Effect of Shot Peening on Porosity Defects in Additively Manufactured TC4 Titanium Alloy
Citations
GAO Tianxi, WANG Lei, GE Jiaxing, et al. Effect of shot peening on porosity defects in additively manufactured TC4 titanium alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 129–135.
1.School of Mechanical Engineering, Suzhou University of Science and Technology, Suzhou215009, China
2.School of Mechanical and Electrical Engineering, Soochow University, Suzhou215137, China
Citations
GAO Tianxi, WANG Lei, GE Jiaxing, et al. Effect of shot peening on porosity defects in additively manufactured TC4 titanium alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 129–135.
Abstract
To investigate the effect of shot peening on surface or near-surface porosity defects of additively manufactured components, additively manufactured TC4 specimens were prepared by selective laser melting, and surfaces of the specimen were strengthened by shot peening, internal defects of the specimens were characterized before and after shot peening using computed tomography technology, three-dimensional visual reconstruction and analysis of the porosity defects were carried out, along with testing and analyzing microstructures of the specimens before and after shot peening. Microstructure, microhardness, and tensile properties of the specimens were tested and analyzed before and after strengthening. The results demonstrate that the porosity of the strengthened specimen was reduced by 0.32% compared with that of before, and the volume and spatial geometry of large pores were effectively altered. Post shot peening, the cross-sectional hardness was increased by 23.38% and tensile strength was enhanced by 60.15%, indicating that shot peening can refine the grain structure and improve surface integrity and overall mechanical properties of the specimens.
