面向航空工业的机器人化智能制造综述:发展现状、关键技术和典型场景
基金项目:
国家自然科学基金(52405530)
中图分类号:
TP24
文献标识码:
A
流转信息 | 收稿日期 : 2025-10-17 退修日期 : 2025-11-07 录用日期 : 2025-12-15 |
引用格式
引文格式:黄思翰, 黄铭, 张永辉, 等. 面向航空工业的机器人化智能制造综述:发展现状、关键技术和典型场景[J]. 航空制造技术, 2026, 69(5): 25010147.
摘要
工业机器人的广泛应用是智能制造的关键特征之一,随着智能制造的加速推进,机器人化智能制造正逐渐成为制造业转型升级的重要抓手。在此背景下,本文瞄准航空工业面临的高精度、多品种、变批量和规模化定制挑战,系统梳理了面向航空工业的机器人化智能制造发展现状,重点分析了高精度感知与环境建模、单体机器人高精密制造与控制、多机器人协同制造与优化、人机协作与混合作业、数字孪生赋能机器人化制造管控等关键技术突破情况,并围绕飞机装配典型场景剖析机器人化智能制造在航空工业领域的工程实践经验和应用成效。发掘机器人化智能制造背景下航空工业的新质生产力,并提供转型升级的新路径与新动能。
关键词
智能制造;机器人化智能制造;航空工业;工业机器人;新质生产力;
A Review of Robotic Smart Manufacturing for Aviation Industry: Development Status, Key Technologies and Typical Scenarios
Citations
HUANG Sihan, HUANG Ming, ZHANG Yonghui, et al. A review of robotic smart manufacturing for aviation industry: Development status, key technologies and typical scenarios[J]. Aeronautical Manufacturing Technology, 2026, 69(5): 25010147.
Abstract
The extensive application of industrial robots has become one of the key characteristics of smart manufacturing. With the accelerated advancement of intelligent manufacturing, robotic smart manufacturing is emerging as a crucial driver for industrial transformation and upgrading. In this context, this paper focuses on the challenges faced by the aviation industry, including high precision, multi-variety, variable-batch, and large-scale customized production, and systematically reviews the development status of robotic smart manufacturing in this field. The study highlights key technological advances such as high-precision perception and environmental modeling, precision manufacturing and control of individual robots, multi-robot collaborative manufacturing and optimization, human-robot collaboration and hybrid operations, and digital twin-enabled manufacturing control. Furthermore, typical engineering practices and application results of robotic smart manufacturing in representative aircraft assembly scenarios are analyzed. This work aims to explore new-quality productive forces for the aviation industry under the paradigm of robotic smart manufacturing and to provide new pathways and momentum for its intelligent transformation and sustainable upgrading.
Keywords
Smart manufacturing
航空工业作为国家高技术产业的重要支柱,不仅承载国家安全与战略发展的核心使命,同时也是制造业复杂性与精密性的集中体现。航空装备通常具有结构庞大、构型复杂、装配环节高度耦合的特点,其制造能力直接关系到装备服役安全与可靠性[
1
2
近年来,全球航空制造业正加速向智能化转型[
3
4
5
