Simulation Research on Compaction Process of Integral Pierced Carbon Fiber Felt Considering Random Fiber Distribution
Citations
JING Zhe, DONG Jiuzhi, MEI Baolong, et al. Simulation research on compaction process of integral pierced carbon fiber felt considering random fiber distribution[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 186–192.
1.School of Mechanical Engineering,Tiangong University, Tianjin300387, China
2.Tianjin Key Laboratory of Advanced Mechatronics Equipment Technology, Tiangong University, Tianjin300387, China
3.School of Electrical Engineering,Tiangong University, Tianjin300387, China
Citations
JING Zhe, DONG Jiuzhi, MEI Baolong, et al. Simulation research on compaction process of integral pierced carbon fiber felt considering random fiber distribution[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 186–192.
Abstract
In order to accurately reflect the compression characteristics of the integral pierced carbon fiber felt, a compaction model for the pierced carbon fiber felt was constructed, employing finite element methods to predict the nonlinear mapping relationship between the compression load and compaction height. Initially, considering the randomness of the internal fiber distribution in the carbon fiber felt, a parametric modeling method for the microstructure of the carbon fiber felt was proposed, defining parameters such as fiber orientation, azimuth angle, and length. On the ABAQUS platform, a microscale geometric model of the carbon fiber felt was constructed using the Python programming language. Subsequently, the compaction process of the pierced carbon fiber