增材制造技术已成为世界先进制造领域发展最快、技术研究最活跃、关注度最高的学科方向之一[ 任慧娇, 周冠男, 从保强, 等. 增材制造技术在航空航天金属构件领域的发展及应用[J]. 航空制造技术, 2020, 63(10): 72–77.REN Huijiao, ZHOU Guannan, CONG Baoqiang, et al. Development and application of metal additive manufacturing in aerospace field[J]. Aeronautical Manufacturing Technology, 2020, 63(10): 72–77. 卢秉恒. 增材制造技术——现状与未来[J]. 中国机械工程, 2020, 31(1): 19–23.LU Bingheng. Additive manufacturing—Current situation and future[J]. China Mechanical Engineering, 2020, 31(1): 19–23. 卢秉恒, 李涤尘. 增材制造(3D打印)技术发展[J]. 机械制造与自动化, 2013, 42(4): 1–4.LU Bingheng, LI Dichen. Development of the additive manufacturing (3 D printing) technology[J]. Mechanical Manufacturing and Automation, 2013, 42(4): 1–4. 1-3]。选区激光熔化(SLM)是一种净近成形及小型复杂零件高精度成形的典型增材制造技术,具有灵活性高、材料利用率高、无模具设计和制造周期短等优点,在金属增材制造领域发展迅速[ ZHU Y, ZOU J, YANG H Y. Wear performance of metal parts fabricated by selective laser melting: A literature review[J]. Journal of Zhejiang University: Science A, 2018, 19(2): 95–110. CAI C, WU X, LIU W, et al. Selective laser melting of near-α titanium alloy Ti–6Al–2Zr–1Mo–1V: Parameter optimization, heat treatment and mechanical performance[J]. Journal of Materials Science & Technology, 2020, 57: 51–64. 4-5]。TC4是一种常见的α+β型钛合金,因具有比强度高、密度低、耐腐蚀性能好等优良特性,在航空、航天、汽车制造和能源生产等领域占据重要地位[ LAN L, XIN R Y, JIN X Y, et al. Effects of laser shock peening on microstructure and properties of Ti–6Al–4V titanium alloy fabricated via selective laser melting[J]. Materials, 2020, 13(15): 3261. 谢成木. 钛及钛合金铸造[M]. 北京: 机械工业出版社, 2005.XIE Chengmu. Titanium and titanium alloy casting[M]. Beijing: China Machine Press, 2005. 