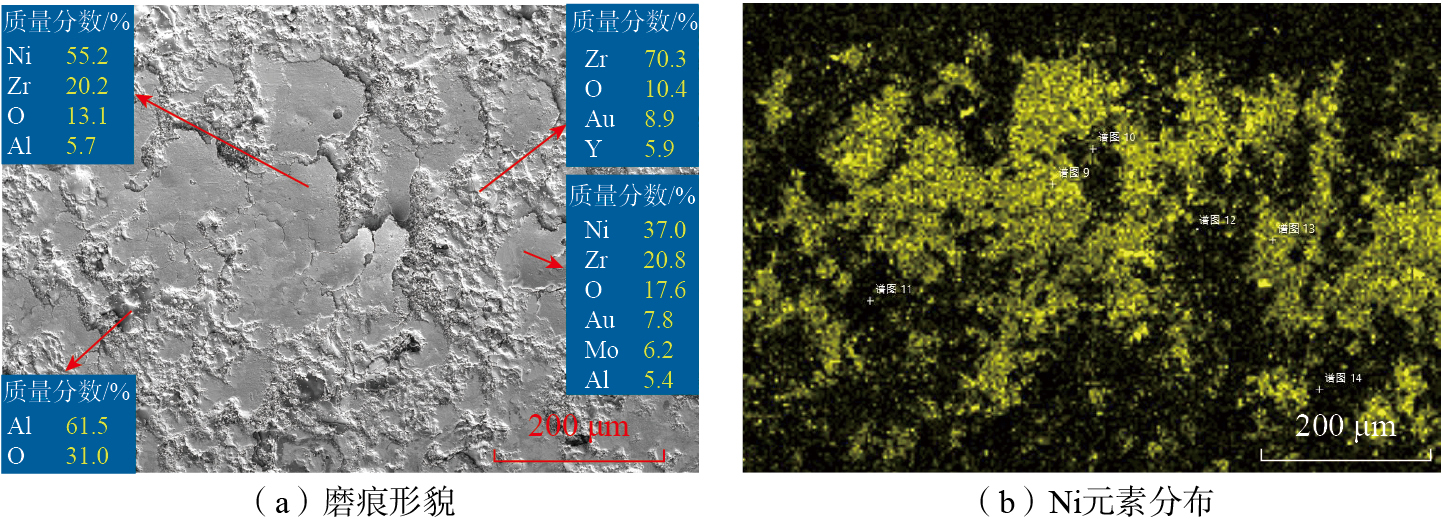
室温摩擦试验后,A、B涂层磨痕形貌并无明显区别。A组涂层的磨痕形貌如图9所示。室温摩擦后,A、B组涂层的磨损率均低至10-6 mm3/(N·m),摩擦系数在0.2~0.4之间。该温度下YSZ涂层并无太大损伤,涂层表面磨痕部分的凹坑被填充,形成平整的摩擦层,EDS显示填充物含有较多Ni元素,判断其来自IC21磨球。室温摩擦试验中,由于涂层的硬度远高于IC21磨球,摩擦过程中涂层本身所受到破坏程度较少,塑性高的金属磨球被剪切并被挤压填充到涂层表面的凹坑处,表现为磨痕表面被大量来自磨球的Ni元素;B组涂层的硬度相对较低,与磨球间的硬度差较小,故磨痕表面暴露的涂层自身材料较多,覆盖的磨球材料较少,相应的,B组涂层的磨损率也比A组涂层高。由于摩擦过程中磨球材料填补到图层表面的凹坑处,使摩擦区域变得光滑平整,使涂层保持了较低的摩擦系数。
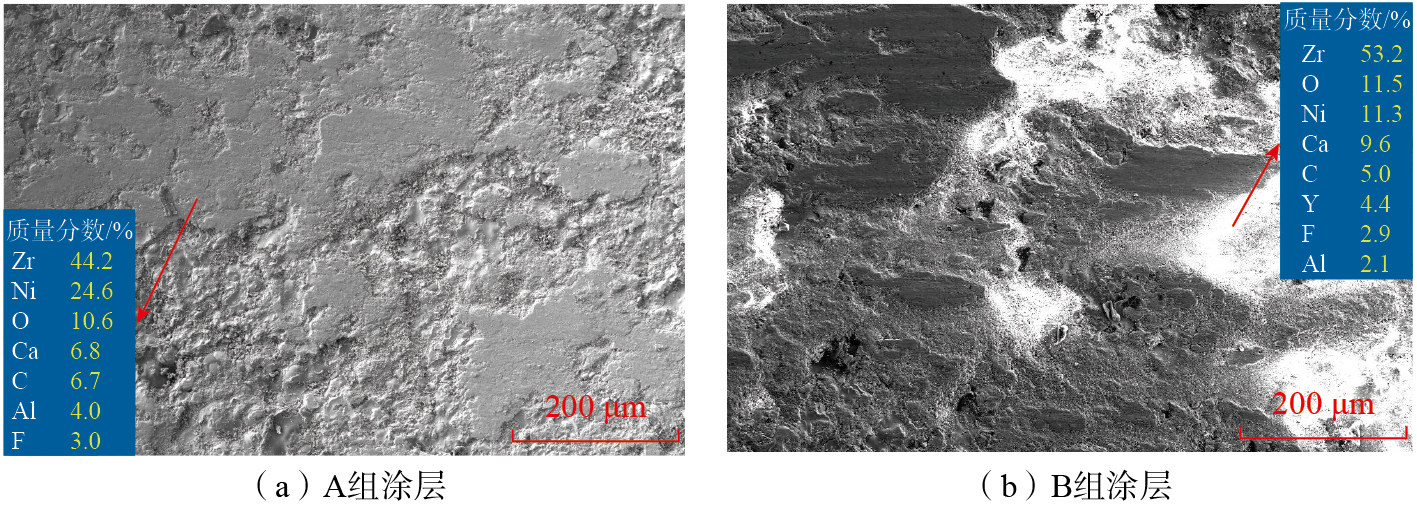
200 ℃摩擦试验后,A、B两组涂层形貌具有一定差异。两组涂层磨痕形貌如图10所示。A组涂层表面大面积被岛状摩擦层覆盖,未被覆盖处有较多磨屑;B组涂层表面被大量磨屑覆盖。根据EDS结果,摩擦层由涂层以及磨球材料共同组成,Zr元素占比为44.2%,Ni元素占比24.6%;磨屑中Zr元素占比为53.2%,Ni元素占比为11.3%,因此判断大部分磨屑来自涂层自身,涂层已受到一定破坏。