felt was simulated using the Abaqus/Explicit algorithm, analyzing the structural changes of the preform at different stages of the compaction process. Finally, the relationship between the compaction height and the compression load of the preform was obtained through compaction experiments. The experimental results indicate that the structural morphology variations of the preform and the compression load–displacement curve relationship predicted by the numerical simulation are in good agreement with the experimental results, with the maximum error between the two being less than 5.5%, thereby validating the correctness of the compaction model of the pierced carbon fiber felt.
Keywords
Integral pierced preform; Carbon fiber felt; Finite element model; Compaction; Fiber volume fraction;
整体穿刺预制体是一种三维立体织物,由于在厚度方向引入了均匀排列的增强纤维,与二维叠层织物相比,具有良好的层间性能和制备工艺简单的优点[ 李彦璋, 贺辛亥, 程攀, 等. 碳纤维立体穿刺预制体成型技术发展现状与思考[J]. 纺织器材, 2024, 51(1): 65–68.LI Yanzhang, HE Xinhai, CHENG Pan, et al. Development status and consideration of carbon fiber stereo puncture prefabrication molding technology[J]. Textile Accessories, 2024, 51(1): 65–68. 官威, 李文晓, 戴瑛, 等. 纺织复合材料预制体变形研究综述[J]. 航空制造技术, 2021, 64(1/2): 22–37.GUAN Wei, LI Wenxiao, DAI Ying, et al. A review of study on deformation of textile composite preforms[J]. Aeronautical Manufacturing Technology, 2021, 64(1/2): 22–37. 1-2],是制作高性能防热隔热碳/碳复合材料的优良基材,广泛应用于航空航天、军工等领域[ YAO T L, LI D S, JIANG L. Parametric theoretical prediction of elastic properties and strength of fine weave pierced C/C composites[J]. Composite Structures, 2023, 325: 117614. 吴小军, 杨杰, 杨云鹏, 等. 细编穿刺C/C喉衬材料烧蚀微结构及损伤机理[J]. 固体火箭技术, 2022, 45(4): 594–600.WU Xiaojun, YANG Jie, YANG Yunpeng, et al. Ablative microstructure and damage mechanism of the fine weave pierced C/C throat material[J]. Journal of Solid Rocket Technology, 2022, 45(4): 594–600. 3-4]。
