Hybrid Design and Performance Modulation of Discrete-Assembled Mechanical Metastructures
Citations
GUO Xiangyu, ZHU Nan, XU Yuanming, et al. Hybrid design and performance modulation of discrete-assembled mechanical metastructures[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 25010153.
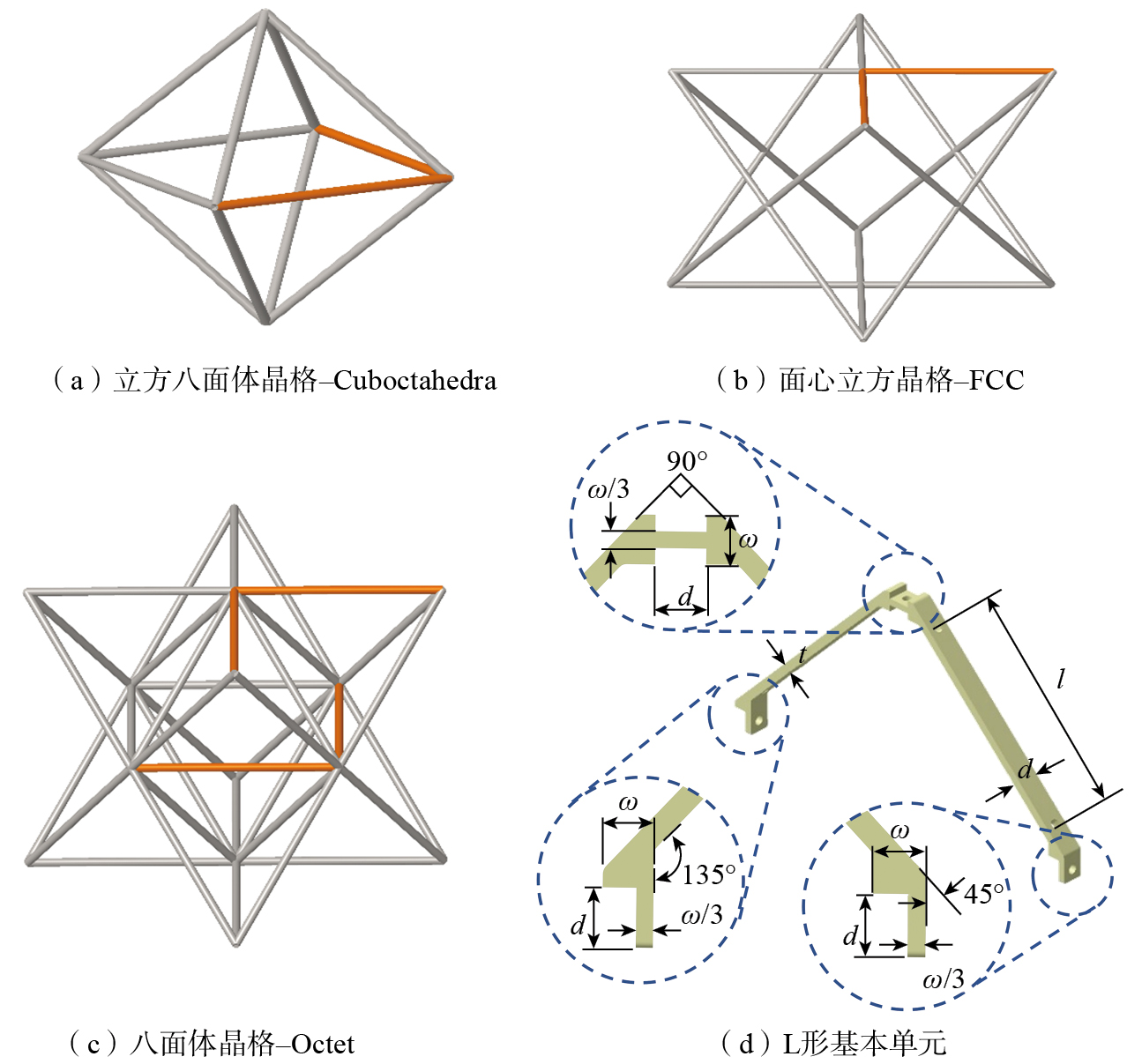
图1 具有几何兼容的L形基本单元设计
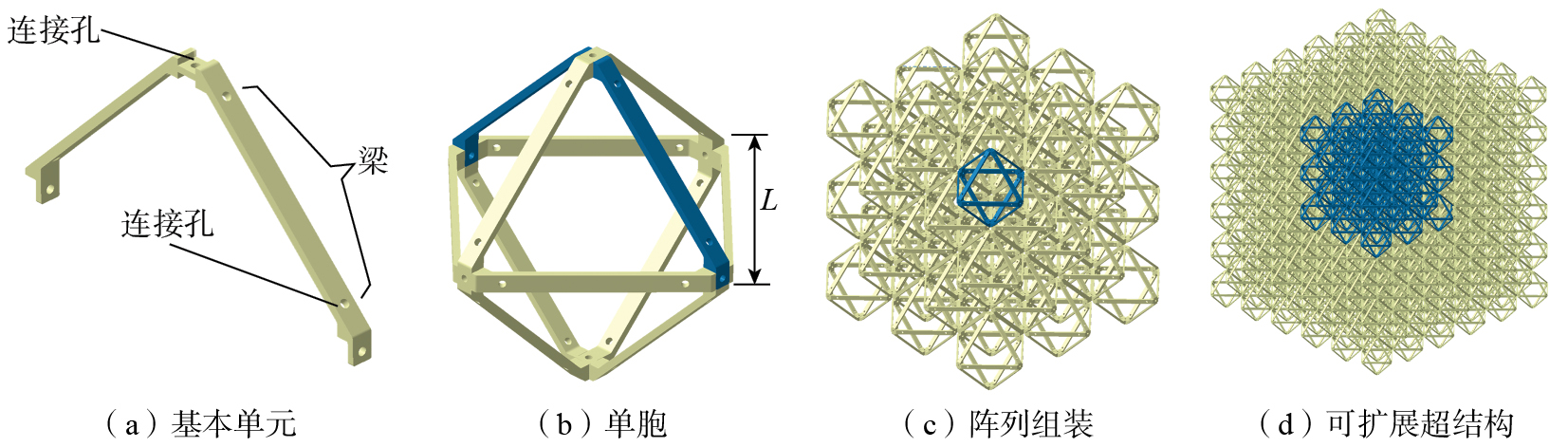
图2 基本单元的可扩展组装示意图
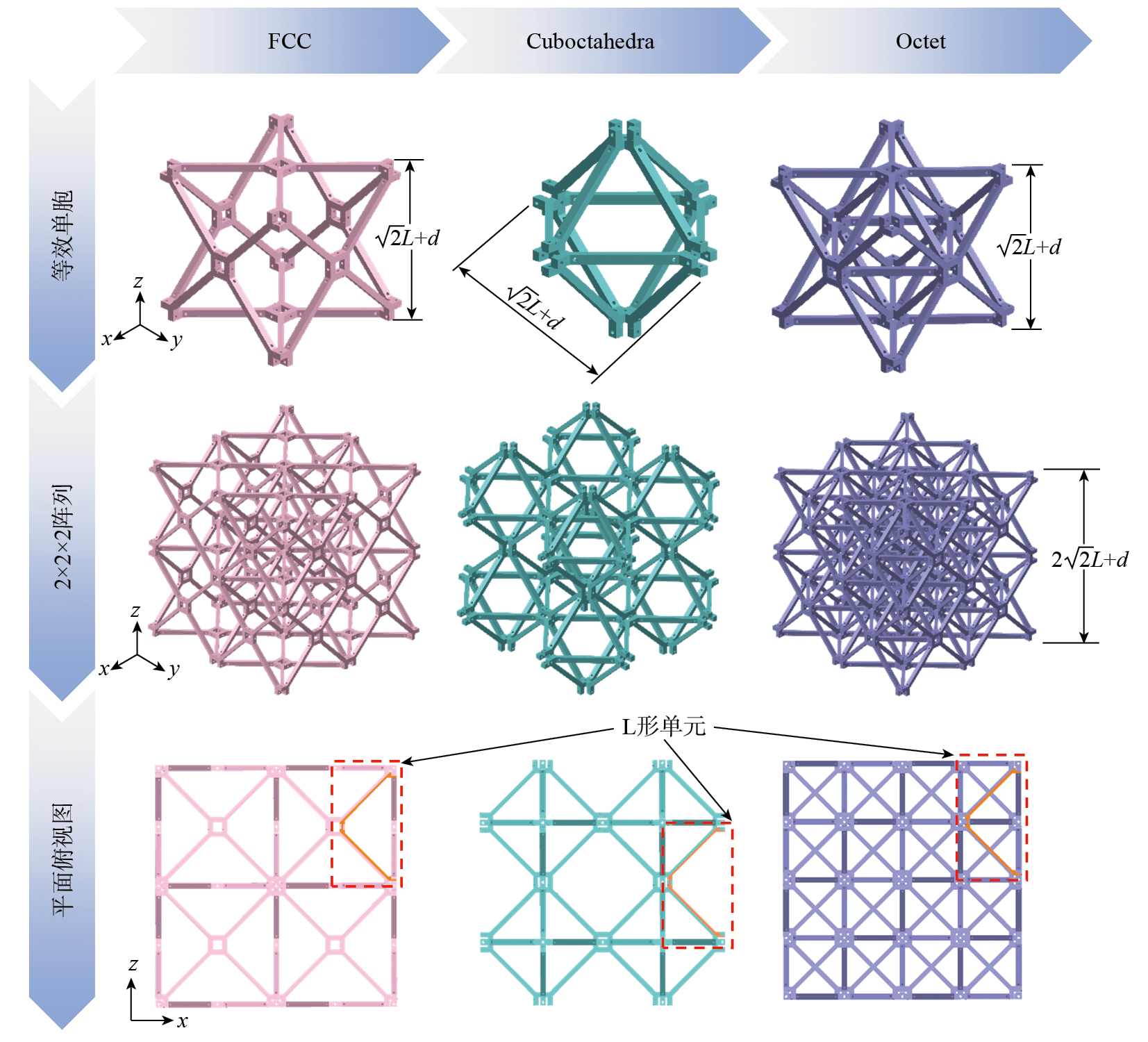
图3 基于L形单元组装的三种典型晶格结构