在200 ℃试验后,根据EDS结果,A组涂层磨痕表面Ni元素含量为15%,B组涂层磨痕表面Ni含量为7.3%,结合磨损率数据可以判断,在200 ℃的摩擦试验过程中,A组涂层自身所受破坏较少,磨球材料涂抹到涂层上形成岛状摩擦层;B组涂层自身在摩擦过程中被破坏较多,形成大量磨屑。200 ℃摩擦试验中,由于温度升高导致涂层硬度降低,使涂层在摩擦过程中受到更大的破坏。A组涂层硬度较高,受到破坏较少,摩擦行为仍与室温相近,保持较低的摩擦系数;B组涂层硬度较低,受到较大破坏,产生大量磨屑,造成严重三体磨粒磨损。
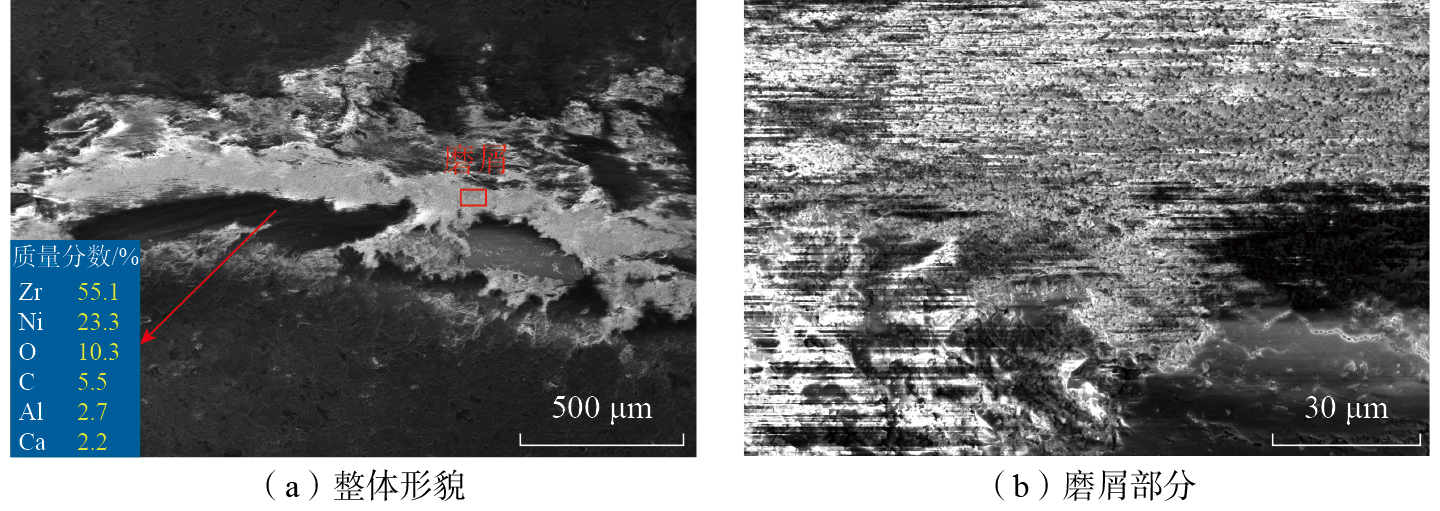
400 ℃摩擦试验后,两组涂层的磨痕形貌相差不大。A组涂层在400 ℃摩擦试验后的磨痕形貌如图11所示,磨痕表面大面积被磨屑覆盖,其余部位为岛状摩擦层。磨痕和摩擦层中均为Zr元素占比较多。400 ℃摩擦试验中,涂层硬度大幅降低,与200 ℃的B组相近。A、B组涂层在摩擦过程中被破坏形成磨屑,破坏了摩擦表面的平整度,并参与后续的三体磨粒磨损,造成高的摩擦系数以及磨损率。
600 ℃摩擦试验后,如图12所示,两组涂层的磨痕形貌相差不大,磨痕部分中的大部分被光滑的摩擦层覆盖,摩擦层中电镜下黑色部分为Al2O3,深颜色部分含Ni元素较多,浅色部分含Zr元素较多;未被覆盖部分为YSZ基体以及部分磨屑。600 ℃摩擦试验中,虽然硬度继续降低,但发生了其他变化。