Experimental Study on Drilling of CFRP/Ti6Al4V Laminates Using ScCO2-Based Cryogenic Minimum Quantity Lubrication
Citations
LI Yinggang, CHEN Yan, YANG Haojun, et al. Experimental study on drilling of CFRP/Ti6Al4V laminates using ScCO2-based cryogenic minimum quantity lubrication[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 20240423.
1.College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing210016, China
2.JITRI Jiangsu Industrial Technology Research Institute, Nanjing210016, China
Citations
LI Yinggang, CHEN Yan, YANG Haojun, et al. Experimental study on drilling of CFRP/Ti6Al4V laminates using ScCO2-based cryogenic minimum quantity lubrication[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 20240423.
Abstract
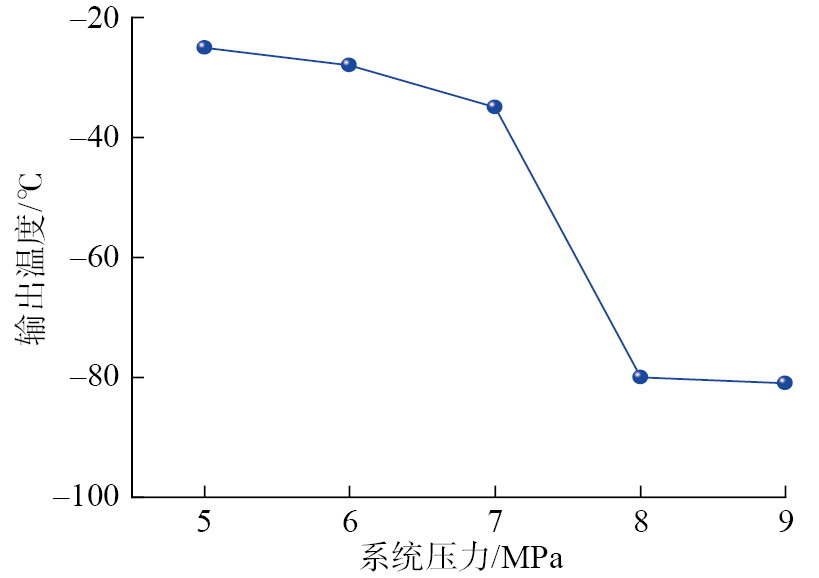
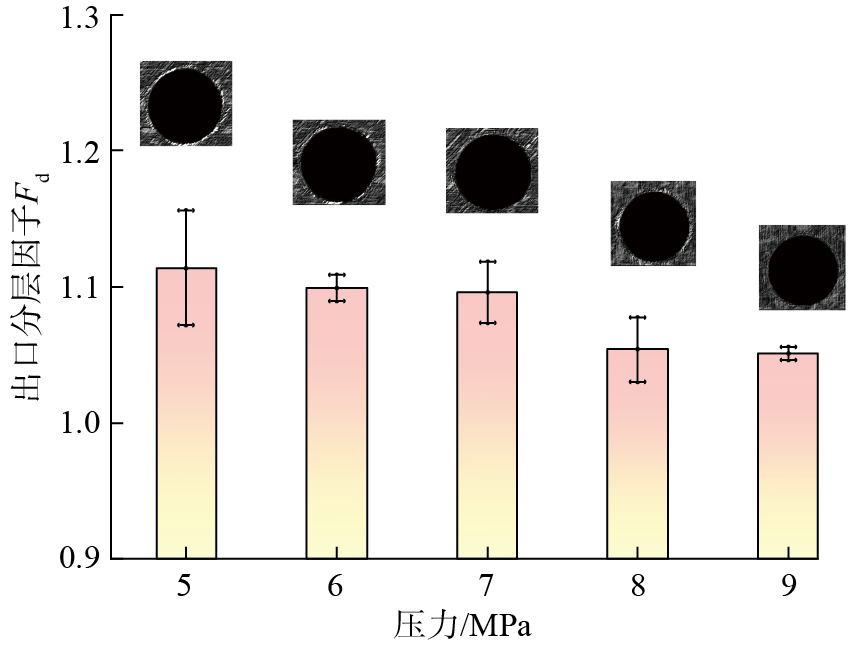
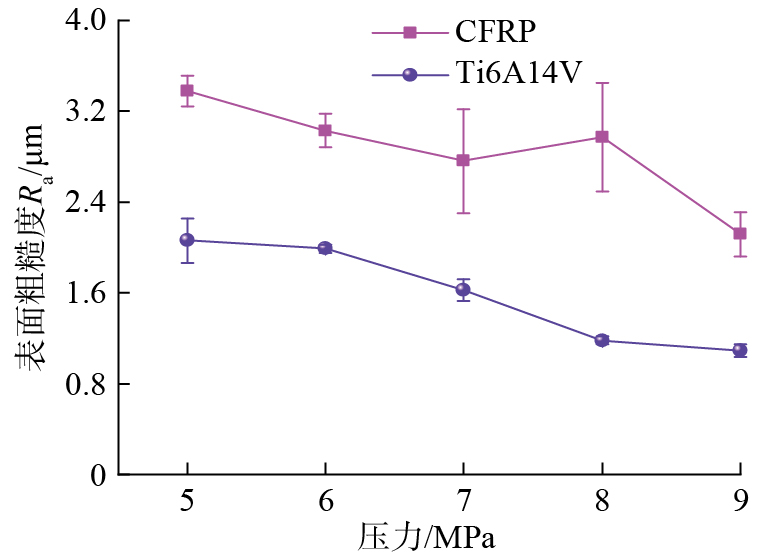
To reduce drilling temperatures and improve the machining quality of CFRP/Ti6Al4V laminates, this study proposed a cryogenic minimum quantity lubrication (CMQL) technique, utilizing the high solubility of lubricant in supercritical carbon dioxide (ScCO2). Tests were conducted on the droplet atomization performance and output temperature of the CMQL system, followed by low-frequency vibration drilling experiments under CMQL conditions for CFRP/Ti6Al4V laminates. The influence of CO2 pressure on laminate drilling was analyzed. The results demonstrate that increasing CO2 pressure enhances the atomization and cooling capability of the CMQL system. When the pressure increases to 8 MPa, CO2 presents as supercritical state, and the output temperature drops to below –80 ℃. As the system pressure rises from 5 MPa to 9 MPa, the drilling temperatures of CFRP and Ti6Al4V layers decrease by 15.91% and 50.78%, axial forces increase by 65.22% and 20.26%, and torques decrease by 23.33% and 16.77%, respectively. Moreover, the burr height at the Ti6Al4V layer exit decreases by 42.04%, the delamination factor at the CFRP layer exit is reduced by 5.41% and a low roughness of borehole wall of CFRP/Ti6Al4V laminates is achieved at pressures of 7 MPa, 8 MPa and 9 MPa.