窦振, 张安峰, 王豫跃, 等. 不同热处理工艺对选区激光熔化TC4动载性能及各向异性的影响[J]. 航空制造技术, 2024, 67(6): 100–108.DOU Zhen, ZHANG Anfeng, WANG Yuyue, et al. Effects of different heat treatment processes on dynamic load properties and anisotropy of TC4 titanium alloy by selective laser melting[J]. Aeronautical Manufacturing Technology, 2024, 67(6): 100–108. 6-8]。在SLM过程中,利用激光作为热源,将预先制备好的金属粉末在粉床上按设计好的路径逐层熔化,得到精细复杂的固体零件。但由于TC4粉末的快速冷却和固化速度,材料成形后往往在内部形成不同大小、形状各异的气孔缺陷,显著影响增材制造钛合金的结构完整性。
为了提高增材制造成形零件的性能,国内外许多学者进行了大量试验研究,通过优化工艺参数,结合各类辅助成形工艺和热处理及表面强化技术,来控制成形零件的组织和应力,从而减少缺陷的产生。竺俊杰等[ 竺俊杰, 王优强, 倪陈兵, 等. 激光增材制造钛合金微观组织和力学性能研究进展[J]. 表面技术, 2024, 53(1): 15–32.ZHU Junjie, WANG Youqiang, NI Chenbing, et al. Research progress on microstructure and mechanical properties of titanium alloy by laser additive manufacturing[J]. Surface Technology, 2024, 53(1): 15–32. 9]研究了不同扫描策略对两种增材制造技术成形钛合金表面质量与力学性能的影响,发现成形工艺参数直接影响粉末熔化程度、熔合质量和成形显微结构,从而影响成形件的组织与力学性能。Zhao等[ ZHAO Y T, YUE Y K, DENG W L, et al. Effects of post-heat treatments on the microstructure and mechanical properties of Ti–6Al–4V alloy fabricated by selective laser melting[J]. Journal of Materials Research and Technology, 2024, 33: 1155–1164. 10]对SLM制造的TC4进行热处理,研究退火温度对显微组织、残余应力和力学性能的影响,发现退火加空冷可有效降低残余应力。张天任等[ 张天任, 蒋睿嵩, 王栋辉, 等. TC4钛合金加工表面的超声冲击强化表面完整性实验研究[J/OL]. 机械科学与技术, 2023: 1–12. [2023–12–25]. https://kns.cnki.net/KCMS/detail/detail.aspx?filename=JXKX2023122100O&dbname=CJFD&dbcode=CJFQ.ZHANG Tianren, JIANG Ruisong, WANG Donghui, et al. Experimental study on surface integrity of machined surface of TC4 titanium alloy strengthened by ultrasonic shock[J/OL]. China Industrial Economics, 2023: 1–12. [2023–12–25]. https://kns.cnki.net/KCMS/detail/detail.aspx?filename=JXKX2023122100O&dbname=CJFD&dbcode=CJFQ. 11]研究超声冲击对工件表面完整性的影响,对TC4工件的不同表面进行超声冲击,以改善工件表面质量和抗疲劳性能。