Effect of Brazing Temperature on Microstructure and Mechanical Properties of GH3030/B–Ni73CrSiB–40Ni–S/GH4648 Joints
Citations
LI Bohai, TIAN Bobing, LI Gang, et al. Effect of brazing temperature on microstructure and mechanical properties of GH3030/B–Ni73CrSiB–40Ni–S/GH4648 joints[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 25020033.
1.People’s Liberation Army Unit 93147, Cangzhou061017, China
2.AECC Guizhou Liyang Aviation Power, Guiyang550014, China
Citations
LI Bohai, TIAN Bobing, LI Gang, et al. Effect of brazing temperature on microstructure and mechanical properties of GH3030/B–Ni73CrSiB–40Ni–S/GH4648 joints[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 25020033.
Abstract
Nickel-based superalloys GH3030 and GH4648 were joined using the B–Ni73CrSiB–40Ni–S brazing filler metal. The effects of varying brazing temperatures on the microstructure and mechanical properties of the GH3030/GH4648 brazed joints were systematically investigated. The hardness of the base material, along with the microscopic morphology, composition, and tensile strength of the joints, was analyzed. The results indicate that the use of B–Ni73CrSiB–40Ni–S brazing filler metal can achieve an effective connection between GH3030 and GH4648 brazing joints. The four elements—Cr, Si, Fe, and Ni—enhance the bonding between the brazing filler metal and the honeycomb structure. The brazing temperature significantly affects the microstructure and mechanical properties of the joint. When the brazing temperature is low, the fracture surface will exhibit plastic deformation. When the brazing temperature reaches 1080 ℃, the fracture exhibits a notable ability for plastic deformation, and the tensile strength of the joint is at its peak during this phase. As the brazing temperature rises, the formation of brittle compounds increases, significantly diminishing the mechanical properties of the joint. The fracture morphology results indicate that two fracture modes were observed: quasi-cleavage fracture and a mixed mode of quasi-cleavage fracture with micropore aggregation fracture.
封严件工作于高温、高压且具有腐蚀性气体冲刷的环境,其密封特性对航空发动机性能具有极为重要的影响。尤其是气路密封,将直接影响发动机增压比和涡轮效率的提高。蜂窝封严密封结构作为一种理想的非接触式密封结构,在航空发动机的转子件与静子件之间采取有效气流密封,减少了由于泄漏和转子失稳造成的损失,为航空发动机的安全运转提供了重要保障[ 黄兆亮, 范凯. 航改型燃气轮机蜂窝封严真空钎焊技术研究[J]. 中国新技术新产品, 2023(9): 51–53.HUANG Zhaoliang, FAN Kai. Study on vacuum brazing technology of honeycomb seal for aero-modified gas turbine[J]. New Technology & New Products of China, 2023(9): 51–53. 