碳纤维增强树脂基复合材料(Carbon fiber reinforced polymer,CFRP)具有低密度、高比强度、耐疲劳等优点[ 陈燕, 葛恩德, 傅玉灿, 等. 碳纤维增强树脂基复合材料制孔技术研究现状与展望[J]. 复合材料学报, 2015, 32(2): 301–316.CHEN Yan, GE Ende, FU Yucan, et al. Review and prospect of drilling technologies for carbon fiber reinforced polymer[J]. Acta Materiae Compositae Sinica, 2015, 32(2): 301–316. 1]。Ti6Al4V具有比强度高、耐高温、耐腐蚀等特性[ YUAN C G, PRAMANIK A, BASAK A K, et al. Drilling of titanium alloy (Ti6Al4V)—A review[J]. Machining Science and Technology, 2021, 25(4): 637–702. 2],与CFRP组成的叠层结构不仅克服了CFRP冲击强度不足的问题,而且增加了整体结构的疲劳强度,因此该结构在航空航天领域得到了广泛应用[ 索煜豪, 陈涛, 李红博. CFRP/Ti叠层超声辅助变参数钻削界面温度试验研究[J]. 航空制造技术, 2024, 67(9): 70–77.SUO Yuhao, CHEN Tao, LI Hongbo. Experimental research on interface temperature in ultrasonic-assisted variable parameters drilling of CFRP/Ti stacks[J]. Aeronautical Manufacturing Technology, 2024, 67(9): 70–77. 3]。在我国研制的C919和C929宽体客机中,CFRP/Ti6Al4V叠层结构被应用于机翼主梁、起落架连接部件及机身承载结构中,不仅提升了飞机的结构强度,而且显著降低了整机重量,提高了飞行效率和经济性。然而这两种材料性能迥异且均为难加工材料,在CFRP/Ti6Al4V叠层结构的钻削加工过程中,由于较高的钻削温度,容易导致CFRP发生严重出口分层、Ti6Al4V出口毛刺较高、孔径一致性差等问题[ 陈怡晴, 王晓强, 田英健, 等. CFRP/钛合金叠层材料钻削研究进展[J/OL]. 机械科学与技术, [2024–07–16]. https://link.cnki.net/urlid/61.1114.TH.20240712.1547.004.CHEN Yiqing, WANG Xiaoqiang, TIAN Yingjian, et al. Progress in drilling of CFRP/Ti composite[J]. Mechanical Science and Technology for Aerospace Engineering, [2024–07–16]. https://link.cnki.net/urlid/61.1114.TH.20240712.1547.004. 刘书暖, 夏文强, 王宁, 等. CFRP/钛合金叠层构件低温钻削的轴向力与成孔质量研究[J]. 