变化1是涂层中添加的CaF2润滑相开始发挥作用,更高的温度导致CaF2原子间相互作用力减弱,解理面易于滑动,CaF2发生脆韧性转变,剪切强度大幅降低,在摩擦过程中被挤出并覆盖在磨损表面,形成低剪切强度润滑膜,依靠其低剪切强度在摩擦表面发挥润滑作用。变化2是在高温和接触压力作用下,扁平粒子和磨屑发生塑性变形与压实,形成被称为摩擦层的固态致密层。这些摩擦层的顶面进一步被抛光,在磨损表面形成光滑的磨损保护层[
9
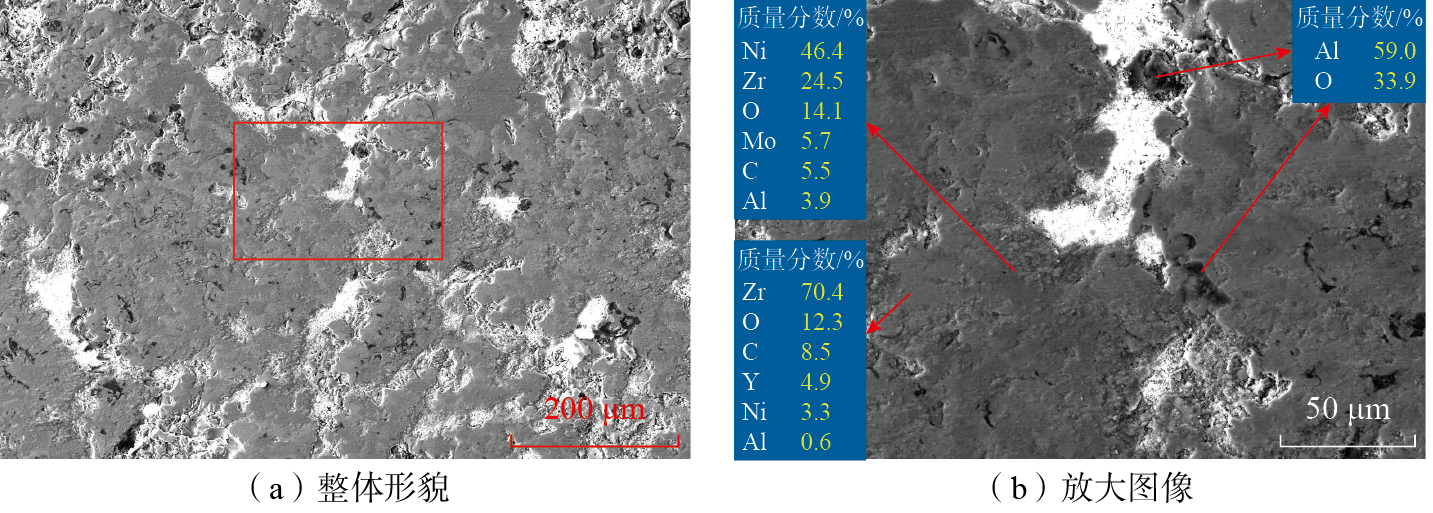
800 ℃摩擦试验后,磨痕部分更大面积被光滑的摩擦层覆盖,未被覆盖部分为YSZ基体以及部分磨屑(图13)。该温度下A、B两组涂层的摩擦系数相差较大,分别为0.41和0.22。B组涂层磨痕表面釉质层中黑色的Al2O3相明显多于A组涂层。800 ℃摩擦试验中,涂层的摩擦行为与600 ℃相近。区别在于更高的温度使摩擦膜更易形成。由于B组涂层添加了较多的CaF2润滑相,使B组涂层的摩擦因数较A组涂层降低,且Al2O3也是氧化物釉质层的形成原料,有助于摩擦釉质层形成。
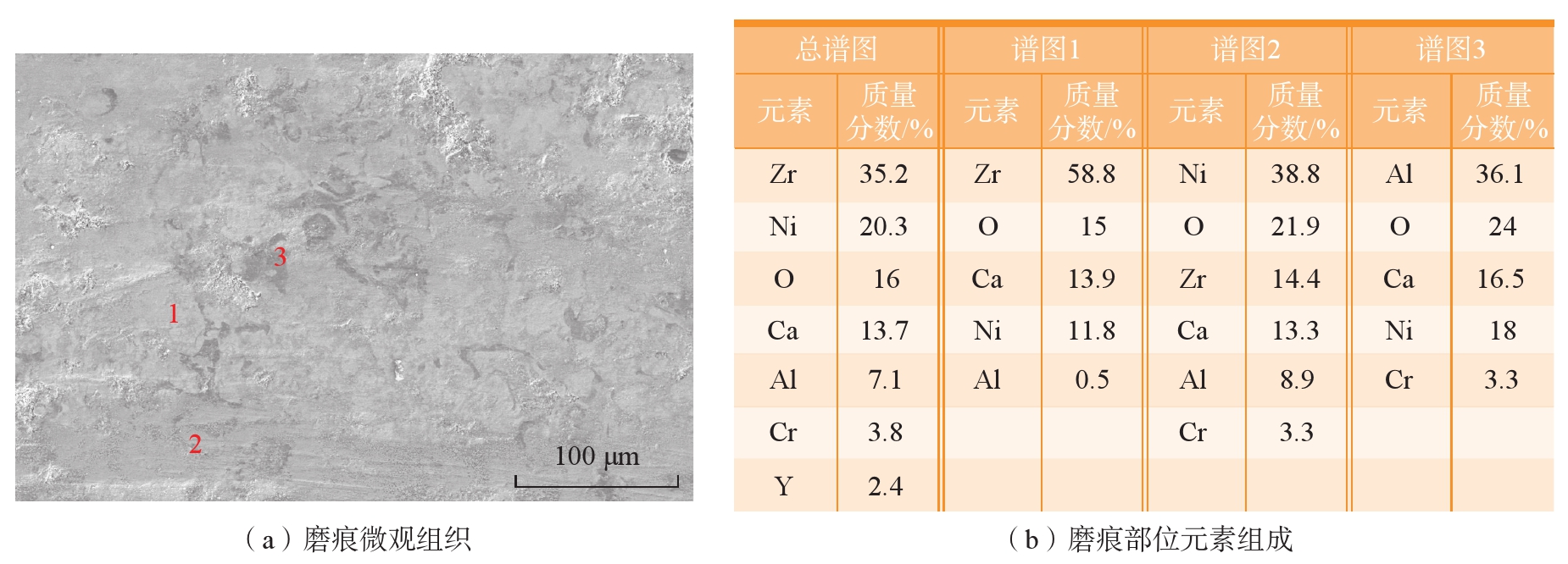
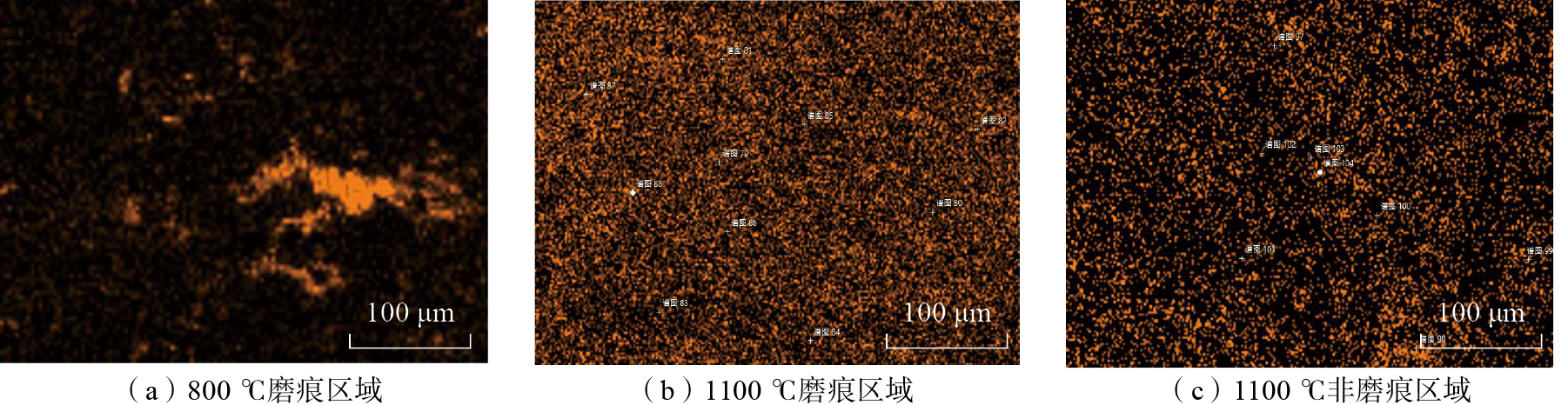
1100 ℃摩擦试验后,B组涂层破碎,无法观察形貌。图14为A组涂层在1100 ℃摩擦试验后的磨痕形貌,其磨痕较宽,釉质层更加平整光滑。磨痕表面由多种氧化物组成,主要为ZrO2基体、磨球材料较多的多种金属氧化物、Al2O3 3种。