1]。镍基高温合金由于在600 ℃以上具有良好的组织稳定性、抗氧化性、耐腐蚀性及力学性能,常被用作蜂窝与壳体的材料[ 吴宇, 陈冰清, 刘伟, 等. 增材制造镍基高温合金在航空发动机与燃气轮机中的研究应用进展[J]. 航空材料学报, 2024, 44(1): 31–45.WU Yu, CHEN Bingqing, LIU Wei, et al. Progress in research and applications of additively manufactured nickel-based superalloy in aero-engines and gas turbines[J]. Journal of Aeronautical Materials, 2024, 44(1): 31–45. 2]。蜂窝封严结构制造的关键是蜂窝与壳体的连接。目前高温合金的连接技术有电子束焊、氩弧焊、激光焊、摩擦焊及钎焊等多种方法。其中,真空钎焊[ 刘洋, 任轩, 兰新杰, 等. 真空钎焊技术在空天动力中的应用[C]//第六届空天动力联合会议暨中国航天第三专业信息网第四十二届技术交流会论文集(第七册). 苏州: 中国科协航空发动机产学联合体, 2022.LIU Yang, REN Xuan, LAN Xingjie, et al. Application of vacuum brazing technology in aero-space power[C] // Proceedings of the 6th Joint Conference on Aero-Space Power and the 42nd Technical Exchange Meeting of the 3rd Professional Information Network of China Aerospace. Suzhou:CAST Alliance for Aero-Engine Industry and Academy, 2022. 王志平, 肖慧玥, 孙宇博. 高温钎焊技术的研究现状与发展[J]. 兵器装备工程学报, 2022, 43(9): 121–127.WANG Zhiping, XIAO Huiyue, SUN Yubo. Research progress in high temperature brazing technology[J]. Journal of Ordnance Equipment Engineering, 2022, 43(9): 121–127. 3-4]由于可以进行复杂结构的精确连接,是目前连接异种材料较为有效的焊接方式。