航空制造技术, 2019, 62(13): 82–86.LIU Shunuan, XIA Wenqiang, WANG Ning, et al. Research on thrust force and hole quality of drilling CFRP/Ti stacks in low temperature[J]. Aeronautical Manufacturing Technology, 2019, 62(13): 82–86. 4-5],降低了CFRP/Ti6Al4V叠层结构的加工质量,影响装配性能,严重制约该材料在航空领域中的应用[ 李春奇, 康晓峰, 杨浩骏, 等. 加工参数对CFRP/Al叠层材料制孔质量的影响[J]. 机械制造与自动化, 2016, 45(3): 42–46.LI Chunqi, KANG Xiaofeng, YANG Haojun, et al. The influence of cutting parameters on the hole quality in CFRP and Al stacked material[J]. Machine Building & Automation, 2016, 45(3): 42–46. 郑伟, 王大维, 邵福杰, 等. 加工参数对CFRP/Al夹层结构制孔分层损伤的影响和控制策略研究[J]. 航空制造技术, 2024, 67(21): 114–121.ZHENG Wei, WANG Dawei, SHAO Fujie, et al. Research on influence of processing parameters on delamination damage and control strategies of CFRP/Al interlayer structure during drilling[J]. Aeronautical Manufacturing Technology, 2024, 67(21): 114–121. 6-7]。
CFRP具有吸湿特性,钻削时一般使用最小微量润滑(Minimum quantity lubrication,MQL)工艺对叠层结构进行冷却润滑。Xu等[ XU J Y, JI M, CHEN M, et al. Experimental investigation on drilling machinability and hole quality of CFRP/Ti6Al4V stacks under different cooling conditions[J]. The International Journal of Advanced Manufacturing Technology, 2020, 109(5): 1527–1539. 8]研究了CFRP/Ti6Al4V叠层结构在干切削和MQL条件下的钻削表现和钻孔质量,试验结果表明,相较于干切削加工,MQL切削显著降低了钻孔扭矩和能量消耗,减少了CFRP的孔壁损伤和Ti6Al4V出口毛刺的形成,并获得了更好的孔径精度。Hussein等[ HUSSEIN R, SADEK A, ELBESTAWI M A, et al. The effect of MQL on tool wear progression in low-frequency vibration-assisted drilling of CFRP/Ti6Al4V stack material[J]. Journal of Manufacturing and Materials Processing, 2021, 5(2): 50. 9]研究了CFRP/Ti6Al4V叠层结构低频振动辅助制孔在不同加工参数下的刀具磨损机制和制孔质量,试验结果表明,在转速为3000 r/min时,与传统钻削(干切削)相比,MQL低频振动辅助制孔过程的温度降低了63%,且没有发生切屑粘结现象,CFRP没有出口分层,刀具寿命更长。