尽管机器人化智能制造在航空领域进行了积极探索,但广泛应用仍然面临若干关键问题。这些问题不仅反映了技术成熟度与工程化应用之间的差距,也揭示了机器人化智能制造体系在可扩展性、稳定性与可解释性方面亟待突破的方向。本文聚焦航空工业机器人化智能制造的发展现状、关键技术与典型场景,总结了航空工业机器人化智能制造的发展情况,系统梳理其关键技术内涵,提出以高精度感知与环境建模和单体机器人高精密制造与控制技术为核心基础,以多机器人协同制造与优化、人机协作与混合作业为关键使能,以数字孪生赋能的机器人化制造管控为系统统筹的三大技术维度范畴。然后,通过典型场景实践应用揭示当下航空制造模式向智能化、柔性化与规模定制化演进的内在逻辑与探索。最后,展望未来研究趋势,为航空工业的智能化转型升级提供系统化理论参考与技术路径借鉴。
航空工业智能制造的发展历程可大致分为3个阶段:数字化制造萌芽期、智能化装备推进期、智能化系统集成期。20世纪90年代以来,航空企业以基于模型定义技术的数字化设计、数控加工中心、柔性制造系统为核心推动航空工业的数字化制造;进入21世纪,随着复合材料在航空装备上的大规模应用,结构复杂性与工艺耦合度显著提升,航空制造对精度、一致性和质量控制的依赖进一步加深,由此驱动制造模式从数字化向智能化方向加速演进[
6
7
从技术体系及应用场景来看,智能制造在航空工业中的发展呈现从工艺自动化、过程感知到系统智能决策,再到制造模式重构的渐进轨迹。美国波音和洛马通过部署大规模自动钻铆系统、柔性复合材料铺放单元以及数字主线贯通的基于模型的企业体系,形成覆盖设计、制造、质量验证的闭环管理[
8
9
10
11
12
13
工业机器人的探索应用最早可追溯到1961年,Unimate首次应用于汽车制造工业中[
14
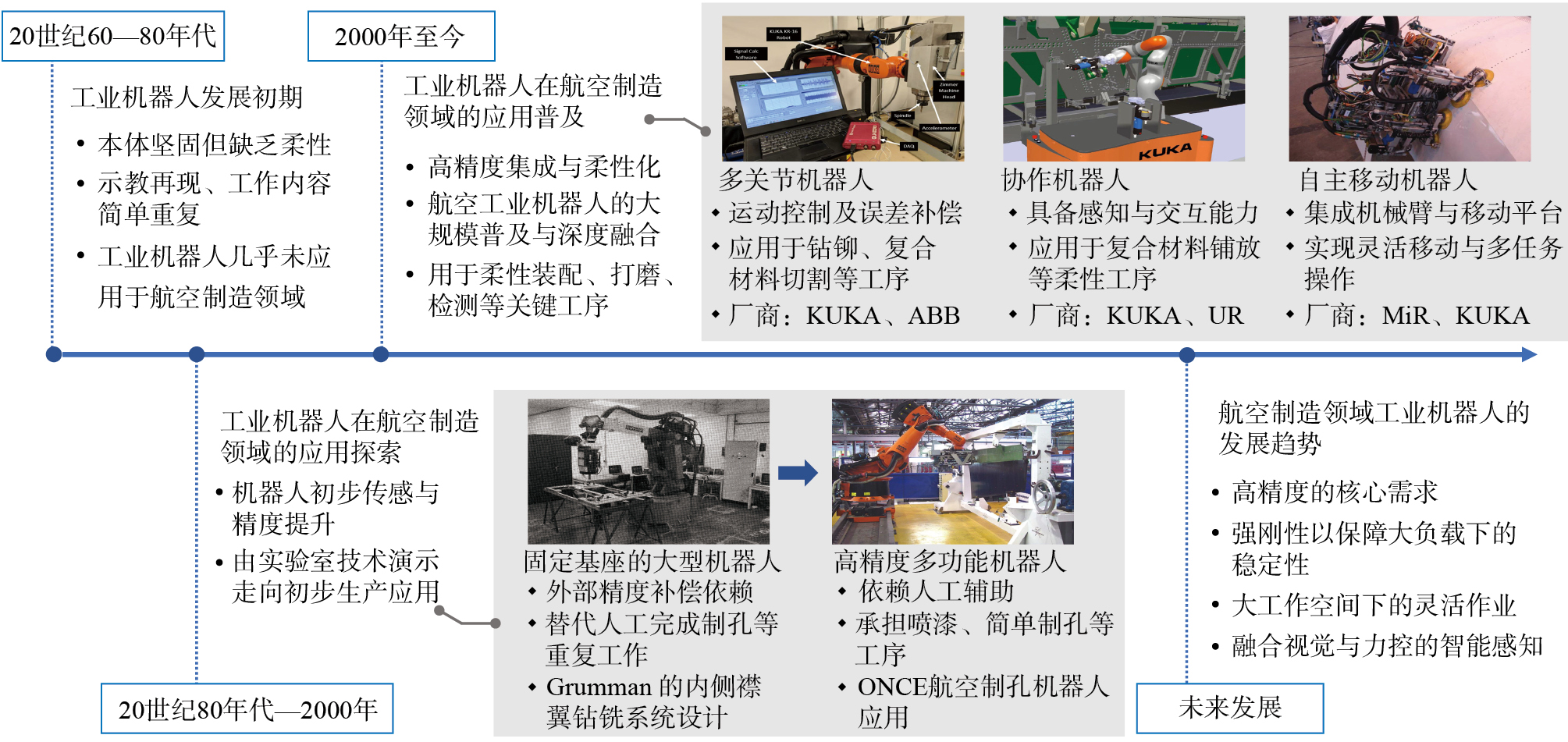
在早期探索中,工业机器人在航空制造领域被尝试应用于喷涂、钻孔等低精度环节[
15
16
17
18
19
4
| 关键工业机器人种类 | 应用类型 | 应用领域 | 典型厂商 |
|---|---|---|---|
| 高刚度多关节机器人、混联机器人 | 曲面加工 | 复合材料曲面铣削、倒角、打磨与表面精整 | KUKA、ABB、Comau |
| 高精度多关节机器人、直角坐标机器人 | 自动化制孔 | 机翼、机身等部件的高精度钻孔 | KUKA、ABB、EI、FANUC |
| 直角坐标机器人、冗余自由度多关节机器人 | 自动铺放 | 复合材料机身、机翼蒙皮的自动铺带与铺丝 | EI、Fives Group |
| 多关节机器人、协作机器人 | 喷涂与涂胶 | 机身密封胶涂敷、表面喷涂 | ABB、FANUC、UR |
| 大负载多关节机器人、自主移动机器人 | 装配与搬运 | 部件对接、物料配送、大型工件定位 | KUKA、MiR、Yaskawa |
| 自主移动机器人、无人机、并联机器人 | 质量检测 | 自动化无损检测、三维扫描与计量 | FANUC、Donecle、X-RIS |
随着工业机器人在航空制造中由局部替代向关键工序加速渗透,其应用规模与系统化程度不断提升,并推动了国内外技术体系的差异化发展。在国际上,美、欧、日等国家起步较早,依托完备的机器人本体研发体系和成熟的航空制造工业[
20
21
22
23
4
随着航空制造向高精度、轻量化和大尺寸复合材料结构加速演进,工业机器人凭借其作业灵活性与可扩展性,在航空智能制造中的应用需求不断凸显。与此同时,机器人化智能制造也对机器人本体性能与系统集成能力提出了更高要求。具体而言,航空工业的钻铆、铣削等工序存在较大的轴向力和侧向力,需要机器人在受力条件下保持姿态稳定,因此要求航空工业机器人具备更高的结构刚性[
24
25
近年来,随着机器人技术的爆发式发展,其技术体系经历了从“程序驱动的自动化”向“感知增强的智能化”,到“决策主导的自主化”3个关键阶段。其发展动力既源于制造业对高精度、高柔性与高一致性能力的迫切需求,也得益于传感技术、人工智能、数字孪生和具身智能等技术的突破。从技术演进上看,早期机器人主要依赖离线编程与示教再现,属于典型的刚性自动化阶段[
26
27
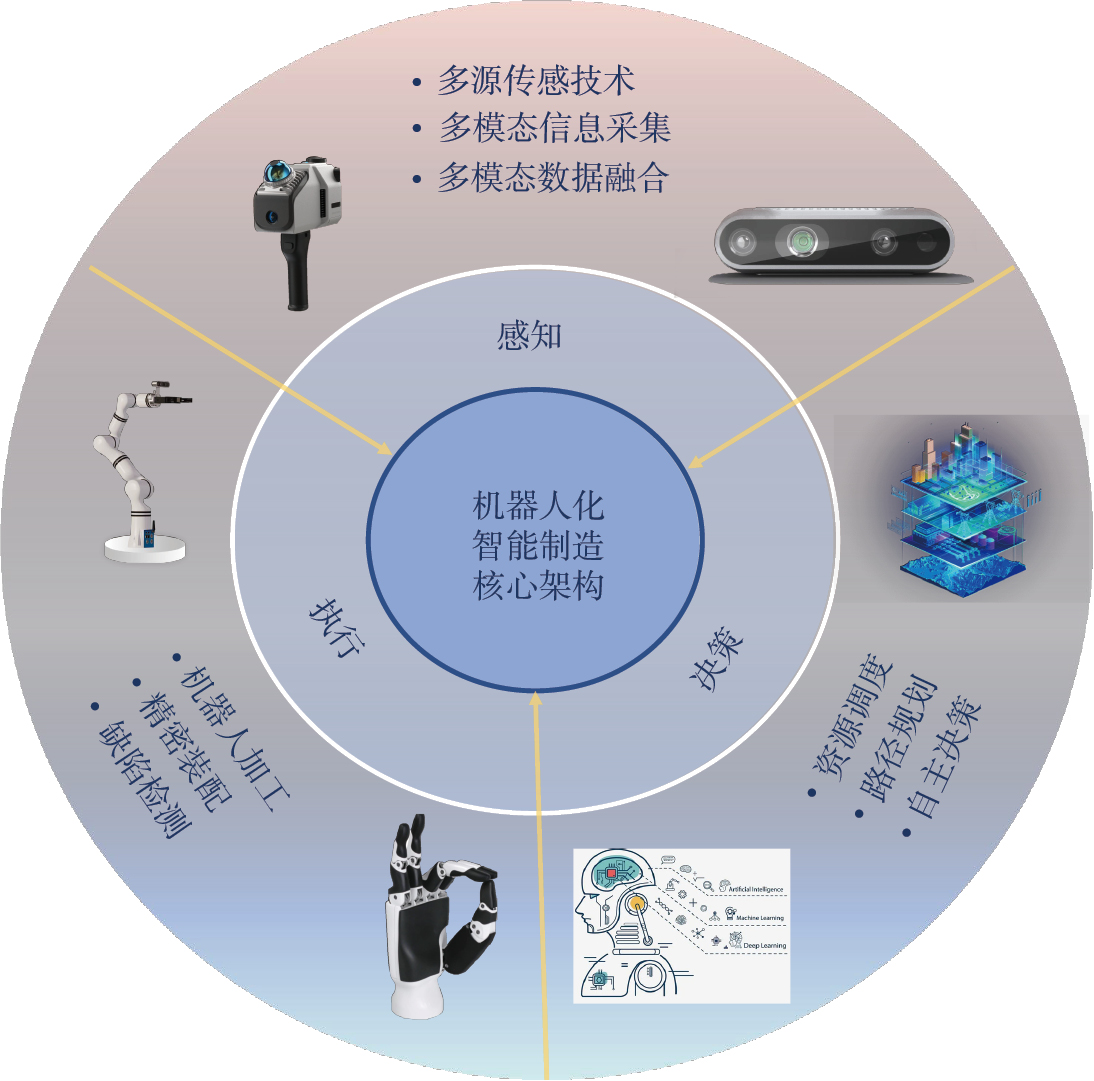
在机器人化智能制造中,感知-决策-执行一体化构成其核心架构,如图2所示。首先通过感知环节实现对制造环境与过程状态的多维度刻画,然后在决策环节完成信息处理、知识推理与任务优化,最后由执行环节将决策结果转化为具体执行动作与工艺操作,从而形成信息流与物理流的高度耦合。具体而言,感知环节侧重于多模态信息采集与融合,涵盖视觉、力觉、位置等多源传感技术,旨在保证制造过程数据的完整性、精确性与实时性;决策环节则以数字孪生为核心支撑,结合人工智能与优化算法,实现从态势理解、过程预测到资源调度与路径规划的全链条智能推理与自主决策;执行环节依托高精度工业机器人、柔性末端执行装置及移动作业平台,完成加工、装配与检测等操作任务,并通过与感知和决策环节的闭环交互实现动态修正与持续优化。
从典型场景来看,机器人化智能制造的探索主要集中在多机器人协同、人机协作和自主任务规划。其中,多机器人协同能力利用分布式感知、共享环境模型与协同优化算法[
28
29
30
在上述航空工业转型升级和工业机器人广泛应用的共同驱动下,航空工业机器人化智能制造成为了当前重点发展方向。当下,航空工业机器人化智能制造应用正加速从局部工序自动化向全流程集成化与智能化纵深发展,在大型复杂结构件高精度加工、复合材料成型与处理、柔性自动化装配和车间物流运维及信息系统集成等核心领域发力。面向航空工业的机器人化智能制造正在持续赋能现代航空产品的智能化制造,势必将成为我国提升航空工业核心竞争力和保障供应链安全的重要战略路径。