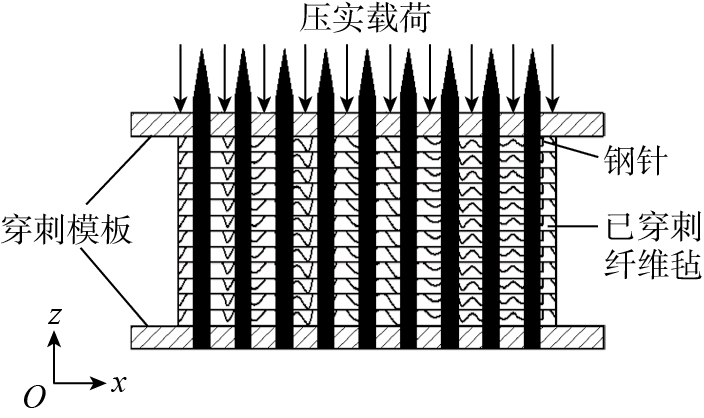
加压密实工艺是指将预制体沿Z方向压缩到指定的高度,此工艺不仅可以提高预制体的纤维体积含量,还可以影响复合材料成型中的渗碳过程和孔隙结构,是决定复合材料力学性能的重要环节[ 葛敬冉, 刘增飞, 乔健伟, 等. 航空复杂结构纤维预制体成型工艺与复合材料性能仿真研究进展[J]. 航空制造技术, 2022, 65(16): 14–30.GE Jingran, LIU Zengfei, QIAO Jianwei, et al. Research progress on molding processes of fiber preforms and performances simulation of composites for aeronautical complex structures[J]. Aeronautical Manufacturing Technology, 2022, 65(16): 14–30. 梅鸣, 周珺晗, 韦凯. 纤维增强复合材料自动化成型中织物变形研究进展[J]. 复合材料学报, 2023, 40(5): 2507–2524.MEI Ming, ZHOU Junhan, WEI Kai. Advance of fabric deformation in automated forming of fiber reinforced composites[J]. Acta Materiae Compositae Sinica, 2023, 40(5): 2507–2524. 5-6]。为探究预制体压实过程中的变形机制,国内外学者采用数值仿真法揭示织物压缩过程的变形行为。Jaganathan等[ JAGANATHAN S, VAHEDI TAFRESHI H, SHIM E, et al. A study on compression-induced morphological changes of nonwoven fibrous materials[J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2009, 337(1–3): 173–179. 7]提出了一种基于图像的建模技术,研究了非织造纤维材料在压缩载荷下孔径分布的变化情况。Mahadik等[ MAHADIK Y, HALLETT S R. Finite element modelling of tow geometry in 3D woven fabrics[J]. Composites Part A: Applied Science and Manufacturing, 2010, 41(9): 1192–1200. 8]基于动力学理论建立了三维织物压实过程有限元模型,研究了不同压实程度对织物几何结构的影响。Green等[ GREEN S D, LONG A C, EL SAID B S F, et al. Numerical modelling of 3D woven preform deformations[J]. Composite Structures, 2014, 108: 747–756. 9]基于多链数字单元法构建了三维正交机织复合材料有限元模型,分析了压缩过程中纤维的形态变化。