飞机复合材料壁板装配应力控制技术研究现状与展望
通信作者:
毕运波,教授,博士生导师,研究方向为自动化装配与高性能连接。
基金项目:
国防基础科研计划
中图分类号:
V262.3
文献标识码:
A
流转信息 | 收稿日期 : 2025-03-26 退修日期 : 2025-04-23 录用日期 : 2025-05-21 |
引用格式
引文格式:张永亮, 姜杰凤, 张辉, 等. 飞机复合材料壁板装配应力控制技术研究现状与展望[J]. 航空制造技术, 2026, 69(1/2): 25010039.
摘要
碳纤维增强树脂基复合材料(Carbon fiber reinforced polymer,CFRP)凭借优异的比强度–刚度特性、耐环境腐蚀性及结构可设计性,已成为新一代航空飞行器主承力构件轻量化设计的核心材料体系。然而,受材料本征各向异性力学行为与层间界面弱结合特性制约,CFRP构件在装配过程中易因制造公差累积效应与装配协调性要求,诱发变形与应力集中,严重时会导致纤维/基体界面脱黏、层间剪切失效及基体微裂纹扩展等不可逆损伤。本文面向飞机复合材料壁板装配应力协调控制需求,综合考虑装夹定位、间隙补偿、机械连接等关键工艺环节,从定位布局优化与在线调控、间隙测量与填隙补偿、连接工艺控制等方面,综述了国内外相关技术研究和应用现状,指出了复合材料壁板装配应力控制技术未来发展方向,为复合材料柔性部件少/无应力装配提供参考。
关键词
装配应力;布局优化;在线调控;间隙补偿;螺栓连接;
Research Status and Prospect of Stress Control Technology for Aircraft Composite Panel Assembly
Citations
ZHANG Yongliang, JIANG Jiefeng, ZHANG Hui, et al. Research status and prospect of stress control technology for aircraft composite panel assembly[J]. Aeronautical Manufacturing Technology, 2026, 69(1/2): 25010039.
Abstract
Carbon Fiber Reinforced Polymer (CFRP) has become a core material for the lightweight design of primary load-bearing components in next-generation aircraft, owing to its high specific strength and stiffness, corrosion resistance, and structural tailorability. However, due to the intrinsic anisotropic mechanical behavior and weak interlaminar strrength, CFRP components are prone to non-uniform deformation and stress distribution during assembly, resulting from accumulated manufacturing tolerances and assembly coordination requirements. In severe cases, this can lead to irreversible