在航空复杂结构件加工领域,工业机器人凭借其卓越的轨迹精度、动态稳定性与多轴协同能力,正成为突破传统制造瓶颈的关键使能技术,包括铣削、磨削、钻孔和增材制造等主要加工形式。Moritz等[
31
32
33
34
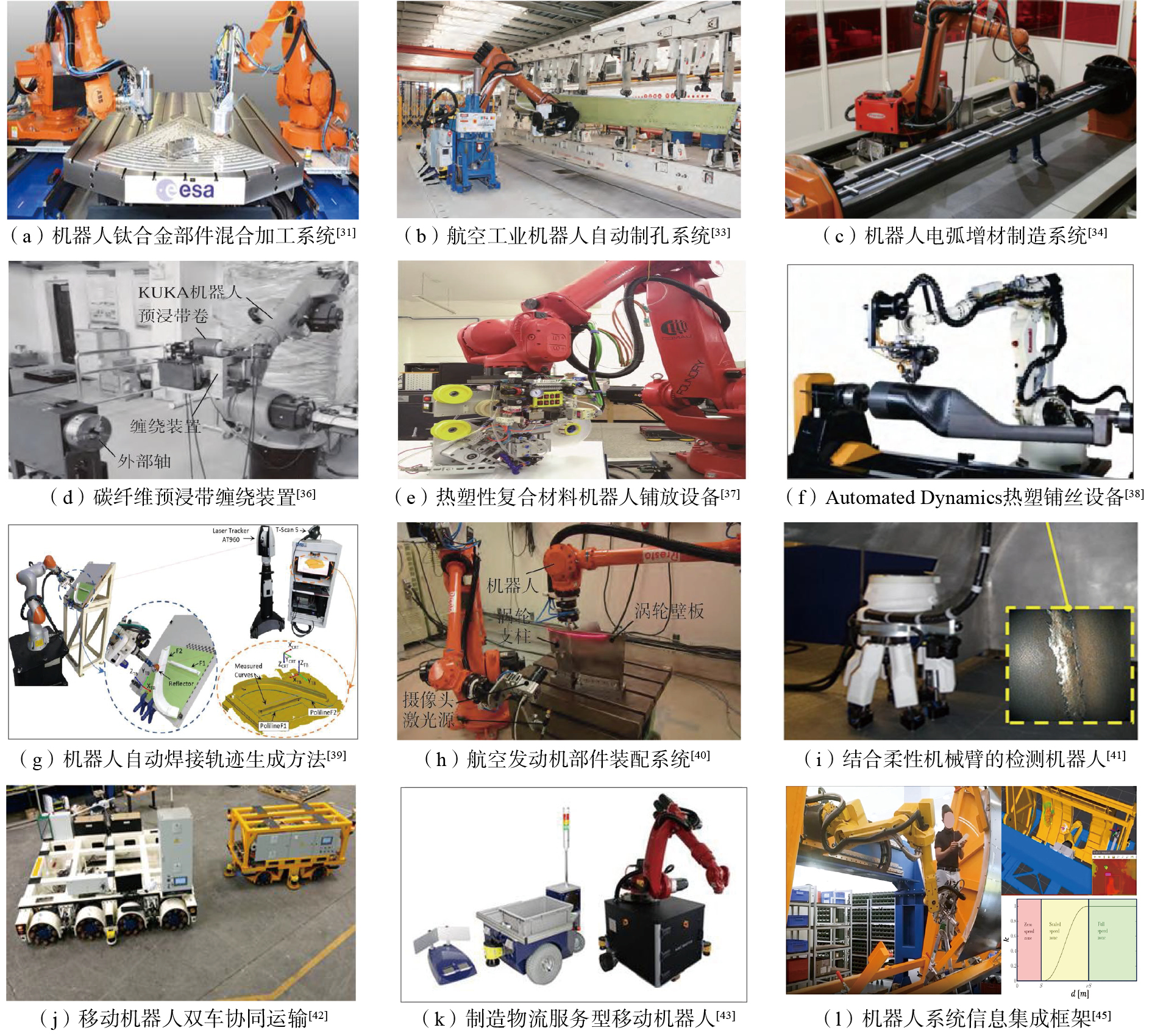
针对广泛应用于飞机机身、机翼及发动机等关键部件的复合材料成型与处理方面,工业机器人凭借精准控制与柔性作业能力,正在被试点应用,例如常见的辅助缠绕成型与铺放技术。Sorrentino等[
35
36
37
38
针对航空工业中大部件柔性装配及装配后的检测方面,工业机器人凭借可重构工装适配及人机协作作业能力被广泛应用于航空零部件的装配轨迹、实时控制与智能检测等工作中。Silva等[
39
40
41
针对航空工业中物流运维及信息系统集成等方面,可移动工业机器人凭借自主导航、多机协同与智能决策能力,正实现物流全流程自动化与信息链深度贯通。Rizzo等[
42
43
44
45
尽管航空工业的机器人化智能制造在结构件高精度加工、复合材料成型与处理、柔性自动化装配以及车间物流运维与信息系统集成等关键领域取得了显著进展,但受限于航空产品高复杂度、高精度、多品种小批量的特性,其规模化应用仍面临共性挑战。比如,在复杂非结构化作业空间中,机器人加工的轨迹精度、动态稳定性与误差补偿能力仍不足;在复合材料铺放、混合制造等多参数强耦合工艺中,工艺预测模型的精度与优化算法的可靠性有待进一步提升;在装配与检测环节,工装重构的柔性不足、工艺参数的实时调整困难,使装配过程难以实现高度自适应。此外,在车间物流运维及信息系统集成方面,多设备间的协同适配性尚须增强,并且全链路工艺数据的高实时性同步与跨系统一致性响应仍面临技术瓶颈。这些问题是航空机器人智能制造进一步推广的关键障碍,需要在柔性机构设计、精细化误差建模与补偿、高可信自主决策算法、人机协作交互机制以及数字孪生驱动的系统级管控架构等方面持续深化推进。
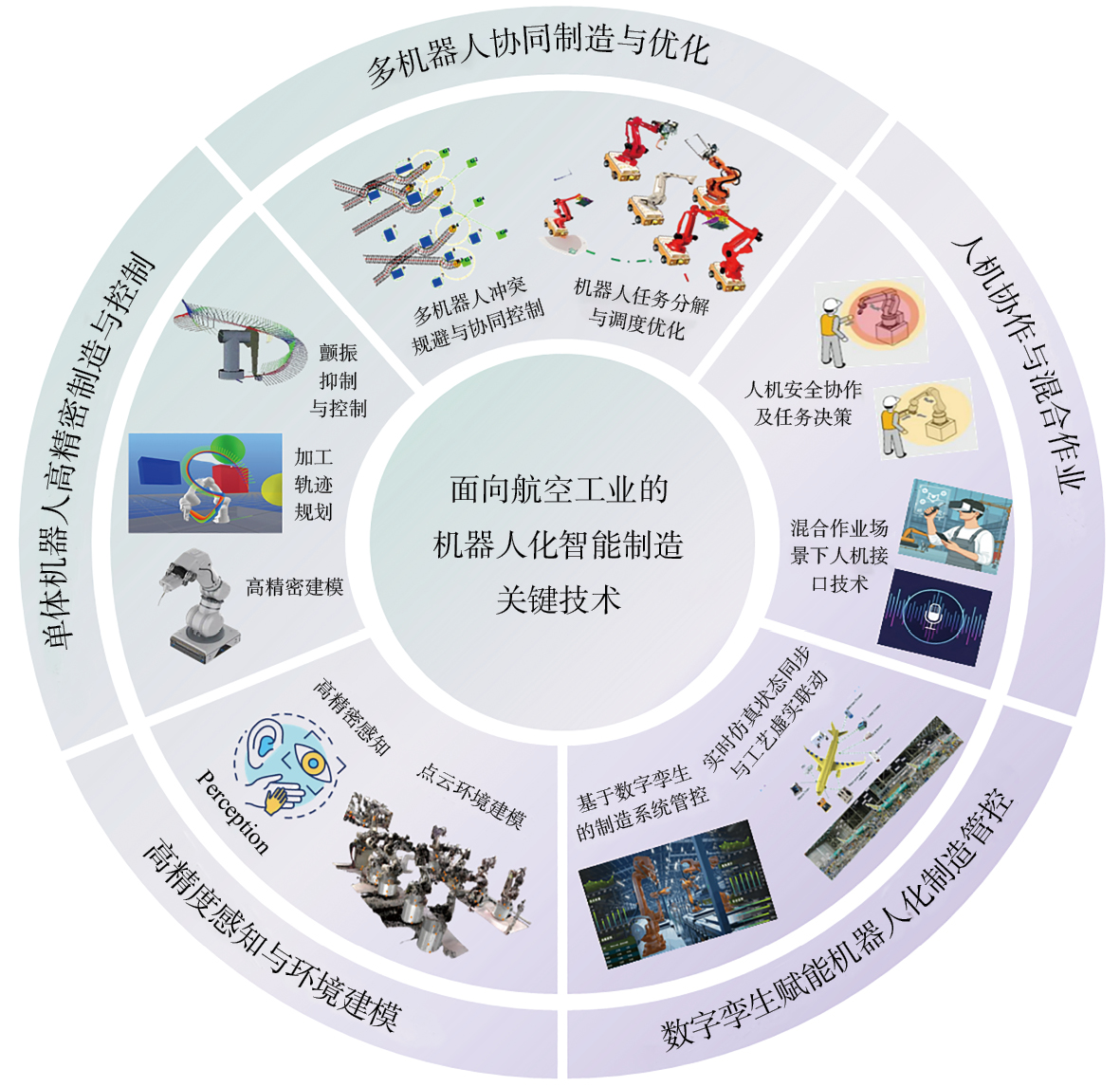
面向航空工业的机器人化智能制造关键技术总体可划分为3个层次,如图4所示。其中以制造场景感知与环境建模技术和单体机器人高精密制造与控制为核心基础支撑层,以多机器人协同制造与优化、人机协作与混合作业为关键使能技术层,并以数字孪生赋能机器人化制造管控为系统统筹层,实现自底而上的逐层构建、自顶而下的集成管控。
工业机器人的高精度感知与环境建模是支撑面向航空工业高质量加工和柔性化装配的核心基础。与传统工业制造相比,航空工业对机器人感知提出了更高要求,具体表现为不仅需要对大尺寸复杂构件进行高精度表面检测、特征识别,还要在动态环境中实时感知多种工况状态,并通过语义化环境理解实现对整体装配流程的支持。总体来看,这些技术不仅提升了加工与装配的精度和一致性,也为柔性化与智能化制造奠定了基础。基于此,本节将对表面与装配要素的高精度感知技术和环境动态感知与语义理解技术进行系统性梳理。
航空零部件普遍具有大尺寸、自由曲面和多特征结构,要求机器人感知系统能够实现高分辨率的表面形貌测量和对装配要素的精准感知,以支持如复合材料曲面、机翼蒙皮等结构的质量检测和柔性装配。
在零部件表面与缺陷检测方面,当前多采用激光扫描、结构光测量及多视点点云配准技术实现对复杂曲面的高精度建模与整体形貌重建。激光扫描通过测量激光反射的时间或相位差获取三维点云,结构光测量通过投射已知条纹并利用三角测量计算三维坐标,多视点点云配准则通过特征匹配或迭代最近点算法将不同视角点云对齐形成完整模型。其中,基于结构光与激光扫描的方法在复杂曲面的检测中可达到亚毫米级精度[
46
47
48
49
50
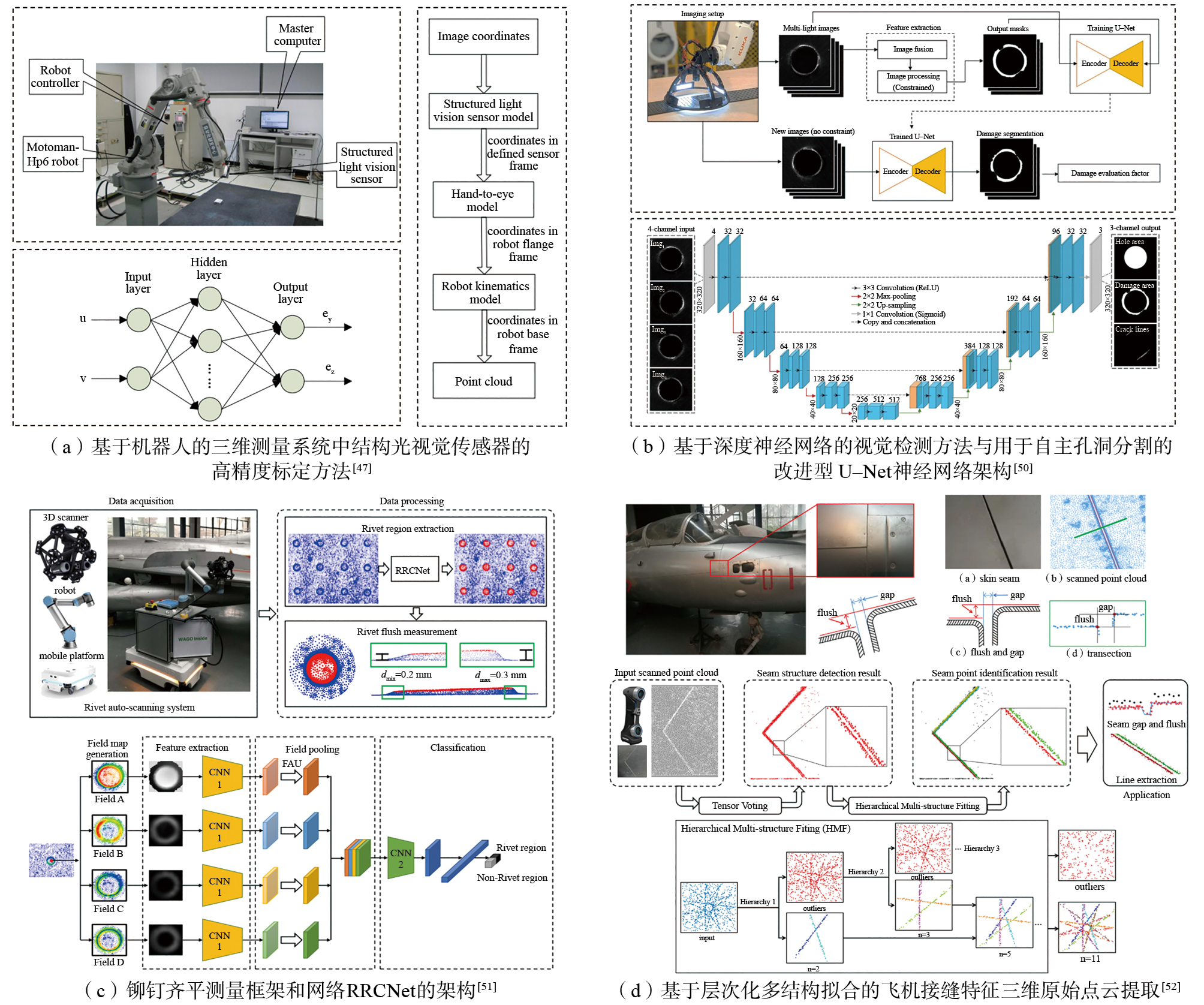
在航空装配环节,机器人感知系统还扩展到对间隙、错位及孔位等装配要素的检测,进而保障装配过程的精度和一致性。现有方法主要可分为3类。(1)基于机器视觉的非接触测量,通过工业相机、神经网络和图像处理算法获取零件间隙和错位的数字化数据。例如,针对航空机身铆钉平齐测量的问题,Xie等[
51
52
53
54
除了对零部件表面和装配要素进行高精度感知外,机器人在航空制造中还须应对高度动态的环境和多工况状态。这包括工件、工具、机器人自身及周围设备的持续移动。因此,机器人不仅要实时获取零部件的几何信息,还须对环境进行语义化建模,以支持柔性化装配与智能加工。
环境动态感知侧重于机器人在装配或加工过程中对周围环境和工件状态的实时获取。目前在航空制造领域应用的多模态传感器包括工业相机、RGB-D相机、激光雷达及惯性测量单元等,这些传感器可实时提供丰富的图像、点云与力觉等多源信息[
RAHATE A, MANDAOKAR S, CHANDEL P, et al. Employing multimodal co-learning to evaluate the robustness of sensor fusion for Industry 5.0 tasks[J]. Soft Computing, 2023, 27(7): 4139-4155.
55-56
RAMACHANDRAM D, TAYLOR G W. Deep multimodal learning: A survey on recent advances and trends[J]. IEEE Signal Processing Magazine, 2017, 34(6): 96-108.
GAO J, LI P, CHEN Z K, et al. A survey on deep learning for multimodal data fusion[J]. Neural Computation, 2020, 32(5): 829-864.