钎焊工艺参数中的钎焊温度不仅影响钎料的流动性和润湿性,而且决定钎料与母材之间连接的冶金反应,影响接头性能[ 薛阳, 朱冬冬, 陶锋, 等. 钎焊温度对GH4169/AgCuTi+W/Si3N4的接头组织与力学性能的影响[J]. 航空材料学报, 2022, 42(6): 48–56.XUE Yang, ZHU Dongdong, TAO Feng, et al. Effect of brazing temperature on microstructure and mechanical properties of GH4169/AgCuTi+W/Si3N4 joint[J]. Journal of Aeronautical Materials, 2022, 42(6): 48–56. 静永娟, 贾崇林, 刘尧, 等. GH3536蜂窝钎焊界面组织与性能[J]. 焊接, 2023(3): 22–26.JING Yongjuan, JIA Chonglin, LIU Yao, et al. Microstructure and properties of honeycomb brazed interface for GH3536 alloy[J]. Welding & Joining, 2023(3): 22–26. 5-6]。因此,确定合理的钎焊温度,对获得高质量的真空钎焊接头具有重要意义。
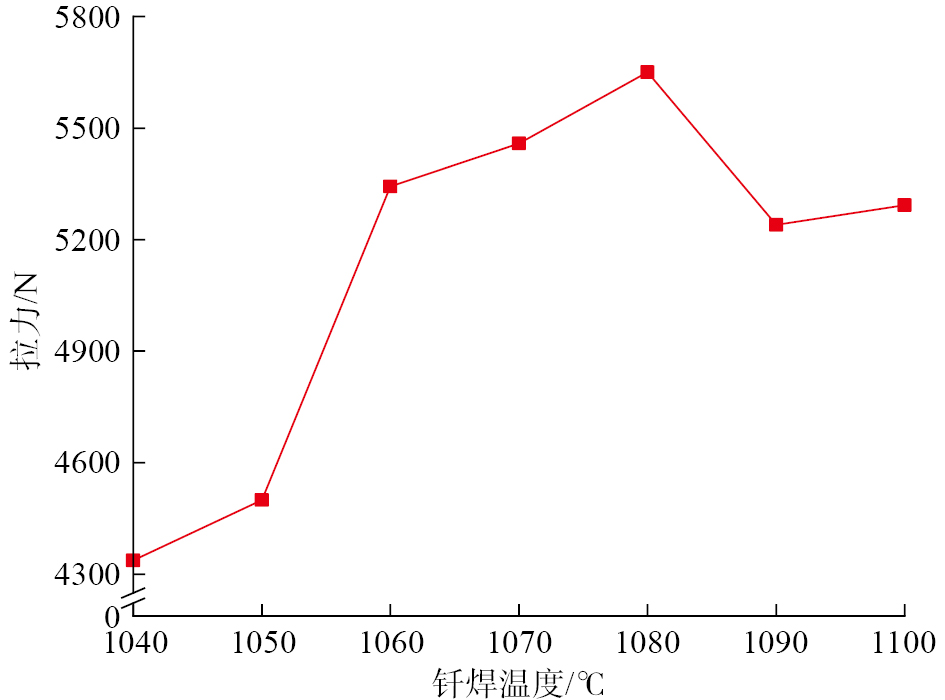
对不同钎焊温度下试样的拉伸强度进行检测,如图4所示。可以看出,随着钎焊温度的升高,钎焊接头拉伸强度呈现出先升高后下降的趋势,这与接头处拉伸强度随钎焊温度变化的趋势一致[ 付强. GH3030蜂窝密封产品钎焊工艺及性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2016.FU Qiang. Research on brazing process and properties of gh3030 cellular honeycomb seal products[D]. Harbin: Harbin Institute of Technology, 2016. 邱富成. 快速热处理优化TC18钛合金组织与力学性能的机理研究[D]. 长春: 吉林大学, 2024.QIU Fucheng. Mechanistic study on optimizing microstructure and mechanical properties of TC18 titanium alloy via rapid heat treatment[D]. Changchun: Jilin University, 2024. 黄麟. 镍基高温合金蜂窝结构钎焊工艺及熔蚀行为研究[D]. 