damage modes such as fiber/matrix interface debonding, interlaminar shear failure, and matrix microcrack propagation. Focusing on the need for stress control during the assembly of aircraft composite panels, this study comprehensively considers key process steps including clamping and positioning, gap compensation, and mechanical joining. It reviews the current state of research and application of related technologies domestically and internationally—from the optimization and online adjustment of positioning layouts, gap measurement and compensation, to process control in mechanical joining. Future development directions for stress control technology in composite panel assembly are proposed, providing a reference for low- or no-stress assembly of flexible composite components.
Keywords
Assembly stress
新一代飞机在轻量化、高性能、长寿命及低成本等方面提出了更高的要求。复合材料因具有高强度、低密度、耐腐蚀优势和优异的设计灵活性,已成为飞机设计制造中的关键材料。在军用飞机领域,F–22和F–35战机的复合材料使用比例分别达到26%和36%;而在民用飞机领域,波音787和空客A350客机的复合材料占比更是高达50%以上[
张永亮, 姜杰凤, 毕运波. 飞机确定性装配技术及应用[J]. 航空制造技术, 2022, 65(18): 38–45, 62.ZHANG Yongliang, JIANG Jiefeng, BI Yunbo. Aircraft determinate assembly technology and its application[J]. Aeronautical Manufacturing Technology, 2022, 65(18): 38–45, 62.
1-2
陈文亮, 李奕星, 冯素玲. 飞机复合材料机身壁板装配技术分析与展望[J]. 航空制造技术, 2024, 67(16): 59–73.CHEN Wenliang, LI Yixing, FENG Suling. Analysis and prospect of assembly technology of aircraft composite fuselage panel[J]. Aeronautical Manufacturing Technology, 2024, 67(16): 59–73.
3-4
5
与金属壁板的制造工艺不同,复合材料壁板通常采用预浸料铺放和热压罐固化工艺成型。固化过程中,由于复合材料的各向异性、基体收缩不均,以及构件与模具热膨胀系数不同等因素,复合材料内部易产生残余应力,进而引发翘曲、回弹等变形,导致制造偏差[