57-59
59
60
61
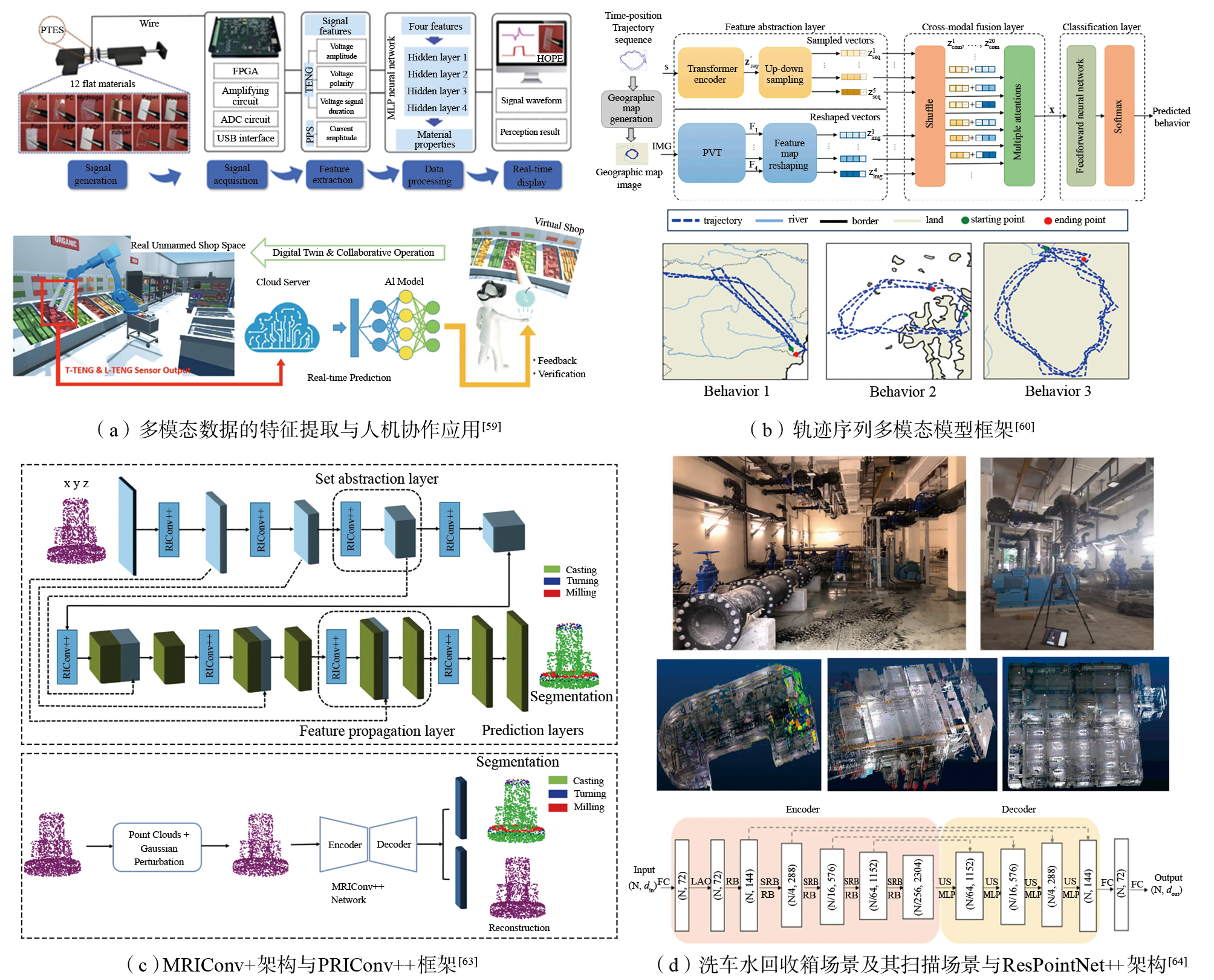
在此基础上,研究进一步延伸到对环境的语义化建模,其重点在于将感知到的几何与状态数据转化为可供装配与工艺规划使用的高层语义信息。在工业制造场景中,现有研究多集中于基于图像和点云的语义分割与特征识别,其目标是实现零部件、装配要素和缺陷等的语义化标注。主流方法以2D图像语义分割为主,通常基于CNN或全卷积网络(FCN)等深度学习模型,通过在编码阶段提取多层次图像特征,并在解码阶段对特征图进行逐像素分类,实现对表面缺陷、孔位、铆钉等目标的自动检测与分类。该类方法能够利用卷积层的局部感受野提取纹理、边缘等低层特征,并通过深层语义特征捕捉目标的上下文信息,从而在像素级生成目标类别预测图,实现精细化的语义标注。Shi等[
62
63
64
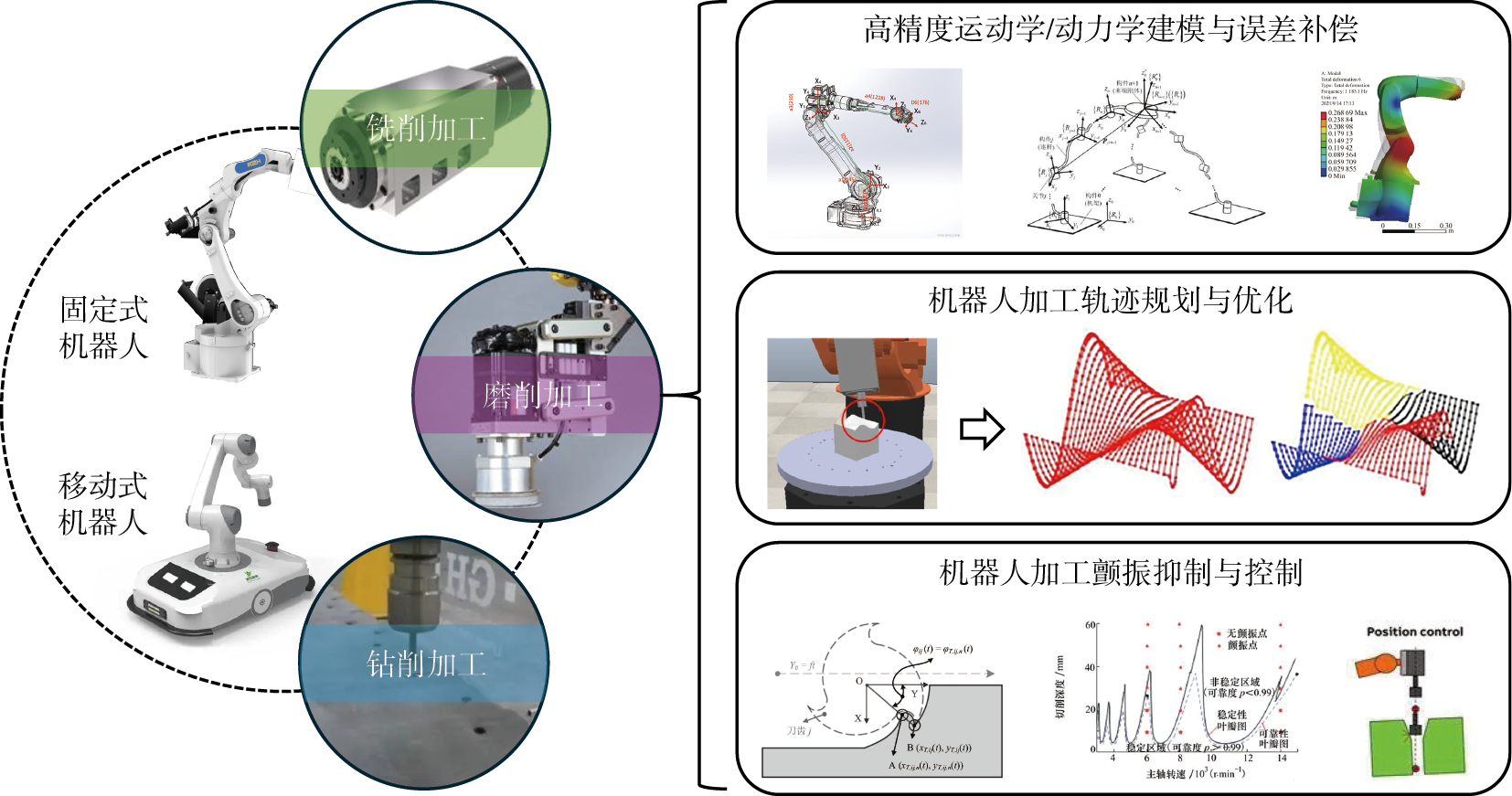
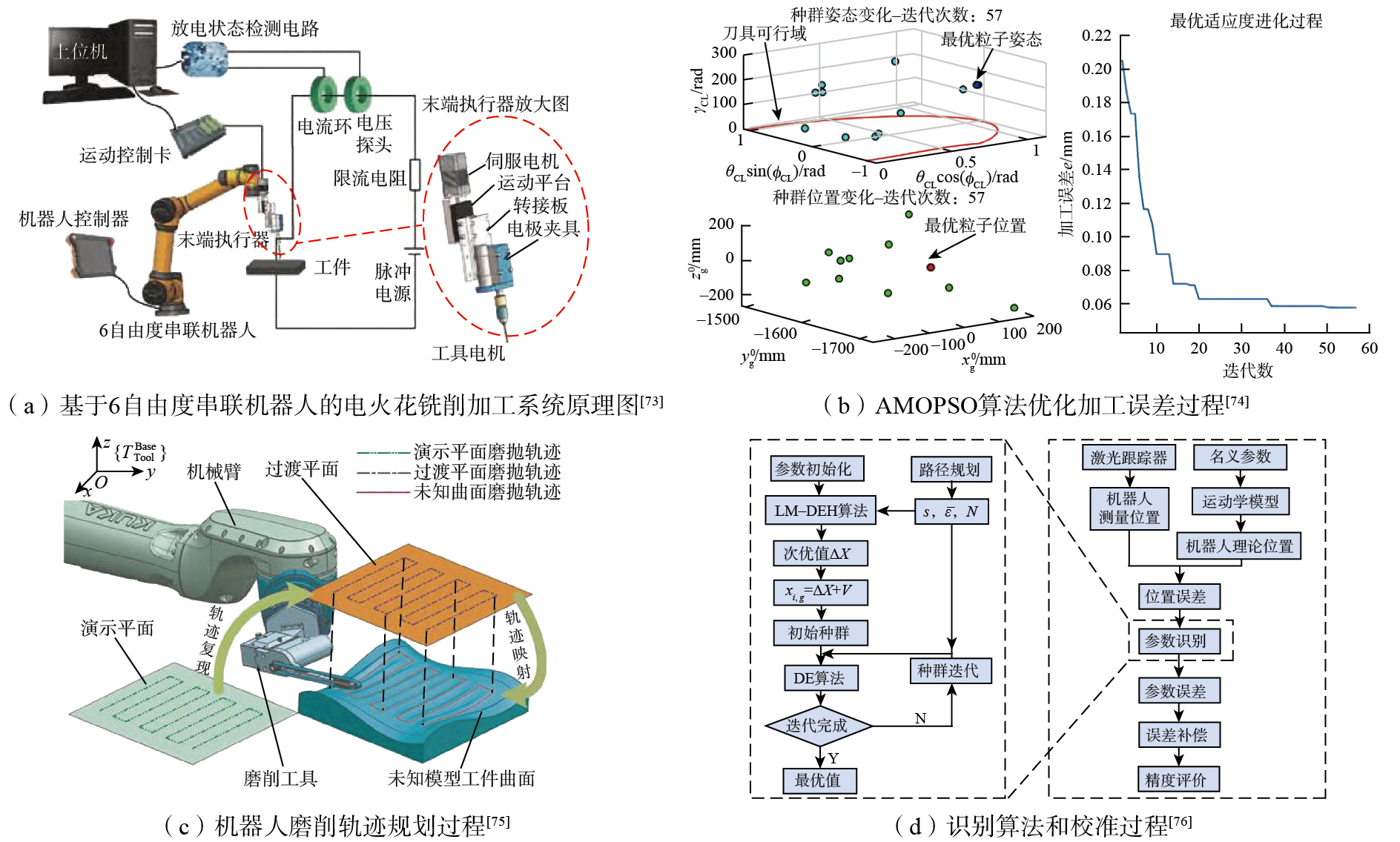
单体机器人高精密制造与控制技术以工业机器人或移动式机器人为执行载体,以可快速切换的末端执行机构为执行工具,例如电主轴、磨抛工具等。通过高精度运动学/动力学建模与补偿、加工轨迹规划与优化、加工颤振抑制与控制等关键技术,持续提升机器人化制造装备的精度和可靠性,使机器人化制造装备能够在铣削、磨抛、钻孔、镗孔等多种加工场景中实现高效应用,从而满足航空工业领域各类零部件的加工需求,如图7所示。
单体机器人化制造装备,无论是固定式工业机器人或具备自主导航能力的移动式机器人,实现高精密制造的前提都在于构建高精准的物理模型。此模型须涵盖机器人本体的运动学与动力学特性、末端执行机构的加工行为,以及工件与加工环境的相互作用。在机器人本体的高精度建模方面,传统的运动学模型(如D-H参数化)常因实际制造误差、安装偏差及环境因素(如温度变化)而引入累积误差。为提升定位精度,须采用机器人参数辨识技术对机器人关键参数进行辨识,并对机器人正/逆运动学模型进行修正。郭辉等[
65
66
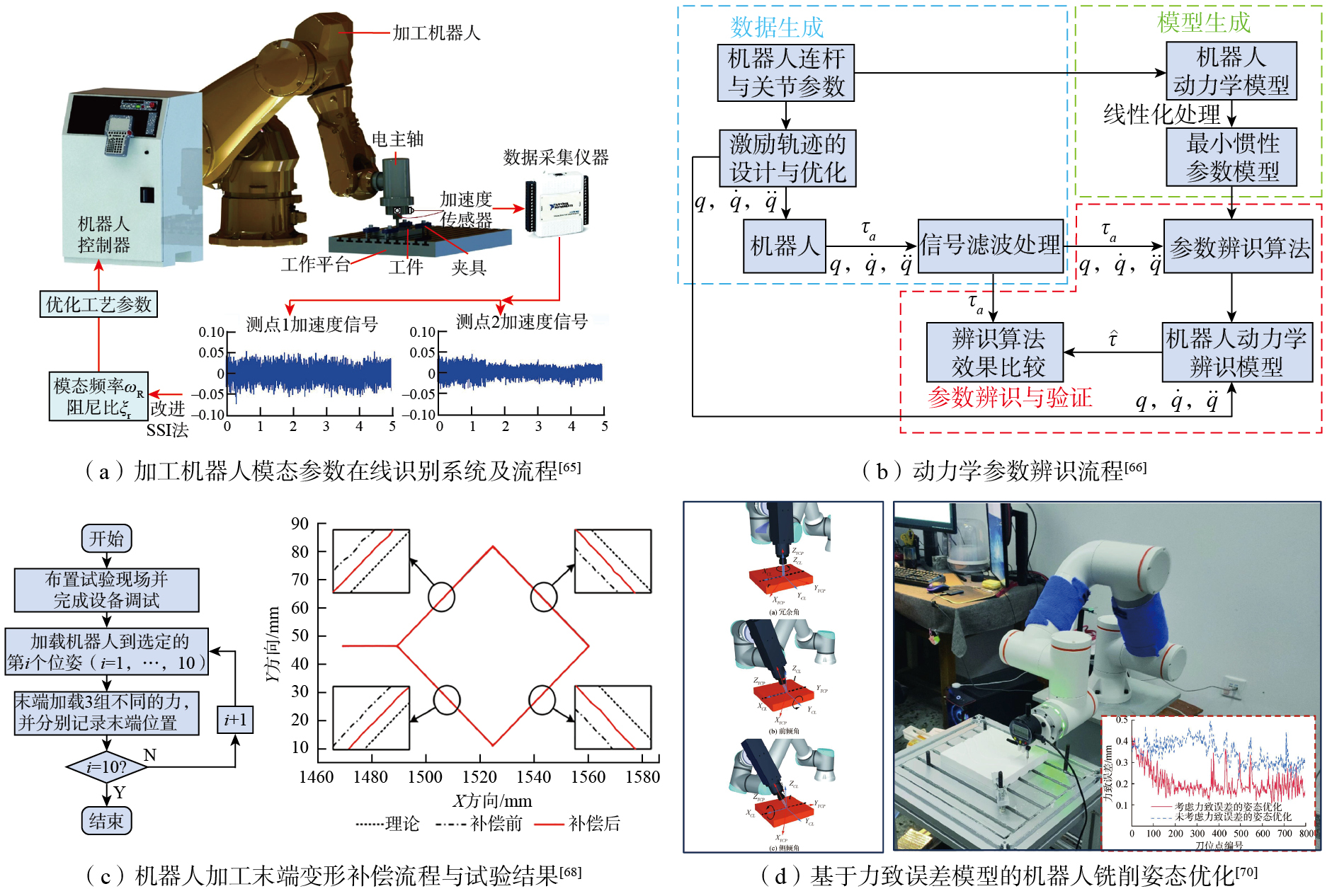
此外,机器人本体的结构柔性和非线性特性(如刚度退化、齿轮间隙、关节摩擦)对加工精度有显著影响,需要建立基于有限元分析(FEA)的结构柔性模型,并结合模态分析识别关键振动模态,进而发展自适应结构变形补偿算法[
67
68
69
70
71
针对单体机器人制造装备在铣削、磨抛、钻孔、镗孔等复杂加工场景下的应用需求,机器人加工轨迹规划与优化技术是实现加工精度与效率协同提升的核心,尤其是适应航空领域内结构复杂、型面复杂的航空零部件。此技术的关键在于将CAM生成的刀具路径转换为满足机器人运动学、动力学约束,并兼顾工艺性能的最优关节空间轨迹。首先,在基础轨迹生成阶段,需将CAD/CAM数据经过后处理,转换为适用于机器人控制器格式的指令。此过程不仅包括刀具中心点的插值,更关键的是要考虑机器人的运动学奇点和关节限位[
72
73
74
75
76
77
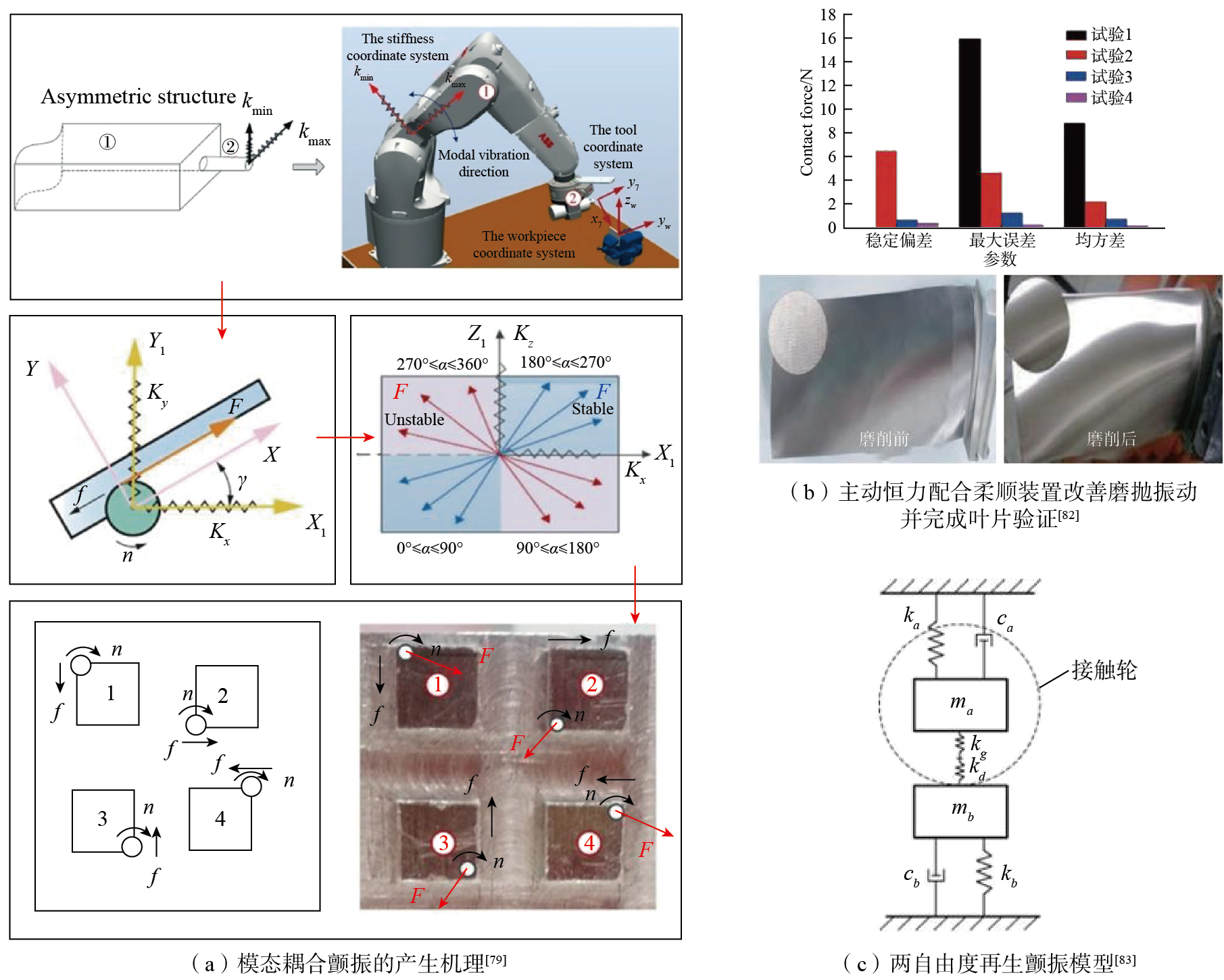