Ji等[ JI M, XU J Y, CHEN M, et al. Effects of different cooling methods on the specific energy consumption when drilling CFRP/Ti6Al4V stacks[J]. Procedia Manufacturing, 2020, 43: 95–102. 10]在干切削加工和MQL条件下进行了CFRP/Ti6Al4V叠层结构的钻削试验,结果表明,MQL能够有效降低刀具与孔壁之间的摩擦力,从而显著减小钻削力矩,CFRP孔壁更为平滑,表面缺陷数量显著减少。然而,随着航空领域大孔径、大厚度CFRP制孔需求的不断提出,MQL的冷却润滑效果已无法满足加工需求,容易导致刀具寿命降低和工件表面质量下降。
近年来,低温加工技术由于换热能力强、绿色环保和廉价的优点,得到了国内外研究人员的广泛关注,主要包括液氮(Liquid nitrogen,LN2)和CO2(Liquid carbon dioxide(LCO2)及Supercritical carbon dioxide(ScCO2))等。Iqbal等[ IQBAL A, ZHAO G L, ZAINI J, et al. CFRP drilling under throttle and evaporative cryogenic cooling and micro-lubrication[J]. Composite Structures, 2021, 267: 113916. 11]进行了MQL、蒸发式LN2和节流式压缩CO2 3种冷却润滑条件下的CFRP钻削试验,发现MQL条件下的钻削有效地减少了切削区域的摩擦和磨损效应,从而降低了轴向力、刀具磨损、比切削能耗和共工艺成本;节流式压缩CO2的有效降温获得了更好的表面光洁度和孔尺寸精度,并抑制了分层和纤维磨损;LN2极低的温度使得轴向力和比切削能量增加,并导致了孔的几何尺寸出现轻微偏差。Sorbo等[ SORBO N W, DIONNE J J. Dry drilling of stackup composite: Benefits of CO2 cooling[J]. SAE International Journal of Aerospace, 2014, 7(1): 156–163. 12]使用LCO2内冷的方式进行了CFRP/Ti6Al4V叠层结构钻削试验,结果表明,相比于干切削加工,LCO2条件下钻削Ti6Al4V和CFRP层的温度分别控制在35 ℃和20 ℃以下,减少了高温对CFRP树脂基体的热损伤,孔径一致性变好,孔壁光洁度得到了提高,钻削CFRP层时刀具寿命延长10%~20%,钻削Ti6Al4V时刀具寿命提高2~3倍,且加工完成后无需清洗。LN2的冷却温度过低,可低至–196 ℃,易使刀具材料发生严重的热疲劳失效[ JEROLD B D, KUMAR M P. The influence of cryogenic coolants in machining of Ti–6Al–4V[J]. Journal of Manufacturing Science and Engineering, 2013, 135(3): 031005. 13]。此外,采用喷嘴进行LN2和LCO2高压喷射的冷却方法则需要大量的冷却剂。
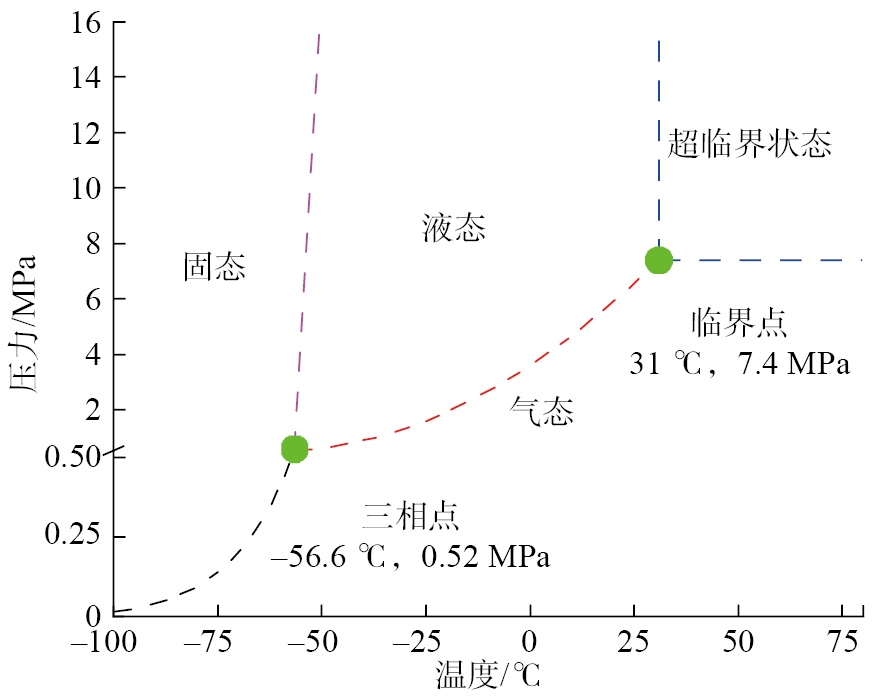