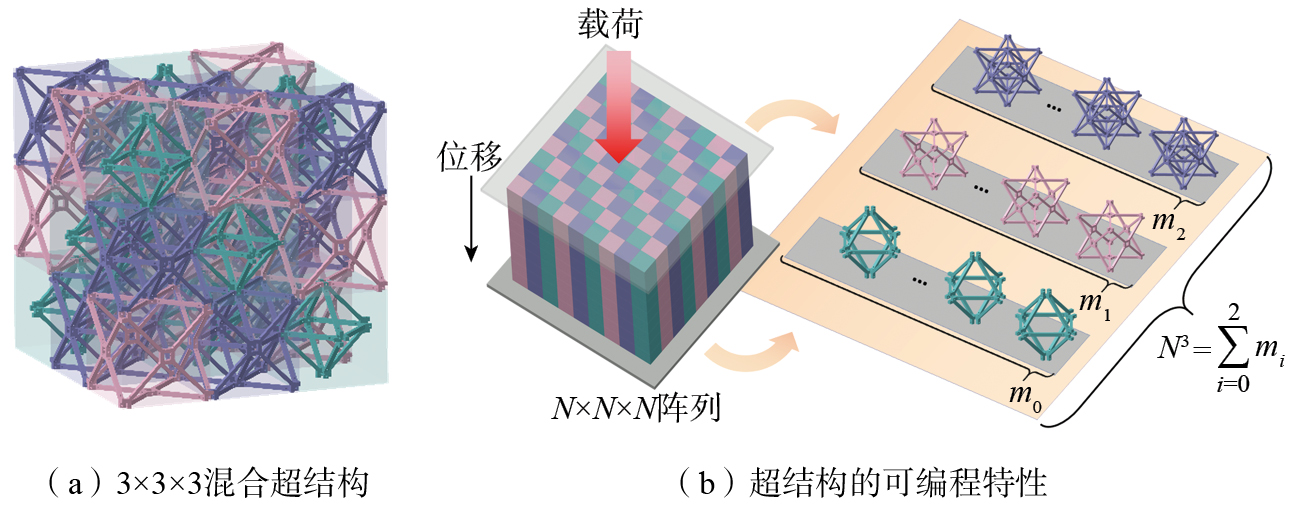
图4 离散组装超结构的可编程设计示意图
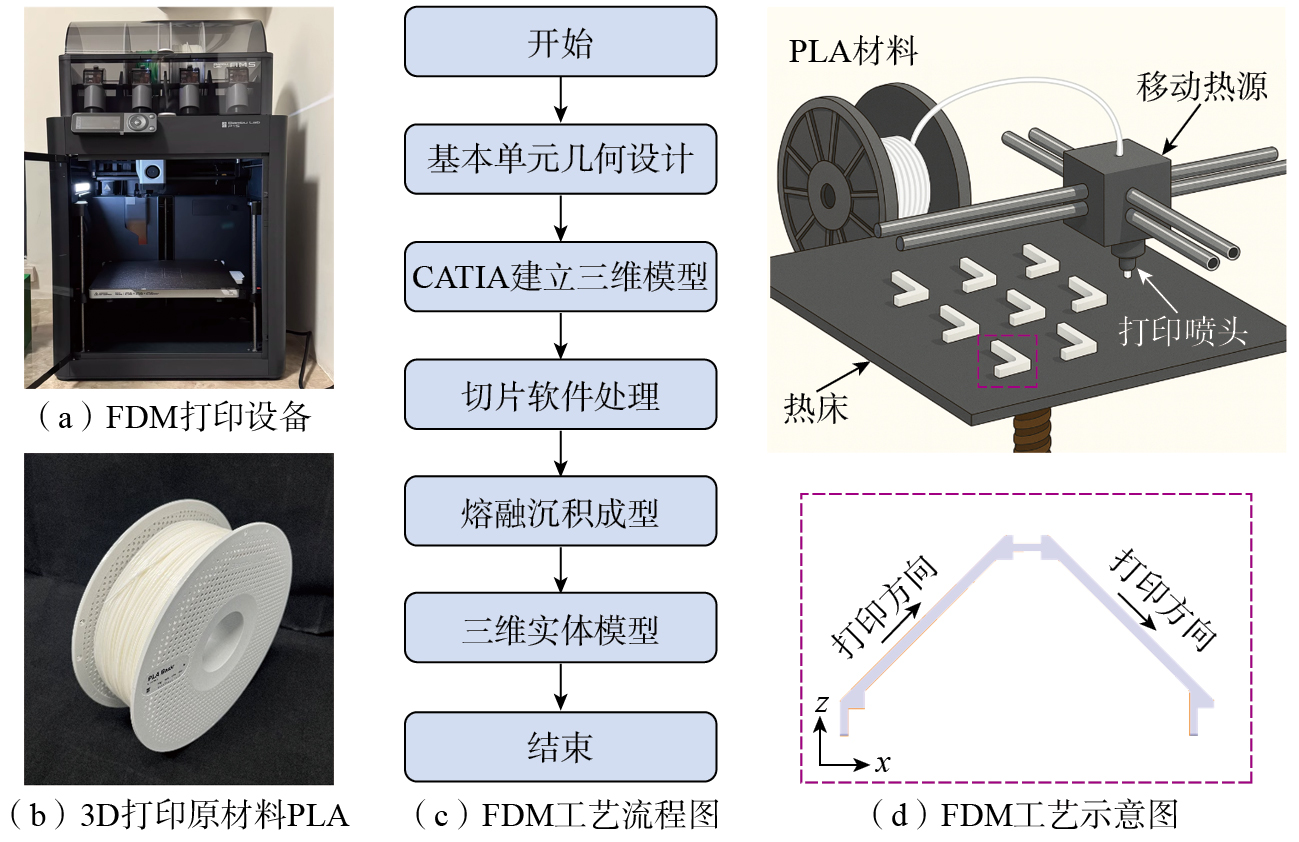
图5 FDM打印工艺
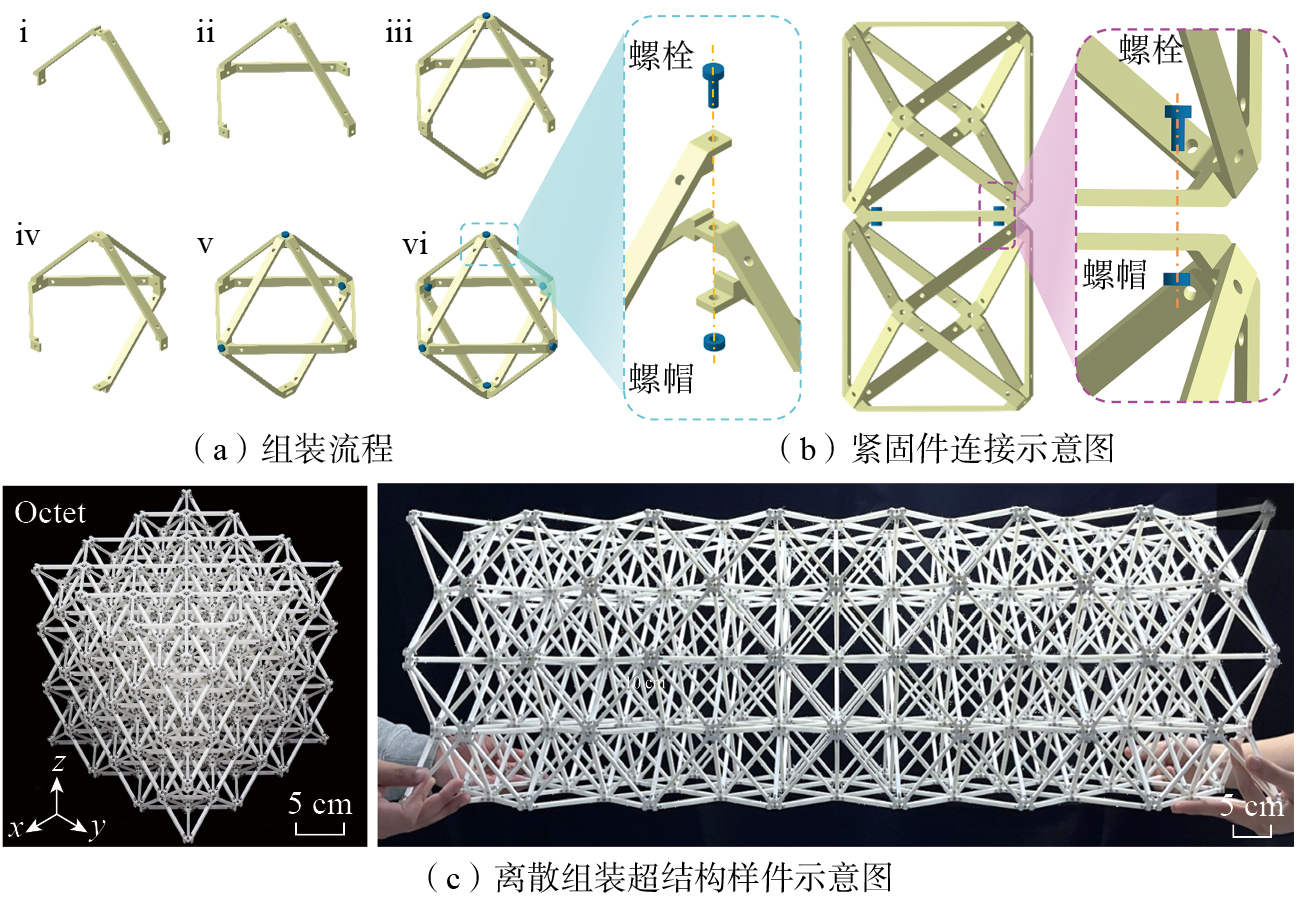
图6 组装示例及样件
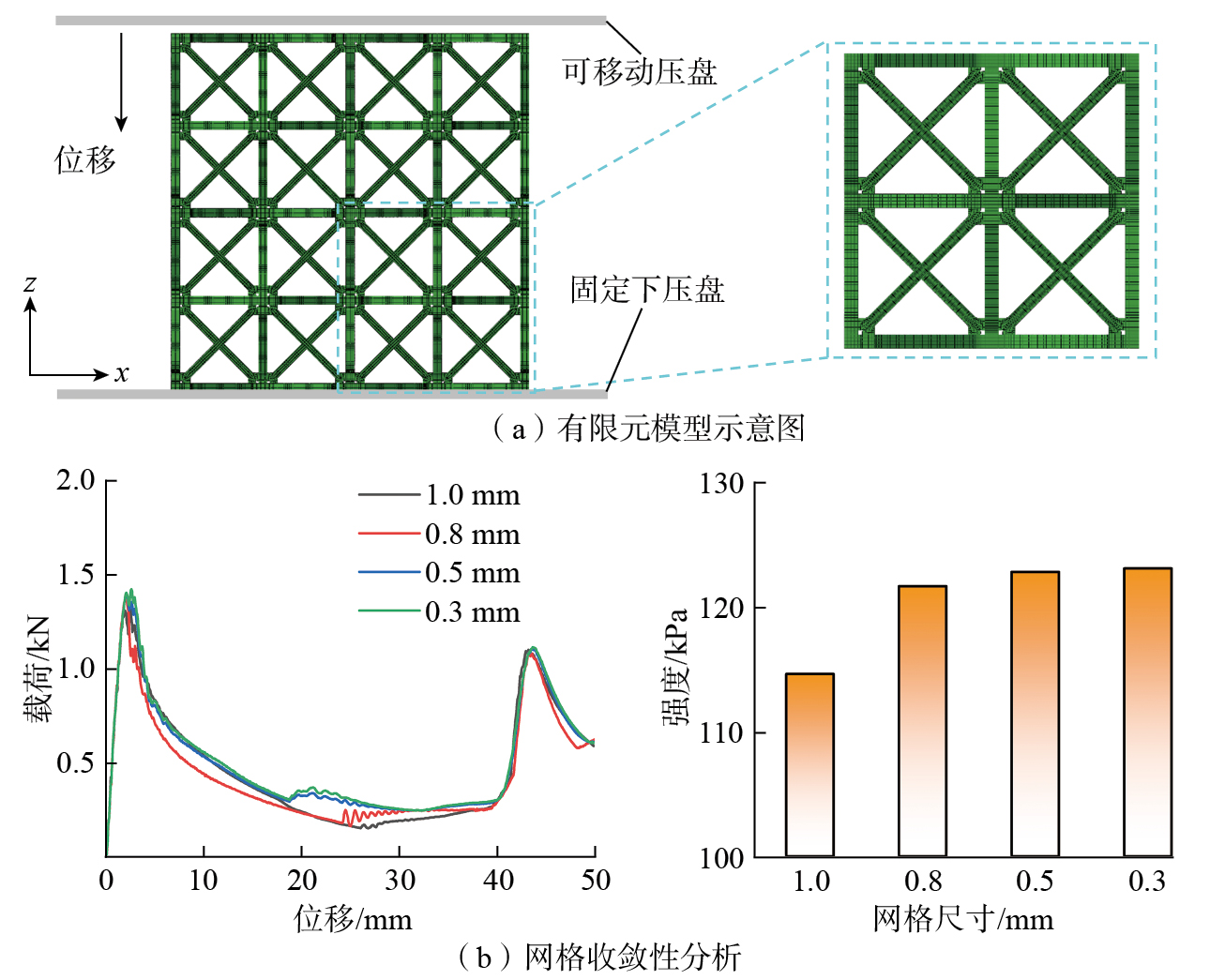
图7 有限元模型及网格收敛分析结果
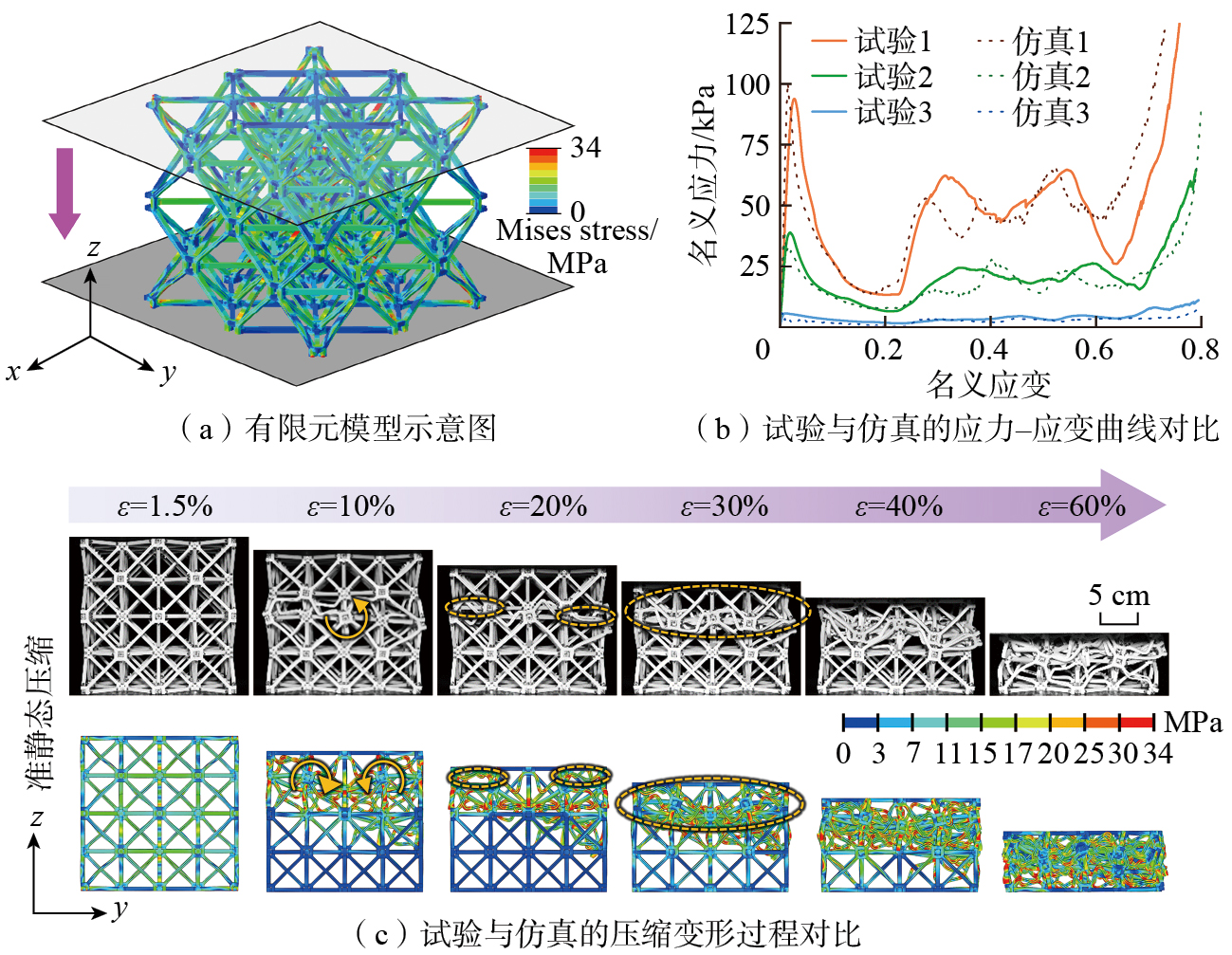
图8 试验结果与仿真结果对比验证
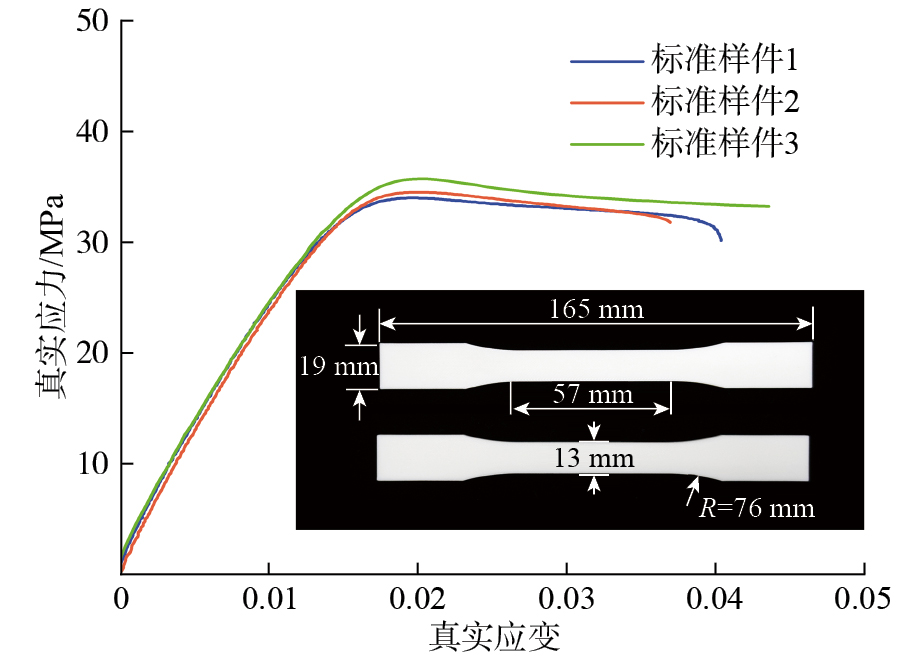
图9 标准样件拉伸测试结果
图10 3种典型晶格的力学性能分析
图11 不同结构的相对刚度–等效密度关系图[ DONG L. Mechanical responses of Ti–6Al–4V truss lattices having a combined simple-cubic and body-centered-cubic (SC–BCC) topology[J]. Aerospace Science and Technology, 2021, 116: 106852. 19, ZHANG J W, ZHAO T H, YI Y S, et al. Additive manufacturing assisted fabrication of octet truss structures using continuous carbon fibre composites and the resulting mechanical responses[J]. Journal of Materials Processing Technology, 2023, 319: 118089. GUO X Y, XU Y M, WANG X, et al. Hierarchical discrete assembly of mechanical metamaterials with application to modular unmanned aerial systems[J/OL]. Advanced Materials Technologies, 2025: e01455[2025-09-10]. https://advanced.onlinelibrary.wiley.com/doi/abs/10.1002/admt.202501455. 25-26]
2.China Academy of Aerospace System and Innovation, Beijing100088, China
Citations
GUO Xiangyu, ZHU Nan, XU Yuanming, et al. Hybrid design and performance modulation of discrete-assembled mechanical metastructures[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 25010153.