哈尔滨: 哈尔滨工业大学, 2008.HUANG Lin. Nickel based honeycomb structure brazing technology and erosion behavior research[D]. Harbin: Harbin Institute of Technology, 2008. 7-9]。当钎焊温度为1080 ℃时,试样具有最大抗拉伸强度。这是因为随着温度的升高,熔化的钎料与气体的界面张力以及钎料与母材的界面张力均下降,有助于提高钎料的润湿性。而通常温度越高,钎料润湿效果越好,铺展面积也越大。但是,如果钎焊温度过高,就可能导致母材晶粒长大,造成钎料的过度流失且不易填满钎缝,从而导致钎缝性能下降。因此会存在一个最佳钎焊温度使接头强度值最大。
图4 拉伸强度随钎焊温度变化
Fig.4 Tensile strength varies with brazing temperature
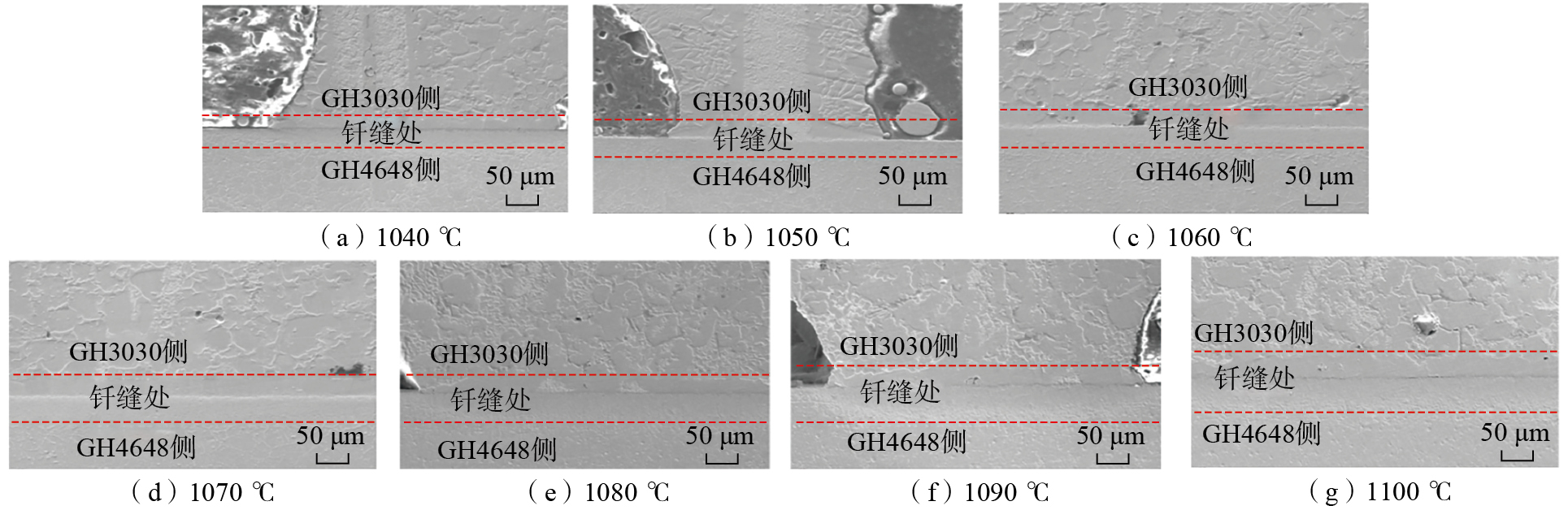
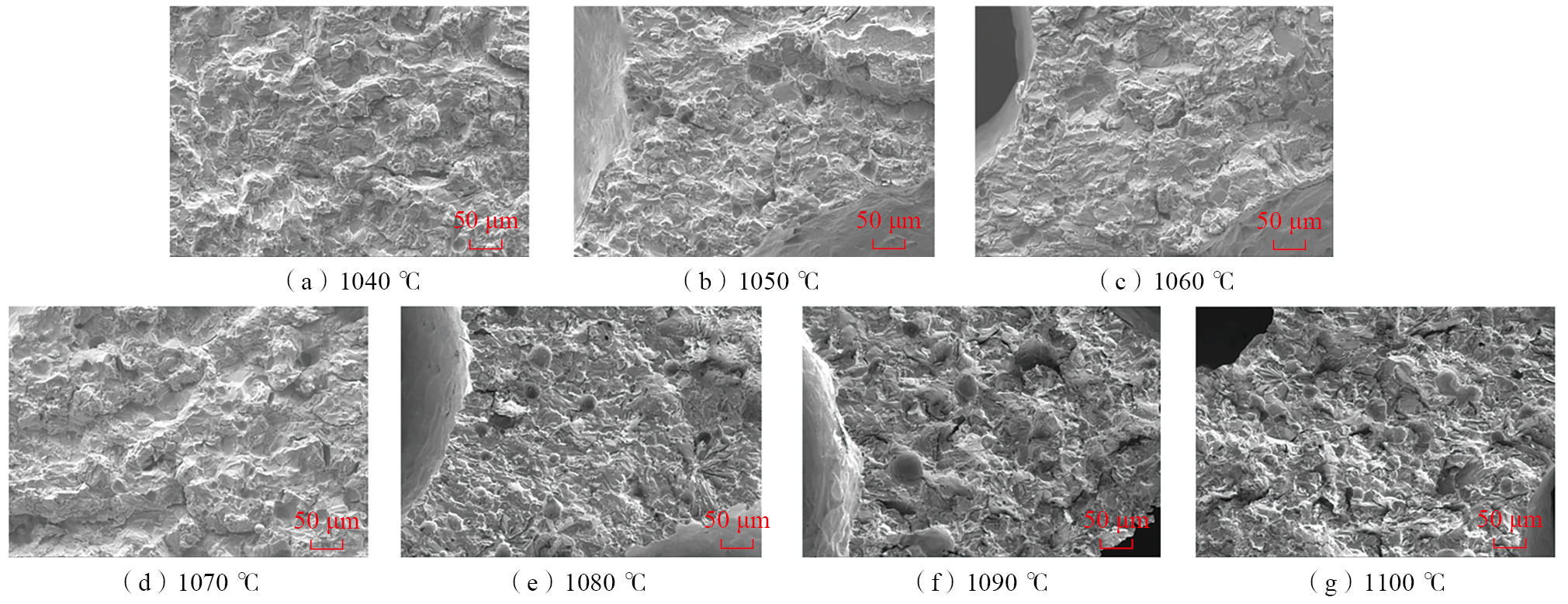
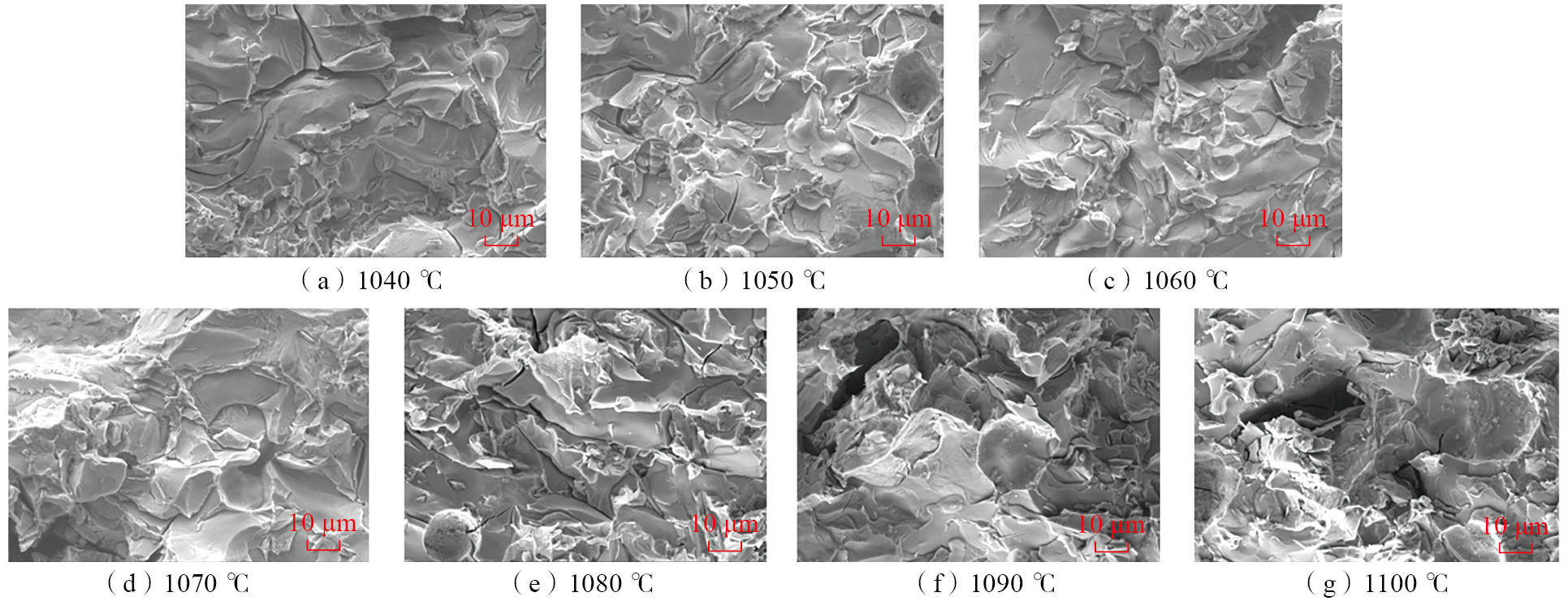
Fig.5 Microstructural morphology of joints at various brazing temperatures
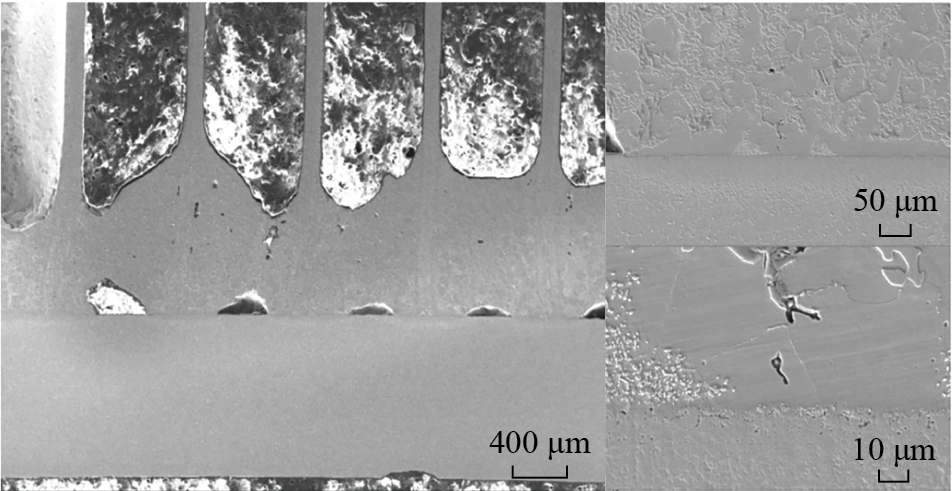
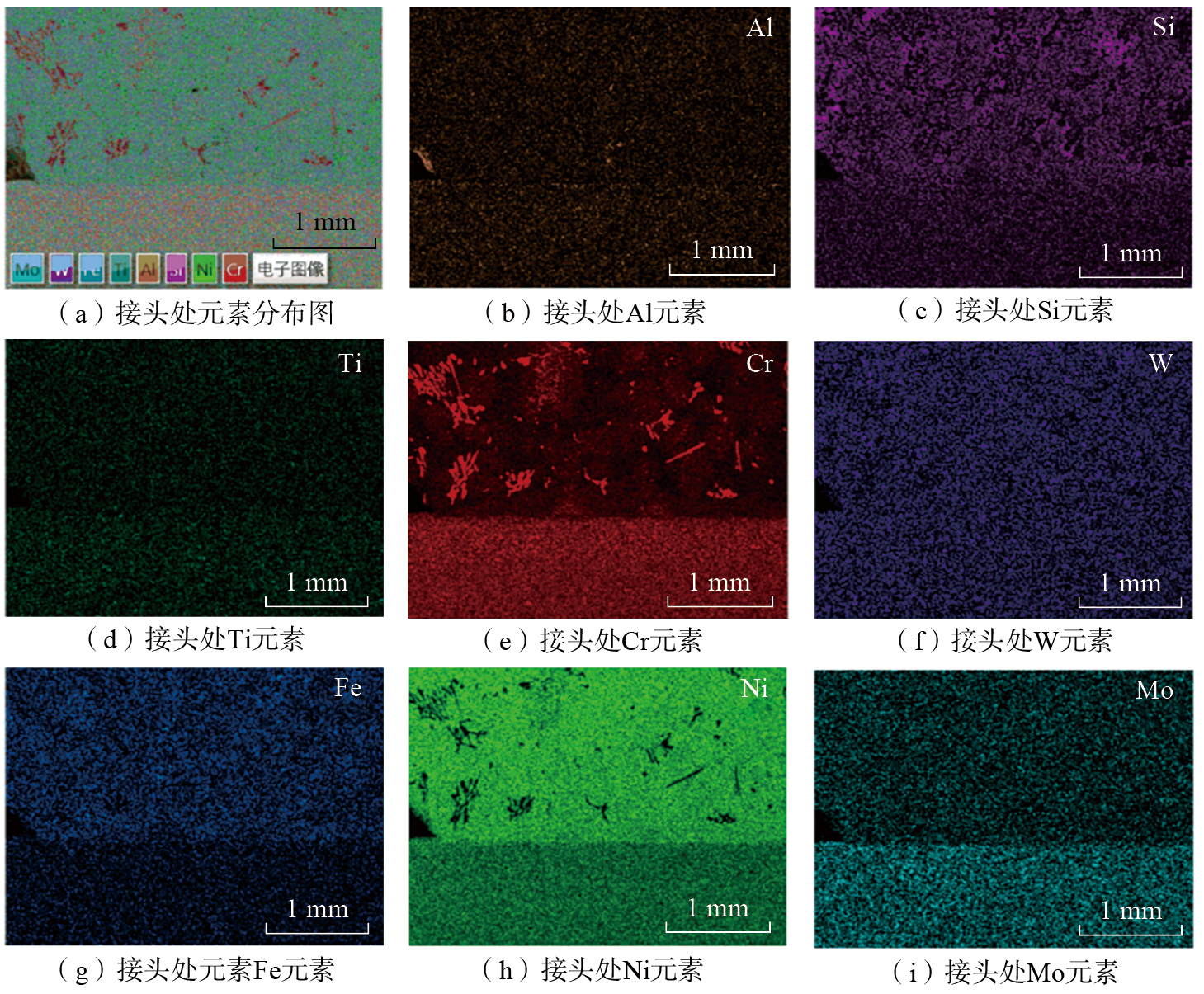
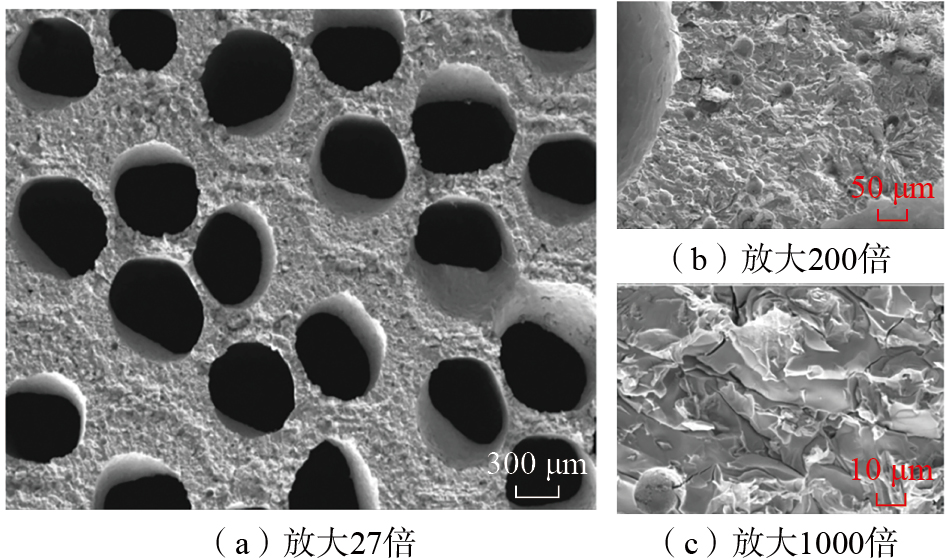
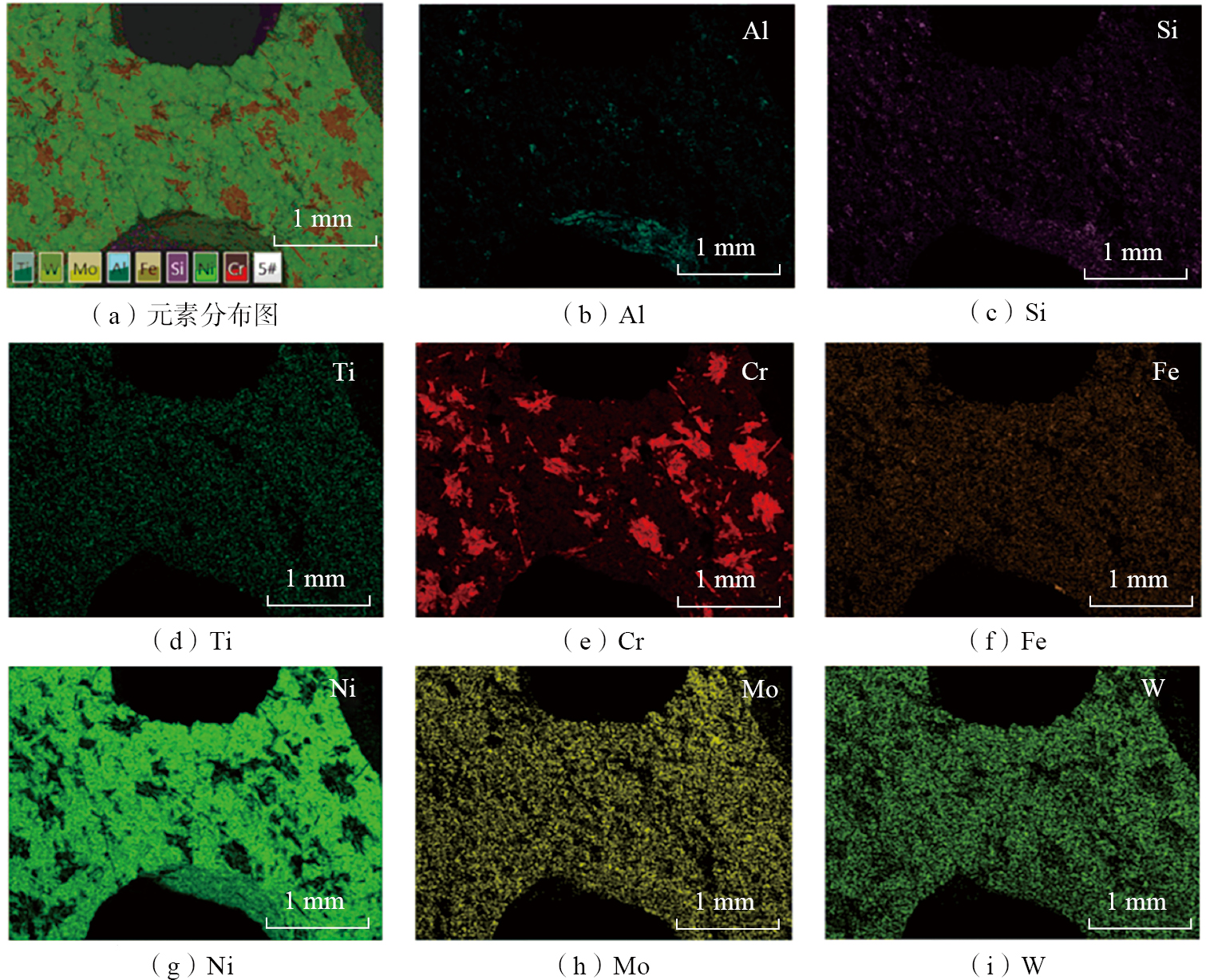
为进一步研究1080 ℃时钎缝处组织形貌,图6展示了钎焊温度为1080 ℃时的SEM细节图。对焊缝处进行放大研究,发现有大量析出相形成。为了解异种高温合金钎焊接头的形成机制,分析了钎焊接头的元素扩散、物相组成特点。如图7所示,对钎焊温度为1080 ℃时的接头处进行EDS面扫,得到了接头区域的元素分布。可以看出,Cr、Fe、Ni、Mo元素在钎缝处分隔明显,而Al、Si、Ti、W元素分布未见明显分界,因此扩散较为充分。B和Si作为主要的降熔元素,在钎焊保温过程中会导致钎料液相线升高,从而形成非等温凝固区的多种不规则物相,即析出相[ 刘红亮. GH4738/GH3536异种合金钎焊连接及焊后热处理的工艺与机理研究[D]. 北京: 北京科技大学, 2023.LIU Hongliang. Process and mechanism related to the brazing cycle and postbrazing heat treatment of the GH4738/GH3536 dissimilar superalloys[D]. Beijing: University of Science and Technology Beijing, 2023. 