ScCO2是CO2在处于或高于其临界温度和压力时呈现的状态,在低冷却剂量和低成本的前提下表现出良好的冷却效果。Supekar等[ SUPEKAR S D, GOZEN B A, BEDIZ B, et al. Feasibility of supercritical carbon dioxide based metalworking fluids in micromilling[J]. Journal of Manufacturing Science and Engineering, 2013, 135(2): 024501. 14]使用ScCO2来提高不锈钢和铜的可加工性,研究发现,与干切削相比,基于ScCO2的低温切削可以减少毛刺的形成,降低表面粗糙度,减少刀具磨损。Rahim等[ RAHIM E A, RAHIM A A, IBRAHIM M R, et al. Experimental investigation of supercritical carbon dioxide (ScCO2) performance as a sustainable cooling technique[J]. Procedia CIRP, 2016, 40: 637–641. 15]研究了ScCO2低温冷却技术作为可持续冷却技术的切削加工性能,结果表明,基于ScCO2的低温冷却技术可以将切削温度降低30%,同时减少切屑厚度、刀具与工件接触长度和加工成本。Zou等[ ZOU F, ZHONG B F, ZHANG H, et al. Machinability and surface quality during milling CFRP laminates under dry and supercritical CO2-based cryogenic conditions[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2022, 9(3): 765–781. 16]在使用干切削加工和ScCO2冷却加工CFRP时,发现干切削加工条件下的切削温度范围为100~160 ℃,树脂软化导致纤维束断裂或脱粘,产生较多表面缺陷;而ScCO2可将切削温度降至34.5~93.0 ℃,最高降幅为58.5 ℃,有效避免热损伤并提高了表面质量,表面粗糙度最大降低了约27%,但切削力比干切削加工高15%~20%。以上研究表明,ScCO2低温冷却方法可以有效降低加工区域温度,具有低成本、优良的冷却性能和安全性,可以改善高温带来的加工质量问题,是提高CFRP/Ti6A14V叠层结构钻削加工质量的一种潜在理想冷却加工方式。然而,ScCO2在加工时由于润滑能力不足,容易导致加工载荷增大。同时,在已有的研究成果中,ScCO2用于CFRP/Ti6A14V叠层结构钻削加工的报道较少。
因此,结合MQL良好的润滑特性与低温冷却介质快速降温的冷却能力,根据ScCO2对工业上常用润滑油溶解度高的特点[ 吴延林. ScCO2–MQL超声振动铣削SiCp/Al复合材料表面特征及工艺优化研究[D]. 哈尔滨: 哈尔滨理工大学, 2023.WU Yanlin. Study on surface characteristics and process optimization of ScCO2–MQL ultrasonic vibration milling SiCp/Al composites[D]. Harbin: Harbin University of Science and Technology, 2023. 17],本文提出了一种低温微量润滑(Cryogenic minimum quantity lubrication,CMQL)工艺,并进行了油滴输出雾化测试与温度测试。在此基础上,开展了CMQL工艺下的CFRP/Ti6Al4V叠层结构低频振动钻削试验,研究了CO2压力对叠层结构钻削过程中钻削力和钻削温度的影响规律,分析了不同压力下的制孔质量,包括孔壁形貌、孔壁粗糙度、Ti6Al4V出口毛刺高度、CFRP出口分层大小。