王文强等[ 王文强, 危荃, 宋鸿玉, 等. 激光选区熔化成形件射线检测及缺陷尺寸评价技术研究[J]. 失效分析与预防, 2022, 17(3): 162–168.WANG Wenqiang, WEI Quan, SONG Hongyu, et al. Research on radiography testing and defect size evaluation of selective laser melting parts[J]. Failure Analysis and Prevention, 2022, 17(3): 162–168. 12]利用计算机X射线成像(CR)和计算机断层扫描技术(CT)开展TC4的SLM成形件内部缺陷射线检测及定量尺寸评价研究,发现SLM成形件的设计与实际气孔缺陷尺寸存在差异,设计缺陷尺寸越大,实际打印缺陷的形貌越不规整,球度也越小。
Fig.3 Schematic diagram of cross-sectional hardness test
2 结果与分析
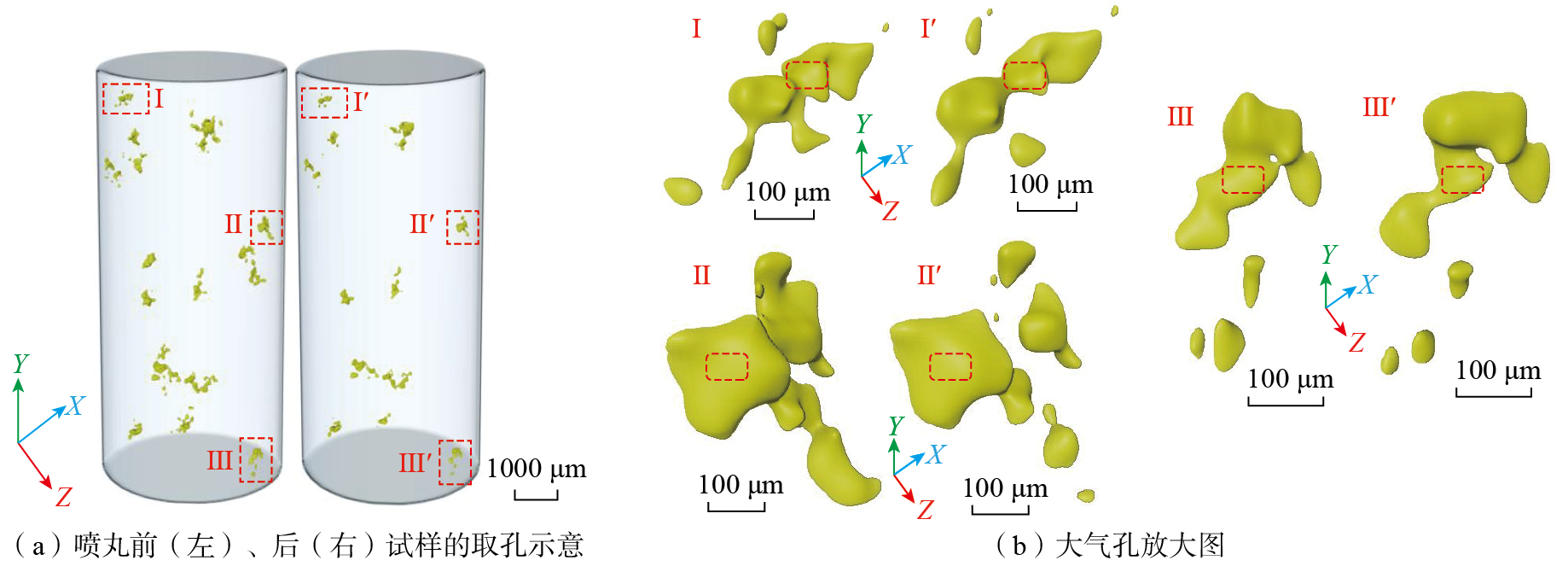
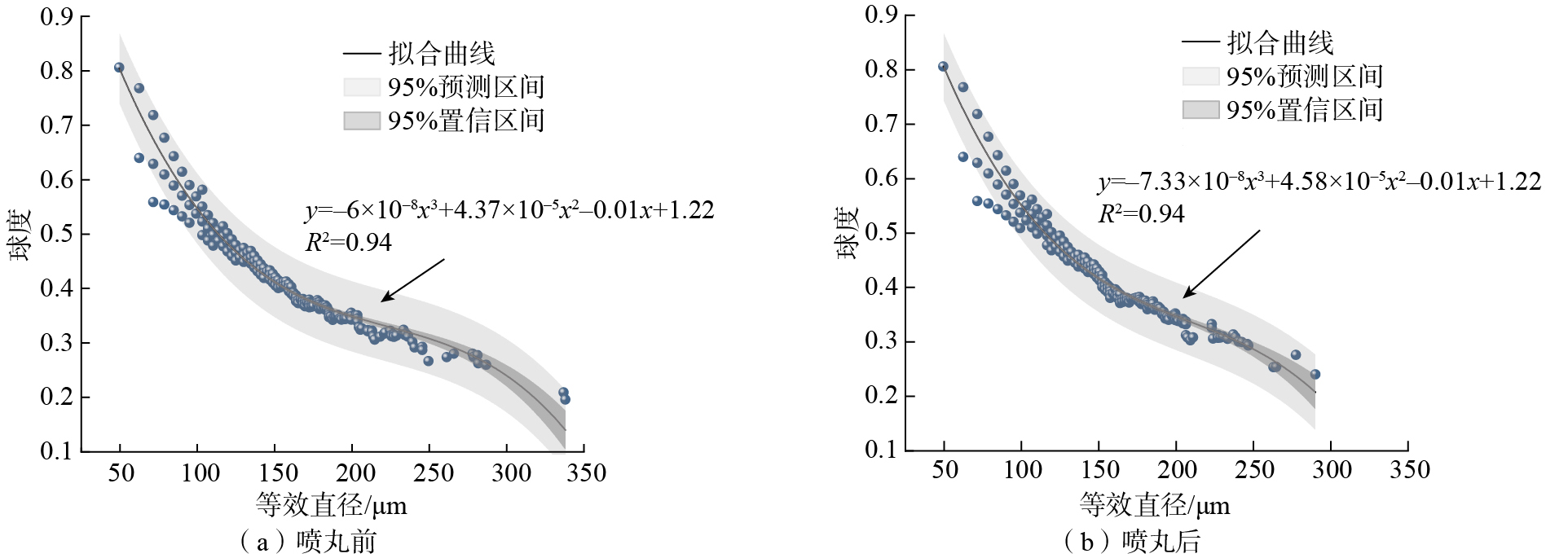
2.1 孔隙率与缺陷分布
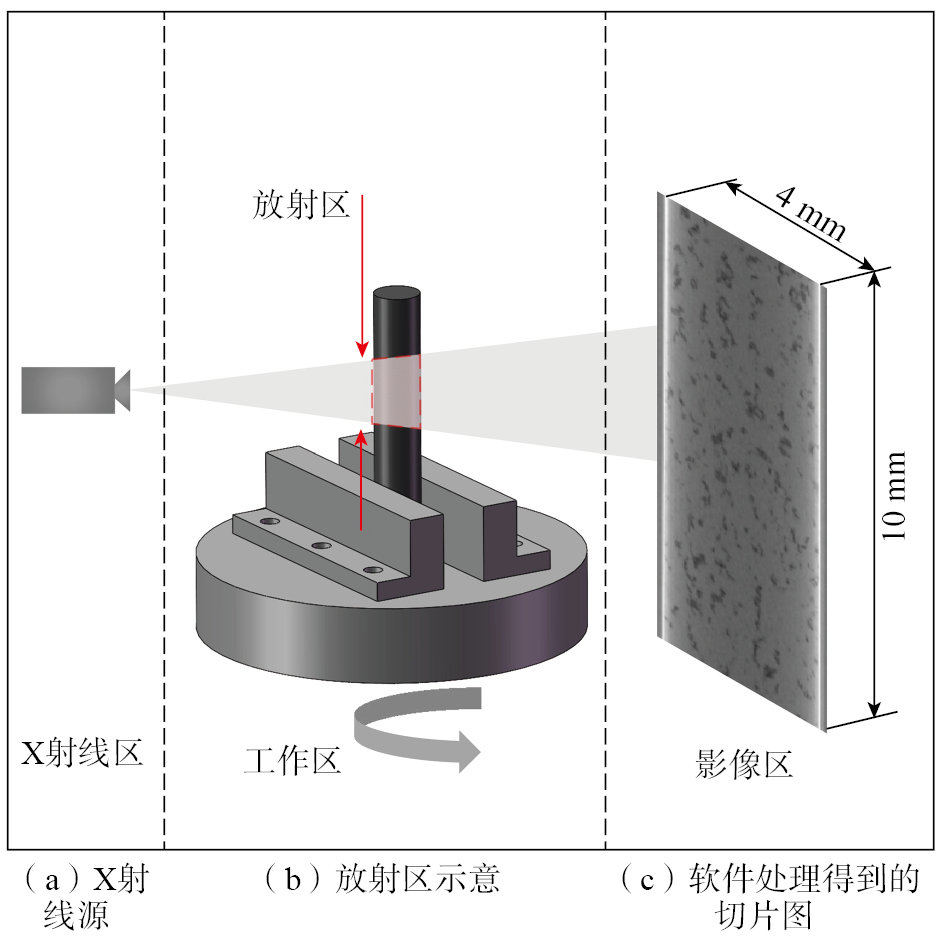
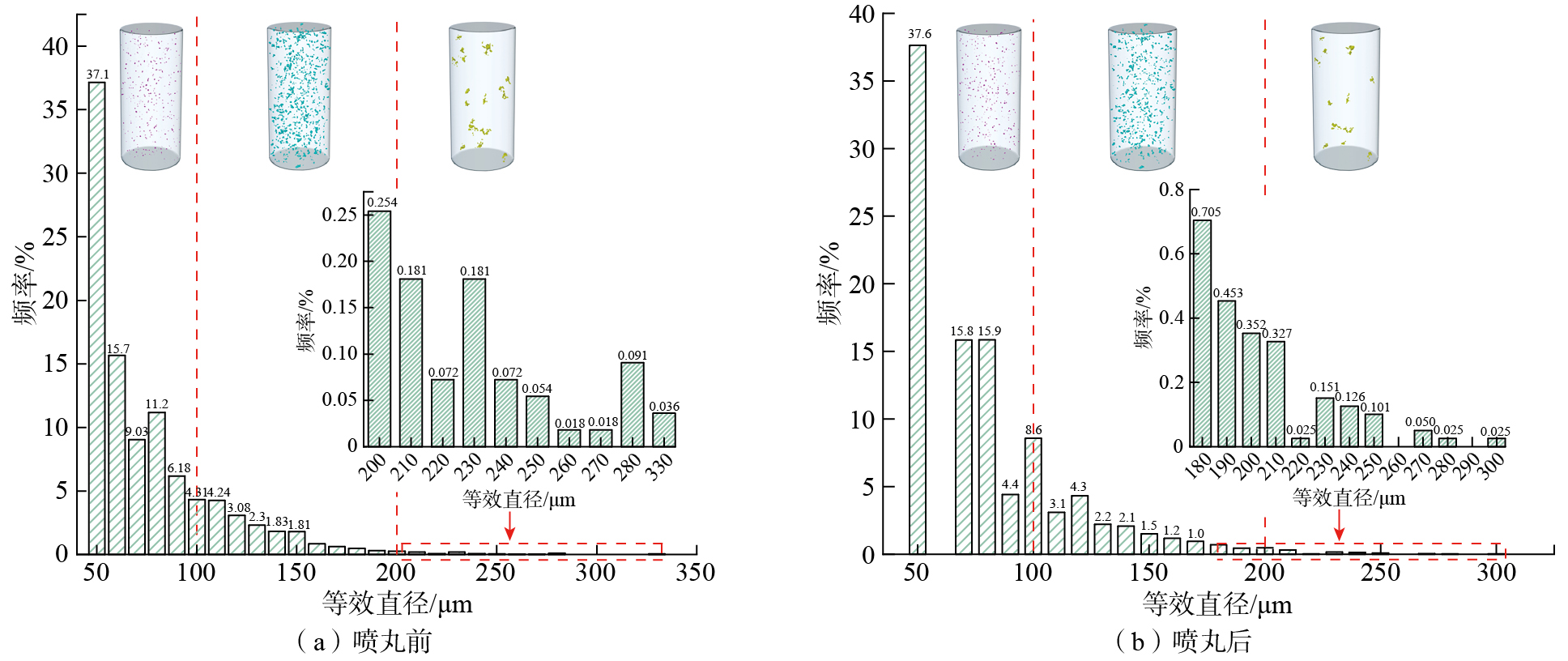
目前,大多数增材制造零件都含有气孔,包括:(1)激光熔化粉末时因“匙孔效应”产生的卷入型气孔;(2)粉末熔化后空心粉末气体来不及上浮溢出而形成的带入型气孔;(3)源于粉末表面吸附、溶解析出、反应析出等情况出现的析出型气孔[ SOLA A, NOURI A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion[J]. Journal of Advanced Manufacturing and Processing, 2019, 1(3): e10021. TAN J L, TANG C, WONG C H. A computational study on porosity evolution in parts produced by selective laser melting[J]. Metallurgical and Materials Transactions A, 2018, 49(8): 3663–3673. KASPEROVICH G, HAUBRICH J, GUSSONE J, et al. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting[J]. Materials & Design, 2016, 105: 160–170. 13-15]。这些气孔对材料的力学性能具有不可忽视的影响,SLM打印的TC4钛合金中也含有不同类型的气孔缺陷。对喷丸强化前后的TC4试样中间部分各进行一次CT扫描分析,对内部缺陷进行可视化重建,获得试样内部气孔的三维特征,计算得到等效直径和球度等信息,对比喷丸前后试样的气孔分布及缺陷变化。
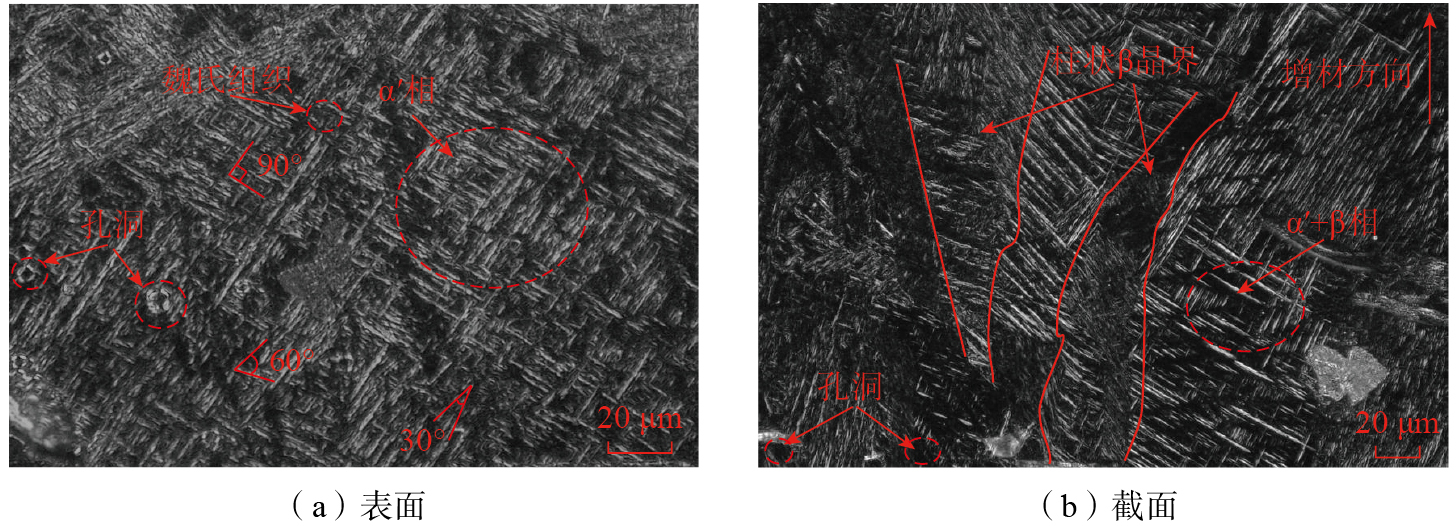