6
7
8
9
10
复合材料壁板构件通常尺寸较大,军用飞机壁板长度可达数m,民用飞机壁板则可达到十几m甚至更长。在定位过程中,壁板由于刚度较低,容易受装夹误差、自身重力及装调力(如调姿、压紧)的影响,从而产生装配变形和残余应力[
11
12
13
潘玉森. CFRP/铝叠层椭圆头无耳托板自锁螺母–螺栓连接力学性能研究[D]. 杭州: 浙江大学, 2023.PAN Yusen. Research on the mechanical performance of oval-head no-lug self-locking nut-bolt joints in CFRP/aluminum stacks[D]. Hangzhou: Zhejiang University, 2023.
14-15
16
巩浩, 刘检华, 孙清超, 等. 精密机电产品均匀性装配的定义与关键技术[J]. 机械工程学报, 2021, 57(3): 174–184.GONG Hao, LIU Jianhua, SUN Qingchao, et al. Definition and key technologies of uniform assembly for precision electromechanical products[J]. Journal of Mechanical Engineering, 2021, 57(3): 174–184.
17-18
19
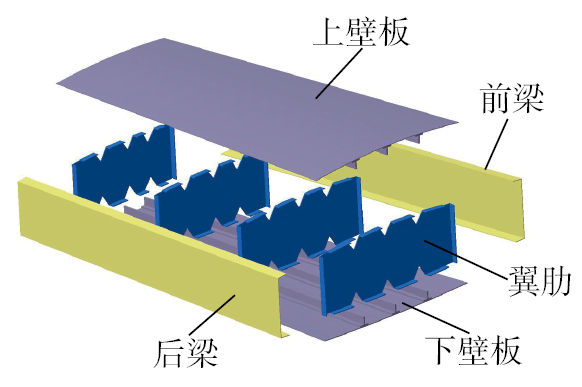
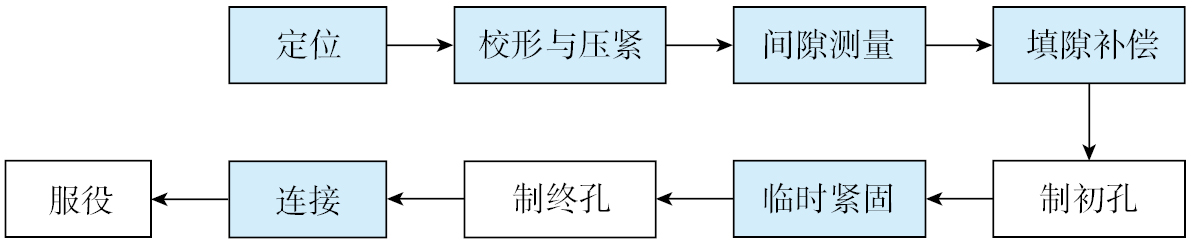
典型的现代机翼翼盒(图1)由上壁板、下壁板、前梁、后梁、翼肋等零组件构成。其中,上、下壁板通常采用复合材料制造,而梁和翼肋等骨架构件多由铝合金等金属材料制成。复合材料壁板的装配包括定位、校形与压紧、间隙测量、填隙补偿、临时紧固、制孔和连接等关键工艺环节,如图2所示。上述多个工艺环节与装配应力控制关系密切,涉及以下3个主要问题。
(1)由于复合材料壁板的薄壁件特性,定位支撑点数量与定位器布局方式对壁板变形和应力分布产生重要影响;同时,在利用定位器和压紧器等柔性工装进行在线调控校形时,控制和限制装配应力水平也同等重要。
(2)在大尺寸复合材料壁板制造偏差普遍存在、填隙补偿成为常规工艺的背景下,借助数字化测量方法获取构件外形数据并预测装配间隙,成为优化装配工艺的一个有效途径。而间隙测量精度与效率是衡量该方法实用与否的关键;在获取装配间隙基础上,填隙补偿工艺方案的设计合理性和实施情况,会对壁板装配应力及结构力学性能产生重要影响。
(3)与金属壁板装配相比,复合材料壁板螺栓连接中,预紧力、钉/孔配合量等重要工艺参数对结构装配应力的影响展现出新特点、新变化;叠加孔形、孔位误差和间隙偏差等影响给复合材料螺栓连接结构的装配应力均衡控制带来新挑战。
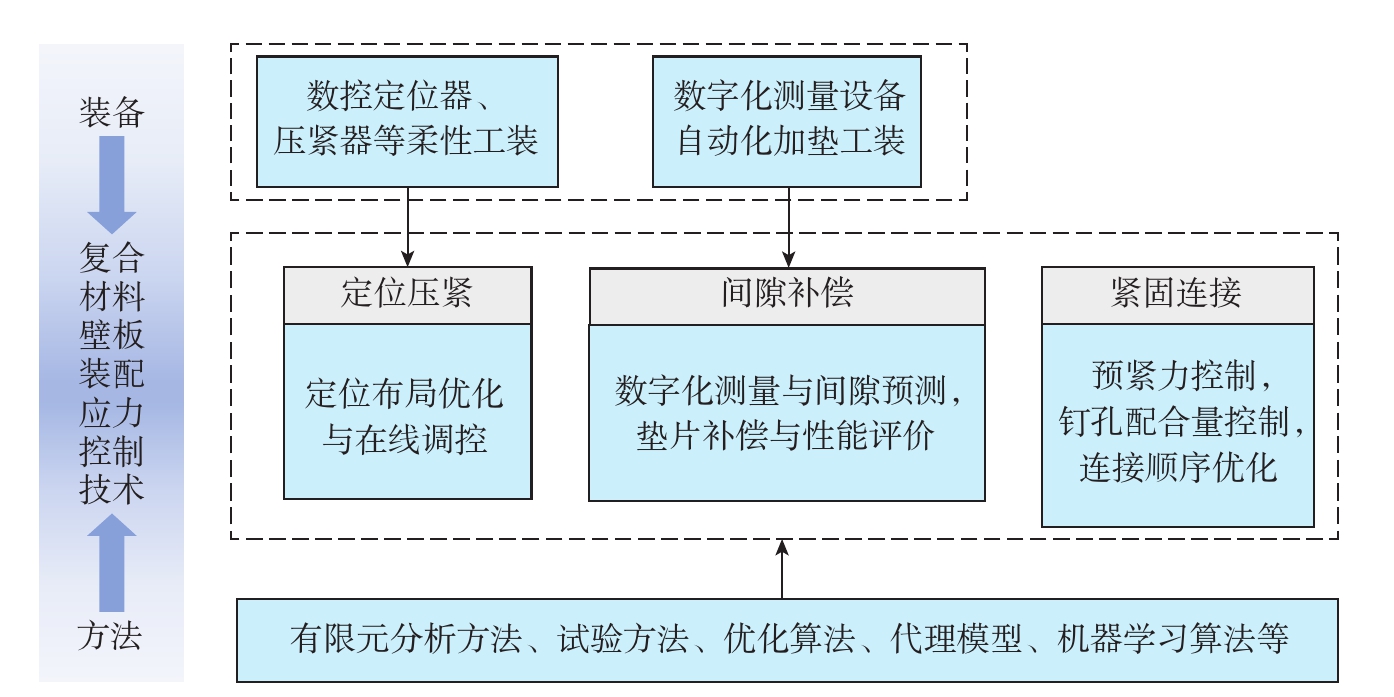
国内外学者在定位布局优化与在线调控、数字化测量与间隙预测、加垫补偿工艺评价、螺栓连接工艺控制等方面开展了大量研究工作。本文将对这些研究所涉及的工艺、方法、装备等进行系统综述和分析(图3),进而提出飞机复合材料壁板装配应力控制技术的发展方向。
零组件(特别是薄壁类构件)在装夹定位时,由于其长厚比大,垂直于面内方向(法向)刚性差,在自重或受外力作用下易产生变形和应力集中。通过优化定位支撑点的数量和布局,可有效缓解装配过程中应力集中现象。当柔性壁板存在少量几何尺寸偏差和定位误差时,可以充分利用其固有柔性特性,借助定位器和压紧器等柔性工装施加适当外力,实现构件的精确调整。这种调整方法不仅能够校正外形,还可实现对壁板应力的主动调控。定位布局优化主要用于装夹前对定位支撑点进行静态优化设计,而在线调控侧重于装夹过程中利用柔性工装实施动态调整。