Abstract
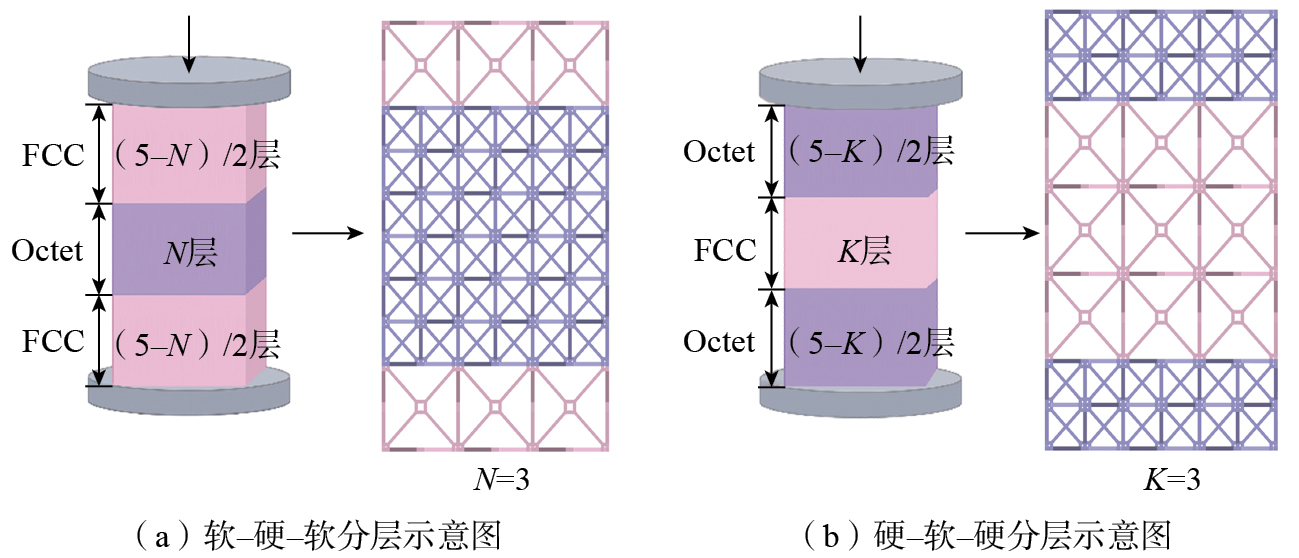
Mechanical metastructures, owing to their exceptional mechanical performance and structural adaptability, have shown broad application potential in fields such as aerospace and advanced engineering. However, most existing metastructures are fabricated using additive manufacturing (AM), which often results in fixed mechanical properties and limited tunability. To overcome these limitations, this study proposes a programmable discrete assembly approach based on L-shaped modular elements. The proposed module exhibits geometric compatibility, allowing the construction and topological transformation of three representative lattice architectures—Octet, FCC, and Cuboctahedra—through variations in spatial configuration, thereby overcoming the structural singularity inherent in conventional assembly methods. A hybrid fabrication process combining 3D printing and mechanical fastening was adopted, achieving support-free printing while maintaining high fabrication efficiency and cost-effectiveness for metastructures. Finite element simulations were employed to systematically investigate the mechanical responses of the three discretely assembled lattices, elucidating the intrinsic relationships between lattice topology, stiffness, strength, and energy absorption characteristics. Furthermore, two performance modulation strategies—soft-hard layered hybridization and local lattice hardening—were proposed to enable programmable control of global and local mechanical properties. This study establishes a new design framework for tunable mechanical metastructures, providing an effective pathway for customized performance and lightweight design in large-scale aerospace and multifunctional structural applications.
力学超结构作为一种通过人工设计拓扑结构实现非常规力学性能的先进材料体系,已成为解决航空航天、智能装备、防护工程等领域“轻量化–高承载–多功能”矛盾的核心技术之一[ LI Y B, YU S Y, QING H T, et al. Reprogrammable and reconfigurable mechanical computing metastructures with stable and high-density memory[J]. Science Advances, 2024, 10(26): eado6476. 王国庆, 王鹏飞, 李振, 等. 超结构制造: 开辟先进制造新领域[J]. 机械工程学报, 2025, 61(16): 1–12.WANG Guoqing, WANG Pengfei, LI Zhen, et al. Meta-structure manufacturing: Pioneering new frontiers in advanced manufacturing[J]. Journal of Mechanical Engineering, 2025, 61(16): 1–12. 姚谦, 杨钊, 王昕, 等. 力学超结构设计方法研究进展[J]. 应用数学和力学, 2024, 45(8): 974–1000.YAO Qian, YANG Zhao, WANG Xin, et al. A review of design methods for mechanical metastructures[J]. Applied Mathematics and Mechanics, 2024, 45(8): 974–1000. 1-3]。通过精准调控结构单元的几何特征,可实现传统天然材料难以企及的性能,如超高刚度[ ZHENG X Y, LEE H, WEISGRABER T H, et al. Ultralight, ultrastiff mechanical metamaterials[J]. Science, 2014, 344(6190): 1373–1377. 4]、负泊松比[ ZHANG X Y, SUN Q, LIANG X, et al. Stretchable and negative-poisson-ratio porous metamaterials[J]. Nature Communications, 2024, 15: 392. 5]、负热膨胀[ HE P, DU T, ZHAO K R, et al. Lightweight 3D graphene metamaterials with tunable negative thermal expansion[J]. Advanced Materials, 2023, 35(6): 2208562. 6]等,在航天器轻量化构件、高速装备缓冲系统、极端环境防护装置等场景中展现出广阔应用前景。随着工程需求向动态适配和多功能集成升级,对力学超结构的性能调控灵活性、结构可扩展性提出更高要求。亟须突破传统设计范式,构建兼具模块化、可重构与可编程特性的新型超结构体系[ JIAO P C, MUELLER J, RANEY J R, et al. Mechanical metamaterials and beyond[J]. Nature Communications, 2023, 14: 6004. 7]。