Liu等[ LIU Q, LU Z X, ZHU M, et al. Experimental and FEM analysis of the compressive behavior of 3D random fibrous materials with bonded networks[J]. Journal of Materials Science, 2014, 49(3): 1386–1398. 10]采用试验和有限元结合的方法讨论了三维随机材料的压缩性能,揭示了其压缩破坏机理。Daelemans等[ DAELEMANS L, TOMME B, CAGLAR B, et al. Kinematic and mechanical response of dry woven fabrics in through-thickness compression: Virtual fiber modeling with mesh overlay technique and experimental validation[J]. Composites Science and Technology, 2021, 207: 108706. 11]提出了一种结合有限元和虚拟纤维模型的混合虚拟纤维技术,通过ABAQUS软件预测干织物在厚度方向压缩下的力学行为。Mei等[ MEI B L, DONG J Z, REN H Q, et al. Research and modelling of fiber deformation mechanism of 3D four-direction preform under compression loading[J]. Textile Research Journal, 2023, 93(17–18): 4329–4341. 12]在ABAQUS仿真平台上建立了反映三维四向预制体微观结构的数值模型,并构建了纤维数值生长模型用来描述压缩载荷下纤维束截面的变化。Fang等[ FANG J, WANG J J, XIE J B, et al. A microscale modeling method for predicting the compressive behavior of 3D needled nonwoven fiber preforms[J]. Materials & Design, 2024, 243: 113078. 13]提出了一种微尺度建模方法,用于预测三维针刺非织造纤维预制体的压缩行为。
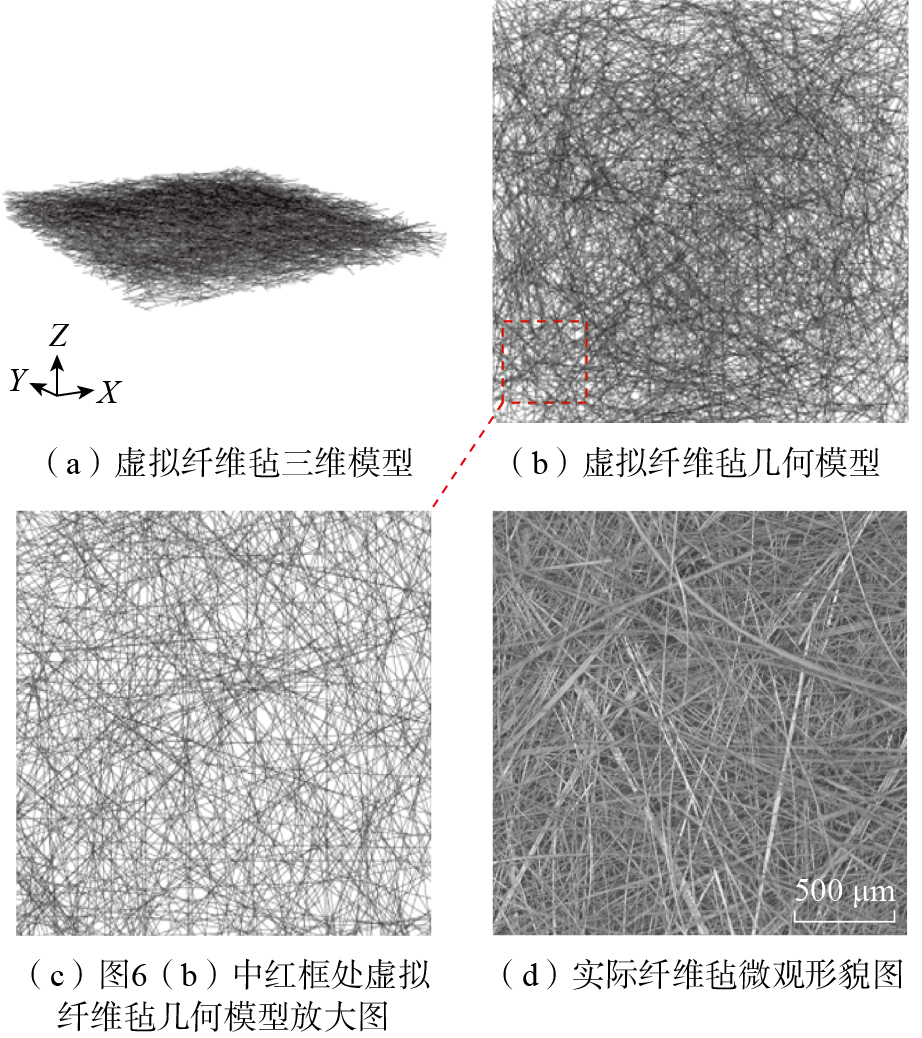
碳纤维毡是由大量随机取向的碳纤维通过气流成网形成的一种轻质多孔材料,精确地控制预制体的几何尺寸和内部纤维结构是进行有限元分析的前提。从微观尺度看,碳纤维毡内部纤维相互穿插、随机分布,想要建立与实际完全相同的纤维几何模型非常困难。Xie等[ XIE J B, FANG J, CHEN L, et al. Micro-scale modeling of 3D needled nonwoven fiber preforms[J]. Composite Structures, 2022, 281: 114995. 15]利用Micro-CT技术研究了纤维毡的微观结构,对纤维的直径、取向和聚集度等几何参数进行了统计分析,确定纤维的初始取向角分布区间为[0,π]。本文提出了基于碳纤维毡微观结构的参数化建模方法,假设碳纤维毡是由大量形状为圆柱的纤维个体组合而成,在不影响纤维形状和分布的基础上,定义纤维取向分布、空间分布和尺寸分布的微观结构几何参数,在初始取向角分布区间内选择参数,以建立真实反映织物形貌的碳纤维毡模型。
2.1 碳纤维毡微观结构参数化建模
2.1.1 纤维取向分布
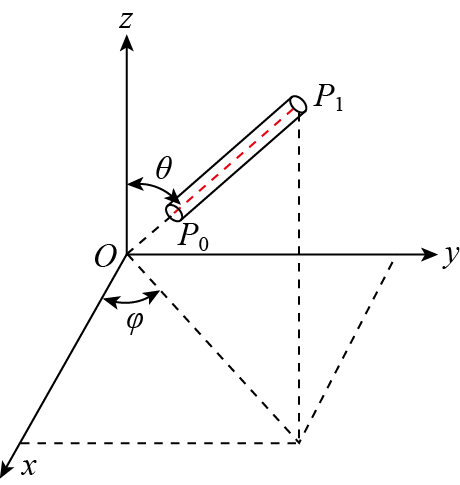
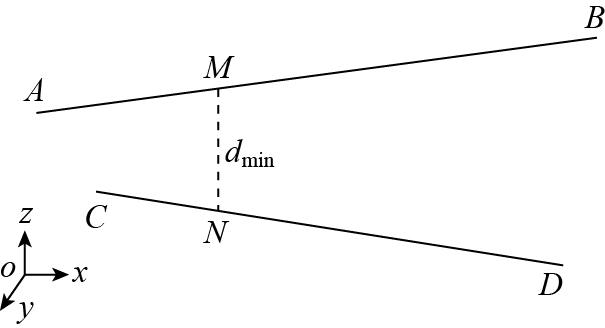
纤维的分布形式主要取决于纤维的位置和取向,纤维的位置可由纤维端点确定,纤维的取向以线段方位角表示[ 李志男, 杨振宇, 卢子兴. 随机纤维网络材料力学性能研究进展[J]. 航空制造技术, 2023, 66(15): 71–95.LI Zhinan, YANG Zhenyu, LU Zixing. Research progress on mechanical properties of random fiber networks[J]. Aeronautical Manufacturing Technology, 2023, 66(15): 71–95. 16]。任意取一段长度为l的纤维随机分布在lx×ly×lz的三维空间中,如图3所示。纤维与z轴的夹角为θ,纤维在xy平面上的投影与x轴的夹角为φ,故任意纤维取向可以用 (θ,φ)来定义,其中θ、φ∈[0,π]。本文采用均匀分布函数描述纤维在指定范围内的随机分布[ LI Z Y, LIU Z, XUE Y B, et al. A novel algorithm for significantly increasing the fiber volume fraction in the reconstruction model with large fiber aspect ratio[J]. Journal of Industrial Textiles, 2022, 51(1): 506S–530S. LI D T, XIA W, FANG Q Z, et al. Experimental and numerical investigations on the tensile behavior of 3D random fibrous materials at elevated temperature[J]. Composite Structures, 2017, 160: 292–299. 17-18],纤维取向分布函数Ω(θ,φ)在三维空间中满足
(1)
图3 单根纤维在三维空间中的定义
Fig.3 Definition of a single fiber in three-dimensional space
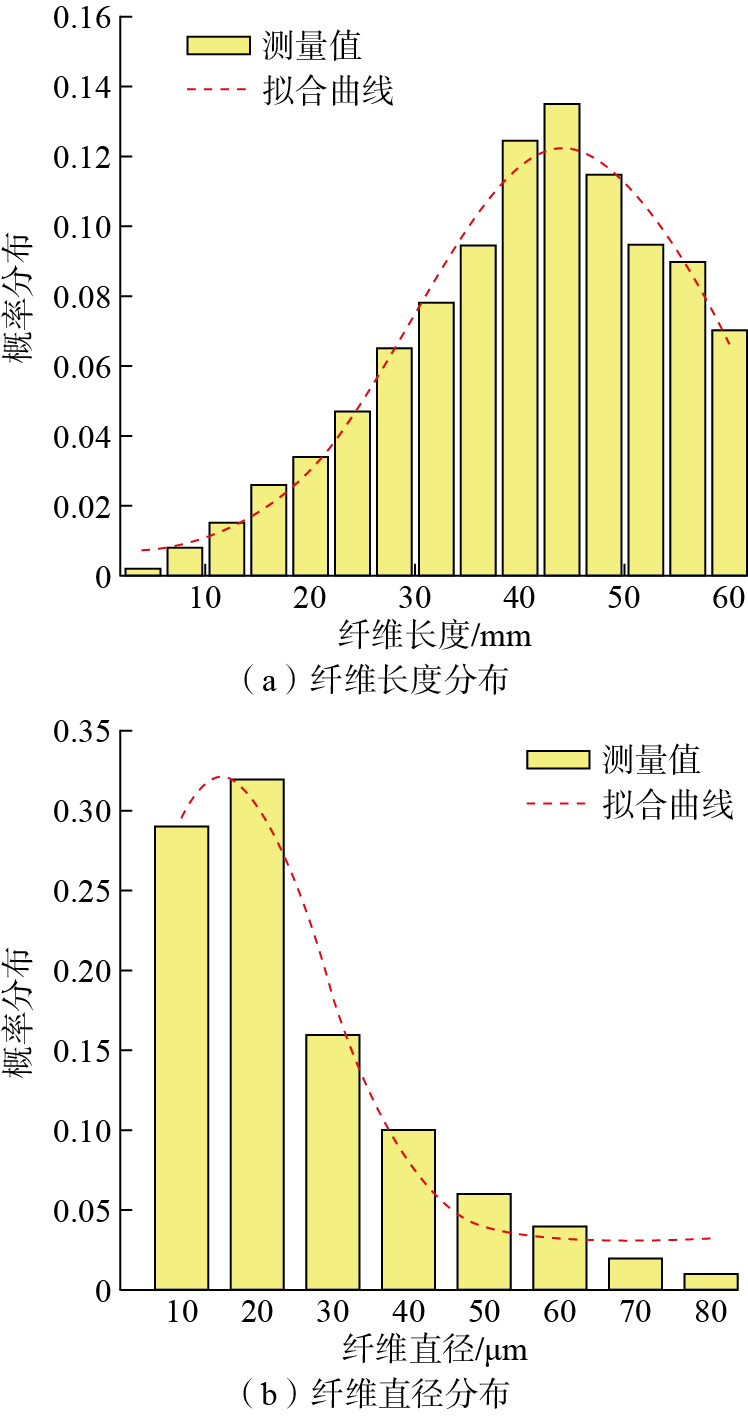
选取一块面密度为25 g/m2的碳纤维毡,提取碳纤维毡内部的100根纤维,对其长度和直径进行测量统计,得到碳纤维毡的纤维长度和直径,统计结果如图5所示。由图5(a)可知,纤维长度变化具有一定的随机性,长度主要集中在30~50 mm之间 (占47%),使用式 (6)中的Gamma分布来拟合纤维长度分布情况,并定义虚拟纤维长度取值范围为30 ~50 mm。由图5(b)可知,纤维直径范围主要集中在10 ~30 μm之间,纤维直径变异性对碳纤维毡整体性能影响不大[ XIE J B, CHEN X M, ZHANG Y F, et al. Experimental and numerical investigation of the needling process for quartz fibers[J]. Composites Science and Technology, 2018, 165: 115–123. 19]。为减少纤维数量、提高仿真效率,本文假设纤维为直径均匀的圆柱体,对纤维直径统计结果取平均值,确定虚拟纤维的直径为24 μm。
(6)
式中,l为纤维长度,mm;α和β分别为形状参数和尺度参数。
图5 纤维几何参数统计
Fig.5 Statistical analysis of fibers geometric parameters
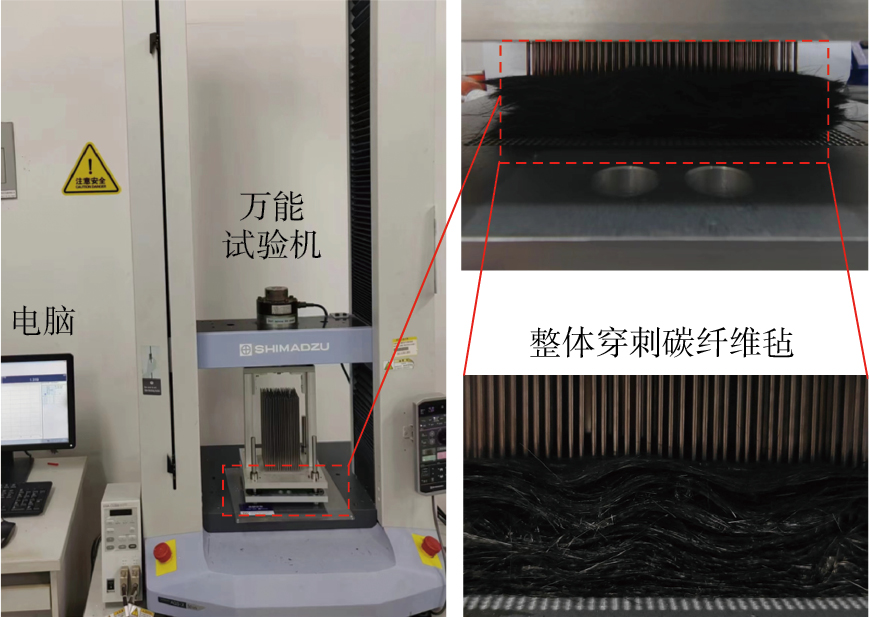
整体穿刺碳纤维毡压实过程仿真如下: (1)对虚拟纤维毡、钢针和穿刺模板进行材料参数赋值及网格划分,其中钢针和穿刺模板采用C3D8R实体单元进行网格划分,碳纤维则采用B31梁单元进行网格划分,通过对碳纤维网格密度的收敛性分析,多次运行模拟并确定最佳网格密度,具体材料类型和网格大小如表2所示;(2)采用通用接触来设置纤维之间及纤维与穿刺模板之间的接触,定义纤维之间摩擦系数μ = 0.3[ XIE J B, CHEN X M, ZHANG Y F, et al. Experimental and numerical investigation of the needling process for quartz fibers[J]. Composites Science and Technology, 2018, 165: 115–123. 19],设置法向接触为硬接触; (3)约束上压板的水平自由度,约束底板和钢针的所有自由度,赋予上穿刺模板向下的位移边界条件,使纤维毡施加压缩载荷; (4)通过ABAQUS软件中显示动力学算法模拟穿刺纤维毡压实过程,设置分析步时间为10 s; (5)在上穿刺模板的中心位置设置参考点RP,将该参考点与上穿刺模板进行耦合约束,并选择Amp振幅曲线加载位移载荷,即可得到压缩载荷与预制体压实高度曲线。在碳纤维毡压缩过程中,该参考点所记录的反作用力就是纤维毡所承受的压缩载荷,上穿刺模板的位移即为纤维毡受力的压缩位移。
李彦璋, 贺辛亥, 程攀, 等. 碳纤维立体穿刺预制体成型技术发展现状与思考[J]. 纺织器材, 2024, 51(1): 65–68. LIYanzhang, HEXinhai, CHENGPan, et al. Development status and consideration of carbon fiber stereo puncture prefabrication molding technology[J]. Textile Accessories, 2024, 51(1): 65–68.
[2]
官威, 李文晓, 戴瑛, 等. 纺织复合材料预制体变形研究综述[J]. 航空制造技术, 2021, 64(1/2): 22–37. GUANWei, LIWenxiao, DAIYing, et al. A review of study on deformation of textile composite preforms[J]. Aeronautical Manufacturing Technology, 2021, 64(1/2): 22–37.
[3]
YAOT L, LID S, JIANGL. Parametric theoretical prediction of elastic properties and strength of fine weave pierced C/C composites[J]. Composite Structures, 2023, 325: 117614.
[4]
吴小军, 杨杰, 杨云鹏, 等. 细编穿刺C/C喉衬材料烧蚀微结构及损伤机理[J]. 固体火箭技术, 2022, 45(4): 594–600. WUXiaojun, YANGJie, YANGYunpeng, et al. Ablative microstructure and damage mechanism of the fine weave pierced C/C throat material[J]. Journal of Solid Rocket Technology, 2022, 45(4): 594–600.
[5]
葛敬冉, 刘增飞, 乔健伟, 等. 航空复杂结构纤维预制体成型工艺与复合材料性能仿真研究进展[J]. 航空制造技术, 2022, 65(16): 14–30. GEJingran, LIUZengfei, QIAOJianwei, et al. Research progress on molding processes of fiber preforms and performances simulation of composites for aeronautical complex structures[J]. Aeronautical Manufacturing Technology, 2022, 65(16): 14–30.
[6]
梅鸣, 周珺晗, 韦凯. 纤维增强复合材料自动化成型中织物变形研究进展[J]. 复合材料学报, 2023, 40(5): 2507–2524. MEIMing, ZHOUJunhan, WEIKai. Advance of fabric deformation in automated forming of fiber reinforced composites[J]. Acta Materiae Compositae Sinica, 2023, 40(5): 2507–2524.
[7]
JAGANATHANS, VAHEDI TAFRESHIH, SHIME, et al. A study on compression-induced morphological changes of nonwoven fibrous materials[J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2009, 337(1–3): 173–179.
[8]
MAHADIKY, HALLETTS R. Finite element modelling of tow geometry in 3D woven fabrics[J]. Composites Part A: Applied Science and Manufacturing, 2010, 41(9): 1192–1200.
[9]
GREENS D, LONGA C, EL SAIDB S F, et al. Numerical modelling of 3D woven preform deformations[J]. Composite Structures, 2014, 108: 747–756.
[10]
LIUQ, LUZ X, ZHUM, et al. Experimental and FEM analysis of the compressive behavior of 3D random fibrous materials with bonded networks[J]. Journal of Materials Science, 2014, 49(3): 1386–1398.
[11]
DAELEMANSL, TOMMEB, CAGLARB, et al. Kinematic and mechanical response of dry woven fabrics in through-thickness compression: Virtual fiber modeling with mesh overlay technique and experimental validation[J]. Composites Science and Technology, 2021, 207: 108706.
[12]
MEIB L, DONGJ Z, RENH Q, et al. Research and modelling of fiber deformation mechanism of 3D four-direction preform under compression loading[J]. Textile Research Journal, 2023, 93(17–18): 4329–4341.
[13]
FANGJ, WANGJ J, XIEJ B, et al. A microscale modeling method for predicting the compressive behavior of 3D needled nonwoven fiber preforms[J]. Materials & Design, 2024, 243: 113078.
[14]
杨景朝, 蒋秀明, 董九志, 等. 基于机器学习的整体穿刺加压参数预测方法[J]. 纺织学报, 2019, 40(8): 157–163. YANGJingzhao, JIANGXiuming, DONGJiuzhi, et al. Prediction method of integrated piercing pressure parameters based on machine learning[J]. Journal of Textile Research, 2019, 40(8): 157–163.
[15]
XIEJ B, FANGJ, CHENL, et al. Micro-scale modeling of 3D needled nonwoven fiber preforms[J]. Composite Structures, 2022, 281: 114995.
[16]
李志男, 杨振宇, 卢子兴. 随机纤维网络材料力学性能研究进展[J]. 航空制造技术, 2023, 66(15): 71–95. LIZhinan, YANGZhenyu, LUZixing. Research progress on mechanical properties of random fiber networks[J]. Aeronautical Manufacturing Technology, 2023, 66(15): 71–95.
[17]
LIZ Y, LIUZ, XUEY B, et al. A novel algorithm for significantly increasing the fiber volume fraction in the reconstruction model with large fiber aspect ratio[J]. Journal of Industrial Textiles, 2022, 51(1): 506S–530S.
[18]
LID T, XIAW, FANGQ Z, et al. Experimental and numerical investigations on the tensile behavior of 3D random fibrous materials at elevated temperature[J]. Composite Structures, 2017, 160: 292–299.
[19]
XIEJ B, CHENX M, ZHANGY F, et al. Experimental and numerical investigation of the needling process for quartz fibers[J]. Composites Science and Technology, 2018, 165: 115–123.