定位支撑点的数量和空间分布是定位布局的核心参数,影响薄壁类零组件的变形和应力分布。而定位布局优化主要是利用有限元模拟方法和一些优化算法,对核心参数进行优化分析,控制工件变形和应力水平。在定位支撑点数量方面,传统六点定位方法对于薄壁零件的适应性差,容易引起较大变形和应力集中。因此,更具针对性的过定位和辅助支撑的多点定位方式应运而生。Cai等[
20
21
22
23
24
24
24
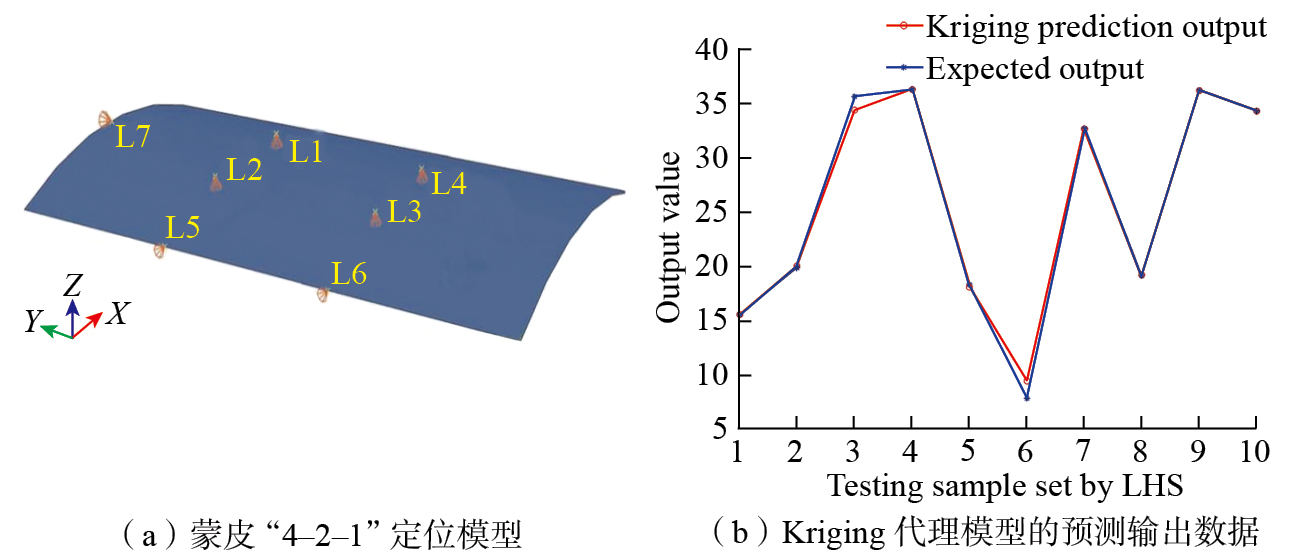
在定位布局优化方法方面,随着人工智能技术的发展,遗传算法等启发式优化方法被广泛采用。李西宁等[
25
26
27
28
29
30
31
32
30
30
32
32
定位布局优化技术通过对定位支撑点数量和空间分布的优化,来降低薄壁件的定位变形和应力集中。然而,当前研究多以变形量最小为优化目标展开,而针对复合材料壁板装配定位,以应力限值或应力均衡为优化目标将成为定位布局优化技术研究的发展方向。在布局优化方法上,当前研究主要围绕薄壁件有限元模型的构建与计算展开,通过引入代理模型或将之与生物启发算法相结合的优化策略,显著减少了计算量并提高了优化效率。在处理大尺寸各向异性的复合材料壁板时,发掘代理模型等智能算法和定位布局优化深度融合的通用方法,将推动定位支撑智能计算和优化设计水平的全面提升。
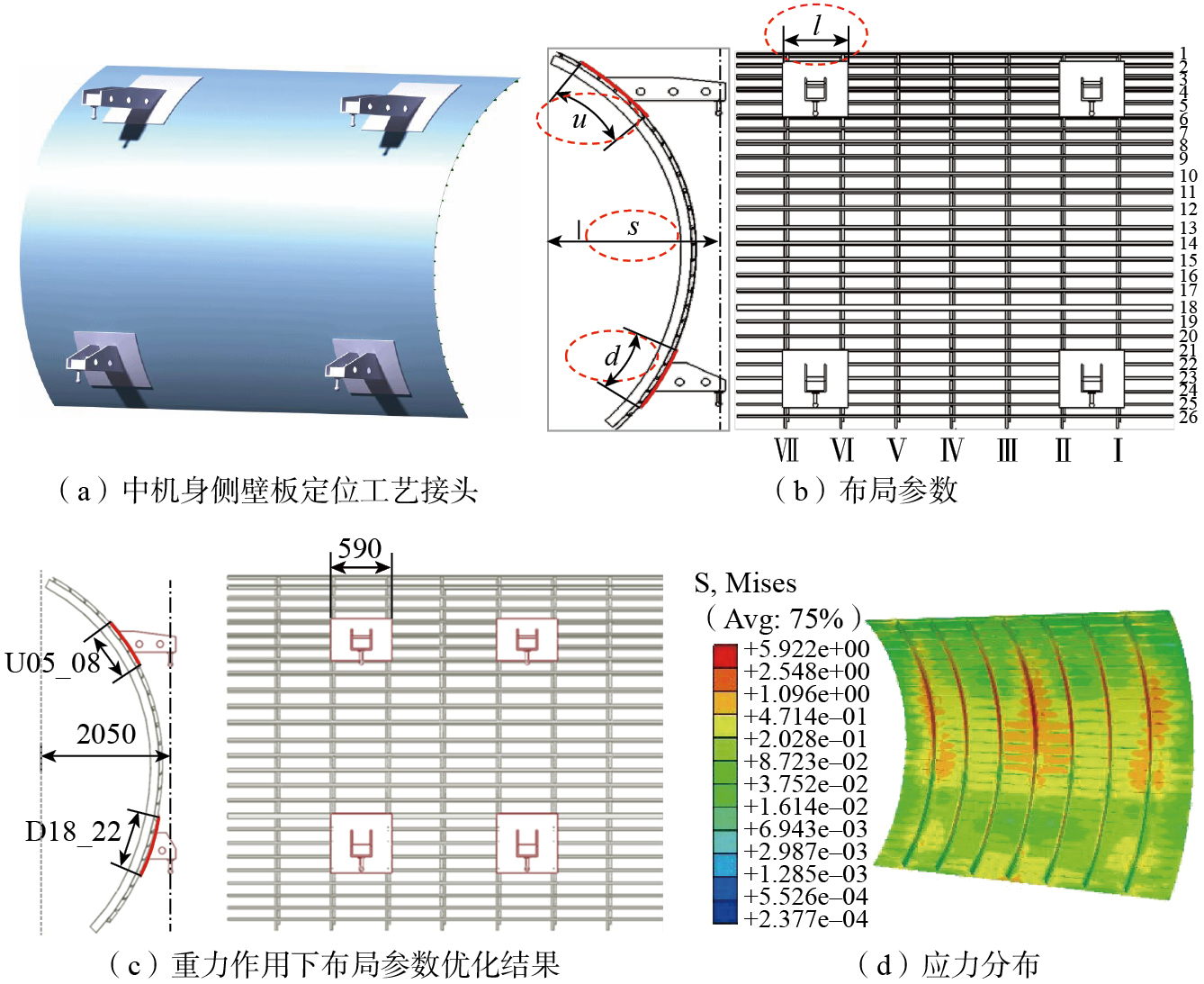
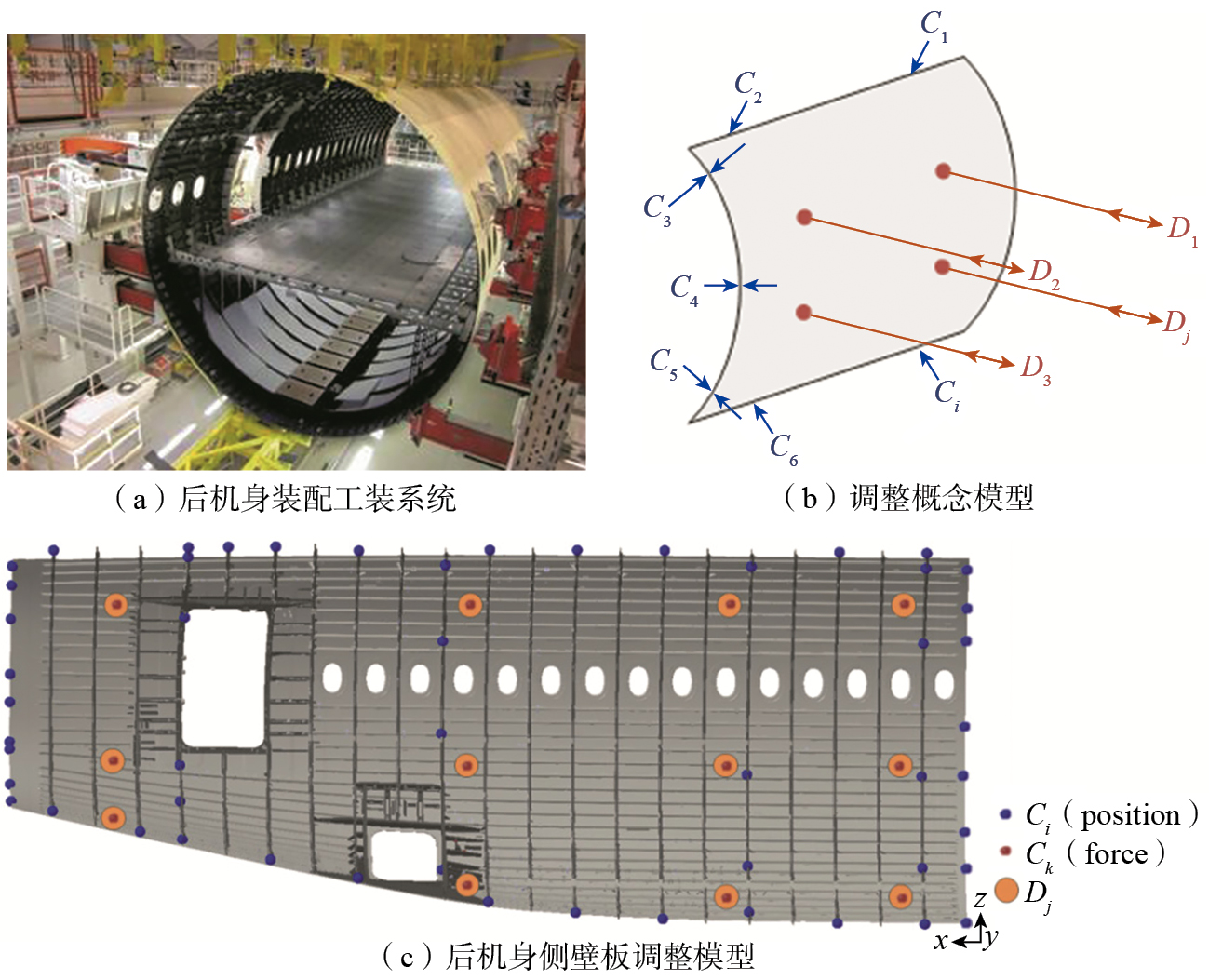
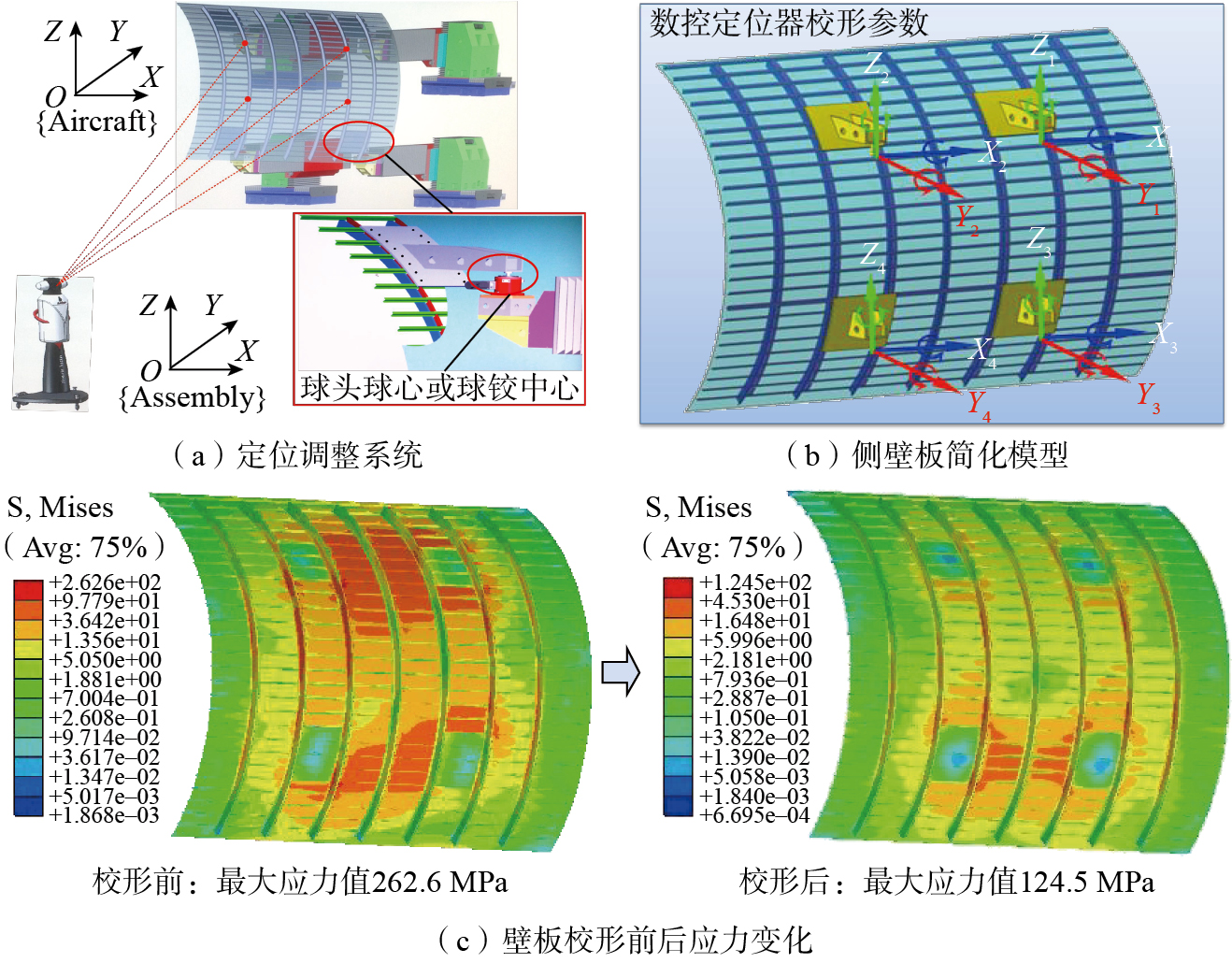
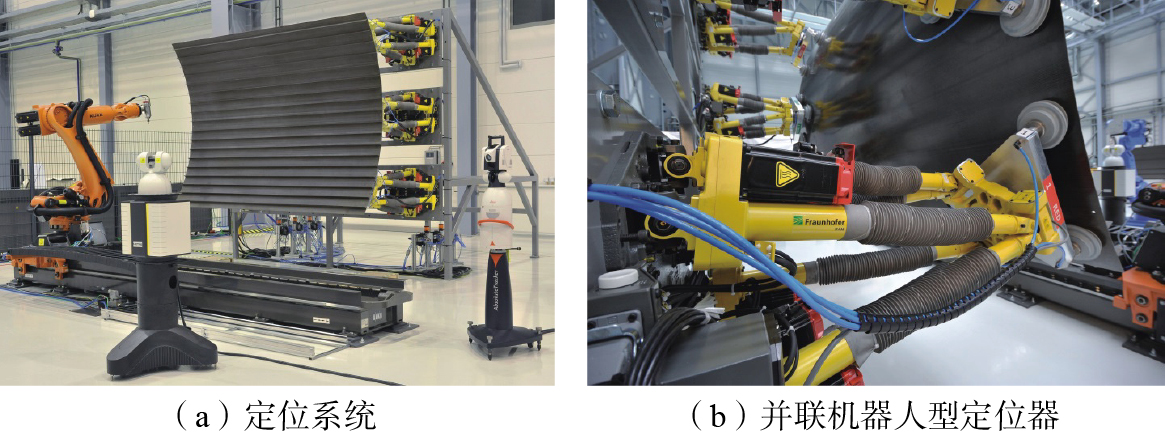
在飞机零部件装配过程中,传统工装定位方法逐步向柔性化方向发展。针对柔性壁板装配过程中出现的几何偏差和定位误差问题,现代装配系统采用具有主动调整功能的定位器和压紧器,通过施加可控外力实现精确修正。其中,三坐标定位器(POGO柱)、并联机器人和阵列式真空吸盘等先进柔性工装不仅具备精确定位功能,还可实现拉/压等校形操作。这些设备集成了高精度传感器系统,通过实时反馈装配状态,实现装配过程的在线自动调整。同时,结合有限元分析方法,能够准确预测壁板调整过程中的应力分布情况。在压紧器应用方面,利用有限元仿真与智能优化算法进行压紧器的布局优化设计,可有效控制壁板的外形精度和应力分布。
Arista等[
33
34
33
33
34
34
Ramirez等[
35
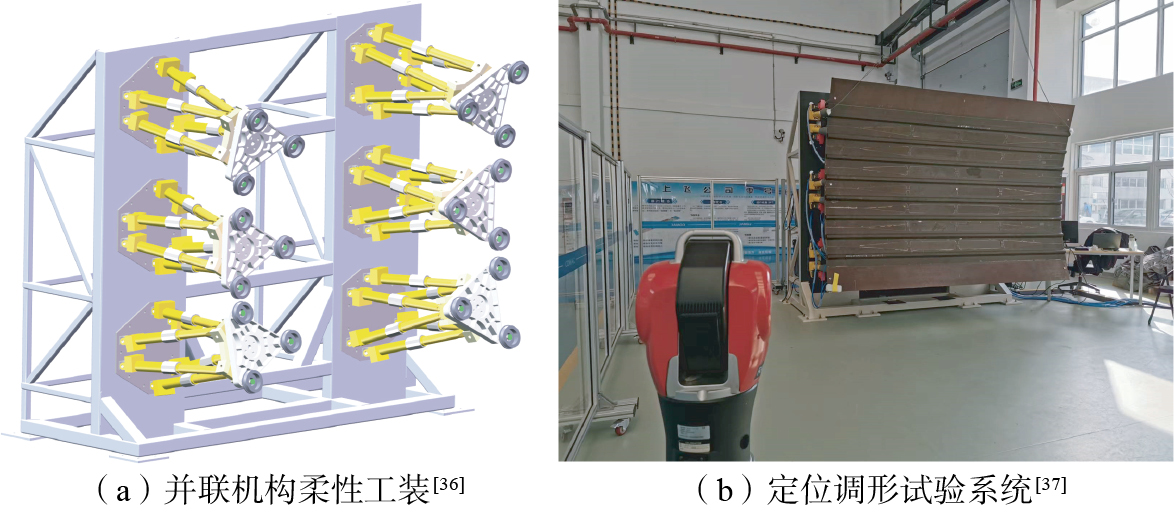
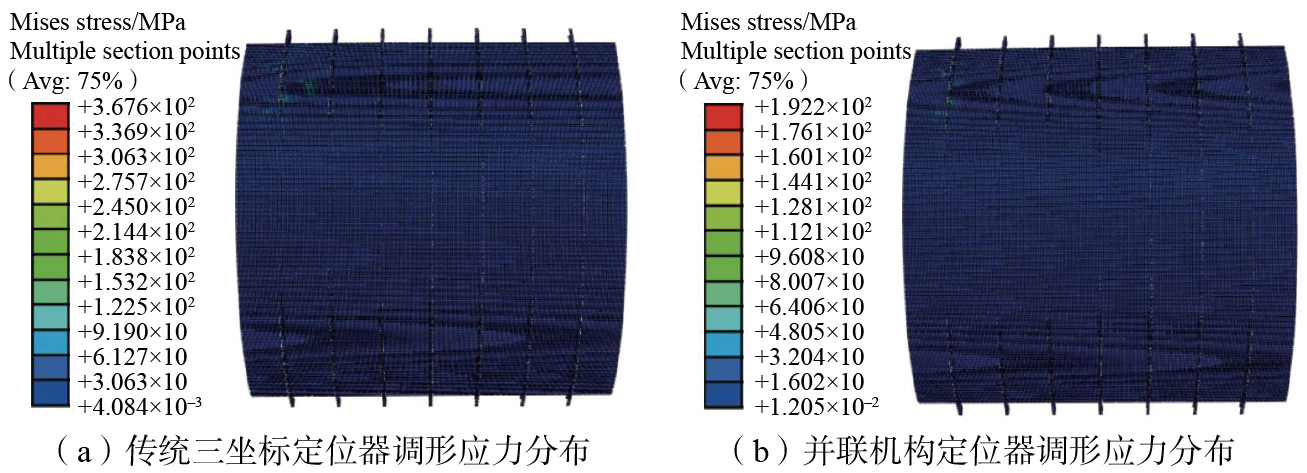
杨应科, 李东升, 沈立恒, 等. 大型复合材料机身壁板多机器人协同装配调姿控形方法[J]. 航空学报, 2023, 44(14): 428006.YANG Yingke, LI Dongsheng, SHEN Liheng, et al. Pose and shape adjustment method for CFRP fuselage panel based on multi-robot collaboration[J]. Acta Aeronautica et Astronautica Sinica, 2023, 44(14): 428006.