凝固理论阐明凝固的过程始于形核,固态晶粒从形核的位置开始生长,生长方向和速度受冷却速率、温度梯度及熔池动态影响,熔池凝固的典型特征是外延生长和择优生长[ DAVIS S H. Theory of solidification[M]. Cambridge: Cambridge University Press, 2001. LEUDERS S, THÖNE M, RIEMER A, et al. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance[J]. International Journal of Fatigue, 2013, 48: 300–307. 16-17]。液态金属的结晶过程始于固液界面处的基体晶粒表面,新晶粒在形核后与基体晶粒以相同的晶体学取向朝着熔池中心生长,为外延生长[ SALLICA-LEVA E, CARAM R, JARDINI A L, et al. Ductility improvement due to martensite α′ decomposition in porous Ti–6Al–4V parts produced by selective laser melting for orthopedic implants[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2016, 54: 149–158. 李佳宜, 刘玉德, 周裕圣, 等. 激光重熔对TC4选区激光熔化成形质量及力学性能的影响[J]. 激光与光电子学进展, 2022, 59(5): 0514006.LI Jiayi, LIU Yude, ZHOU Yusheng, et al. Effect of laser remelting on quality and mechanical properties of selective laser melting of TC4[J]. Laser & Optoelectronics Progress, 2022, 59(5): 0514006. 18-19]。晶粒生长时,沿择优生长方向的生长速度最快,垂直于熔池固液界面的温度梯度最大,散热速度最快,有利于晶粒的生长。因此,晶粒的择优生长方向与最大温度梯度方向一致时,晶粒的生长速度最快,并且会抑制处于不利取向的晶粒生长,从而形成具有特定取向的柱状晶组织。因为SLM成形的TC4是在极高温度梯度下快速冷却凝固的,所以β相中析出α相的过程中,晶体结构发生改变,出现α′马氏体相变,形成α′相。此外,根据凝固理论,α′相在柱状β相的边界处成核并优先生长,并沿快速冷却方向生长,不同相之间的边界比较平直。
图7为SLM成形TC4试样的微观组织形貌,由图7(a)可知,试样表面由大量不规则针状α′相结构组成,沿特定的晶体学方向生长、交错分布,形成具有一定取向的结构,针状α′相之间相互成30°、60°或90°夹角,为树枝晶状组织,并且在针状α′相间可以观察到柱状β相基体较为连续,填充了α′相之间的空间,但也有小孔洞的存在。由于SLM成形时的快速熔凝技术,温度梯度在熔池前沿部分极大,熔池冷却速度为106~108 K/s[ QIAN M, XU W, BRANDT M, et al. Additive manufacturing and postprocessing of Ti–6Al–4V for superior mechanical properties[J]. MRS Bulletin, 2016, 41(10): 775–784. YANG J J, HAN J, YU H C, et al. Role of molten pool mode on formability, microstructure and mechanical properties of selective laser melted Ti–6Al–4V alloy[J]. Materials & Design, 2016, 110: 558–570. 20-21],因此在图7(b)中观察到沿增材方向的典型鱼鳞状形貌,呈网篮状的α′+β相分布于左右两侧。魏氏组织(图7(a))是在冷却过程中形成的。综上可知,在SLM打印时,过快的冷却速度和过大的温度梯度对晶粒的生长方向产生了显著影响。