在单体机器人加工过程中,颤振是影响加工表面质量、刀具寿命以及加工效率的关键挑战。颤振抑制与控制技术旨在通过系统性的方法,降低或消除加工过程中产生的结构性振动。首先,颤振的辨识与建模是基础。这要求建立包含机器人本体、末端执行器(如电主轴)及刀具-工件系统的耦合动力学模型,识别系统的低阶模态频率和振型。通过加速度传感器、声发射传感器或力/力矩传感器进行在线振动监测,并运用频域分析(FFT)、时频分析(如小波变换)来识别颤振的特征频率和幅值,这些监测信息为后续控制策略提供实时依据。在此基础上,发展颤振预测模型,如基于切削力波动模型或再生颤振理论的模型预测潜在的颤振发生条件[
LIU Z W, DENG Z H, YI L X, et al. A review of research on robot machining chatter[J]. The International Journal of Advanced Manufacturing Technology, 2024, 135(1): 49-79.
78-79
79
80
81
82
83
多机器人协同制造与优化是支撑航空工业机器人化智能制造的关键使能技术之一。其研究涉及群体决策、协作策略与资源优化,包括多机器人间的信息共享、任务分配、运动协调及冲突管理,以应对复杂环境下的实时性、鲁棒性和任务动态变化等挑战。基于此,将从多机器人冲突规避与协同控制和机器人任务分解与调度优化两方面进行介绍。
在多机器人系统的集群作业过程中,路径冲突、资源竞争与空间干涉是影响协同效率与作业安全的主要因素。为避免机器人在作业过程中产生碰撞或资源阻塞,需要构建高效的冲突规避与协同执行机制[
84
85
86
87
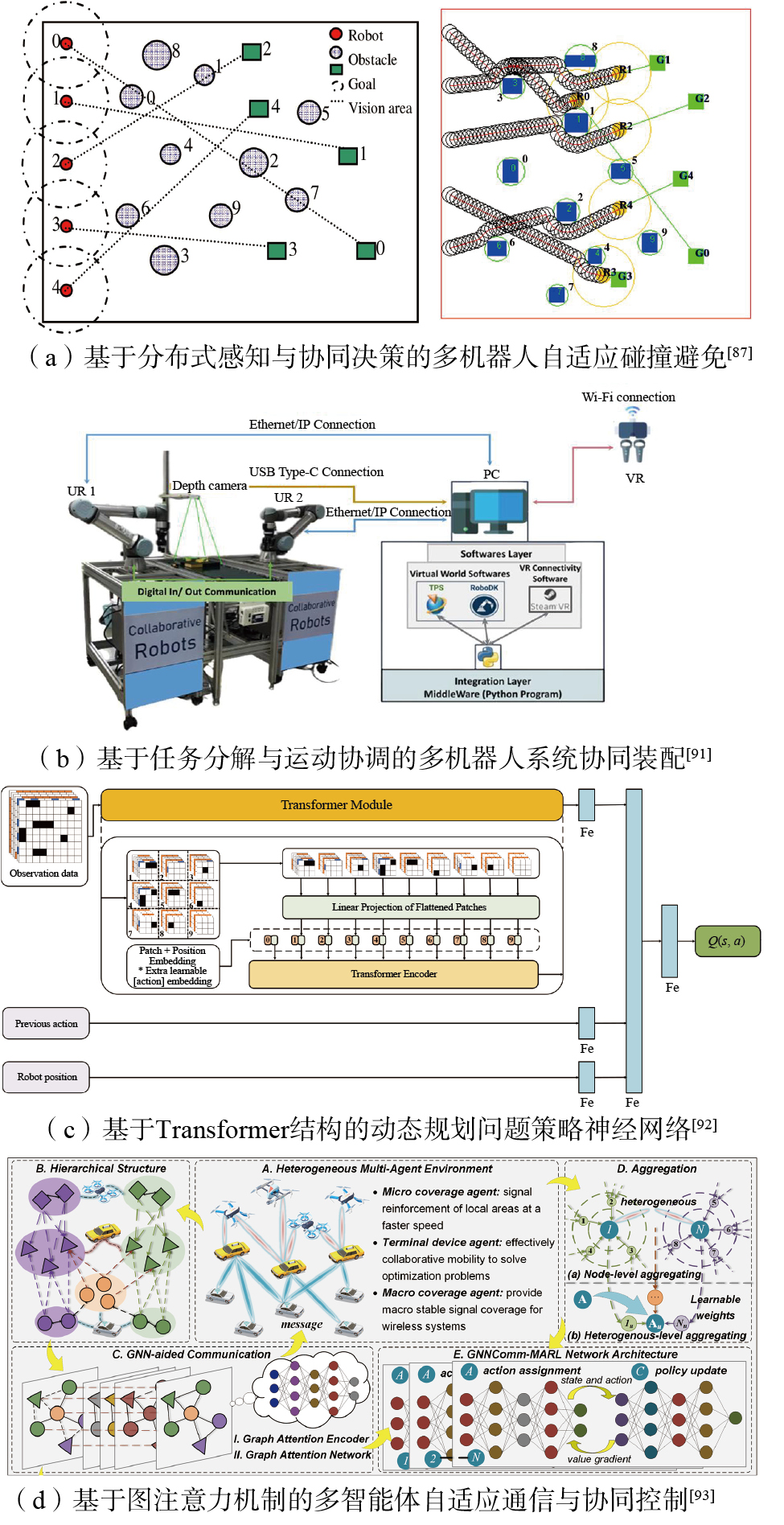
在协同控制层面,研究逐渐从单纯的避碰拓展至多机器人间的协作策略设计。通过引入一致性控制与分布式优化框架,可以在确保安全的前提下实现运动同步与资源共享[
88
89
90
91
近年来,学习驱动的多机器人冲突规避与协同控制方法获得广泛关注。基于深度强化学习的策略能够在动态环境中通过交互学习获得最优避障方案,并在面对多任务并行和环境不确定性时展现良好的适应性。与此同时,研究者引入模仿学习与迁移学习等方法,以加速策略收敛并增强它在多任务并行与环境不确定性下的泛化能力,见图11(c)[
92
93
在重大装备制造与飞行器装配等复杂生产场景中,任务通常呈现多工序、多约束与多目标的特征,单一机器人难以完成全部作业,因而需要多机器人系统通过任务分解与调度优化实现协同执行。任务分解的核心在于将整体生产任务按照空间位置、时间顺序及工艺要求拆分为可执行的子任务,并在保证任务依赖关系与工艺约束的前提下分配至多个机器人个体,以实现群体智能驱动下的生产过程协同[
94
在调度优化方面,研究主要聚焦于多目标优化建模与分布式调度策略设计。一类方法采用集中式建模,将任务分配与路径规划统一表述为约束优化问题,并借助遗传算法、粒子群优化、蚁群算法等群智能优化方法求解,以最小化任务完成时间、能耗与路径冲突为目标[