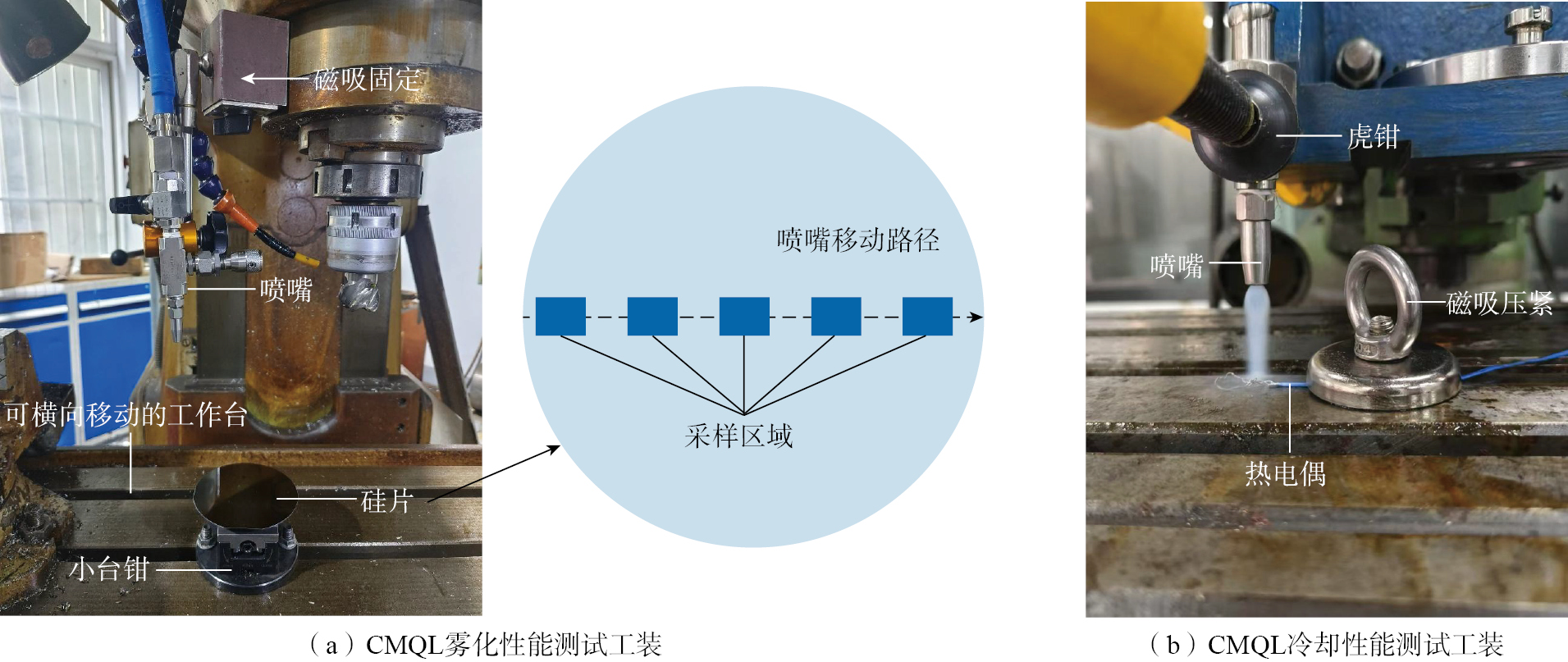
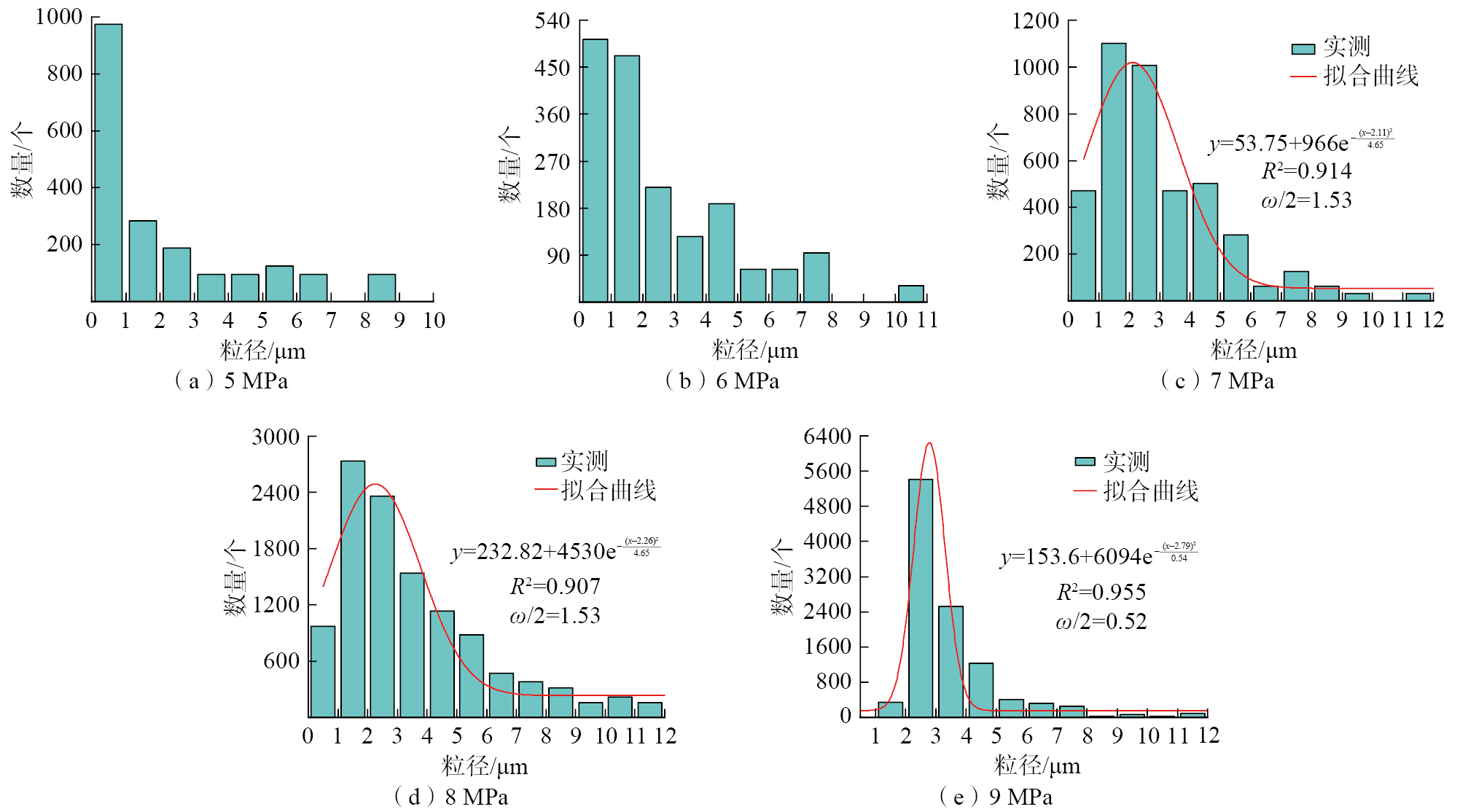
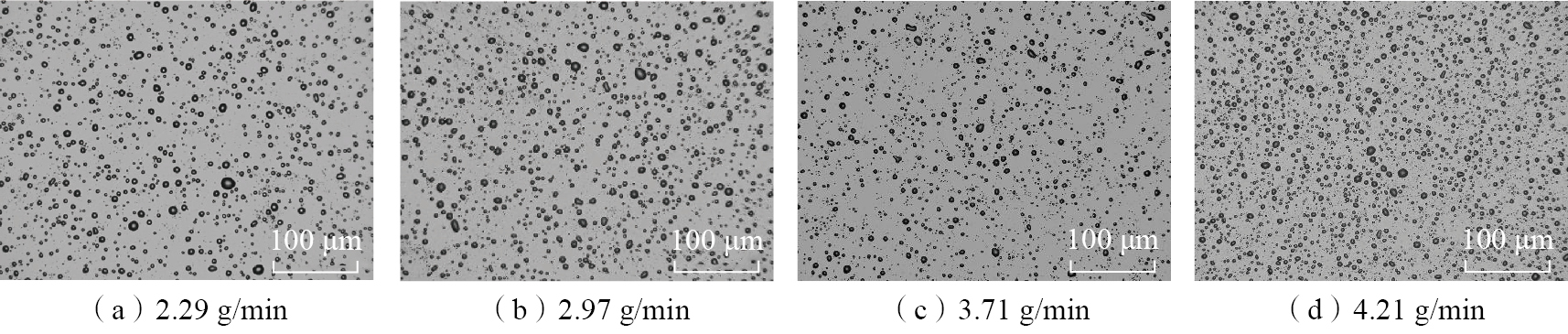
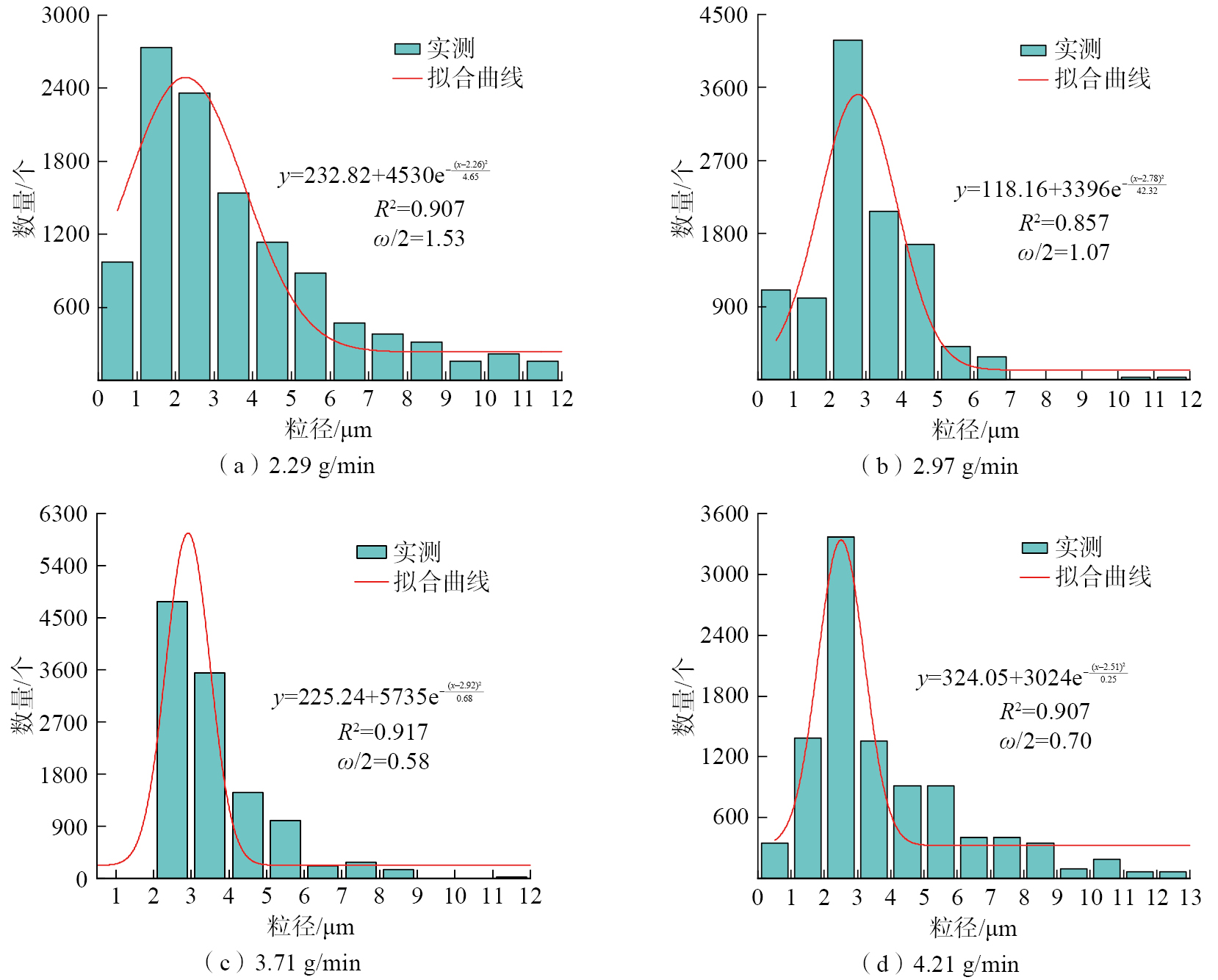
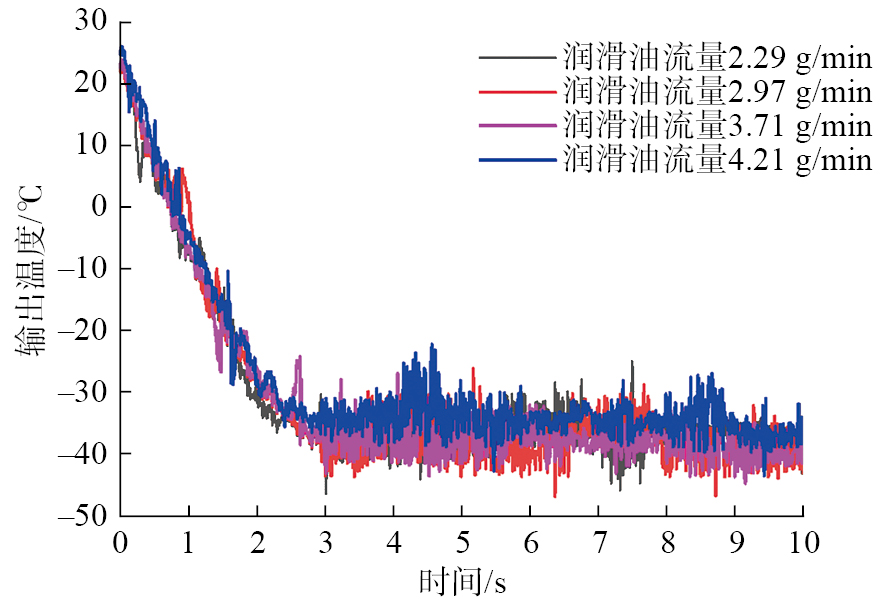
MQL的雾化效果直接影响其润滑能力。一般认为,当MQL雾化油滴颗粒直径小且尺寸均匀时,可以在加工时产生较好的润滑效果[ ISKANDAR Y, TENDOLKAR A, ATTIA M H, et al. Flow visualization and characterization for optimized MQL machining of composites[J]. CIRP Annals, 2014, 63(1): 77–80. 18]。气态、液态及超临界态CO2对润滑油的溶解能力存在差异,影响CMQL的雾化效果;同时,不同状态下的CO2从喷嘴释放后,相变吸热能力也不同。为研究CMQL雾化及冷却能力,分别探究了不同CO2压力及不同润滑油流量下的输出射流温度和雾化油滴的颗粒分布情况,测试使用的润滑油流量分别为2.29 g/min、2.97 g/min、3.71 g/min、4.21 g/min,CO2压力为5 MPa、6 MPa、7 MPa、8 MPa和9 MPa,使用的润滑油为AccuLube LB2000润滑油。为测试CMQL系统的雾化能力,将喷嘴固定在立式升降台铣床B1–400K机床的主轴处,在喷嘴下方150 mm处放置硅片承载油滴颗粒,雾化性能测试工装如图4(a)所示,试验时,喷嘴与硅片的横向相对移动速度为30 mm/s。为避免试验误差对油滴颗粒分布统计的影响,相同压力下的雾化性能测试3次。使用直径0.8 mm的喷嘴作为CMQL冷却润滑系统测试的输出装置,并使用K型热电偶测量15 mm处的射流温度,以比较不同CO2状态下的冷却性能,CQML冷却性能的测试工装如图4(b)所示。
图4 CMQL雾化及冷却性能测试装置
Fig.4 Experimental setups for testing of CMQL atomization and cooling performance
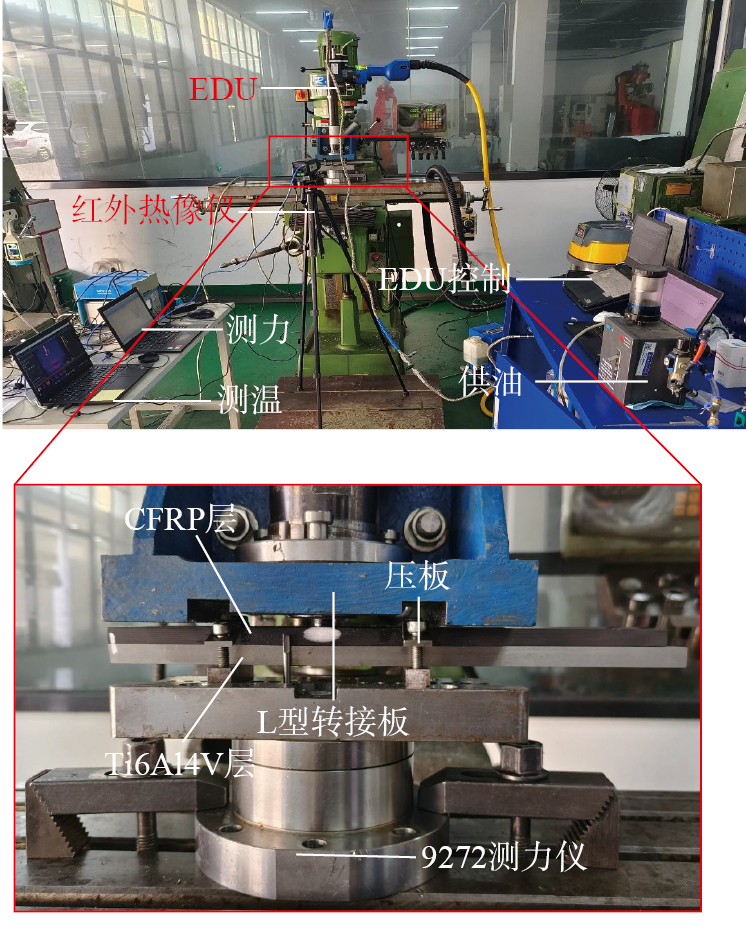
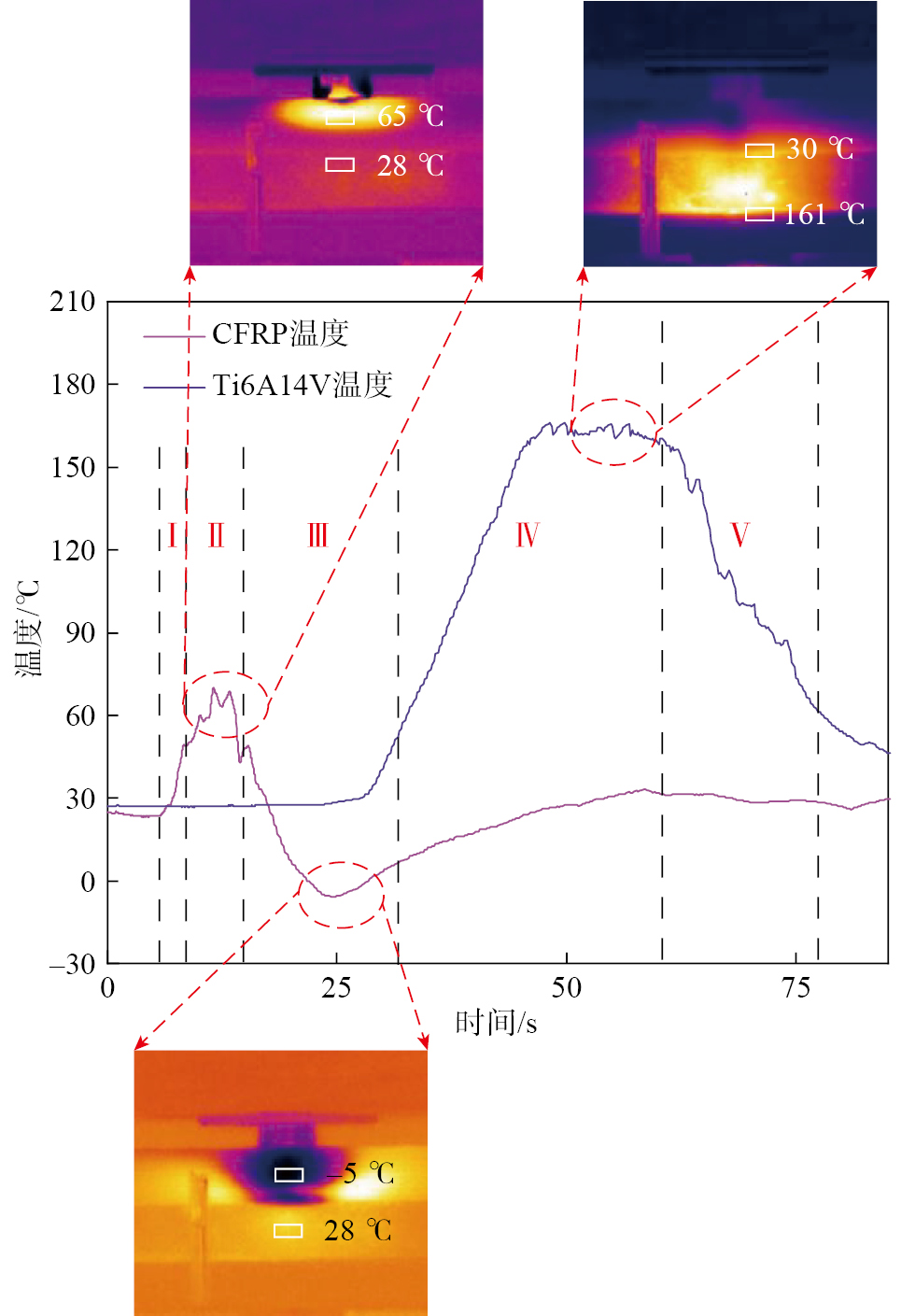
为研究CMQL工艺中CO2状态对CFRP/Ti6Al4V叠层结构钻削的影响,使用Kistler 9272切削力测量系统采集钻削过程中的钻削力和扭矩,并通过Kistler 5070A电荷放大器将采集的电荷按比例转换为电压,然后由数据采集卡记录。同时,使用FLIR红外热像仪测量工件外壁温度,外壁厚度为1 mm。由于CFRP切削速度范围较大,因此根据Ti6Al4V的切削速度范围设置主轴转速。Ti6Al4V切削速度一般控制在10~40 m/min[ YANG H J, CHEN Y, XU J H, et al. Chip control analysis in low-frequency vibration-assisted drilling of Ti–6Al–4V titanium alloys[J]. International Journal of Precision Engineering and Manufacturing, 2020, 21(4): 565–584. 