图7 SLM成形的TC4试样微观组织
Fig.7 Microstructure of TC4 specimen by SLM
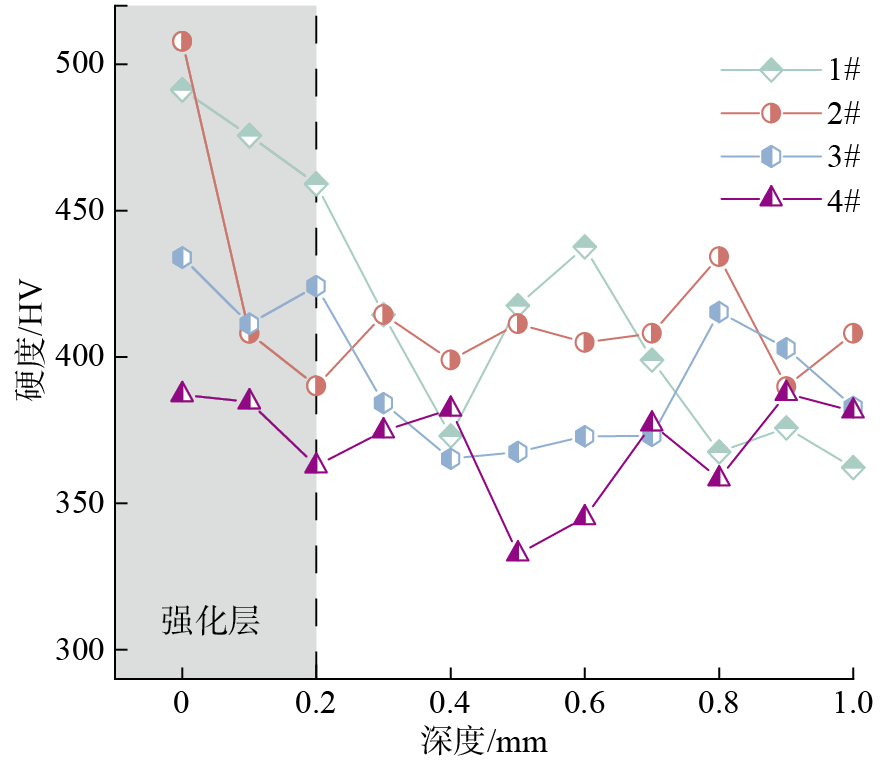
前期研究也表明,经喷丸强化后,增材制造TC4材料表层发生较为严重的塑性变形,晶粒出现明显细化[ YANG Q, CHENG J H, GUAN H J, et al. Investigation of wet shot peening on microstructural evolution and tensile-tensile fatigue properties of Ti–6Al–4V alloy[J]. Materials Chemistry and Physics, 2022, 291: 126635. YI Y X, YIN F, ZHAI J J, et al. Microstructure evolution and numerical modeling of TC4 titanium alloy during ultrasonic shot peening process[J]. Metals, 2024, 14(3): 275. 22-23]。江庆红[ 江庆红. 喷丸处理对增材钛合金性能影响研究[D]. 哈尔滨: 哈尔滨工业大学, 2019.JIANG Qinghong. EFFECT of shot peening on properties of additively manufactured titanium alloy[D]. Harbin: Harbin Institute of Technology, 2019. 24]在研究中发现,喷丸强化后增材制造TC4钛合金的显微组织主要为针状晶,越靠近表层的组织越细密,随深度的增加梯度增大。Chen等[ CHEN M, DENG W L, LIU H B, et al. Enhancement of fatigue properties of selective laser melting fabricated TC4 alloy by multiple shot peening treatments[J]. International Journal of Fatigue, 2024, 182: 108215. 25]对SLM成形的TC4钛合金进行喷丸强化,观察到顶部处理层有明显的变形迹象,晶粒极度细化,使得近表层的初始柱状β晶粒和内部针状α/α′马氏体的识别变得困难,随着深度的增加,外加应变和应变速率,与之相关的表面晶粒细化和变形迹象逐渐减弱。这些微观组织特征均会对强化后TC4钛合金的力学性能产生显著影响。
Fig.8 Cross-sectional hardness of TC4 specimen by SLM
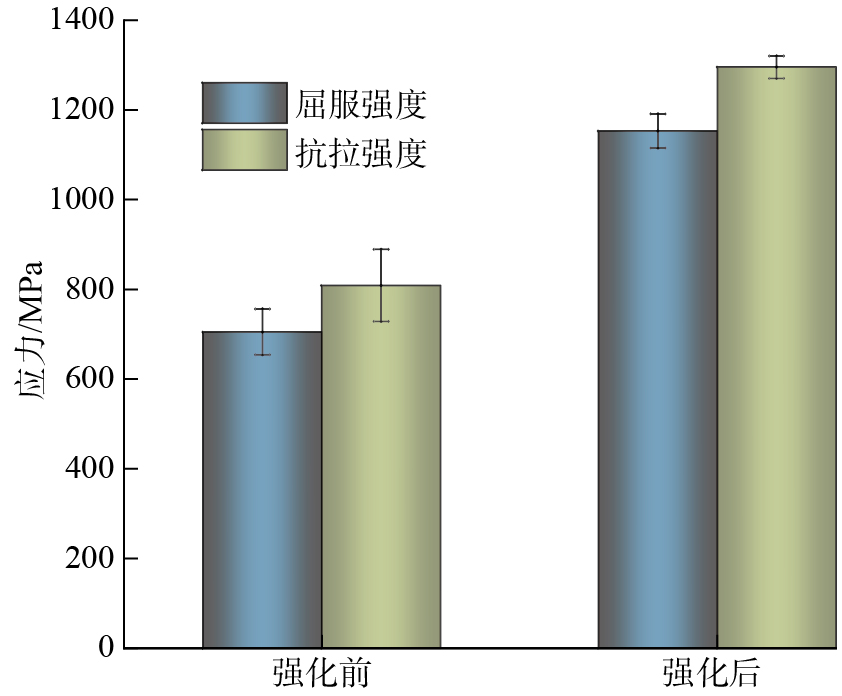
对喷丸强化前后的拉伸试样进行力学测试,结果如图9所示。可以看出,喷丸前SLM成形TC4钛合金的屈服强度为705.07 MPa,抗拉强度为808.87 MPa;喷丸后SLM成形TC4钛合金的屈服强度为1152.78 MPa,抗拉强度为1295.41 MPa(较强化前提高了60.15%)。喷丸强化提高TC4钛合金力学性能的主要原因是,弹丸改善了成形件表面组织的晶粒细化且增加了残余压应力,这与Chen[ CHEN M, DENG W L, LIU H B, et al. Enhancement of fatigue properties of selective laser melting fabricated TC4 alloy by multiple shot peening treatments[J]. International Journal of Fatigue, 2024, 182: 108215. 25]和Zhang[ ZHANG Q, DUAN B B, ZHANG Z Q, et al. Effect of ultrasonic shot peening on microstructure evolution and corrosion resistance of selective laser melted Ti–6Al–4V alloy[J]. Journal of Materials Research and Technology, 2021, 11: 1090–1099. 26]等的研究结果一致。