95
96
97
98
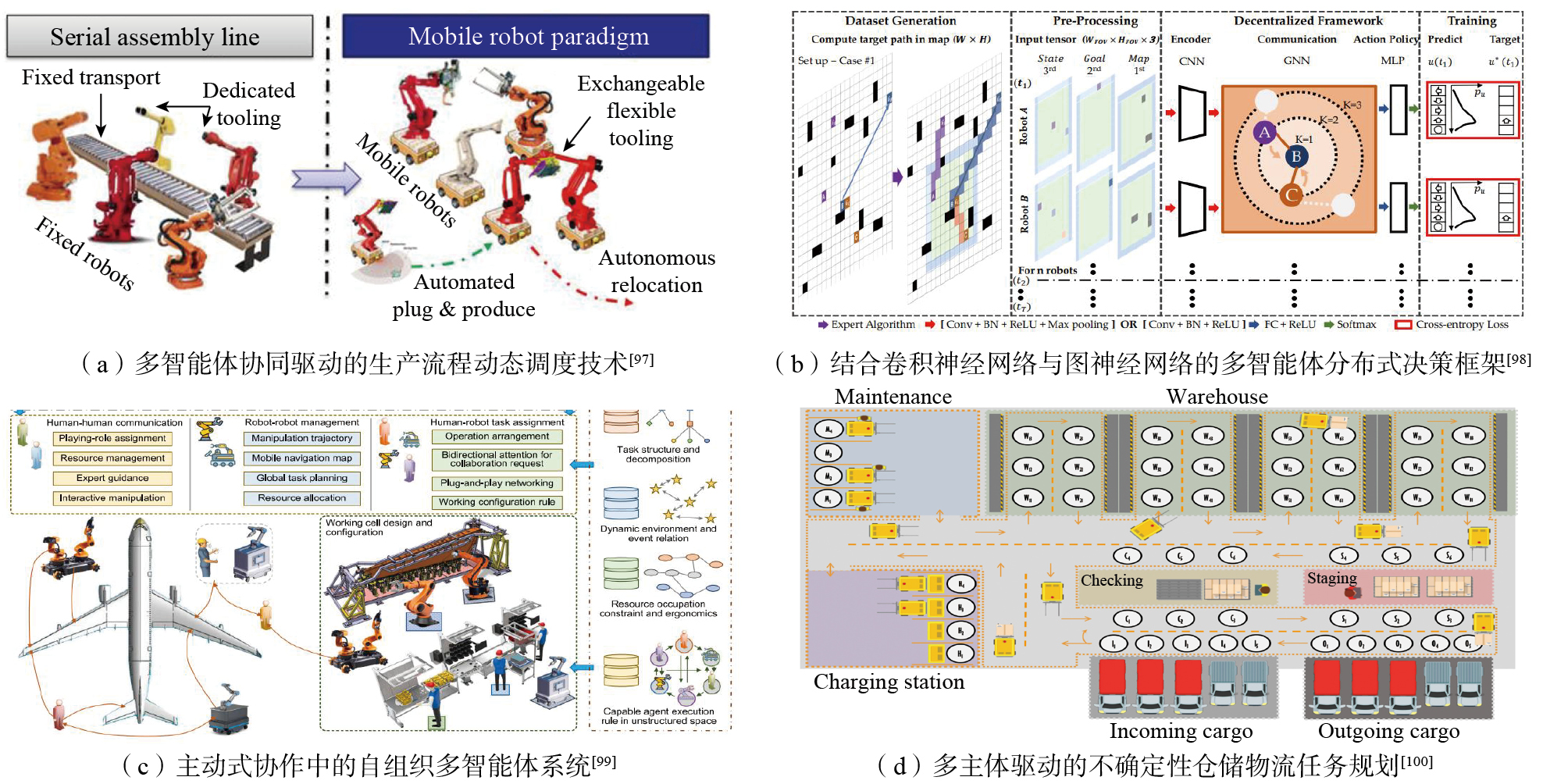
在实际应用中,机器人任务分解与调度的优化效果已得到验证。例如,在航空航天装配制造场景中,通过基于互认知、可预测与自组织视角的多机器人协作搬运调度,能够显著缩短装配周期并提升鲁棒性,如图12(c)所示[
99
100
人机协作与混合作业的主要目的在于保障作业过程中的安全性与高效性,同时提升复杂任务中的柔性与智能水平。具体包括实现人与机器的安全交互、通过合理任务分配策略提高协同作业效率,以及提升混合作业场景下的人机信息交互与操作体验。基于此,将从人机安全协作及任务决策和混合作业场景下人机接口技术两方面进行介绍。
航空装配任务复杂且频繁变更,仅依靠预编程难以满足需求,因此机器人需要实时理解工人的意图,实现灵活协作。意图识别通常采用多模态感知途径,如语音指令、手势动作、注视目标及肌电(EMG)信号等,将这些输入通过融合模型转化为对操作对象和动作的预测,能够提高在嘈杂、遮挡环境下的鲁棒性。Zhao等[
101
102
103
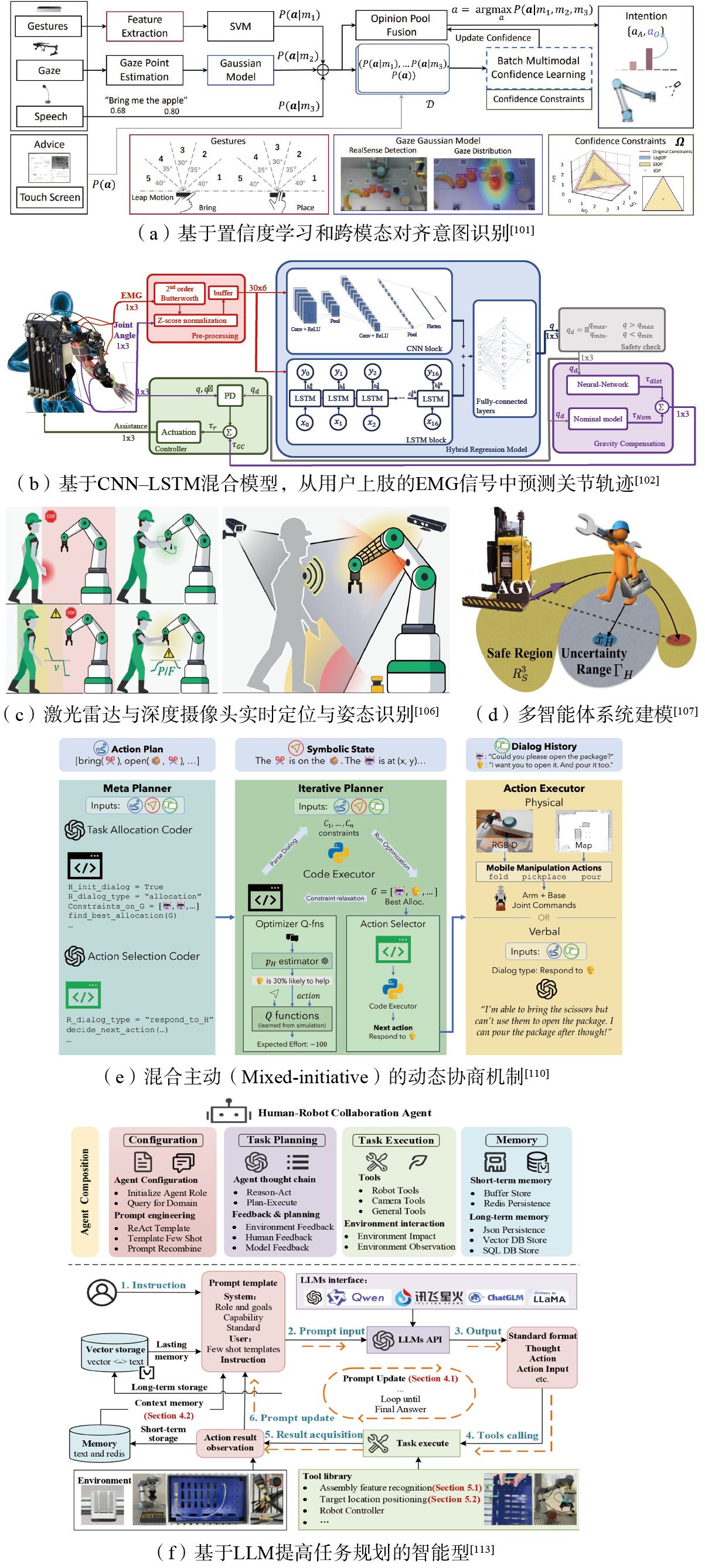
在航空制造场景中,人机共域作业的安全性始终是首要前提。ISO/TS 15066:2016 Robots and robotic devices—Collaborative robots(机器人和机器人装置 协作机器人)标准,对人机协作模式作出了对速度与间距监测(SSM)、功率和力限制(PFL)的基本定义[
104
105
106
107
在混合作业系统中,合理的人机任务划分决策直接影响生产效率与工人负荷。研究者普遍采用多目标优化方法,将生产节拍、工人疲劳度、安全约束等指标纳入综合考量[
108
109
110
111
112
113
增强现实(Augmented reality,AR)通过视觉-惯性SLAM或激光雷达点云配准,完成环境几何与相机位姿的亚厘米级注册,并利用衍射光波导组合器实现低光子延迟、高分辨率的光学融合。跟踪注册方法是将AR维护指导信息与现实世界环境相结合的基础,可分为3种主要方法:基于平面标记的配准、基于CAD模型的配准、基于同步定位和映射SLAM的配准。Wang等[
114
115
116
117
118
119
120
121
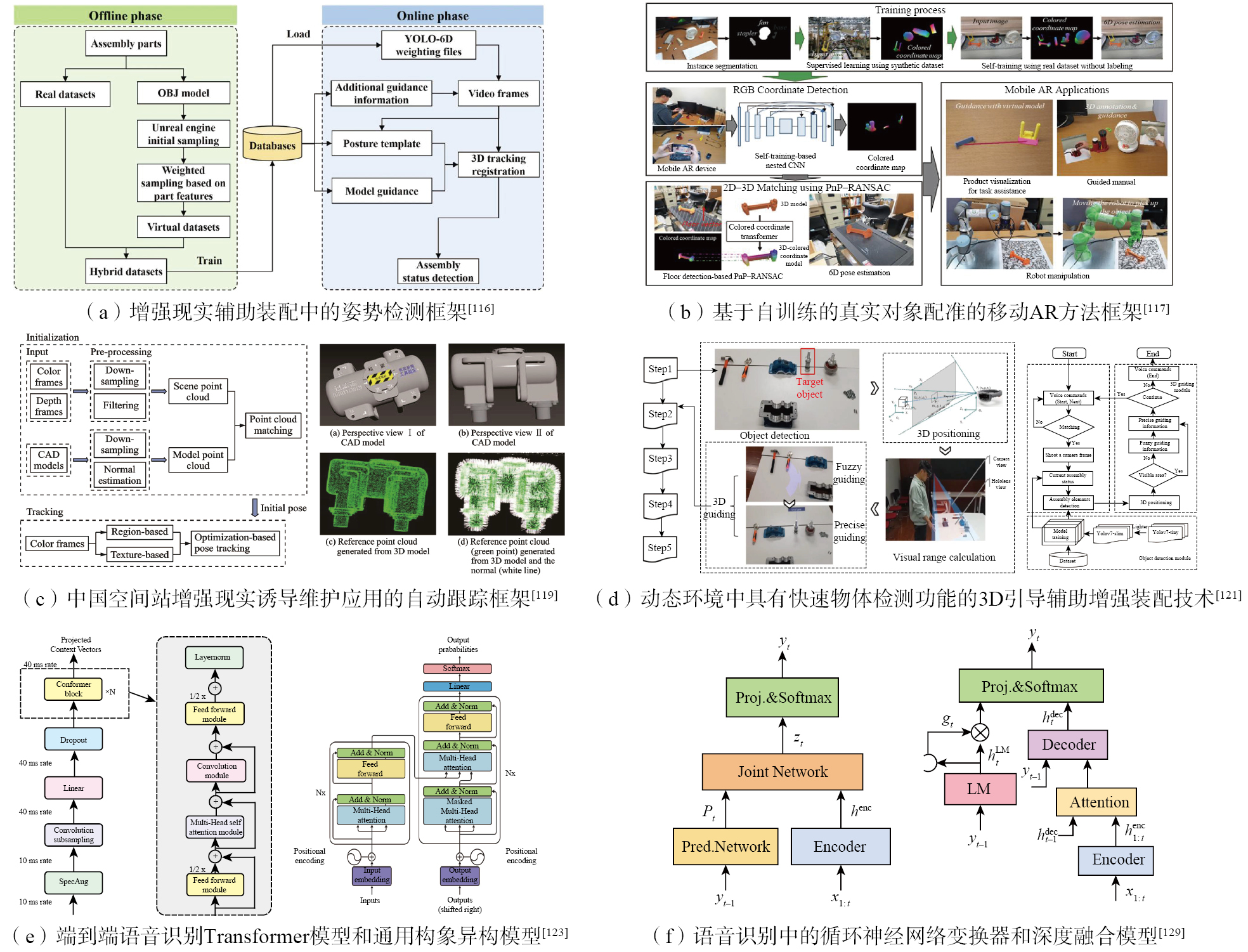
自动语音识别(Automatic speech recognition,ASR)被认为是HMI中的一种尖端语音交互技术[
122
123
124
125
LI X, WANG Y, WANG S, et al. Federated learning for privacy-preserving speech recognition[C]//Proceedings of the 2022 IEEE International Conference on Acoustics, Speech and Signal Processing. New York: IEEE, 2022.