10]。由于B的扩散速度远大于Si[ HARGATHER C Z, SHANG S L, LIU Z K. Data set for diffusion coefficients and relative creep rate ratios of 26 dilute Ni–X alloy systems from first-principles calculations[J]. Data in Brief, 2018, 20: 1537–1551. 11],而Si扩散明显,因此不规则相多为硼化物等金属间化合物。
图6 接头处微观组织形貌(钎焊温度1080 ℃)
Fig.6 Microstructure at the joint (brazing temperature 1080 ℃)
图7 接头处元素分布(钎焊温度1080 ℃)
Fig.7 Element distribution at the joint (brazing temperature 1080 ℃)
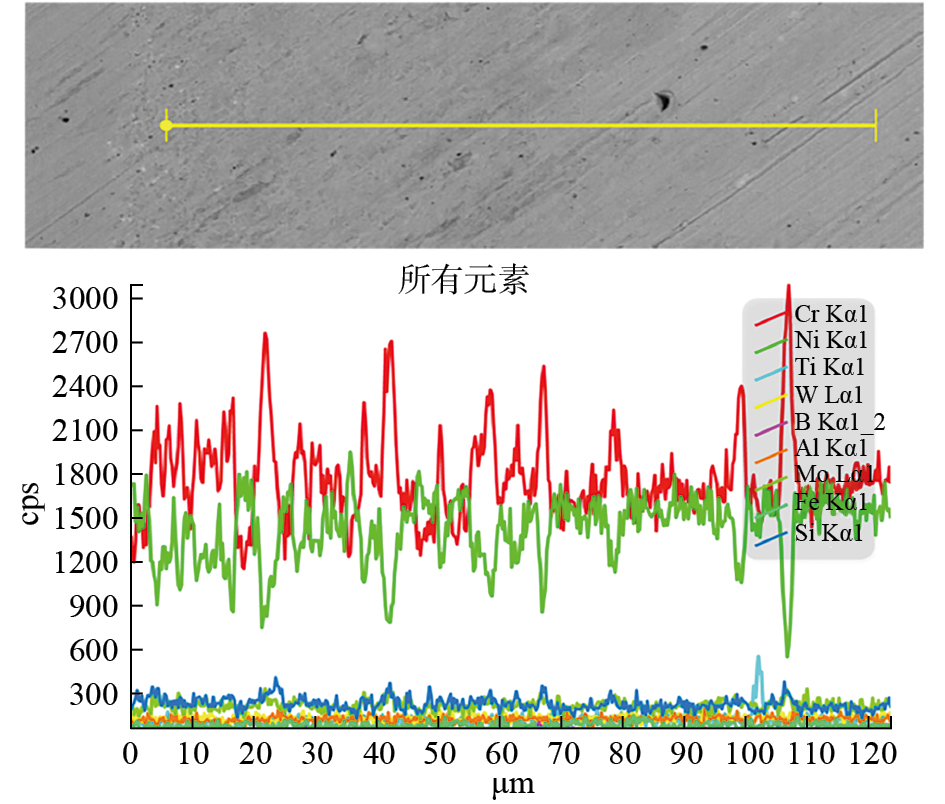
钎焊过程中,由于钎料润湿母材,与母材的发生相互溶解和扩散,致使液态钎料的成分、密度、粘度和熔化温度区间等发生变化,影响钎焊过程中液态钎料的润湿及毛细填缝作用。而在钎缝中包含了大量不含脆性化合物的固溶体相,使得接头的强度和塑性大大提高。为进一步分析元素扩散程度,如表4所示,对钎焊温度为1080 ℃时接头处的能谱成分进行分析。与表1~3相比,发现蜂窝侧Fe、Si、Al、Ni增多,钎料的Cr、Si、Fe、Ni减少,Fe基本不变,说明钎料中减少的Cr、Si、Fe、Ni元素基本扩散到了蜂窝侧;而Cr、Ti在3个区域互有扩散。这些变化从侧面说明钎焊时,钎料与板材、钎料与蜂窝均出现较明显的扩散现象,而钎料中的Cr、Si、Fe、Ni 4种元素促进了钎料与基体、蜂窝的结合,与相关钎焊试验研究结论类似[ 杜鹏, 宋晓国, 龙伟民, 等. Zr/CoCrFeMnNi HEA钎焊接头界面组织与力学性能研究[J]. 稀有金属材料与工程, 2025, 54(2): 385–393.DU Peng, SONG Xiaoguo, LONG Weimin, et al. Interfacial microstructure and mechanical properties of Zr/CoCrFeMnNi HEA brazed joints[J]. Rare Metal Materials and Engineering, 2025, 54(2): 385–393. 