当前,力学超结构的制备高度依赖于增材制造技术(如熔融沉积成形[ KRISTIAWAN R B, IMADUDDIN F, ARIAWAN D, et al. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters[J]. Open Engineering, 2021, 11(1): 639–649. 8]、光固化成形[ HUANG J G, QIN Q, WANG J. A review of stereolithography: Processes and systems[J]. Processes, 2020, 8(9): 1138. 9]等),这类技术虽能精准复现复杂拓扑结构,却存在显著局限性[ WONG K V, HERNANDEZ A. A review of additive manufacturing[J]. International Scholarly Research Notices, 2012, 2012(1): 208760. 10]。一方面,增材制造的一体化成型方式导致超结构性能固化,一旦制备完成,其拓扑结构与力学特性无法调整,难以适配工况变化下的动态性能需求[ ABDULHAMEED O, AL-AHMARI A, AMEEN W, et al. Additive manufacturing: Challenges, trends, and applications[J]. Advances in Mechanical Engineering, 2019, 11(2): 1687814018822880. 11];另一方面,受打印设备尺寸与工艺限制,超结构的制备规模存在明显瓶颈,并且需在制备效率(如打印速度、分层数量)与成本(如设备能耗、时间成本)之间权衡,难以实现二者的平衡[ ZHENG X Y, SMITH W, JACKSON J, et al. Multiscale metallic metamaterials[J]. Nature Materials, 2016, 15(10): 1100–1106. CALIGNANO F, MANFREDI D, AMBROSIO E P, et al. Overview on additive manufacturing technologies[J]. Proceedings of the IEEE, 2017, 105(4): 593–612. HIRT L, REISER A, SPOLENAK R, et al. Additive manufacturing of metal structures at the micrometer scale[J]. Advanced Materials, 2017, 29(17): 1604211. KELLY B E, BHATTACHARYA I, HEIDARI H, et al. Volumetric additive manufacturing via tomographic reconstruction[J]. Science, 2019, 363(6431): 1075–1079. 12-15]。此外,增材制造为保证复杂拓扑的成型精度,常需设计大量支撑结构,这不仅导致材料损耗率显著上升,还需额外投入人力与设备进行支撑去除等后处理工序,进一步降低制备效率并推高综合成本[ JIANG J C, XU X, STRINGER J. Optimisation of multi-part production in additive manufacturing for reducing support waste[J]. Virtual and Physical Prototyping, 2019, 14(3): 219–228. 16]。这些固有缺陷严重制约了力学超结构从实验室原型验证向工程规模化应用的转化进程,成为其实际落地的关键障碍。
为突破上述制造瓶颈,离散组装超结构的概念应运而生[ CHEUNG K C, GERSHENFELD N. Reversibly assembled cellular composite materials[J]. Science, 2013, 341(6151): 1219–1221. 17]。该方法通过将复杂超结构分解为若干可重复制造、可互换、可装配的标准化构件,再通过机械连接[ GREGG C E, CATANOSO D, FORMOSO O I B, et al. Ultralight, strong, and self-reprogrammable mechanical metamaterials[J]. Science Robotics, 2024, 9(86): eadi2746. 18]、嵌锁[ DONG L. Mechanical responses of Ti–6Al–4V truss lattices having a combined simple-cubic and body-centered-cubic (SC–BCC) topology[J]. Aerospace Science and Technology, 2021, 116: 106852. 19]或磁性吸附[ JENETT B, ABDEL-RAHMAN A, CHEUNG K, et al. Material-robot system for assembly of discrete cellular structures[J]. IEEE Robotics and Automation Letters, 2019, 4(4): 4019–4026. 20]等方式实现模块化装配,从而在保持几何复杂性的同时实现可维护性与可重构性。与传统增材制造一体成型的超结构相比,离散组装结构不仅可在损伤后快速更换局部部件,还能通过单元重组实现不同拓扑结构间的快速切换,显著提升了结构体系的可扩展性与可编程性[ JENETT B, CAMERON C, TOURLOMOUSIS F, et al. Discretely assembled mechanical metamaterials[J]. Science Advances, 2020, 6(47): eabc9943. 21]。尽管如此,现有离散组装体系仍面临若干关键问题。其一,当前设计多基于特定拓扑结构的专用构件,仅适用于特定晶格(如八面体或蜂窝结构),缺乏多晶格间的几何兼容性与通用连接标准[ GREGG C E, KIM J H, CHEUNG K C. Ultra-light and scalable composite lattice materials[J]. Advanced Engineering Materials, 2018, 20(9): 1800213. LI J X, SUI C, SANG Y N, et al. A flexible, reusable and adjustable high-performance energy absorption system inspired by interlocking suture structures[J]. International Journal of Solids and Structures, 2024, 296: 112839. 22-23]。其二,性能调控维度有限,现有离散组装超结构大多数通过改变组件的几何尺寸来调控结构的力学特性,调控空间有限,难以实现刚度、强度、吸能等多性能的协同优化。这些问题使得离散组装超结构的设计灵活性与工程适用性大打折扣。
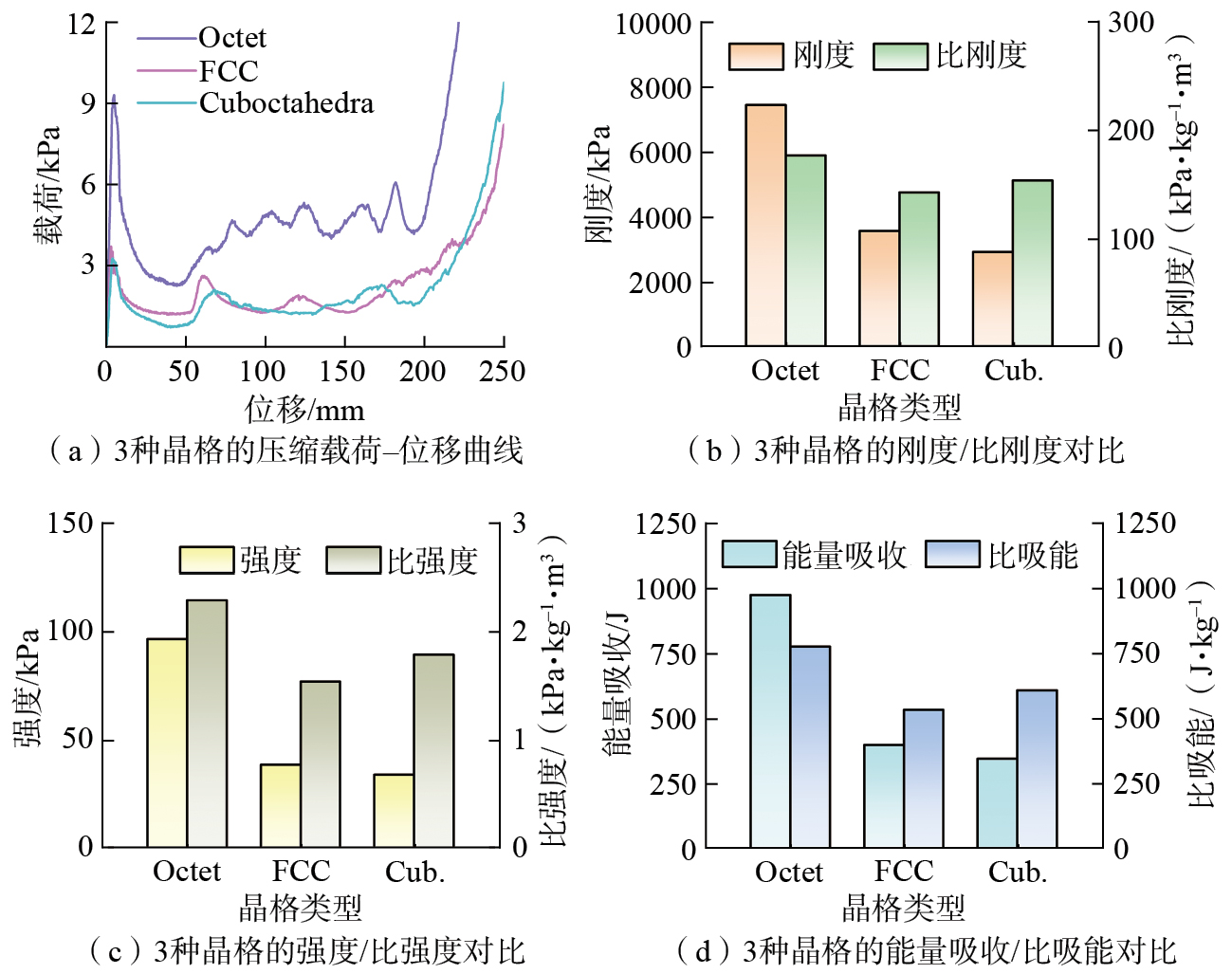
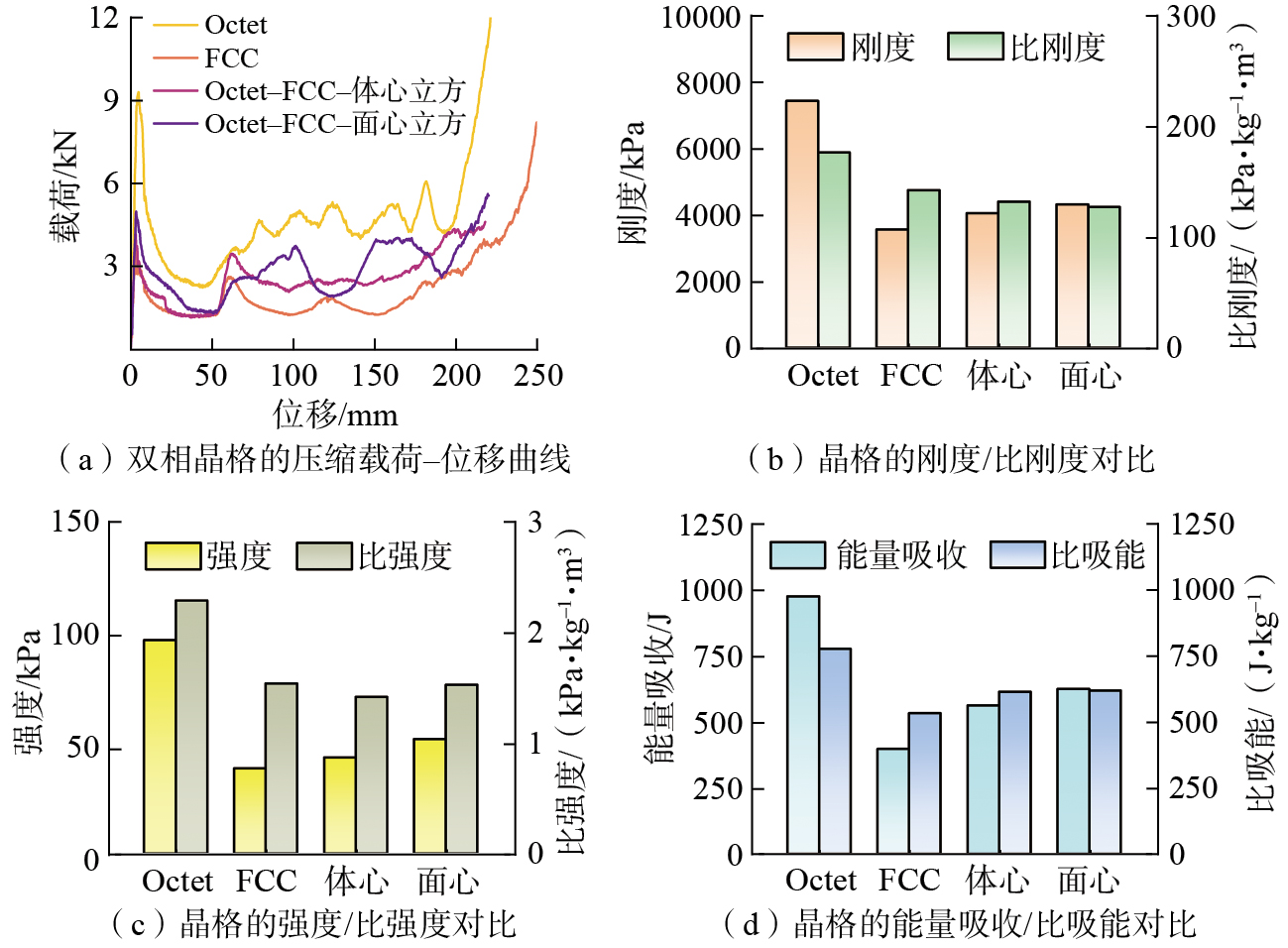
Fig.10 Mechanical performance analysis of the three typical lattice structures
图10(b)定量的比较了3种晶格的刚度与比刚度特性。Octet晶格的刚度最高,可以达到7444 kPa,比刚度为176 kPa·kg–1·m3。这主要归因于Octet晶格节点连通性较高,受力以拉伸为主导,故而单位质量承载效率最优[ DONG L, DESHPANDE V, WADLEY H. Mechanical response of Ti–6Al–4V octet-truss lattice structures[J]. International Journal of Solids and Structures, 2015, 60–61: 107–124. 24]。FCC晶格的刚度和比刚度分别为3565 kPa和142 kPa·kg–1·m3;Cuboctahedra晶格的刚度最低,仅为2917 kPa。3种晶格的强度与比强度特性如图10(c)所示,Octet晶格峰值强度最高,达到96 kPa,比强度为2.3 kPa·kg–1·m3,承载能力优异;FCC与Cuboctahedra晶格的强度相对较低。其中,FCC晶格的强度为38 kPa,相比于octet晶格下降了60.4%,其峰值应力降低且应力平台稳定,在冲击防护领域极具应用潜力。图10(d)对3种晶格的能量吸收特性进行了比较,为便于吸能能力对比,此处能量吸收取应变达0.7前对应阶段的能量。Octet晶格总能量吸收量最高达到974 J,比吸能达到775 J·kg–1,展现出高载荷下的强吸能特性。FCC晶格与Cuboctahedra晶格吸能能力稍低,但能量吸收曲线平缓,吸能稳定,可在大应变范围内持续耗能,适用于缓冲吸能及减震场景。综合对比可知,3种晶格在力学性能上呈现出明显差异:Octet晶格刚度与强度最高,单位质量承载效率优异,适用于高载荷承载与支撑结构;FCC晶格与Cuboctahedra晶格刚度与能量吸收性能均衡,结构稳定性好,吸能稳定,能在较大应变下持续耗能,适合缓冲吸能及减震应用。为后续混杂结构力学性能的可编程特性提供了理论依据与数据支持。