AFOURAS T, CHUNG J S, ZISSERMAN A. The conversation: Deep audio-visual speech enhancement[C]//Proceedings of the 27th International Conference on Neural Information Processing Systems. Cambridge: MIT Press, 2018.
126-128
126
127
128
129
当前围绕数字孪生在航空工业领域的应用,主要涉及两方面:一是聚焦数字孪生落地的技术根基,即通过实时仿真、状态同步与工艺虚实联动,构建虚实空间的实时交互通道,实现制造流程的精准模拟、状态动态匹配及工艺闭环控制,为制造过程的预测性优化提供底层技术保障;二是着眼于数字孪生的系统级应用,即基于数字孪生的制造系统管控,通过整合多维度技术架构与管控逻辑,突破传统管控依赖离线数据、响应滞后、协同性弱的局限,实现制造系统全要素的实时感知、动态调控与全局协同。基于此,将从实时仿真、状态同步与工艺虚实联动,以及基于数字孪生的制造系统管控两个层面,阐述数字孪生如何驱动航空工业实现闭环管控。
实时仿真、状态同步和工艺虚实联动是实现基于数字孪生的制造过程精准预测、优化与控制的基础。针对数字孪生在具体工艺执行环节的应用,通过高保真的动态仿真、物理实体与虚拟模型的精确状态同步,以及基于数据驱动的虚实联动,实现对加工过程的精准预测和实时优化,从而形成工艺级的闭环控制。
在实时仿真方面,数字孪生通过构建物理实体的虚拟模型,实现了对制造流程的精确模拟、预测与优化。Phanden等[
130
131
132
133
134
135
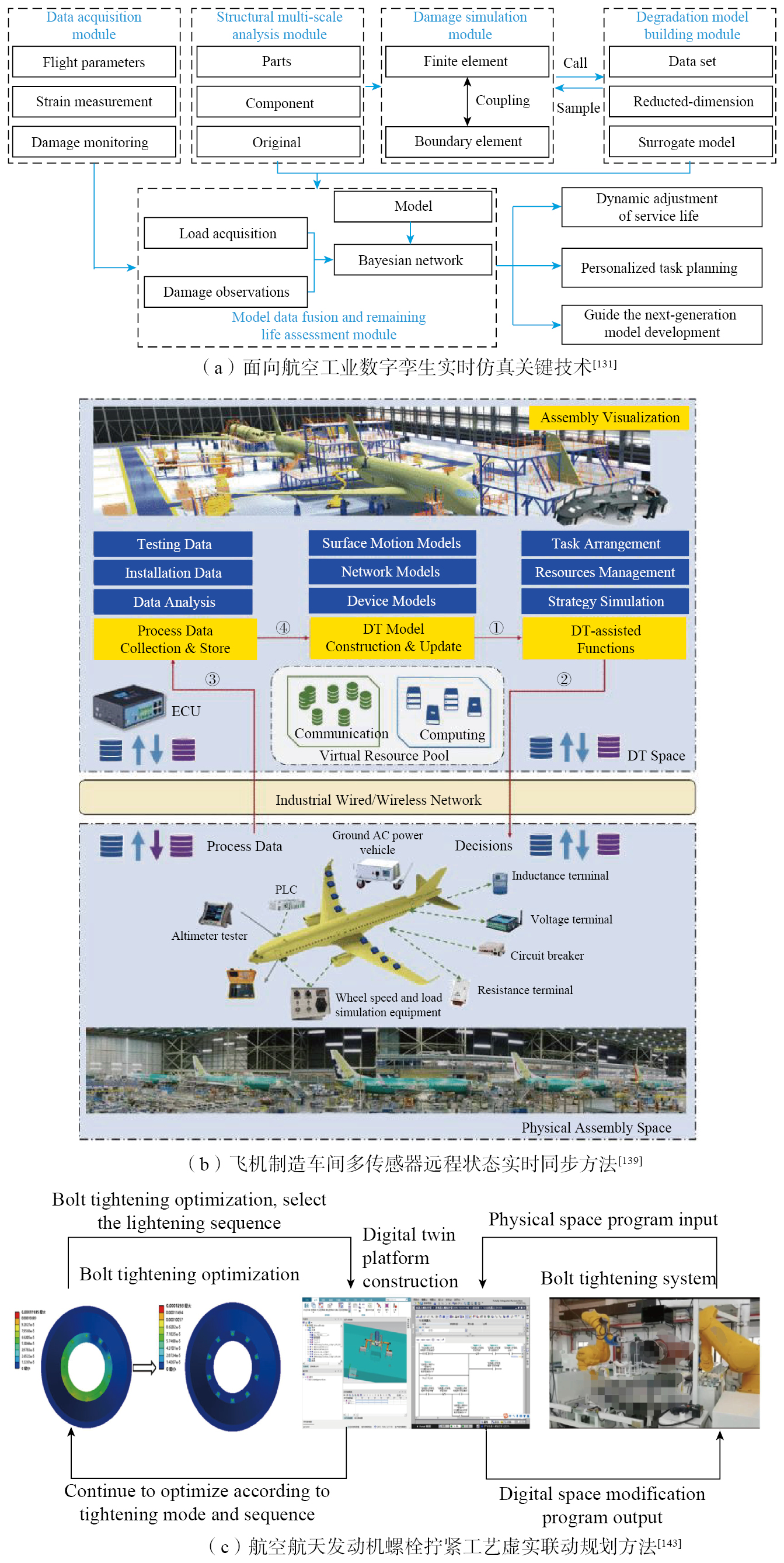
在状态同步方面,确保物理世界与虚拟模型之间的数据实时、准确交互是核心挑战。董雷霆等[
136
137
138
139
在工艺虚实联动方面,研究重点在于如何利用数字孪生和虚拟现实等技术,将虚拟空间的分析与优化成果应用于物理世界的生产活动中。姜善英等[
140
141
142
143
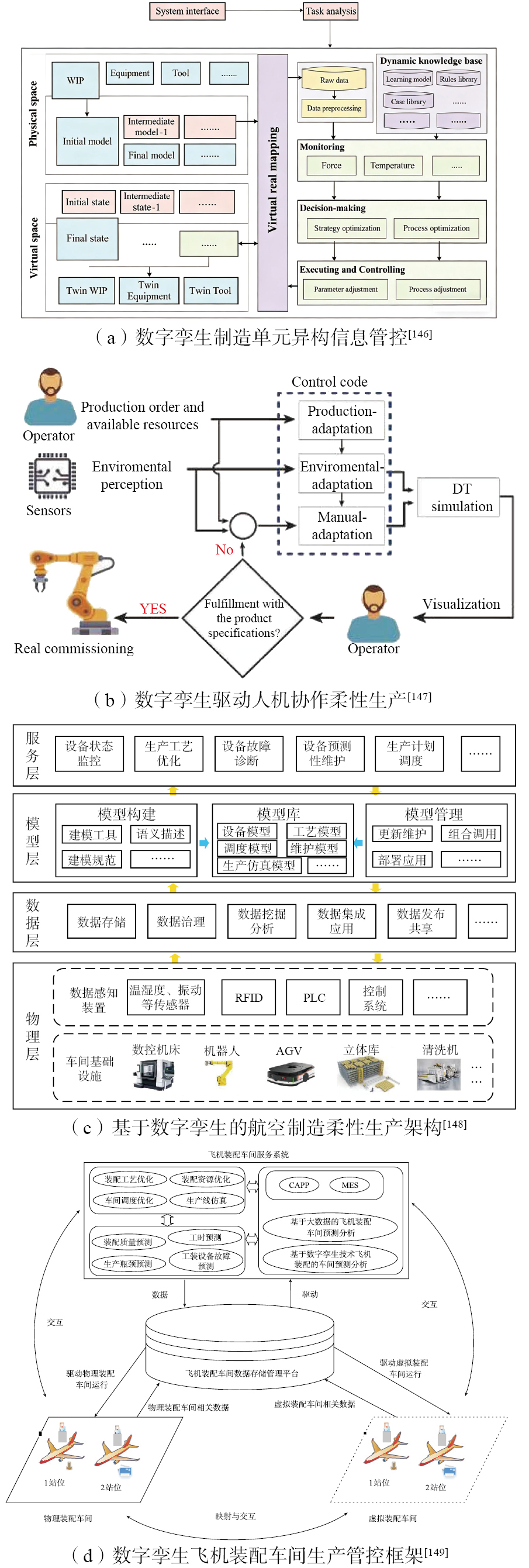
数字孪生建模方法、系统架构设计与跨单元协作机制是实现基于数字孪生的制造系统精准管控与效能提升的核心支撑。针对数字孪生在制造系统管控中的技术实现与场景落地,通过多尺度孪生建模、虚实映射构建、异构网络协作优化及分层架构实践,覆盖从设备健康监控、生产线运营到车间级协同的全维度管控需求,为航空工业场景下的数字孪生应用提供技术路径与实践参考。
随着制造业向智能化、柔性化深度转型,传统制造系统管控在动态响应、协同效率与精准优化上的局限日益凸显,数字孪生技术已成为突破上述瓶颈的核心支撑。当前学界围绕基于数字孪生的制造系统管控展开多维度探索。韩冬阳等[
144
145
146
147
148
149
150
由于装配环节是航空制造中最复杂且精度要求较高的关键工序,直接影响航空产品结构完整性与气动性能,因此本文选取了飞机大型壁板双机器人自动钻铆协同装配与大型成品和部件人机协作柔性装配两个典型场景。这两个典型场景充分体现了机器人技术、人机协作、智能感知及控制、数字孪生等先进技术的融合应用,能够直观展示智能制造系统在高精度、大尺寸复杂结构处理中的能力,并有效揭示航空工业机器人化智能制造的应用成效与发展趋势,具有重要的示范价值与推广意义。
随着民机制造由试制验证向规模化、系列化批量生产迈进,航空装配呈现出“多品种、小批量、高度定制化”与“高节拍、高质量、高一致性”并存的特征。以典型的大型客机机身加筋壁板为例,其长度可达15 m以上、宽度逾3 m,而蒙皮厚度仅1.2~2.0 mm,属于典型的大尺寸薄壁构件。单块壁板铆钉数量可达数千至上万颗,结构柔性高、易变形,对钻铆过程的支撑刚性与协同精度提出了极高要求。为应对这一挑战,面向飞机大型壁板的双机器人自动钻铆协同装配单元研制成功,实现了双机协同的高精度制孔与铆接一体化操作,为民机装配的自动化与智能化转型提供了示范样板,如图17所示。

该单元基于模块化设计理念,集成制孔、供钉、铆接与反顶等一体化能力,并融合激光跟踪、三维视觉、力觉传感等辅助模块,形成“感知-决策-执行”闭环控制体系。此外,还具备快速工艺重构与柔性换型能力,通过模块化末端工具(如快换钻铆头、自适应顶铁)、可编程协同路径规划及参数化工艺模板,实现不同尺寸、曲率、材料组合壁板的“一键切换”,满足多品种混线装配的敏捷响应需求。然后,在大工作空间内实现钻铆端与顶铁端末端协同定位精度优于±0.1 mm,同步响应延迟低于5 ms,并具备高频铆接下的振动抑制与力位混合控制能力,确保沉头铆钉凸出量、镦头尺寸等关键指标满足航空标准。最后,在功能实现上,系统具备多工艺集成、自适应工艺调控与数字追溯3大核心能力。一是通过打破“机器人-供钉-制孔-铆接-检测”环节间的自动化孤岛,构建统一通信架构与数据主线,支持从CAD模型到工艺执行的全流程数据贯通;二是利算法与边缘计算技术,基于力、声发射与视觉多源信号,实时识别材料叠层状态与孔壁质量,自适应调整进给速度与铆接力,确保异质材料叠层结构下的连接一致性;三是实现“一钉一码”全流程质量追溯,工艺参数、检测数据与设备状态实时上传MES系统,构建钻铆过程数字孪生体,为后续虚实联动的工艺优化与异常预警提供基础。
该双机器人自动钻铆协同装配单元的应用显著提升了大型薄壁构件的装配精度与节拍效率,实现了关键工序的自动化与过程透明化。未来还将通过数字孪生与智能感知驱动,实现从“经验驱动”向“数据驱动”的转变,为民机高端结构件的智能装配提供了可复用、可扩展的技术路径,对推动航空装配由自动化向智能化、柔性化转型具有工程示范意义。
大型成品和部件的精密对合是飞机总装阶段的关键工序,其装配质量直接关系到整机结构的完整性和气动性能。尤其在非结构化装配环境中,由于无法提前定位部件、设备和机体之间的相对位置关系,因此难以通过预设轨迹的方式实现定位,导致传统的自动化设备无法直接适用。此外,当部件间距离较近、存在碰撞风险时,通常仍须依赖操作人员介入处理。传统采用机械工装辅助的人工装配方式,存在调姿灵活性不足、装配精度受限及劳动强度大等问题,难以适应现代航空制造对高质量、高效率与柔性化装配的需求。随着航空装配技术向自动化、数字化与智能化方向发展,大型成品和部件人机协作柔性装配系统研发成功,通过人机融合控制与主动柔顺装配技术,实现了复杂部件在非结构化场景下的高精度、高安全对合操作,其技术框架如图18所示。
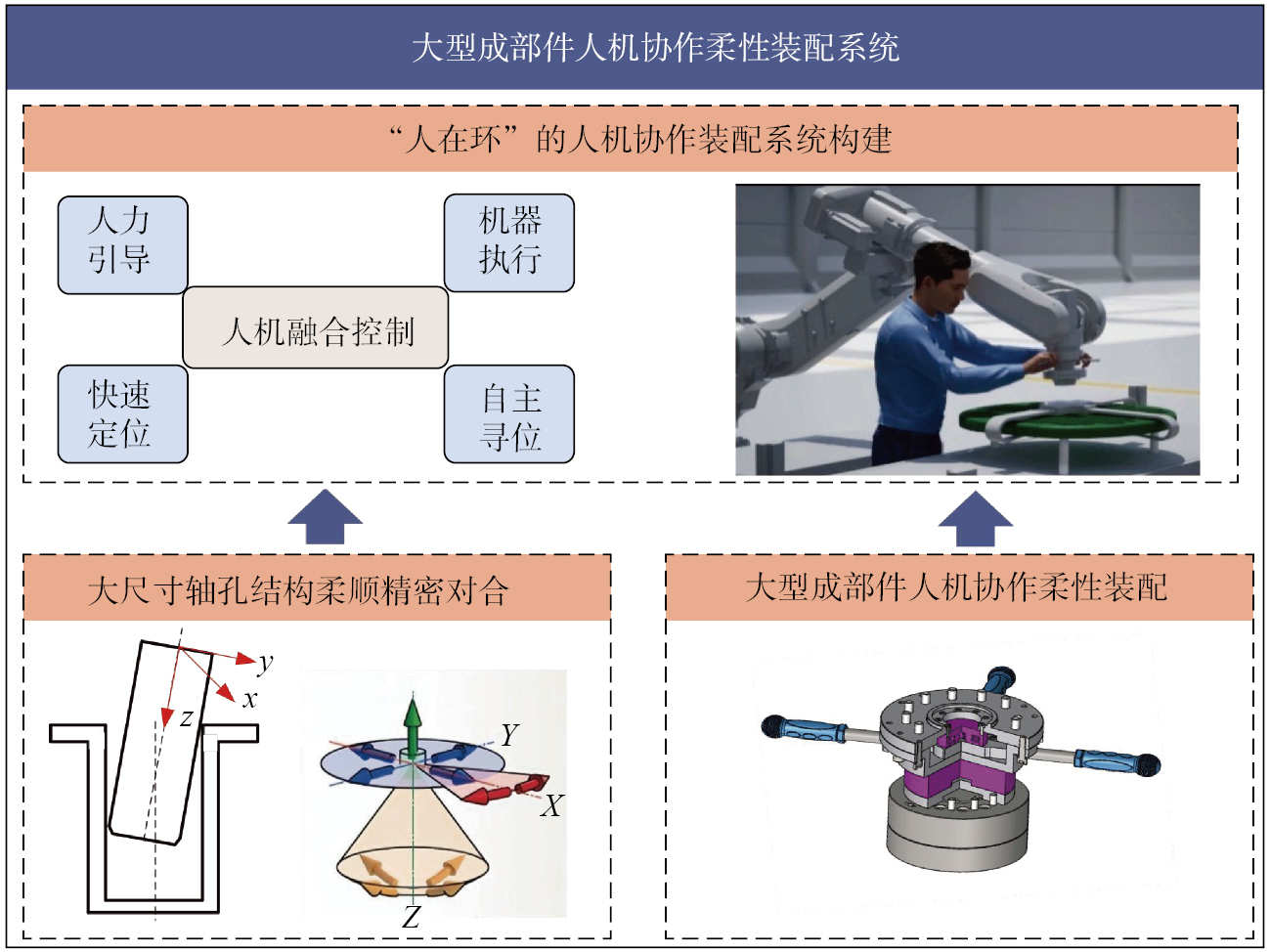