姜伟, 于康, 李心怡, 等. 高熵合金钎焊C/C–GH4169接头的微观组织及力学性能[J]. 稀有金属材料与工程, 2025, 54(2): 429–436.JIANG Wei, YU Kang, LI Xinyi, et al. Microstructure and mechanical properties of C/C–GH4169 joint brazed with high entropy alloy[J]. Rare Metal Materials and Engineering, 2025, 54(2): 429–436. 12-13]。为深入了解接头区域元素扩散行为,对接头区域进行了线扫描,结果如图8所示。可以看出,采用BSD电子扫描观察,钎料区和板材基体无明显分界线。如图9所示,线扫描结果表明,蜂窝与板材交界位置Cr、Ni、Ti、W、B、Al、Mo、Fe、Si元素分布均匀。B–Ni73CrSiB–40Ni–S作为镍基高温合金,Ni的质量分数应该为最大,但线扫描中Ni的cps值反而小于Cr,充分说明钎料元素与板材基体扩散充分,也印证了Cr、Si、Fe、Ni 4种元素促进了钎料与基体、蜂窝的结合。
表4 1080 ℃时接头能谱成分分析结果(质量分数)
Table 4 Results of energy spectrum analysis of joints at 1080 ℃(mass fraction)
%
分析位置
元素
Al
Si
Ti
Cr
Fe
Ni
Nb
Mo
W
板材侧
1.17
0.00
0.93
32.85
1.37
54.34
0.55
2.63
6.16
钎缝
0.66
3.16
—
13.04
2.77
80.36
—
—
—
蜂窝侧
0.46
2.74
0.13
14.27
1.84
80.56
—
—
—
图8 接头处线扫元素分布(钎焊温度1080 ℃)
Fig.8 Line scan element distribution at joint(brazing temperature 1080 ℃)
图9 断口组织形貌图(钎焊温度1080 ℃)
Fig.9 Fracture morphology map(brazing temperature 1080 ℃)
黄兆亮, 范凯. 航改型燃气轮机蜂窝封严真空钎焊技术研究[J]. 中国新技术新产品, 2023(9): 51–53. HUANGZhaoliang, FANKai. Study on vacuum brazing technology of honeycomb seal for aero-modified gas turbine[J]. New Technology & New Products of China, 2023(9): 51–53.