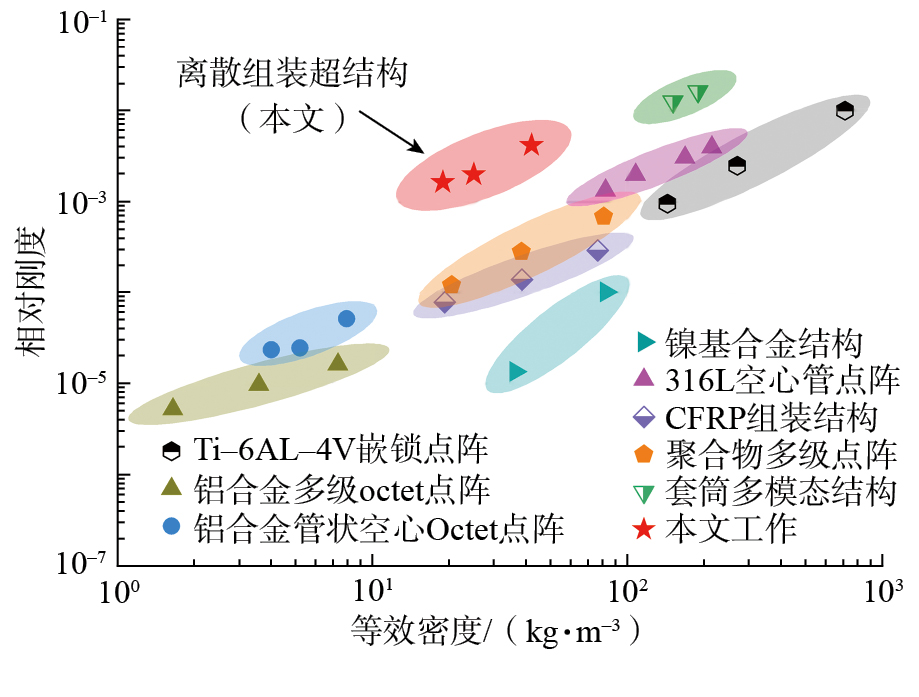
为了评估所提出的3种离散组装力学超结构的刚度特性,本研究将其相对刚度与文献中报道的多种典型超结构进行了对比分析[ DONG L. Mechanical responses of Ti–6Al–4V truss lattices having a combined simple-cubic and body-centered-cubic (SC–BCC) topology[J]. Aerospace Science and Technology, 2021, 116: 106852. 19, ZHANG J W, ZHAO T H, YI Y S, et al. Additive manufacturing assisted fabrication of octet truss structures using continuous carbon fibre composites and the resulting mechanical responses[J]. Journal of Materials Processing Technology, 2023, 319: 118089. GUO X Y, XU Y M, WANG X, et al. Hierarchical discrete assembly of mechanical metamaterials with application to modular unmanned aerial systems[J/OL]. Advanced Materials Technologies, 2025: e01455[2025-09-10]. https://advanced.onlinelibrary.wiley.com/doi/abs/10.1002/admt.202501455. 25-26],如图11所示。纵坐标表示相对刚度,即结构等效刚度与基材刚度的比值,用以衡量不同结构在轻质化条件下的承载效率。从结果可以看出,本文提出的离散组装超结构可以实现极低密度的制备,能够达到18 kg–1·m3,并且在相同等效密度条件下,相对刚度对比嵌锁式组装结构有明显地提升。表明所设计的离散组装超结构在满足轻量化设计要求的同时,还能实现高比刚度,具有优异的承载特性。
图11 不同结构的相对刚度–等效密度关系图[ DONG L. Mechanical responses of Ti–6Al–4V truss lattices having a combined simple-cubic and body-centered-cubic (SC–BCC) topology[J]. Aerospace Science and Technology, 2021, 116: 106852. 19, ZHANG J W, ZHAO T H, YI Y S, et al. Additive manufacturing assisted fabrication of octet truss structures using continuous carbon fibre composites and the resulting mechanical responses[J]. Journal of Materials Processing Technology, 2023, 319: 118089. GUO X Y, XU Y M, WANG X, et al. Hierarchical discrete assembly of mechanical metamaterials with application to modular unmanned aerial systems[J/OL]. Advanced Materials Technologies, 2025: e01455[2025-09-10]. https://advanced.onlinelibrary.wiley.com/doi/abs/10.1002/admt.202501455. 25-26]
Fig.11 Relationship between relative stiffness and equivalent density for different structures[ DONG L. Mechanical responses of Ti–6Al–4V truss lattices having a combined simple-cubic and body-centered-cubic (SC–BCC) topology[J]. Aerospace Science and Technology, 2021, 116: 106852. 19, ZHANG J W, ZHAO T H, YI Y S, et al. Additive manufacturing assisted fabrication of octet truss structures using continuous carbon fibre composites and the resulting mechanical responses[J]. Journal of Materials Processing Technology, 2023, 319: 118089. GUO X Y, XU Y M, WANG X, et al. Hierarchical discrete assembly of mechanical metamaterials with application to modular unmanned aerial systems[J/OL]. Advanced Materials Technologies, 2025: e01455[2025-09-10]. https://advanced.onlinelibrary.wiley.com/doi/abs/10.1002/admt.202501455. 25-26]
LIY B, YUS Y, QINGH T, et al. Reprogrammable and reconfigurable mechanical computing metastructures with stable and high-density memory[J]. Science Advances, 2024, 10(26): eado6476.
[2]
王国庆, 王鹏飞, 李振, 等. 超结构制造: 开辟先进制造新领域[J]. 机械工程学报, 2025, 61(16): 1–12. WANGGuoqing, WANGPengfei, LIZhen, et al. Meta-structure manufacturing: Pioneering new frontiers in advanced manufacturing[J]. Journal of Mechanical Engineering, 2025, 61(16): 1–12.
[3]
姚谦, 杨钊, 王昕, 等. 力学超结构设计方法研究进展[J]. 应用数学和力学, 2024, 45(8): 974–1000. YAOQian, YANGZhao, WANGXin, et al. A review of design methods for mechanical metastructures[J]. Applied Mathematics and Mechanics, 2024, 45(8): 974–1000.