19],为避免加工硬化倾向,进给量控制在0.02~0.1 mm/r;CFRP进给量通常小于0.1 mm/r,且由于EDU主轴转速上限为503 r/min,因此转速设置为400 r/min,切削速度为15.95 m/min。对进给量f采用变进给策略:当钻头钻入CFRP层时,选择较小的进给量(0.015 mm/r),而在钻入Ti6Al4V层时,则切换到较大的进给量(0.025 mm/r),叠层结构钻削试验参数见表2。每种参数下使用新钻尖重复试验3次,钻削力、钻削温度及钻削质量取平均值进行分析。钻孔结束后,使用HRX–01三维数字显微镜测量Ti6Al4V的出口毛刺高度,使用KSI V400E超声扫描显微镜检测CFRP的出口分层,并使用Sensofar三维轮廓仪观察孔壁形貌及测量孔的表面粗糙度。
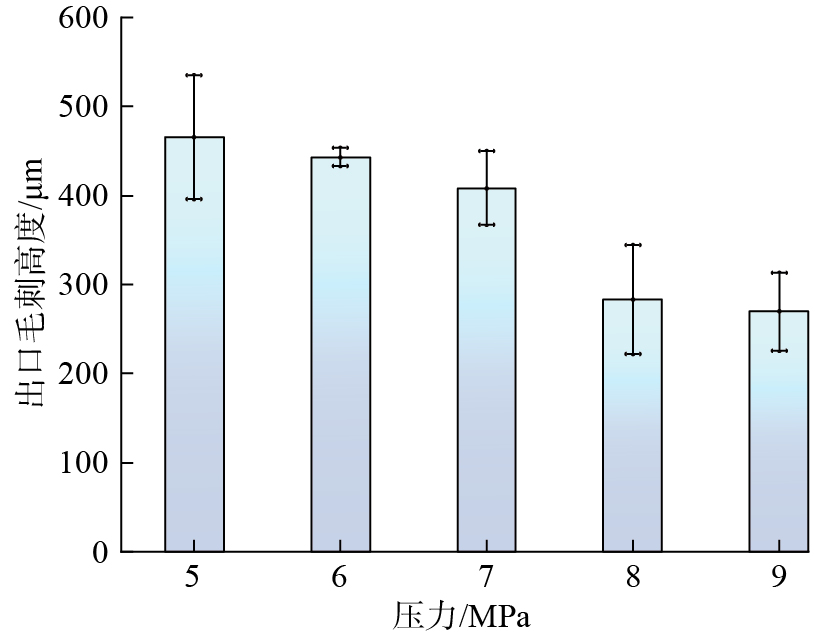
Ti6Al4V的出口毛刺是金属在钻削轴向力作用下的塑性变形,导致材料断裂和被压碎,致使出口处产生环状和尖角等不规则多余部分[ XU J Y, JI M, CHEN M, et al. Experimental investigation on drilling machinability and hole quality of CFRP/Ti6Al4V stacks under different cooling conditions[J]. The International Journal of Advanced Manufacturing Technology, 2020, 109(5): 1527–1539. 8]。降低钻削温度可以减少Ti6Al4V材料的塑性变形,避免叠层结构钻削出口毛刺过高的问题。CO2压力对Ti6Al4V出口毛刺高度的影响如图17所示,当CO2压力从5 MPa增至9 MPa后,Ti6Al4V出口毛刺高度从465.6 μm降至269.85 μm,降幅为42.04%。通过增加CO2压力,提高系统射流后的相变吸热能力,增强油滴雾化后的润滑能力,基于ScCO2的CMQL工艺降低了叠层结构的钻削温度,有效减少了Ti6Al4V的出口毛刺高度。此外,系统压力从7 MPa增至8 MPa时对应的毛刺高度降幅远高于8 MPa增至9 MPa时的毛刺高度降幅,说明改变CO2状态,增强其相变换热过程,对降低Ti6Al4V出口毛刺高度的影响更显著。当CO2压力从8 MPa增至9 MPa时,输出射流温度及钻削外壁温度均无明显变化(图11和15),两种压力下的Ti6Al4V出口毛刺高度相当。
图17 CO2压力对Ti6Al4V出口毛刺高度的影响
Fig.17 Effect of CO2 pressure on height of exit burr at Ti6Al4V
陈燕, 葛恩德, 傅玉灿, 等. 碳纤维增强树脂基复合材料制孔技术研究现状与展望[J]. 复合材料学报, 2015, 32(2): 301–316. CHENYan, GEEnde, FUYucan, et al. Review and prospect of drilling technologies for carbon fiber reinforced polymer[J]. Acta Materiae Compositae Sinica, 2015, 32(2): 301–316.