36-37
36
35
35
36
36
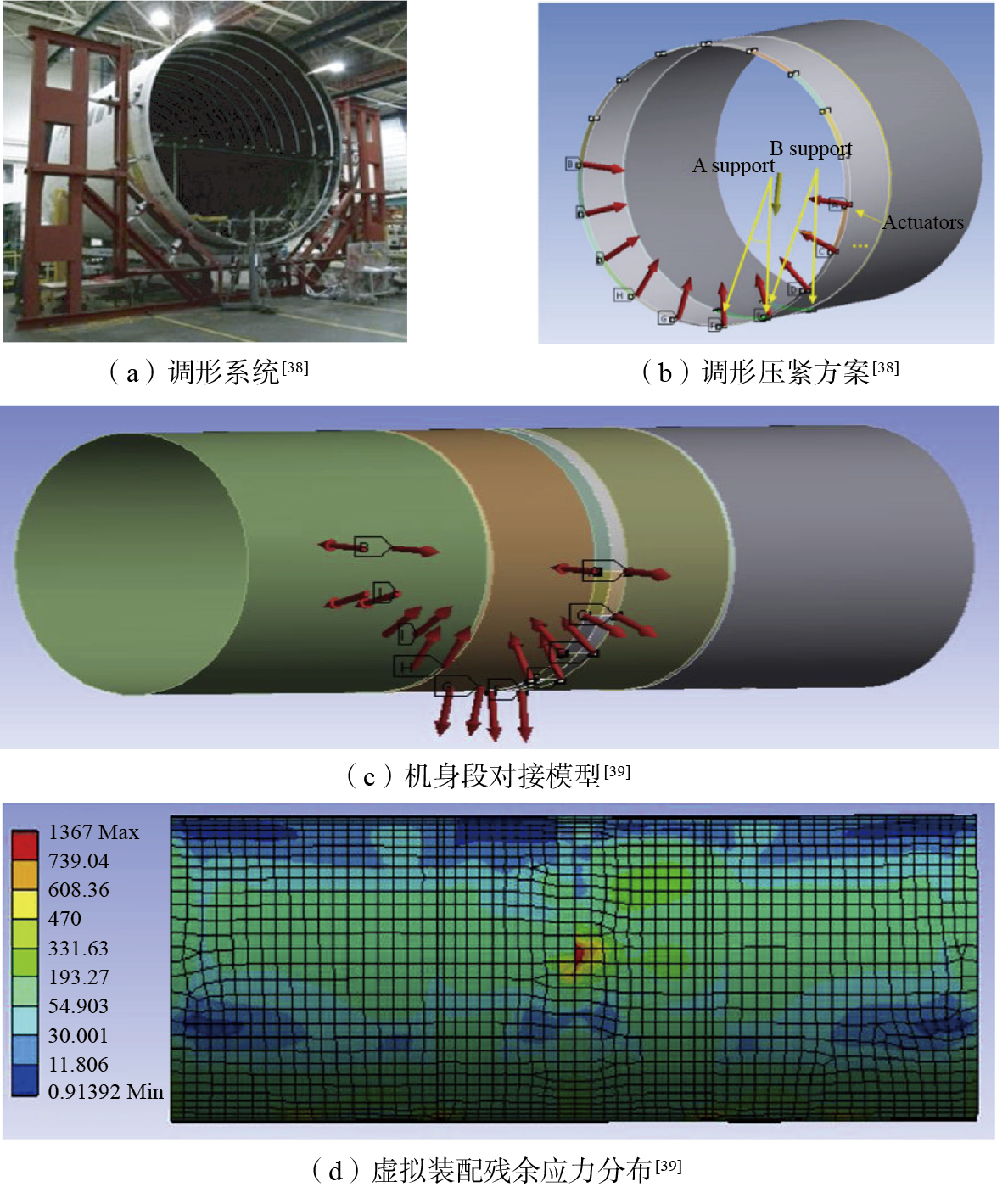
Wen等[
WEN Y C, YUE X W, HUNT J H, et al. Virtual assembly and residual stress analysis for the composite fuselage assembly process[J]. Journal of Manufacturing Systems, 2019, 52: 55–62.
38-39
40
41
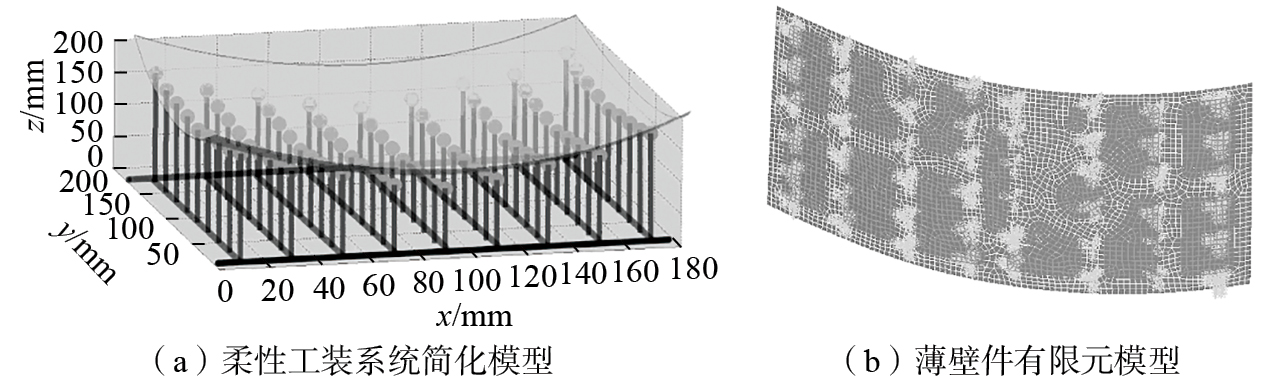
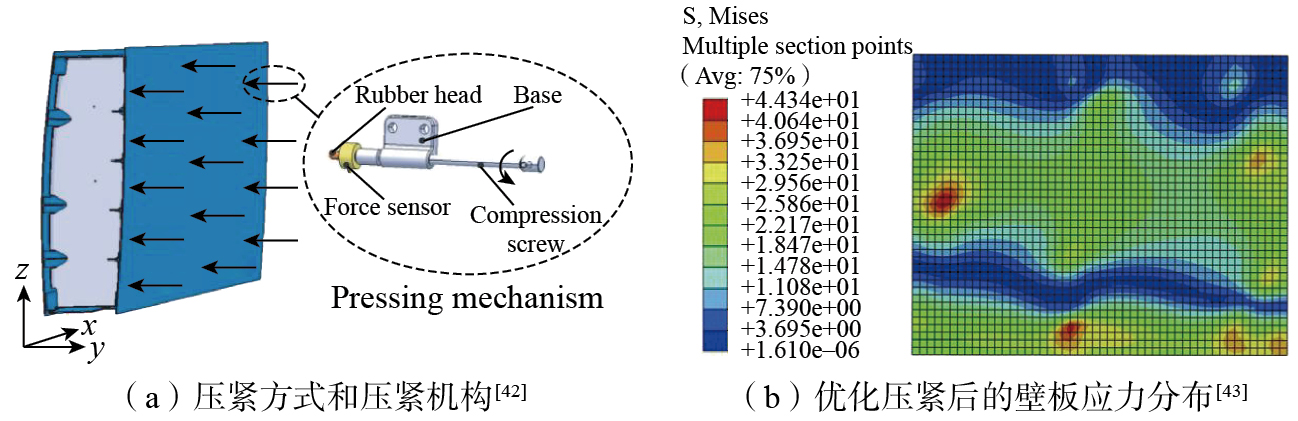
此外,针对飞机复合材料翼盒装配间隙问题,有学者采用单自由度的压紧器对蒙皮进行压紧,并将遗传算法与有限元法相结合,对压紧力大小和布局进行优化,如图13所示[
ZHANG W, AN L L, CHEN Y, et al. Optimisation for clamping force of aircraft composite structure assembly considering form defects and part deformations[J]. Advances in Mechanical Engineering, 2021, 13(4): 1687814021995703.
42-43
44
综上所述,通过合理配置具有主动调控功能的三坐标定位器、并联机构、压紧器等柔性工装系统,借助有限元分析和优化算法等手段,实现外力的精确施加,在完成校形的同时能够避免应力集中。针对复合材料壁板装配应力在线调控问题,以下方面须进一步突破:(1)在满足装配协调精度的同时,深入研究复合材料壁板变形均匀和应力均衡的在线调控机理、模型和方法;(2)深度融合有限元方法与人工智能技术,使装配工装系统逐步具备自主学习和工艺优化能力,为实现装配变形与应力的智能化控制提供技术支撑;(3)集成定位器与压紧器的综合在线调控技术,为实现复合材料壁板装配控形控性开辟新的技术路径。
与金属材料相比,复合材料的成型质量更难控制,特别是碳纤维复合材料在成型过程中容易出现厚度、平面度、扭转等尺寸和形状误差,导致复合材料构件装配过程中在接合面处产生间隙或干涉,强迫装配可能引起较大的装配应力,造成复合材料构件服役性能下降[
45
传统间隙测量依赖零部件的预装配,采用机械式塞尺进行间隙数据采集,这一过程往往耗时较长,且预装配常会遮蔽构件内部部位,导致无法放入塞尺等测量工具。随着数字化测量技术的发展,特别是基于视觉的非接触式测量方法[
46
47
48
49
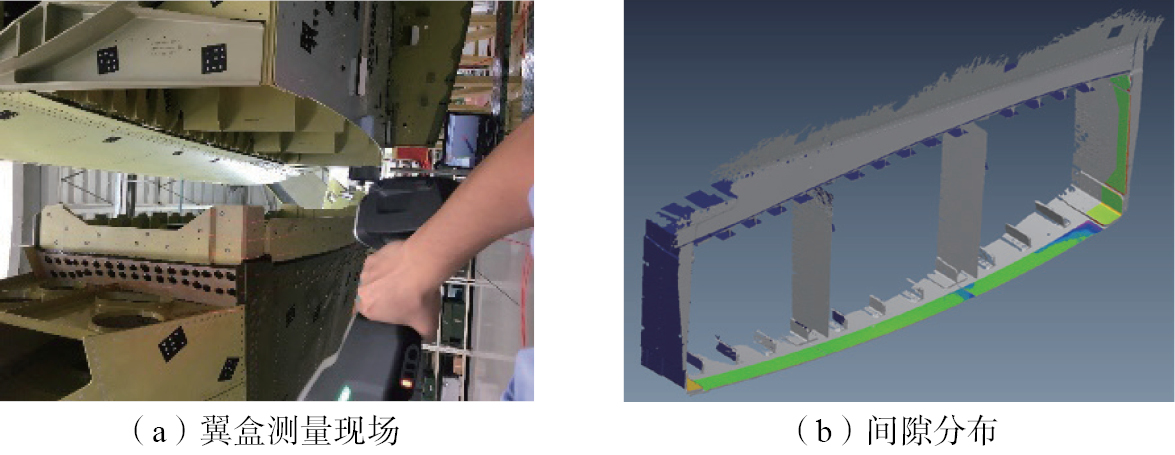
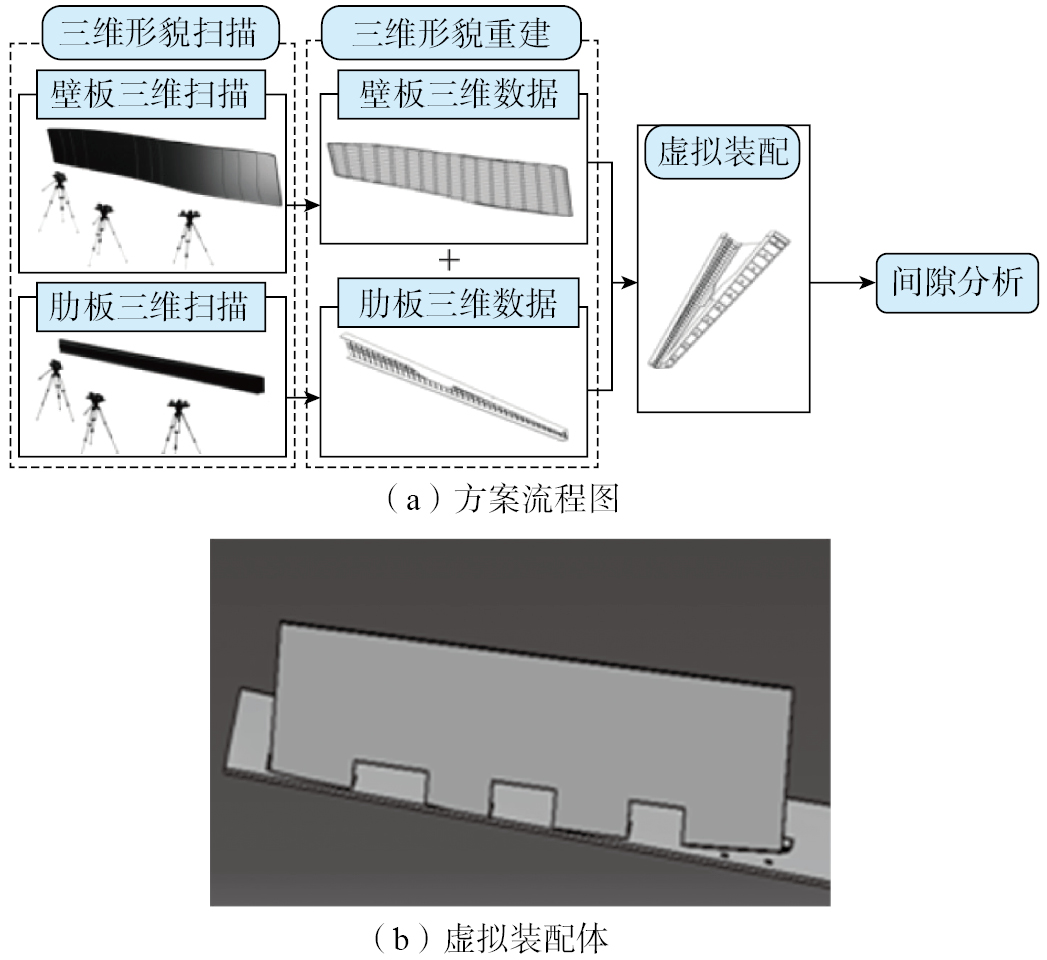
三维激光扫描技术通过高频率采样实现对零件表面的数据采集,经过数据处理后获得零件表面信息,在装配间隙测量方面得到了大量应用。目前存在单纯利用三维激光扫描测量、三维扫描与其他数字化测量方法相结合的两大类测量方式。单纯利用三维扫描测量方式,主要是将零件表面扫描测量数据与理论数模CAD进行比较,评估构件偏差和变形,进而预测装配构件之间的间隙情况[