[4]
ZHENGX Y, LEEH, WEISGRABERT H, et al. Ultralight, ultrastiff mechanical metamaterials[J]. Science, 2014, 344(6190): 1373–1377.
[5]
ZHANGX Y, SUNQ, LIANGX, et al. Stretchable and negative-poisson-ratio porous metamaterials[J]. Nature Communications, 2024, 15: 392.
[6]
HEP, DUT, ZHAOK R, et al. Lightweight 3D graphene metamaterials with tunable negative thermal expansion[J]. Advanced Materials, 2023, 35(6): 2208562.
[7]
JIAOP C, MUELLERJ, RANEYJ R, et al. Mechanical metamaterials and beyond[J]. Nature Communications, 2023, 14: 6004.
[8]
KRISTIAWANR B, IMADUDDINF, ARIAWAND, et al. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters[J]. Open Engineering, 2021, 11(1): 639–649.
[9]
HUANGJ G, QINQ, WANGJ. A review of stereolithography: Processes and systems[J]. Processes, 2020, 8(9): 1138.
[10]
WONGK V, HERNANDEZA. A review of additive manufacturing[J]. International Scholarly Research Notices, 2012, 2012(1): 208760.
[11]
ABDULHAMEEDO, AL-AHMARIA, AMEENW, et al. Additive manufacturing: Challenges, trends, and applications[J]. Advances in Mechanical Engineering, 2019, 11(2): 1687814018822880.
[12]
ZHENGX Y, SMITHW, JACKSONJ, et al. Multiscale metallic metamaterials[J]. Nature Materials, 2016, 15(10): 1100–1106.
[13]
CALIGNANOF, MANFREDID, AMBROSIOE P, et al. Overview on additive manufacturing technologies[J]. Proceedings of the IEEE, 2017, 105(4): 593–612.
[14]
HIRTL, REISERA, SPOLENAKR, et al. Additive manufacturing of metal structures at the micrometer scale[J]. Advanced Materials, 2017, 29(17): 1604211.
[15]
KELLYB E, BHATTACHARYAI, HEIDARIH, et al. Volumetric additive manufacturing via tomographic reconstruction[J]. Science, 2019, 363(6431): 1075–1079.
[16]
JIANGJ C, XUX, STRINGERJ. Optimisation of multi-part production in additive manufacturing for reducing support waste[J]. Virtual and Physical Prototyping, 2019, 14(3): 219–228.
GREGGC E, CATANOSOD, FORMOSOO I B, et al. Ultralight, strong, and self-reprogrammable mechanical metamaterials[J]. Science Robotics, 2024, 9(86): eadi2746.
[19]
DONGL. Mechanical responses of Ti–6Al–4V truss lattices having a combined simple-cubic and body-centered-cubic (SC–BCC) topology[J]. Aerospace Science and Technology, 2021, 116: 106852.
[20]
JENETTB, ABDEL-RAHMANA, CHEUNGK, et al. Material-robot system for assembly of discrete cellular structures[J]. IEEE Robotics and Automation Letters, 2019, 4(4): 4019–4026.
GREGGC E, KIMJ H, CHEUNGK C. Ultra-light and scalable composite lattice materials[J]. Advanced Engineering Materials, 2018, 20(9): 1800213.
[23]
LIJ X, SUIC, SANGY N, et al. A flexible, reusable and adjustable high-performance energy absorption system inspired by interlocking suture structures[J]. International Journal of Solids and Structures, 2024, 296: 112839.
[24]
DONGL, DESHPANDEV, WADLEYH. Mechanical response of Ti–6Al–4V octet-truss lattice structures[J]. International Journal of Solids and Structures, 2015, 60–61: 107–124.
[25]
ZHANGJ W, ZHAOT H, YIY S, et al. Additive manufacturing assisted fabrication of octet truss structures using continuous carbon fibre composites and the resulting mechanical responses[J]. Journal of Materials Processing Technology, 2023, 319: 118089.
[26]
GUOX Y, XUY M, WANGX, et al. Hierarchical discrete assembly of mechanical metamaterials with application to modular unmanned aerial systems[J/OL]. Advanced Materials Technologies, 2025: e01455[2025-09-10]. https://advanced.onlinelibrary.wiley.com/doi/abs/10.1002/admt.202501455.