[2]
YUANC G, PRAMANIKA, BASAKA K, et al. Drilling of titanium alloy (Ti6Al4V)—A review[J]. Machining Science and Technology, 2021, 25(4): 637–702.
[3]
索煜豪, 陈涛, 李红博. CFRP/Ti叠层超声辅助变参数钻削界面温度试验研究[J]. 航空制造技术, 2024, 67(9): 70–77. SUOYuhao, CHENTao, LIHongbo. Experimental research on interface temperature in ultrasonic-assisted variable parameters drilling of CFRP/Ti stacks[J]. Aeronautical Manufacturing Technology, 2024, 67(9): 70–77.
[4]
陈怡晴, 王晓强, 田英健, 等. CFRP/钛合金叠层材料钻削研究进展[J/OL]. 机械科学与技术, [2024–07–16]. https://link.cnki.net/urlid/61.1114.TH.20240712.1547.004. CHENYiqing, WANGXiaoqiang, TIANYingjian, et al. Progress in drilling of CFRP/Ti composite[J]. Mechanical Science and Technology for Aerospace Engineering, [2024–07–16]. https://link.cnki.net/urlid/61.1114.TH.20240712.1547.004.
[5]
刘书暖, 夏文强, 王宁, 等. CFRP/钛合金叠层构件低温钻削的轴向力与成孔质量研究[J]. 航空制造技术, 2019, 62(13): 82–86. LIUShunuan, XIAWenqiang, WANGNing, et al. Research on thrust force and hole quality of drilling CFRP/Ti stacks in low temperature[J]. Aeronautical Manufacturing Technology, 2019, 62(13): 82–86.
[6]
李春奇, 康晓峰, 杨浩骏, 等. 加工参数对CFRP/Al叠层材料制孔质量的影响[J]. 机械制造与自动化, 2016, 45(3): 42–46. LIChunqi, KANGXiaofeng, YANGHaojun, et al. The influence of cutting parameters on the hole quality in CFRP and Al stacked material[J]. Machine Building & Automation, 2016, 45(3): 42–46.
[7]
郑伟, 王大维, 邵福杰, 等. 加工参数对CFRP/Al夹层结构制孔分层损伤的影响和控制策略研究[J]. 航空制造技术, 2024, 67(21): 114–121. ZHENGWei, WANGDawei, SHAOFujie, et al. Research on influence of processing parameters on delamination damage and control strategies of CFRP/Al interlayer structure during drilling[J]. Aeronautical Manufacturing Technology, 2024, 67(21): 114–121.
[8]
XUJ Y, JIM, CHENM, et al. Experimental investigation on drilling machinability and hole quality of CFRP/Ti6Al4V stacks under different cooling conditions[J]. The International Journal of Advanced Manufacturing Technology, 2020, 109(5): 1527–1539.
[9]
HUSSEINR, SADEKA, ELBESTAWIM A, et al. The effect of MQL on tool wear progression in low-frequency vibration-assisted drilling of CFRP/Ti6Al4V stack material[J]. Journal of Manufacturing and Materials Processing, 2021, 5(2): 50.
[10]
JIM, XUJ Y, CHENM, et al. Effects of different cooling methods on the specific energy consumption when drilling CFRP/Ti6Al4V stacks[J]. Procedia Manufacturing, 2020, 43: 95–102.
[11]
IQBALA, ZHAOG L, ZAINIJ, et al. CFRP drilling under throttle and evaporative cryogenic cooling and micro-lubrication[J]. Composite Structures, 2021, 267: 113916.
[12]
SORBON W, DIONNEJ J. Dry drilling of stackup composite: Benefits of CO2 cooling[J]. SAE International Journal of Aerospace, 2014, 7(1): 156–163.
[13]
JEROLDB D, KUMARM P. The influence of cryogenic coolants in machining of Ti–6Al–4V[J]. Journal of Manufacturing Science and Engineering, 2013, 135(3): 031005.
[14]
SUPEKARS D, GOZENB A, BEDIZB, et al. Feasibility of supercritical carbon dioxide based metalworking fluids in micromilling[J]. Journal of Manufacturing Science and Engineering, 2013, 135(2): 024501.
[15]
RAHIME A, RAHIMA A, IBRAHIMM R, et al. Experimental investigation of supercritical carbon dioxide (ScCO2) performance as a sustainable cooling technique[J]. Procedia CIRP, 2016, 40: 637–641.
[16]
ZOUF, ZHONGB F, ZHANGH, et al. Machinability and surface quality during milling CFRP laminates under dry and supercritical CO2-based cryogenic conditions[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2022, 9(3): 765–781.
[17]
吴延林. ScCO2–MQL超声振动铣削SiCp/Al复合材料表面特征及工艺优化研究[D]. 哈尔滨: 哈尔滨理工大学, 2023. WUYanlin. Study on surface characteristics and process optimization of ScCO2–MQL ultrasonic vibration milling SiCp/Al composites[D]. Harbin: Harbin University of Science and Technology, 2023.
[18]
ISKANDARY, TENDOLKARA, ATTIAM H, et al. Flow visualization and characterization for optimized MQL machining of composites[J]. CIRP Annals, 2014, 63(1): 77–80.
[19]
YANGH J, CHENY, XUJ H, et al. Chip control analysis in low-frequency vibration-assisted drilling of Ti–6Al–4V titanium alloys[J]. International Journal of Precision Engineering and Manufacturing, 2020, 21(4): 565–584.