该系统以工业机械臂作为调姿与装配的执行主体,集成了六维力/力矩传感与主动柔顺控制算法,构建出“人力决策引导、机器放大执行”的协同工作范式,使操作人员可通过直接拖拽方式介入控制,将人的感知与决策能力融入设备控制闭环,从而在欠定位环境下实现自主寻位与快速定位。相较于传统依赖测量引导的刚性轨迹控制方式,该人机协作模式显著降低了操作复杂度,在狭窄空间或近距离对合场景中具备更高的安全性与灵活性,能够有效规避刚性碰撞风险。在应对装配过程中的复杂接触与精密对合任务时,系统通过六维力/力矩传感与主动柔顺控制算法实时识别接触状态并进行动态调整,展现出对精密装配过程的自适应协调能力,有效防止卡滞情况的发生,实现连续、平稳的对接操作,从而避免了传统依赖人力推装或早期远中心柔顺装置所带来的操作繁琐与精度不足问题。此外,末端执行器采用模块化快换设计,可根据不同部件形式快速切换适配夹具,广泛适应多类对象的装配需求,最终构建成一个可扩展、通用化程度高的人机协作柔性装配平台。
相较于传统的人工装配方式,该人机协作柔性装配系统在装配精度、操作效率与作业安全性方面均取得显著提升。机械臂的高精度调姿与主动柔顺控制有效消除了传统人工“强迫装配”造成的结构应力集中与误差累积问题;人机协同牵引控制显著提升了大部件对合的操作效率,降低了人员负荷与工时需求,实现了“柔性装配、高精度控制、安全协作”三者的有机统一。该系统的成功应用标志着我国大型成品和部件装配技术正由经验驱动向智能感知与协同决策驱动转变,为构建新一代航空人机协作装配体系提供了重要的工程示范路径。
本文围绕面向航空工业的机器人化智能制造展开研究,系统梳理了其发展状况、关键技术与典型场景。首先,从宏观层面总结了航空制造在多品种、小批量、高精度要求下所面临的传统制造瓶颈,阐明了机器人化与智能制造技术在航空制造体系转型中的必要性与现实价值。其次,从高精度感知与环境建模、单体机器人高精密制造与控制、多机器人协同制造与优化、人机协作与混合作业、数字孪生赋能机器人化制造管控等方面,系统归纳了支撑航空制造智能化转型的核心技术进展。最后,基于典型场景的应用案例揭示了机器人化智能制造在面向航空工业中大型壁板、成部件加工装配等环节上的应用成效与推广潜力。
当前,机器人化智能制造在航空工业的实践推广已成为大势所趋,它与人工智能、数字孪生、网络化协同等技术的深度融合,为航空制造业实现数字化、网络化、智能化转型提供了坚实的技术支撑,也为提升生产效率、制造柔性和产品质量提供了新手段。随着技术的不断成熟,机器人化智能制造有望在航空制造模式中实现更加柔性化、智能化和人机共融的发展,从而满足多品种、变批量及高复杂度部件的生产需求。
展望未来,面向航空工业的机器人化智能制造呈现多维度发展趋势。首先,航空工业制造系统未来将具备完全的自感知、自校准与自优化能力,使机器人能够在复杂、多变的航空制造环境中自主识别加工条件、动态调整运动策略,从而实现超精密、高稳定性的全流程自主制造。其次,未来人与机的深度融合,将使智能制造系统具备多层级、自组织的协作能力,机器人集群与工人能够在动态任务、突发干扰下实现自适应调度与资源共享,从而构建高度柔性化、弹性化的生产体系,进一步支持复杂结构件和大规模装配任务的高效执行。最后,人工智能和数字孪生的持续赋能将推动航空工业系统向全流程智能化、预测性、决策化发展,实现从单点优化向系统级集成调控与自适应优化转变,形成可持续、绿色且自主演化的智能制造生态。总之,未来航空制造模式将向高度自主柔性化、人机共融化与系统自适应优化方向演进,为航空工业在高端装备制造领域开辟新的发展机遇与战略路径。
 | 黄思翰 特聘研究员,博士生导师,主要研究方向为机器人化智能制造关键技术及应用。 |
参考文献
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] | |
| [29] | |
| [30] | |
| [31] | |
| [32] | |
| [33] | |
| [34] | |
| [35] | |
| [36] | |
| [37] | |
| [38] | |
| [39] | |
| [40] | |
| [41] | |
| [42] | |
| [43] | |
| [44] | |
| [45] | |
| [46] | |
| [47] | |
| [48] | |
| [49] | |
| [50] | |
| [51] | |
| [52] | |
| [53] | |
| [54] | |
| [55] | |
| [56] | |
| [57] | |
| [58] | |
| [59] | |
| [60] | |
| [61] | |
| [62] | |
| [63] | |
| [64] | |
| [65] | |
| [66] | |
| [67] | |
| [68] | |
| [69] | |
| [70] | |
| [71] | |
| [72] | |
| [73] | |
| [74] | |
| [75] | |
| [76] | |
| [77] | |
| [78] | |
| [79] | |
| [80] | |
| [81] | |
| [82] | |
| [83] | |
| [84] | |
| [85] | |
| [86] | |
| [87] | |
| [88] | |
| [89] | |
| [90] | |
| [91] | |
| [92] | |
| [93] | |
| [94] | |
| [95] | |
| [96] | |
| [97] | |
| [98] | |
| [99] | |
| [100] | |
| [101] | |
| [102] | |
| [103] | |
| [104] | |
| [105] | |
| [106] | |
| [107] | |
| [108] | |
| [109] | |
| [110] | |
| [111] | |
| [112] | |
| [113] | |
| [114] | |
| [115] | |
| [116] | |
| [117] | |
| [118] | |
| [119] | |
| [120] | |
| [121] | |
| [122] | |
| [123] | |
| [124] | |
| [125] | |
| [126] | |
| [127] | |
| [128] | |
| [129] | |
| [130] | |
| [131] | |
| [132] | |
| [133] | |
| [134] | |
| [135] | |
| [136] | |
| [137] | |
| [138] | |
| [139] | |
| [140] | |
| [141] | |
| [142] | |
| [143] | |
| [144] | |
| [145] | |
| [146] | |
| [147] | |
| [148] | |
| [149] | |
| [150] | |