YANG Y, JIN Y, PRICE M, et al. Gap volume prediction for aircraft wing assembly[J]. Procedia Manufacturing, 2021, 54: 227–232.
OSPINA-ALDANA G, HASSAN ALI M I, ODENDAAL H, et al. Predictive shimming of frame-panel assemblies using FEM and laser scanning[C]//Proceedings of ASME 2019 International Mechanical Engineering Congress and Exposition. New York: ASME, 2020.
50-52
53
54
55
在点云数据处理领域,目前主要采用基于原始点云的间隙预测模型和基于重构数模的间隙预测模型两种形式的实测数据模型进行装配间隙预测[
56
基于原始点云的间隙预测模型,是通过数字化测量设备采集零件外形数据(如关键点、基准点、特征外形、轮廓边界及曲面数据等),直接利用点云数据进行匹配拼合,从而构建实测的点云间隙数据模型。为了构建精确的间隙模型,Schmick等[
57
58
59
60
57
57
60
60
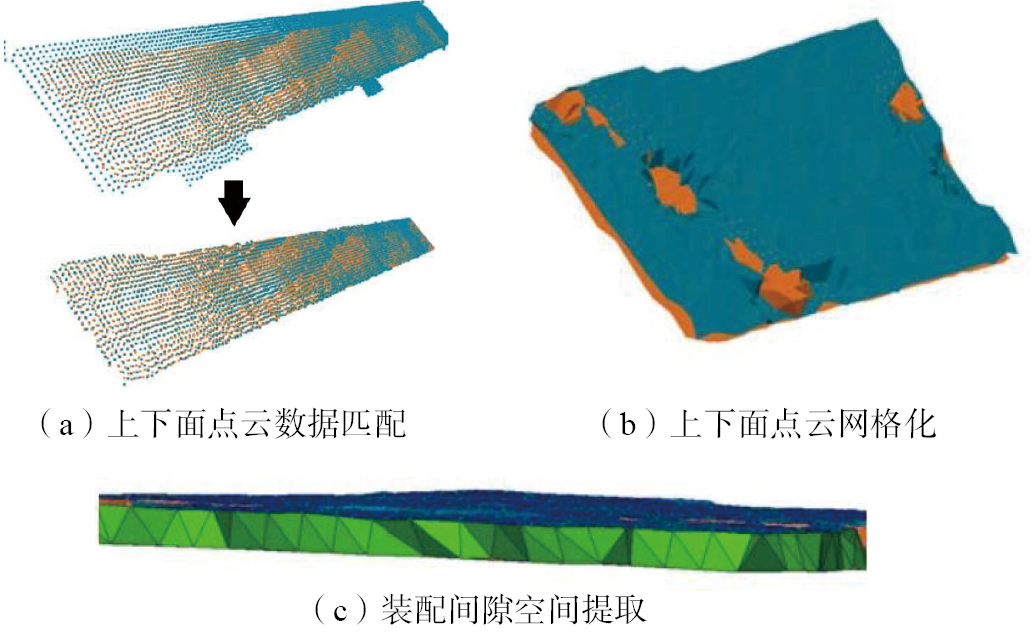
基于重构数模的间隙预测模型,是通过专业测量软件或重构算法将实测点云数据重构为三维实体数模,进行虚拟装配,进而直接分析间隙,或者提取间隙三维模型进行分析。梁标[
61
62
62
62
机器学习和数字孪生等新兴技术的发展为装配间隙预测提供了新的解决方案。Manohar等[
63
64
非接触式数字化测量方法为飞机装配间隙测量提供了重要的实现途径,特别是三维激光扫描技术,可基于实测数据通过原始点云和三维重构数模两种关键途径进行虚拟装配和间隙预测,而机器学习和数字孪生技术的最新发展为装配间隙预测提供了全新思路。在复合材料壁板装配中应用数字化测量和预测方法,需要在提高间隙测量和预测精度、效率方面开展深入研究:(1)进一步改进点云配准算法,提高特征配准精度;(2)深度挖掘数字孪生技术应用潜力,将虚拟环境装配变形预测融入点云测量间隙当中,提高实际装配过程中间隙的预测精度;(3)利用机器学习等人工智能技术,开展高保真度的稀疏数据测量优化研究,提高大尺寸、多特征的复合材料壁板测量数据处理和装配间隙预测的效率。
填隙补偿工艺通过使用不同形状和材料的垫片填充间隙,实现连接件的间接接触,进而减少装配变形和装配应力,保障装配质量。常见的垫片类型包括液体垫片、固体垫片、可剥垫片及混合垫片。液体垫片由环氧树脂制成,适用于不规则形状或尺寸的间隙,广泛用于填隙补偿;固体垫片主要由钛合金、铝合金、合金钢等制成,通常需要根据间隙的形状在装配现场加工成形,效率较低;可剥垫片的材质主要有合金、碳纤维和玻璃纤维等,通过薄片在垂直和水平两个方向压叠成形,各层之间通过胶黏剂连接,使用时根据间隙大小剥离出合适厚度的垫片;混合垫片是指液体垫片和固体垫片的混合使用,先用固体垫片补偿一定的间隙,然后使用液体垫片补偿剩余的间隙。
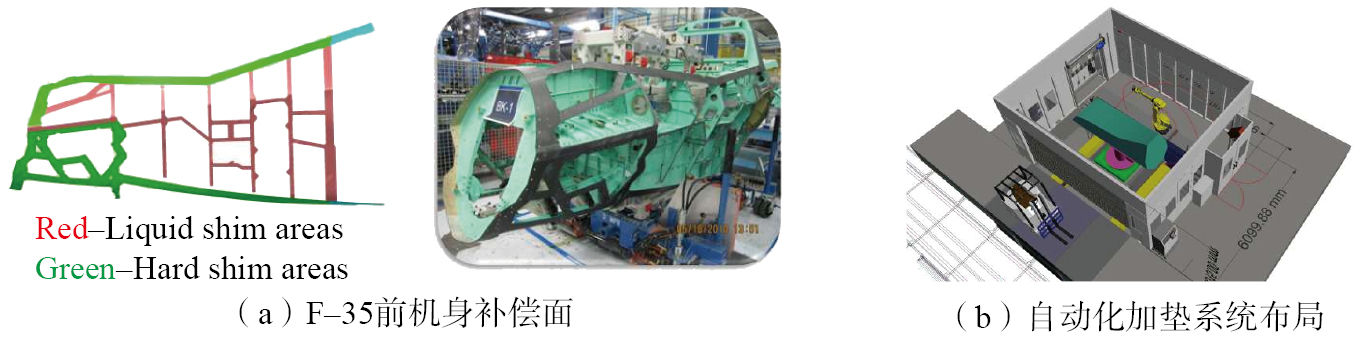
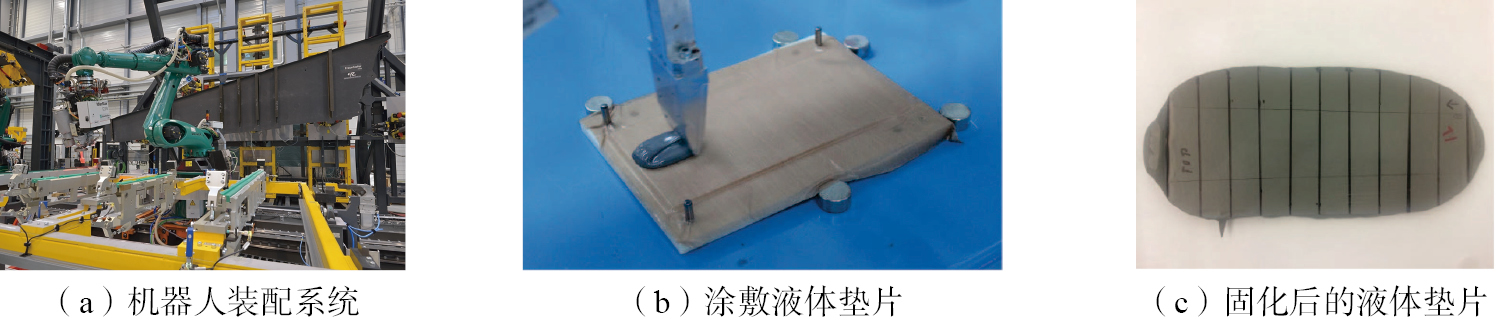