[2]
吴宇, 陈冰清, 刘伟, 等. 增材制造镍基高温合金在航空发动机与燃气轮机中的研究应用进展[J]. 航空材料学报, 2024, 44(1): 31–45. WUYu, CHENBingqing, LIUWei, et al. Progress in research and applications of additively manufactured nickel-based superalloy in aero-engines and gas turbines[J]. Journal of Aeronautical Materials, 2024, 44(1): 31–45.
[3]
刘洋, 任轩, 兰新杰, 等. 真空钎焊技术在空天动力中的应用[C]//第六届空天动力联合会议暨中国航天第三专业信息网第四十二届技术交流会论文集(第七册). 苏州: 中国科协航空发动机产学联合体, 2022. LIUYang, RENXuan, LANXingjie, et al. Application of vacuum brazing technology in aero-space power[C] // Proceedings of the 6th Joint Conference on Aero-Space Power and the 42nd Technical Exchange Meeting of the 3rd Professional Information Network of China Aerospace. Suzhou:CAST Alliance for Aero-Engine Industry and Academy, 2022.
[4]
王志平, 肖慧玥, 孙宇博. 高温钎焊技术的研究现状与发展[J]. 兵器装备工程学报, 2022, 43(9): 121–127. WANGZhiping, XIAOHuiyue, SUNYubo. Research progress in high temperature brazing technology[J]. Journal of Ordnance Equipment Engineering, 2022, 43(9): 121–127.
[5]
薛阳, 朱冬冬, 陶锋, 等. 钎焊温度对GH4169/AgCuTi+W/Si3N4的接头组织与力学性能的影响[J]. 航空材料学报, 2022, 42(6): 48–56. XUEYang, ZHUDongdong, TAOFeng, et al. Effect of brazing temperature on microstructure and mechanical properties of GH4169/AgCuTi+W/Si3N4 joint[J]. Journal of Aeronautical Materials, 2022, 42(6): 48–56.
[6]
静永娟, 贾崇林, 刘尧, 等. GH3536蜂窝钎焊界面组织与性能[J]. 焊接, 2023(3): 22–26. JINGYongjuan, JIAChonglin, LIUYao, et al. Microstructure and properties of honeycomb brazed interface for GH3536 alloy[J]. Welding & Joining, 2023(3): 22–26.
[7]
付强. GH3030蜂窝密封产品钎焊工艺及性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2016. FUQiang. Research on brazing process and properties of gh3030 cellular honeycomb seal products[D]. Harbin: Harbin Institute of Technology, 2016.
[8]
邱富成. 快速热处理优化TC18钛合金组织与力学性能的机理研究[D]. 长春: 吉林大学, 2024. QIUFucheng. Mechanistic study on optimizing microstructure and mechanical properties of TC18 titanium alloy via rapid heat treatment[D]. Changchun: Jilin University, 2024.
[9]
黄麟. 镍基高温合金蜂窝结构钎焊工艺及熔蚀行为研究[D]. 哈尔滨: 哈尔滨工业大学, 2008. HUANGLin. Nickel based honeycomb structure brazing technology and erosion behavior research[D]. Harbin: Harbin Institute of Technology, 2008.
[10]
刘红亮. GH4738/GH3536异种合金钎焊连接及焊后热处理的工艺与机理研究[D]. 北京: 北京科技大学, 2023. LIUHongliang. Process and mechanism related to the brazing cycle and postbrazing heat treatment of the GH4738/GH3536 dissimilar superalloys[D]. Beijing: University of Science and Technology Beijing, 2023.
[11]
HARGATHERC Z, SHANGS L, LIUZ K. Data set for diffusion coefficients and relative creep rate ratios of 26 dilute Ni–X alloy systems from first-principles calculations[J]. Data in Brief, 2018, 20: 1537–1551.
[12]
杜鹏, 宋晓国, 龙伟民, 等. Zr/CoCrFeMnNi HEA钎焊接头界面组织与力学性能研究[J]. 稀有金属材料与工程, 2025, 54(2): 385–393. DUPeng, SONGXiaoguo, LONGWeimin, et al. Interfacial microstructure and mechanical properties of Zr/CoCrFeMnNi HEA brazed joints[J]. Rare Metal Materials and Engineering, 2025, 54(2): 385–393.
[13]
姜伟, 于康, 李心怡, 等. 高熵合金钎焊C/C–GH4169接头的微观组织及力学性能[J]. 稀有金属材料与工程, 2025, 54(2): 429–436. JIANGWei, YUKang, LIXinyi, et al. Microstructure and mechanical properties of C/C–GH4169 joint brazed with high entropy alloy[J]. Rare Metal Materials and Engineering, 2025, 54(2): 429–436.