图9 喷丸强化前后的力学性能对比
Fig.9 Comparison of mechanical strengths before and after shot peening
任慧娇, 周冠男, 从保强, 等. 增材制造技术在航空航天金属构件领域的发展及应用[J]. 航空制造技术, 2020, 63(10): 72–77. RENHuijiao, ZHOUGuannan, CONGBaoqiang, et al. Development and application of metal additive manufacturing in aerospace field[J]. Aeronautical Manufacturing Technology, 2020, 63(10): 72–77.
[2]
卢秉恒. 增材制造技术——现状与未来[J]. 中国机械工程, 2020, 31(1): 19–23. LUBingheng. Additive manufacturing—Current situation and future[J]. China Mechanical Engineering, 2020, 31(1): 19–23.
[3]
卢秉恒, 李涤尘. 增材制造(3D打印)技术发展[J]. 机械制造与自动化, 2013, 42(4): 1–4. LUBingheng, LIDichen. Development of the additive manufacturing (3 D printing) technology[J]. Mechanical Manufacturing and Automation, 2013, 42(4): 1–4.
[4]
ZHUY, ZOUJ, YANGH Y. Wear performance of metal parts fabricated by selective laser melting: A literature review[J]. Journal of Zhejiang University: Science A, 2018, 19(2): 95–110.
[5]
CAIC, WUX, LIUW, et al. Selective laser melting of near-α titanium alloy Ti–6Al–2Zr–1Mo–1V: Parameter optimization, heat treatment and mechanical performance[J]. Journal of Materials Science & Technology, 2020, 57: 51–64.
[6]
LANL, XINR Y, JINX Y, et al. Effects of laser shock peening on microstructure and properties of Ti–6Al–4V titanium alloy fabricated via selective laser melting[J]. Materials, 2020, 13(15): 3261.
[7]
谢成木. 钛及钛合金铸造[M]. 北京: 机械工业出版社, 2005. XIEChengmu. Titanium and titanium alloy casting[M]. Beijing: China Machine Press, 2005.