垫片的制作,特别是液体垫片,国内主要采用人工涂刷方式,而国外已开始进行液体垫片自动化制作的研究与应用尝试。针对F–35战机前机身装配间隙的补偿问题,Smith[
65
66
67
65
65
67
67
尽管填隙补偿工艺已成为飞机装配的常规技术,但目前行业内仍缺乏统一的间隙补偿工艺标准。在国外,Campbell[
68
65
67
69
不同的间隙补偿方案对复合材料结构装配应力具有显著影响。蒋麒麟等[
70
71
72
73
74
间隙补偿方案不仅影响结构装配应力,还进一步影响连接结构的承载性能。崔雁民[
75
76
77
78
综上所述,在获取装配间隙模型(通常为非均匀间隙)的基础上,应用自动化和数字化手段精准制作垫片,特别是3D打印垫片,成为当前研究的重点方向。通过加垫填隙工艺设计与方案优化,能够有效消除复合材料连接结构间隙、降低装配应力集中和改善结构承载性能。针对复合材料壁板和骨架之间装配间隙精准补偿问题,须从以下两方面进一步突破:(1)当前研究对象多为试验板级试件,针对大尺寸的复合材料壁板构件,其补偿方案的力学特性影响仍需深入研究和试验验证;(2)自动化加垫工艺研究目前仍停留在概念和试验验证阶段,面向未来实际工程应用,需要对机器人运动规划、液体垫片涂敷、加压塑形和固化等工艺进行综合分析和科学控制。
由于复合材料易受到冲击而产生分层等损伤,铆接的应用逐渐减少,而螺栓连接因承载能力强且紧固方便,广泛应用于复合材料结构连接。螺栓连接主要通过轴向(连接厚度方向)和径向(连接面内)影响连接结构的变形和应力分布。在螺栓轴向上,预紧力作为关键工艺参数由拧紧力矩控制,对装配应力分布具有决定性影响。在径向上,钉孔配合状态是核心控制参数,直接影响装配孔周的应力分布和承载性能。此外,对于连接结构尺寸较大、存在间隙等装配偏差情况下,螺栓组的布局和连接顺序等因素也会影响装配应力及结构承载能力。
在螺栓连接中,扭矩法是目前应用最广泛的预紧力施加方法。然而,该方法易受到现场工艺因素的干扰,导致预紧力偏差,进而引发应力集中问题,影响结构的承载性能[
79
80
81
82
对于复合材料板件的螺栓连接,拧紧工况对预紧力具有重要影响。蔡跃波等[
83
84
85
86
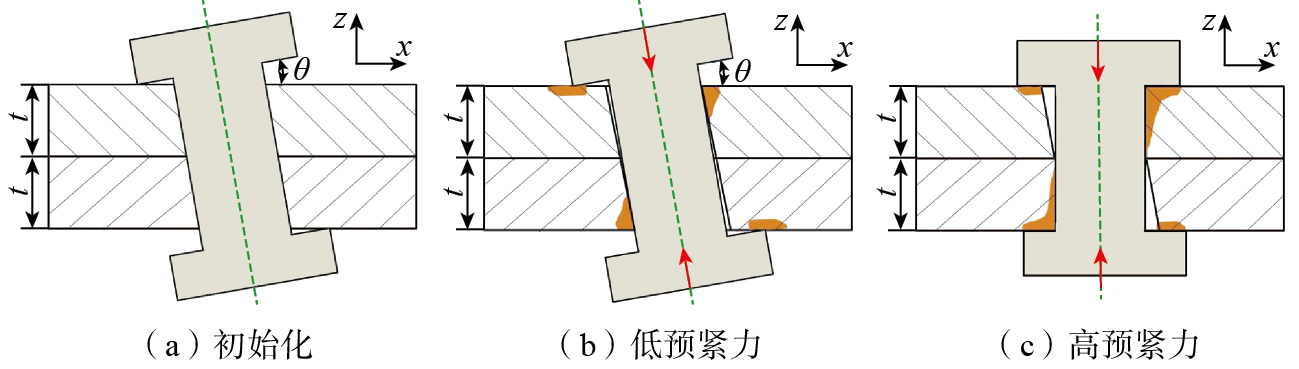
在实际连接装配过程中,被连接件制造偏差、工装定位误差、孔垂直度误差、被连接件端面不平行等几何偏差普遍存在。这些偏差可能影响复合材料的预紧力、拧紧力矩与预紧力的转化关系,进而影响层合板的应力分布。陈德安[
87
88
89
89
89
螺栓杆与安装孔之间的配合状态通常分为间隙配合和干涉配合。干涉配合连接(过盈连接)可以在孔周形成均匀的预压应力,有效阻碍疲劳裂纹的扩展并提高结构的疲劳强度,因此广泛应用于铝合金等金属飞机承力结构的机械连接[
JIANG J F, BI Y B, DONG H Y, et al. Influence of interference fit size on hole deformation and residual stress in hi-lock bolt insertion[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2014, 228(18): 3296–3305.