1100 ℃摩擦试验后的涂层表面Ca元素分布与其他温度不同,如图15所示,在室温~800 ℃下,涂层中的Ca元素均在涂层中团聚状分布,但在1100 ℃摩擦试验后,Ca元素在涂层表面均匀分布,根据图15(c)中1100 ℃后未摩擦区域Ca元素分布判断,磨痕处Ca元素的均匀分布同时受温度和摩擦两方面影响,温度使Ca元素发生扩散,摩擦协助了Ca元素均匀扩散。图8为A组涂层在1100 ℃摩擦试验后的XRD图像,根据元素与pdf基本卡片判断,图谱中主要出现3类峰,主峰为YSZ的特征峰,其次是CaZrO3特征峰,其余杂峰由Al2O3带来。判断在1100 ℃高温下,涂层中的Ca元素与ZrO2反应生成CaZrO3三元氧化物并参与釉质层的形成,形成光滑平整的釉质层,使涂层的摩擦系数降低。目前有多种三元氧化物对高温摩擦有益的报道[
OUYANG J H, LIANG X S, LIU Z G, et al. Friction and wear properties of hot-pressed NiCr-BaCr2O4 high temperature self-lubricating composites[J]. Wear, 2013, 301(1-2): 820-827.
LIU E Y, BAI Y P, GAO Y M, et al. Tribological properties of NiAl-based composites containing Ag3VO4 nanoparticles at elevated temperatures[J]. Tribology International, 2014, 80: 25-33.
12-14
15
(1)添加相比例对涂层性能具有显著影响。B组涂层因CaF2与Al2O3质量分数较高,在800 ℃下通过CaF2的韧脆转变降低剪切强度,协同Al2O3促进动态氧化物釉质层形成,显著降低摩擦系数;但其过量添加导致低温(≤400 ℃)机械强度不足,加剧磨屑生成与三体磨损,且高温(1100 ℃)下因CaZrO3过量生成引发体积膨胀与应力集中,涂层结构失效。
(2)摩擦机理呈现温度依赖性。低温阶段(≤400 ℃),涂层机械强度主导摩擦性能,通过抑制磨屑生成维持低磨损率;高温阶段(≥600 ℃),摩擦性能受润滑相与摩擦膜调控,CaF2通过剪切滑移提供润滑,Al2O3则通过高温强化与氧化物釉质层形成抑制磨损。
(3)高温(≥600 ℃)条件下,添加的CaF2润滑相通过韧脆转变降低了剪切强度以及摩擦系数,摩擦膜的动态形成与稳定性对降低磨损率具有关键作用,显著改善了涂层的摩擦学性能。1100 ℃下,A组涂层中Ca元素扩散并与ZrO2反应生成CaZrO3,形成均匀致密的釉质层,进一步降低摩擦系数至0.16,体现三元氧化物对高温润滑性能的积极作用。
参考文献
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |