Study on Effect of Riveting Methods on Damage Behavior of CFRP Riveted Joints
Citations
YAN Han, CAO Zengqiang, YAN Lu, et al. Study on effect of riveting methods on damage behavior of CFRP riveted joints[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 136–144.
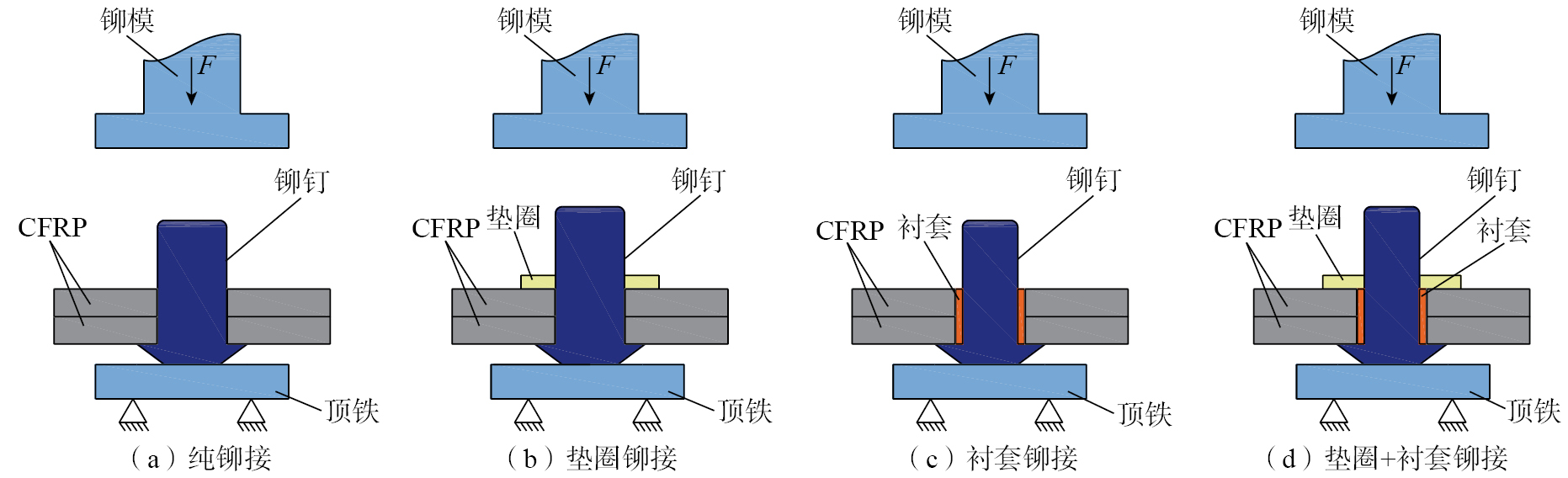
图1 不同铆接方法示意图
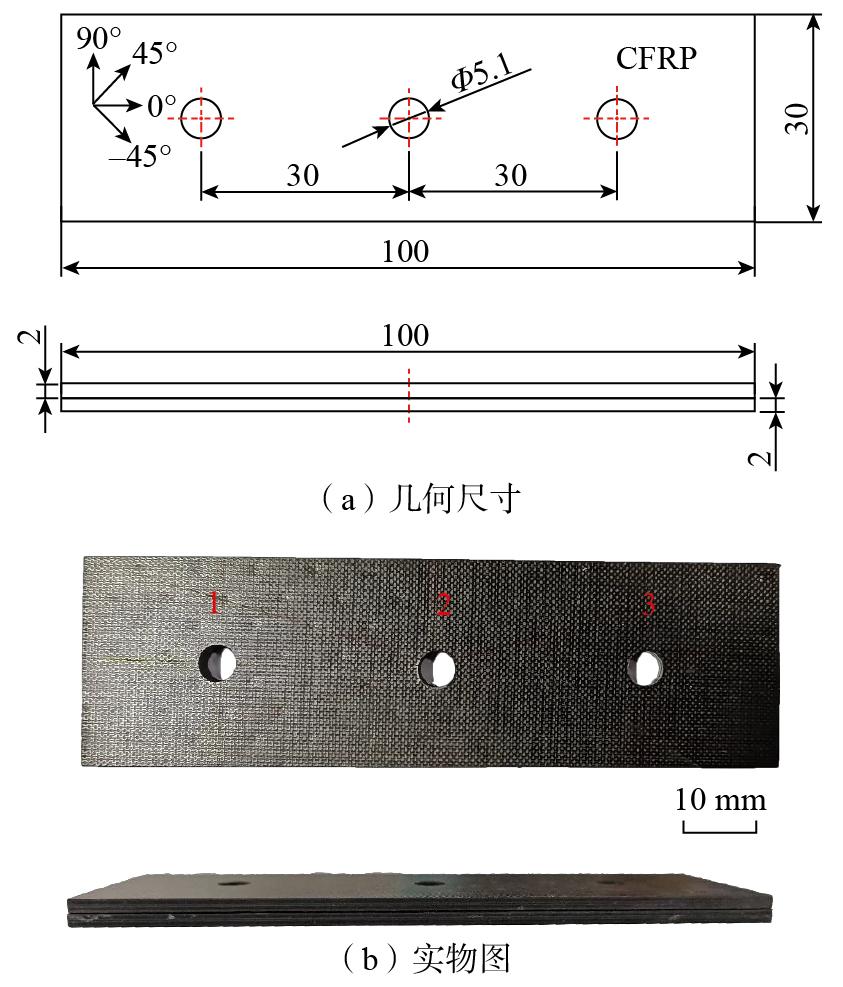
图2 铆接试件(mm)
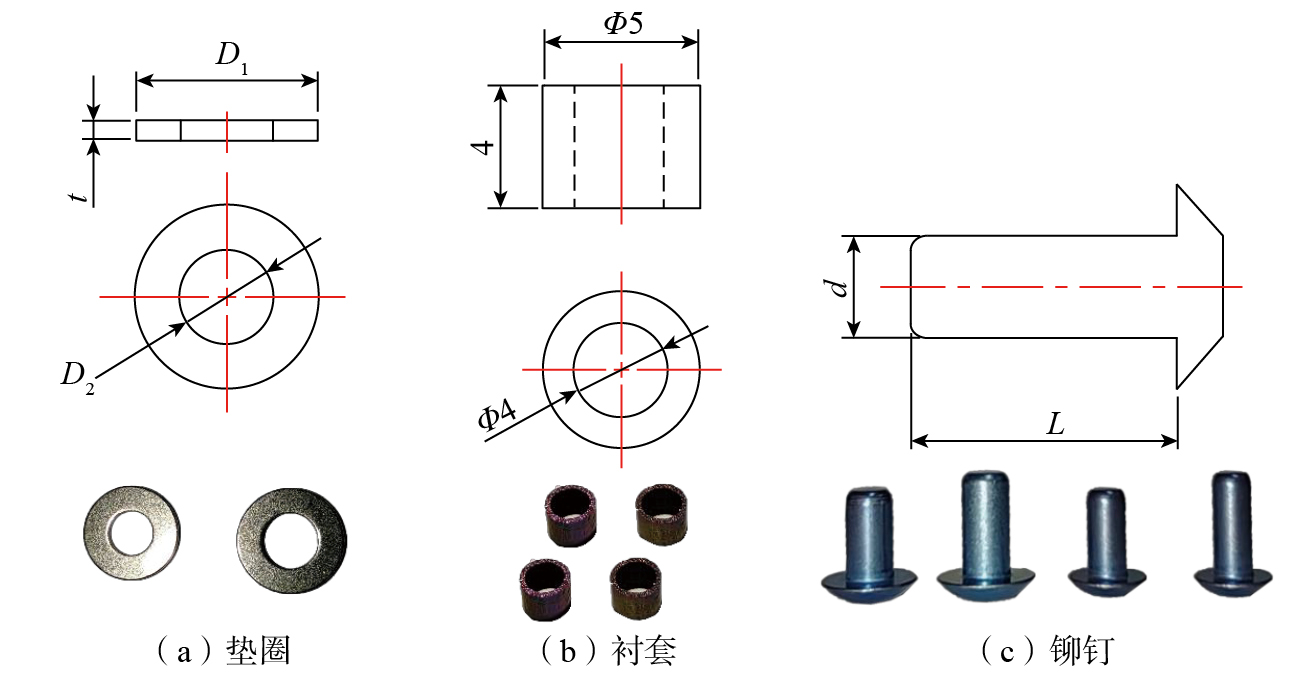
图3 试验所用零件(mm)
图4 铆接装置及铆接后试件
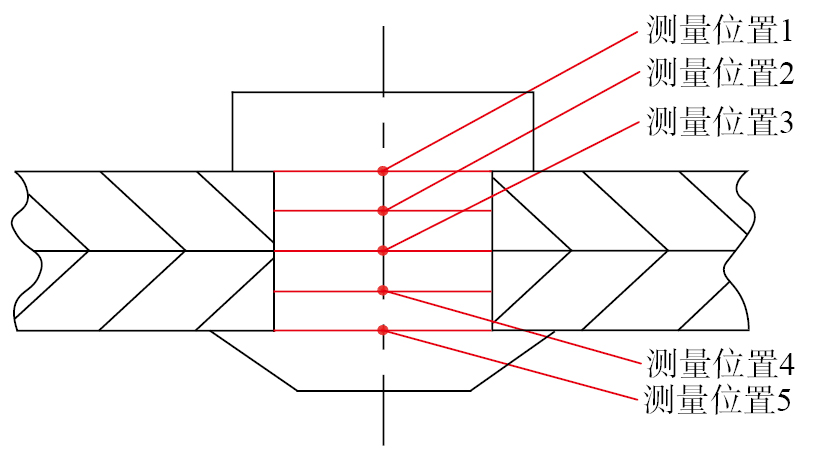
图5 铆钉膨胀直径的测量位置
图6 不同铆接方法的平均干涉量
图7 各个测量位置的相对干涉量
图8 不同铆接方法的标准差系数
图9 不同铆接试件的典型截面内部损伤SEM图
表1 T700/7901复合材料的力学性能[ XU G H, CHENG H, ZHANG K F, et al. Modeling of damage behavior of carbon fiber reinforced plastic composites interference bolting with sleeve[J]. Materials & Design, 2020, 194: 108904. 14]
1.School of Mechanical Engineering, Northwestern Polytechnical University, Xi’an710072, China
2.Shaanxi Dagong Xuhang Electromagnetic Technology Co., Ltd., Xi’an710100, China
Citations
YAN Han, CAO Zengqiang, YAN Lu, et al. Study on effect of riveting methods on damage behavior of CFRP riveted joints[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 136–144.
Abstract
Riveting is an important connection method for carbon fiber reinforced polymer (CFRP) composites, however, traditional riveting is highly susceptible to causing excessive interference and severe damage to CFRP joints, leading to potential quality hazards. This study experimentally investigated the damage behavior of CFRP specimens subjected to various riveting methods, including straight riveting, washer riveting, chuck bushing riveting, and washer-chuck bushing riveting. The results indicate that the average interference of straight riveted joints is the highest, substantially greater than 2%, with joints exhibiting the most severe cross-sectional damage. In contrast, joints riveted with washers show an average interference of 0.757% with virtually no damage to the joints’ cross-section. Joints riveted with chuck bushings are of an average interference of 0.956%, but the tilt of rivet head causes compressive deformation and other damages around the hole. The combination of washer and chuck bushing riveting results in an average interference of –0.915%, without forming effective interference and observing no tangible damage on the joints’ cross-section.
以碳纤维增强聚合物基复合材料(CFRP)为代表的先进复合材料因比强/刚度高、疲劳性能好和耐腐蚀的优异特性,已经被广泛应用于航空制造领域,其用量占比是衡量飞机先进性的重要指标之一[ 曹增强, 张铭豪, 谭学才, 等. 航空复合材料结构铆接技术综述[J]. 航空制造技术, 2023, 66(1/2): 26–37.CAO Zengqiang, ZHANG Minghao, TAN Xuecai, et al. Overview of riveting technology for aviation composite structure[J]. Aeronautical Manufacturing Technology, 2023, 66(1/2): 26–37. 1]。当前,CFRP结构的连接方式仍以机械连接为主,主要包括螺接和铆接[ 侯赤, 万小朋, 黄河源, 等. 复合材料层合板多钉连接的紧固件连接柔度[J]. 航空学报, 2018, 39(3): 221593.HOU Chi, WAN Xiaopeng, HUANG Heyuan, et al. Fastener connection flexibility of multi-bolted joint of composite laminate[J]. Acta Aeronautica et Astronautica Sinica, 2018, 39(3): 221593. ZHANG D W, ZHANG Q, FAN X G, et al. Review on joining process of carbon fiber-reinforced polymer and metal: Methods and joining process[J]. Rare Metal Materials and Engineering, 2018, 47(12): 3686–3696. CAO Y J, CAO Z Q, ZHAO Y, et al. Damage progression and failure of single-lap thin-ply laminated composite bolted joints under quasi-static loading[J]. International Journal of Mechanical Sciences, 2020, 170: 105360. 2-4]。螺接应用范围广,能承受较大载荷,且易于检查和拆卸,但制造成本高、效率低[ 魏景超, 矫桂琼, 闫照明, 等. 单面螺纹抽钉干涉配合复合材料连接件挤压强度研究[J]. 航空学报, 2013, 34(7): 1627–1635.WEI Jingchao, JIAO Guiqiong, YAN Zhaoming, et al. Bearing strength of composite joints interference-fitted with blind bolts[J]. Acta Aeronautica et Astronautica Sinica, 2013, 34(7): 1627–1635. 5]。铆接多应用于平整性较高的区域,连接强度低,对工人熟练度要求较高[ 夏平, 刘兰. 铆接铆钉分布压力的计算[J]. 现代制造工程, 2003(12): 99–100, 108.XIA Ping, LIU Lan. Distributed force calculation on rivets in riveted structure[J]. Machinery Manufacturing Engineer, 2003(12): 99–100, 108. 6]。相较于螺接,铆接干涉量的可控性很低,而且铆接过程中由于钉杆的不均匀膨胀,以及镦头成形所带来的冲击和挤压等,使得复合材料孔壁和表面极易出现损伤[ 李奕寰. 复合材料电磁铆接工艺研究[D]. 西安: 西北工业大学, 2013.LI Yihuan. Study on composite electromagnetic riveting process[D]. Xi’an: Northwestern Polytechnical University, 2013. 7]。因此,目前复合材料的机械连接主要采用螺接,但是单个铆钉价格便宜且铆接自动化程度高[ 代瑛. 电磁铆接技术在复合材料结构中的应用研究[D]. 西安: 西北工业大学, 2007.DAI Ying. Research on application of electromagnetic riveting technology in composite structrures[D]. Xi’an: Northwestern Polytechnical University, 2007. 8],为此,研究复合材料无损铆接方法对航空领域具有深远影响。
当前,已经有大量关于复合材料铆接的研究。宋丹龙等[ 宋丹龙, 李原, 骆彬, 等. CFRP/Al复合构件无头铆钉压铆力建模与仿真分析[J]. 西北工业大学学报, 2012, 30(4): 558–564.SONG Danlong, LI Yuan, LUO Bin, et al. An effective mathematical modeling for and simulation analysis of flush rivet pressing force of CFRP/Al components[J]. Journal of Northwestern Polytechnical University, 2012, 30(4): 558–564. 9]对CFRP/Al试件的无头铆钉进行了最大压铆力选取方法的研究,建立了压铆力的理论公式,并通过有限元仿真证实了公式的有效性。刘洋等[ 刘洋, 庄蔚敏. 碳纤维增强树脂复合材料和铝合金温热自冲铆接工艺及接头力学性能[J]. 复合材料学报, 2021, 38(11): 3563–3577.LIU Yang, ZHUANG Weimin. Joining process and mechanical properties of warm self-piercing riveting for carbon fiber reinforced polymer and aluminum alloy[J]. Acta Materiae Compositae Sinica, 2021, 38(11): 3563–3577. 10]采用温热自冲铆工艺对CFRP/Al试件进行铆接,发现该工艺可以有效减少接头的成形损伤,避免接头表面产生宏观裂纹。丛志伟[ 丛志伟. 碳纤维复合材料铆接损伤变形及力学性能分析[D]. 大连: 大连理工大学, 2021.CONG Zhiwei. Analysis of riveting damage, deformation and mechanical properties of carbon fiber composites[D]. Dalian: Dalian University of Technology, 2021. 11]设计了一种埋置在CFRP试件铆接孔内的复杂阶梯型金属零件,有限元铆接仿真后发现该零件能够抵消层合板内大部分的铆接变形,铆接孔壁附近的损伤也得到了有效抑制。Cao等[ CAO Z Q, CARDEW-HALL M. Interference-fit riveting technique in fiber composite laminates[J]. Aerospace Science and Technology, 2006, 10(4): 327–330. 12]采用“限制垫圈”和电磁铆接结合的工艺方法,发现垫圈减小了镦头成形对复合材料层合板表面造成的挤压变形。魏誉豪等[ 魏誉豪, 曹增强. 复合材料结构装配中的干涉衬套强化工艺研究[J]. 航空制造技术, 2019, 62(15): 63–67, 74.WEI Yuhao, CAO Zengqiang. Research on reinforcement of interference bushing in composite structure assembly[J]. Aeronautical Manufacturing Technology, 2019, 62(15): 63–67, 74. 13]通过压铆机进行干涉衬套安装,研究了纯钛干涉衬套在不同相对挤压量下的复合材料内部损伤,结果表明,相对挤压量<3%时,相应CFRP的内部微观损伤较小。尽管现有铆接技术已在一定程度上减轻了对CFRP的损伤,但与实现无损铆接的目标仍有一段距离,铆接过程中的干涉行为如何影响CFRP的损伤分布,以及研发既经济又高效的无损铆接方法,这些问题仍然需要深入研究和探索。
Fig.5 Measuring positions of rivet expansion diameter
表6 铆钉膨胀直径测量数据
Table 6 Measured data of rivet expansion diameter
铆接方法
测量数据/mm
位置1
位置2
位置3
位置4
位置5
纯铆接
6.638
5.162
5.100
5.097
5.118
垫圈铆接
5.169
5.126
5.126
5.140
5.151
衬套铆接
5.249
5.115
5.089
5.126
5.162
垫圈+衬套铆接
5.002
5.024
5.035
5.097
5.104
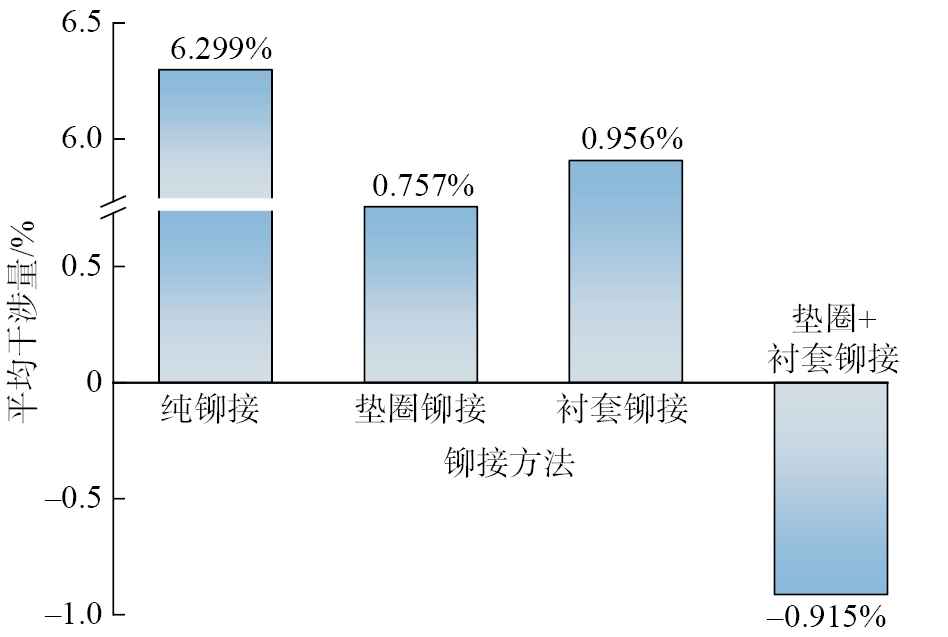
计算得到的平均干涉量如图6所示。已有研究表明,在复合材料的结构连接中引入适当干涉量是有益的,但研究人员一般认为干涉量最大不宜超过2%[ CAO Z Q, CARDEW-HALL M. Interference-fit riveting technique in fiber composite laminates[J]. Aerospace Science and Technology, 2006, 10(4): 327–330. 12]。由图6可知,纯铆接的干涉量高达6.299%,可以推测该铆接方法可能会对CFRP孔壁造成严重损伤。垫圈铆接和衬套铆接方法都将铆接干涉量控制在2%以下,说明单独使用垫圈或衬套均能有效抑制钉杆膨胀。垫圈的作用机理是在镦头膨胀接触到自身内径时,开始限制镦头侧钉杆材料流入孔内,从而减少材料的流入,限制铆钉的金属膨胀; 而衬套的作用机理则是直接为孔内钉杆材料的流动提供一个内部限制,阻止铆钉在衬套内部过度膨胀。垫圈铆接干涉量略小于衬套铆接干涉量,表明垫圈对钉杆膨胀的限制效果更明显。相比于衬套铆接方法,垫圈+衬套铆接方法产生了0.915%的负干涉量间隙配合,导致二者干涉量相差较大的原因可能是:衬套由塑性较好的TA1钛合金材料制成,因此铆接过程中镦头侧、钉头侧这些受力较大的位置仍会有大量钉杆材料流入孔内。虽然衬套与铆钉孔之间存在0.1 mm的初始间隙,但是对于衬套铆接,钉杆膨胀迫使衬套发生大程度塑性变形并与孔壁发生干涉;对于垫圈+衬套铆接,垫圈和衬套的使用不仅限制了镦头侧材料流入孔内,还阻止了铆钉在衬套孔内的过度膨胀,在此基础上,初始间隙的存在为钉杆膨胀提供了空间,但这种小幅度膨胀在初始间隙范围内,导致衬套难以与孔壁形成有效干涉,因此平均干涉量结果为负值,进一步增大了衬套铆接和垫圈+衬套铆接之间的差距。
图6 不同铆接方法的平均干涉量
Fig.6 Average interference amount of different riveting methods
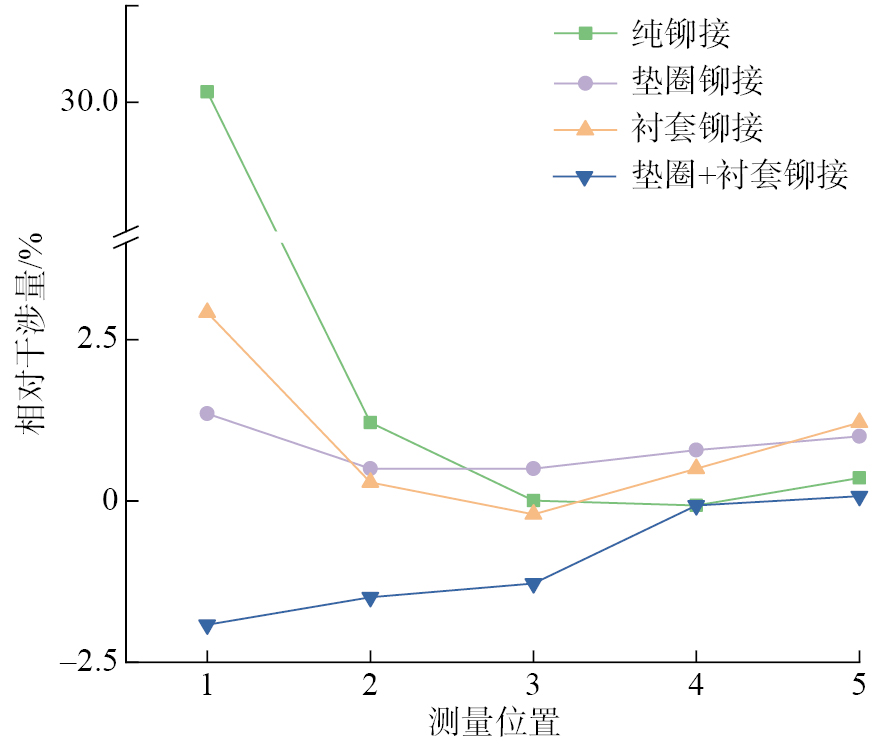
4种铆接方法在各个测量位置的相对干涉量如图7所示,结合表6可知,纯铆接、垫圈铆接、衬套铆接接头截面的基本形状均为“两头大、中间小”的鞍形,最大膨胀直径出现在测量位置1;垫圈+衬套铆接接头截面为正梯形,最大膨胀直径出现在测量位置5。值得注意的是,4种压铆工艺下进行的铆接试验中都出现了“接头中部膨胀直径较小”的问题,大量研究表明,飞机服役过程中铆接接头中部承受的剪切载荷最大,该部分的钉杆膨胀直径大小对接头整体的抗剪能力存在影响,因此上述问题会对接头的力学性能产生负面影响[ 冯东格. 基于电磁铆接的理想干涉配合铆接技术研究[D]. 西安: 西北工业大学, 2012.FENG Dongge. Research on ideal interference fit riveting technology based on electromagnetic riveting[D]. Xi’an: Northwestern Polytechnic University, 2012. 党成龙. 用于锥形筒状结构铆接的半自动化电磁铆接系统研制[D]. 西安: 西北工业大学, 2019DANG Chenglong. Development of semi-automatic electromagnetic riveting system for riveting of conical cylindrical structure[D]. Xi’an: Northwestern Polytechnic University, 2019. 21-22]。纯铆接接头和衬套铆接接头在位置1处的相对干涉量大于2%。其中,纯铆接接头的相对干涉量高至30.120%,说明该组试件的镦头侧层合板已经产生了明显的挤压变形;衬套铆接接头在衬套的作用下,干涉量降低至2.934%,说明衬套对钉杆材料在镦头一侧的流动也起到一定的限制作用,但镦头侧层合板仍有可能出现了较为明显的损伤。
图7 各个测量位置的相对干涉量
Fig.7 Relative amount of interference at each measuring position
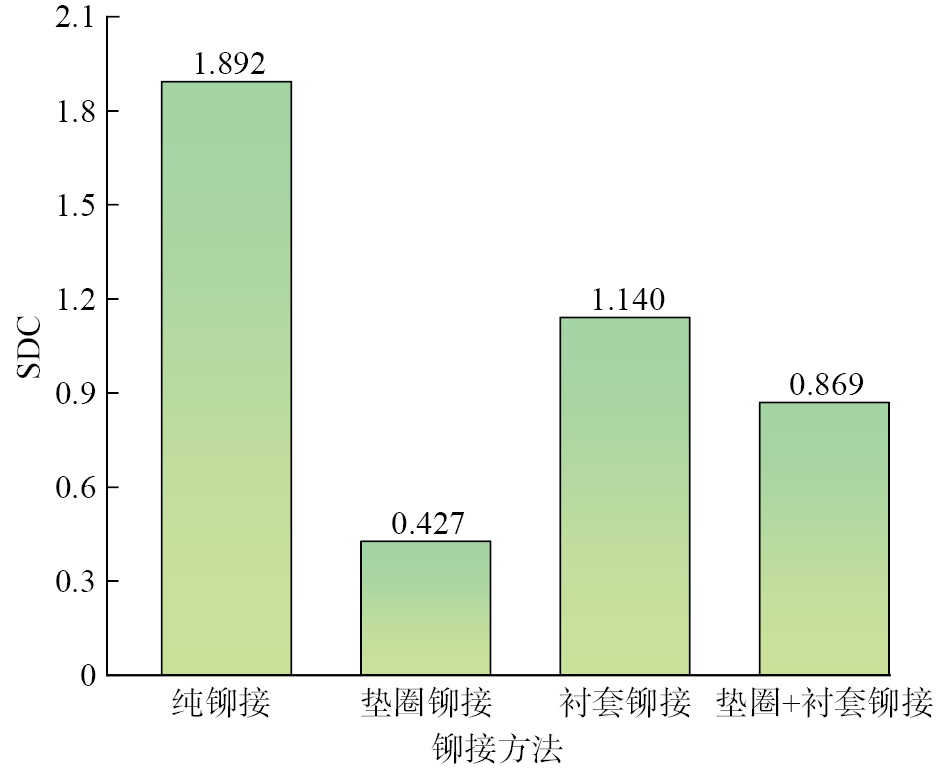
为了定量评估干涉量分布的均匀性,引入统计学中的标准差系数(SDC),即
(5)
式中,N为测量位置的总数;Δi为第i个测量位置的干涉量。
一般认为SDC值越大,干涉波动越大,铆钉杆膨胀越不均匀;SDC的绝对值越接近0,波动就越小;当SDC=0时,则表示干涉不存在波动[ WANG Y H X, CAO Z Q, ZHENG G, et al. Analysis of TB2 rivet forming quality and mechanical properties of thin sheet riveted joints based on different riveting methods[J]. Engineering Failure Analysis, 2023, 154: 107666. 23]。根据不同测量位置相对干涉量的大小,计算所有铆接方法对应的SDC,并取绝对值,如图8所示。可以看出,纯铆接试件的SDC值为1.892,远高于其他3组试件,垫圈和衬套均有效降低了相应试件干涉量的SDC值,减小了铆接过程中的干涉波动。其中,垫圈铆接试件的SDC值最趋近于0,垫圈+衬套铆接产生的干涉波动大于垫圈铆接的干涉波动,但小于衬套铆接产生的干涉波动,表明垫圈和衬套的双重限制对干涉均匀性起到了反作用,单独使用垫圈对于促进钉杆均匀膨胀的效果反而更显著,而且衬套与铆钉孔之间存在0.1 mm的初始间隙,导致铆钉膨胀迫使衬套塑性变形的过程在初始间隙范围内不受控制,干涉分布的不均匀性增加。此外,铆接干涉分布也受试验所用衬套制造精度的影响。
曹增强, 张铭豪, 谭学才, 等. 航空复合材料结构铆接技术综述[J]. 航空制造技术, 2023, 66(1/2): 26–37. CAOZengqiang, ZHANGMinghao, TANXuecai, et al. Overview of riveting technology for aviation composite structure[J]. Aeronautical Manufacturing Technology, 2023, 66(1/2): 26–37.
[2]
侯赤, 万小朋, 黄河源, 等. 复合材料层合板多钉连接的紧固件连接柔度[J]. 航空学报, 2018, 39(3): 221593. HOUChi, WANXiaopeng, HUANGHeyuan, et al. Fastener connection flexibility of multi-bolted joint of composite laminate[J]. Acta Aeronautica et Astronautica Sinica, 2018, 39(3): 221593.
[3]
ZHANGD W, ZHANGQ, FANX G, et al. Review on joining process of carbon fiber-reinforced polymer and metal: Methods and joining process[J]. Rare Metal Materials and Engineering, 2018, 47(12): 3686–3696.
[4]
CAOY J, CAOZ Q, ZHAOY, et al. Damage progression and failure of single-lap thin-ply laminated composite bolted joints under quasi-static loading[J]. International Journal of Mechanical Sciences, 2020, 170: 105360.
[5]
魏景超, 矫桂琼, 闫照明, 等. 单面螺纹抽钉干涉配合复合材料连接件挤压强度研究[J]. 航空学报, 2013, 34(7): 1627–1635. WEIJingchao, JIAOGuiqiong, YANZhaoming, et al. Bearing strength of composite joints interference-fitted with blind bolts[J]. Acta Aeronautica et Astronautica Sinica, 2013, 34(7): 1627–1635.
[6]
夏平, 刘兰. 铆接铆钉分布压力的计算[J]. 现代制造工程, 2003(12): 99–100, 108. XIAPing, LIULan. Distributed force calculation on rivets in riveted structure[J]. Machinery Manufacturing Engineer, 2003(12): 99–100, 108.
[7]
李奕寰. 复合材料电磁铆接工艺研究[D]. 西安: 西北工业大学, 2013. LIYihuan. Study on composite electromagnetic riveting process[D]. Xi’an: Northwestern Polytechnical University, 2013.
[8]
代瑛. 电磁铆接技术在复合材料结构中的应用研究[D]. 西安: 西北工业大学, 2007. DAIYing. Research on application of electromagnetic riveting technology in composite structrures[D]. Xi’an: Northwestern Polytechnical University, 2007.
[9]
宋丹龙, 李原, 骆彬, 等. CFRP/Al复合构件无头铆钉压铆力建模与仿真分析[J]. 西北工业大学学报, 2012, 30(4): 558–564. SONGDanlong, LIYuan, LUOBin, et al. An effective mathematical modeling for and simulation analysis of flush rivet pressing force of CFRP/Al components[J]. Journal of Northwestern Polytechnical University, 2012, 30(4): 558–564.
[10]
刘洋, 庄蔚敏. 碳纤维增强树脂复合材料和铝合金温热自冲铆接工艺及接头力学性能[J]. 复合材料学报, 2021, 38(11): 3563–3577. LIUYang, ZHUANGWeimin. Joining process and mechanical properties of warm self-piercing riveting for carbon fiber reinforced polymer and aluminum alloy[J]. Acta Materiae Compositae Sinica, 2021, 38(11): 3563–3577.
[11]
丛志伟. 碳纤维复合材料铆接损伤变形及力学性能分析[D]. 大连: 大连理工大学, 2021. CONGZhiwei. Analysis of riveting damage, deformation and mechanical properties of carbon fiber composites[D]. Dalian: Dalian University of Technology, 2021.
[12]
CAOZ Q, CARDEW-HALLM. Interference-fit riveting technique in fiber composite laminates[J]. Aerospace Science and Technology, 2006, 10(4): 327–330.
[13]
魏誉豪, 曹增强. 复合材料结构装配中的干涉衬套强化工艺研究[J]. 航空制造技术, 2019, 62(15): 63–67, 74. WEIYuhao, CAOZengqiang. Research on reinforcement of interference bushing in composite structure assembly[J]. Aeronautical Manufacturing Technology, 2019, 62(15): 63–67, 74.
[14]
XUG H, CHENGH, ZHANGK F, et al. Modeling of damage behavior of carbon fiber reinforced plastic composites interference bolting with sleeve[J]. Materials & Design, 2020, 194: 108904.
ASTMInternational. D5961/D5961M–13—Standard test method for bearing response of polymer matrix composite laminates[S]. West Conshohocken: ASTM International, 2013.
[17]
国家市场监督管理总局, 国家标准化管理委员会. 民用飞机复合材料制件铆接要求: GB/T 38825—2020[S]. 北京: 中国标准出版社, 2020. State Administration for Market Regulation, National Standardization Administration. Requirements of riveting connection in civil aircraft of composites: GB/T 38825—2020[S]. Beijing: Standard Press of China, 2020.
[18]
曹增强, 盛熙, 夏力农, 等. 高模量碳纤维复合材料的电磁铆接工艺研究[J]. 西北工业大学学报, 2002, 20(2): 198–202. CAOZengqiang, SHENGXi, XIALinong, et al. On replacing bolting with electromagnetic riveting (EMR) in high modulus carbon fiber composites structure in P. R. China[J]. Journal of Northwestern Polytechnical University, 2002, 20(2): 198–202.
[19]
杨彦杰, 陈昶, 魏誉豪, 等. 手工电磁铆接过程及复合材料铆接质量研究[J]. 航空制造技术, 2023, 66(23/24): 43–51. YANGYanjie, CHENChang, WEIYuhao, et al. Study on manual electromagnetic riveting process and riveting quality of composite materials[J]. Aeronautical Manufacturing Technology, 2023, 66(23/24): 43–51.
[20]
杨悦, 余路, 蒋红宇, 等. 铆接干涉量对疲劳寿命的影响分析[J]. 机械制造与自动化, 2021, 50(2): 87–90. YANGYue, YULu, JIANGHongyu, et al. The effects of interference-fit level on fatigue[J]. Machine Building & Automation, 2021, 50(2): 87–90.
[21]
冯东格. 基于电磁铆接的理想干涉配合铆接技术研究[D]. 西安: 西北工业大学, 2012. FENGDongge. Research on ideal interference fit riveting technology based on electromagnetic riveting[D]. Xi’an: Northwestern Polytechnic University, 2012.
[22]
党成龙. 用于锥形筒状结构铆接的半自动化电磁铆接系统研制[D]. 西安: 西北工业大学, 2019 DANGChenglong. Development of semi-automatic electromagnetic riveting system for riveting of conical cylindrical structure[D]. Xi’an: Northwestern Polytechnic University, 2019.
[23]
WANGY H X, CAOZ Q, ZHENGG, et al. Analysis of TB2 rivet forming quality and mechanical properties of thin sheet riveted joints based on different riveting methods[J]. Engineering Failure Analysis, 2023, 154: 107666.