90-91
92
93
94
95
96
复合材料叠层结构螺栓连接,多采用钉孔间隙配合方式。通过优化调整钉孔间隙量,可以实现钉载的均匀分布,从而提高结构的承载能力[
97
98
99
100
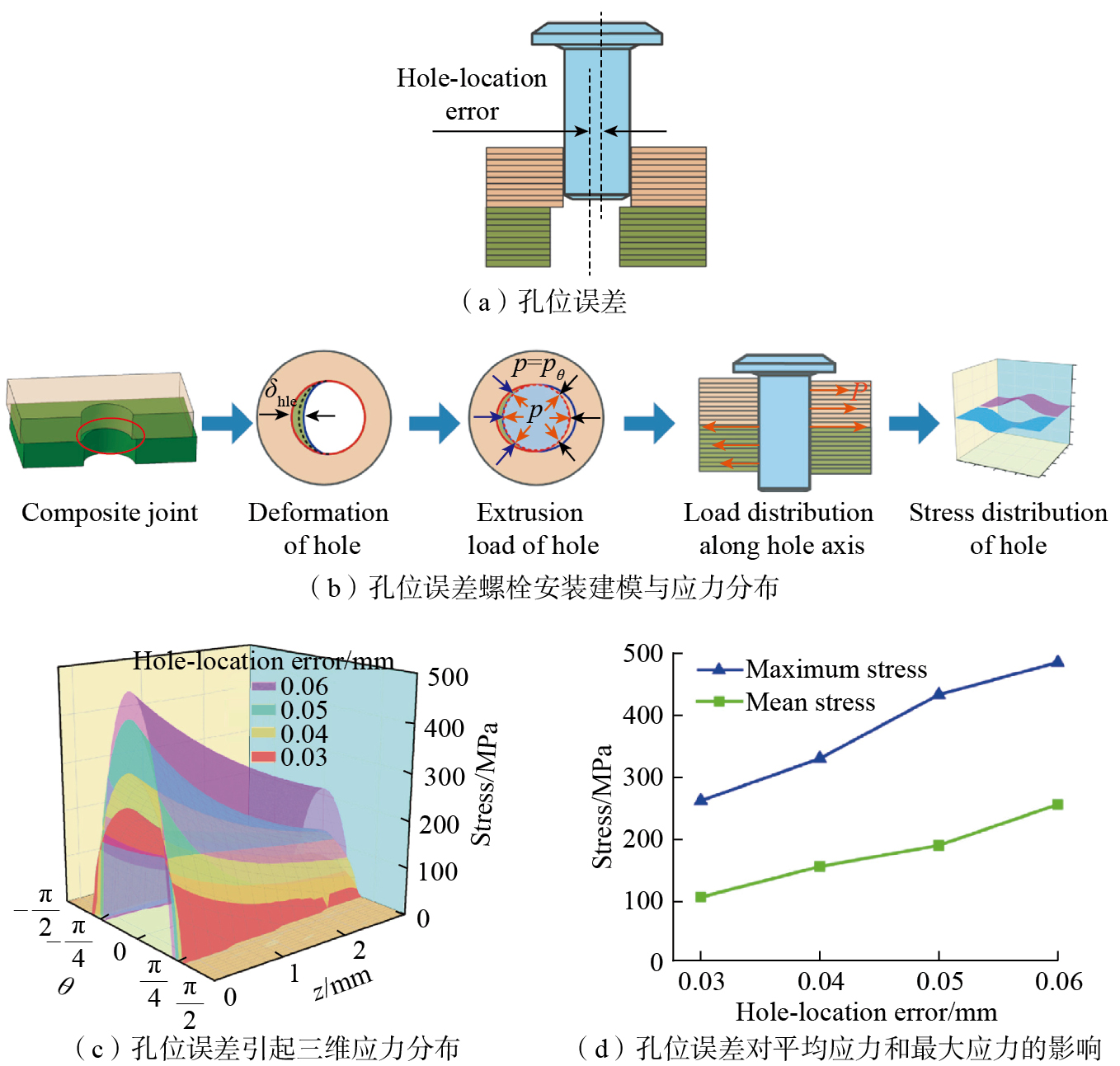
在复合材料薄壁件和骨架的机械连接过程中,孔位误差导致的上下孔同轴度误差直接影响钉孔间的原始配合状态。这种偏差使得螺栓强迫装配过程中产生非均匀挤压,导致上下板件孔周产生应力集中[
101
102
103
103
103
在机械连接过程中,螺栓组连接的应力应变分布特性受到连接顺序的显著影响。胡敏[
104
105
106
在飞机装配领域,复合材料壁板与骨架贴合面存在装配间隙时,螺栓连接顺序对结构变形和应力分布的影响显著。徐贺等[
107
108
螺栓连接是复合材料壁板装配应力产生最为明显的过程,以上研究分析了该过程中预紧力、钉孔配合状态等工艺参数控制和螺栓连接顺序的影响。扭矩系数作为表征拧紧力矩与预紧力关系的关键参数,受摩擦因素、螺纹几何参数等因素的影响;复合材料螺栓连接的拧紧工况及孔垂直度偏差也会影响预紧力。在钉孔配合量方面,精密干涉配合有助于提升复合材料结构的强度,钉孔配合的间隙量影响钉载均匀分配和结构承载能力,而叠层结构孔位误差会改变初始钉孔配合状态,进而影响复材结构螺栓安装的安全性。螺栓组连接顺序会影响连接变形和应力分布,特别是在壁板和骨架结合面存在间隙的情况下,优化连接顺序有助于减小变形并均衡应力分布。在螺栓连接中,正常情况下预紧力和钉孔配合量对装配应力的影响研究已较为成熟,然而实际装配连接中常会出现孔垂直度误差、孔位误差和间隙偏差等问题,使问题变得复杂、难控。因此,针对复合材料壁板螺栓连接,未来需要重点突破:(1)通过拧紧力矩控制、几何误差抑制和连接顺序优化等多要素一体化耦合调控,保障复合材料连接结构的力学性能满足设计要求;(2)构建装配连接工艺数据集,结合深度学习、强化学习等人工智能方法,实现基于历史数据的连接结构装配应力的快速评价。
复合材料壁板是新一代飞机主承力结构之一,其装配几何精度和应力均衡性直接影响飞机整体装配质量和最终服役性能。本文面向复合材料壁板高精度、低损伤、低应力的装配性能与技术指标,从壁板定位压紧、填隙补偿、机械连接等关键装配工艺环节出发,系统分析了定位布局优化与在线调控、间隙数字化测量与预测、填隙工艺力学性能评价、螺栓连接工艺优化等装配应力控制技术的国内外研究进展和应用现状,以期为航空制造技术人员提供技术参考和借鉴。目前,飞机制造中的应力控制技术得到快速发展和深度应用,并取得显著效果。展望未来,装配应力控制技术在以下3个方面仍须加强研究。
(1)装配应力均衡性表征。飞机壁板各部位应力差异较大,如机械连接、装夹、定位等区域应力较集中且应力值大,传统最大应力值、应力均值、应变能等方法只能表征壁板装配应力的部分特性,无法表征壁板装配应力整体分布状态的均衡性。有必要深入研究并建立壁板装配应力分布数学统计模型,构建应力梯度与应力区面积的对应关系,再辅以应力均值、最大应力值等指标,综合表征壁板装配应力的均衡性,从而完善应力控制指标体系。
(2)装配应力场高精度检测。应力检测是实现复合材料结构健康监测和评价的前提,常见的应力无损方法有超声波法、X射线衍射法、中子衍射法、拉曼光谱法等,综合考虑应用范围、检测精度、可操作性等因素,超声波法是适用于大尺寸复合材料结构应力无损检测的优选方法,但针对复合材料多组分、分层、各向异性等特点,在声弹性理论模型、超声信号衰减机理等方面还须进一步深入研究。融合应力检测和数值仿真数据,构建飞机壁板装配应力场数字孪生模型,将为工程技术人员提供更直观和全面的结构装配应力状态信息。
(3)装配应力智能化控制。整合定位压紧、填隙补偿、机械连接等装配工艺数据和应力检测数据,构建多源数据集;考虑不同产品对象不同工艺下训练数据的疏密特性,优选机器学习、深度学习等人工智能方法,从历史数据中学习、推断和预测结构装配应力;通过对模型进行优化和调参,提高其泛化能力,再利用大语言模型构建装配应力动态知识图谱,形成从知识抽取到知识检索再到智能评估的完整体系,提升飞机复合材料壁板装配应力智能化控制技术水平。
 | 张永亮 研究员级高级工程师,博士研究生,研究方向为飞机数字化、智能化制造技术。 |
参考文献
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |
| [19] | |
| [20] | |
| [21] | |
| [22] | |
| [23] | |
| [24] | |
| [25] | |
| [26] | |
| [27] | |
| [28] | |
| [29] | |
| [30] | |
| [31] | |
| [32] | |
| [33] | |
| [34] | |
| [35] | |
| [36] | |
| [37] | |
| [38] | |
| [39] | |
| [40] | |
| [41] | |
| [42] | |
| [43] | |
| [44] | |
| [45] | |
| [46] | |
| [47] | |
| [48] | |
| [49] | |
| [50] | |
| [51] | |
| [52] | |
| [53] | |
| [54] | |
| [55] | |
| [56] | |
| [57] | |
| [58] | |
| [59] | |
| [60] | |
| [61] | |
| [62] | |
| [63] | |
| [64] | |
| [65] | |
| [66] | |
| [67] | |
| [68] | |
| [69] | |
| [70] | |
| [71] | |
| [72] | |
| [73] | |
| [74] | |
| [75] | |
| [76] | |
| [77] | |
| [78] | |
| [79] | |
| [80] | |
| [81] | |
| [82] | |
| [83] | |
| [84] | |
| [85] | |
| [86] | |
| [87] | |
| [88] | |
| [89] | |
| [90] | |
| [91] | |
| [92] | |
| [93] | |
| [94] | |
| [95] | |
| [96] | |
| [97] | |
| [98] | |
| [99] | |
| [100] | |
| [101] | |
| [102] | |
| [103] | |
| [104] | |
| [105] | |
| [106] | |
| [107] | |
| [108] |