[8]
窦振, 张安峰, 王豫跃, 等. 不同热处理工艺对选区激光熔化TC4动载性能及各向异性的影响[J]. 航空制造技术, 2024, 67(6): 100–108. DOUZhen, ZHANGAnfeng, WANGYuyue, et al. Effects of different heat treatment processes on dynamic load properties and anisotropy of TC4 titanium alloy by selective laser melting[J]. Aeronautical Manufacturing Technology, 2024, 67(6): 100–108.
[9]
竺俊杰, 王优强, 倪陈兵, 等. 激光增材制造钛合金微观组织和力学性能研究进展[J]. 表面技术, 2024, 53(1): 15–32. ZHUJunjie, WANGYouqiang, NIChenbing, et al. Research progress on microstructure and mechanical properties of titanium alloy by laser additive manufacturing[J]. Surface Technology, 2024, 53(1): 15–32.
[10]
ZHAOY T, YUEY K, DENGW L, et al. Effects of post-heat treatments on the microstructure and mechanical properties of Ti–6Al–4V alloy fabricated by selective laser melting[J]. Journal of Materials Research and Technology, 2024, 33: 1155–1164.
[11]
张天任, 蒋睿嵩, 王栋辉, 等. TC4钛合金加工表面的超声冲击强化表面完整性实验研究[J/OL]. 机械科学与技术, 2023: 1–12. [2023–12–25]. https://kns.cnki.net/KCMS/detail/detail.aspx?filename=JXKX2023122100O&dbname=CJFD&dbcode=CJFQ. ZHANGTianren, JIANGRuisong, WANGDonghui, et al. Experimental study on surface integrity of machined surface of TC4 titanium alloy strengthened by ultrasonic shock[J/OL]. China Industrial Economics, 2023: 1–12. [2023–12–25]. https://kns.cnki.net/KCMS/detail/detail.aspx?filename=JXKX2023122100O&dbname=CJFD&dbcode=CJFQ.
[12]
王文强, 危荃, 宋鸿玉, 等. 激光选区熔化成形件射线检测及缺陷尺寸评价技术研究[J]. 失效分析与预防, 2022, 17(3): 162–168. WANGWenqiang, WEIQuan, SONGHongyu, et al. Research on radiography testing and defect size evaluation of selective laser melting parts[J]. Failure Analysis and Prevention, 2022, 17(3): 162–168.
[13]
SOLAA, NOURIA. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion[J]. Journal of Advanced Manufacturing and Processing, 2019, 1(3): e10021.
[14]
TANJ L, TANGC, WONGC H. A computational study on porosity evolution in parts produced by selective laser melting[J]. Metallurgical and Materials Transactions A, 2018, 49(8): 3663–3673.
[15]
KASPEROVICHG, HAUBRICHJ, GUSSONEJ, et al. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting[J]. Materials & Design, 2016, 105: 160–170.
[16]
DAVISS H. Theory of solidification[M]. Cambridge: Cambridge University Press, 2001.
[17]
LEUDERSS, THÖNEM, RIEMERA, et al. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance[J]. International Journal of Fatigue, 2013, 48: 300–307.
[18]
SALLICA-LEVAE, CARAMR, JARDINIA L, et al. Ductility improvement due to martensite α′ decomposition in porous Ti–6Al–4V parts produced by selective laser melting for orthopedic implants[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2016, 54: 149–158.
[19]
李佳宜, 刘玉德, 周裕圣, 等. 激光重熔对TC4选区激光熔化成形质量及力学性能的影响[J]. 激光与光电子学进展, 2022, 59(5): 0514006. LIJiayi, LIUYude, ZHOUYusheng, et al. Effect of laser remelting on quality and mechanical properties of selective laser melting of TC4[J]. Laser & Optoelectronics Progress, 2022, 59(5): 0514006.
[20]
QIANM, XUW, BRANDTM, et al. Additive manufacturing and postprocessing of Ti–6Al–4V for superior mechanical properties[J]. MRS Bulletin, 2016, 41(10): 775–784.
[21]
YANGJ J, HANJ, YUH C, et al. Role of molten pool mode on formability, microstructure and mechanical properties of selective laser melted Ti–6Al–4V alloy[J]. Materials & Design, 2016, 110: 558–570.
[22]
YANGQ, CHENGJ H, GUANH J, et al. Investigation of wet shot peening on microstructural evolution and tensile-tensile fatigue properties of Ti–6Al–4V alloy[J]. Materials Chemistry and Physics, 2022, 291: 126635.
[23]
YIY X, YINF, ZHAIJ J, et al. Microstructure evolution and numerical modeling of TC4 titanium alloy during ultrasonic shot peening process[J]. Metals, 2024, 14(3): 275.
[24]
江庆红. 喷丸处理对增材钛合金性能影响研究[D]. 哈尔滨: 哈尔滨工业大学, 2019. JIANGQinghong. EFFECT of shot peening on properties of additively manufactured titanium alloy[D]. Harbin: Harbin Institute of Technology, 2019.
[25]
CHENM, DENGW L, LIUH B, et al. Enhancement of fatigue properties of selective laser melting fabricated TC4 alloy by multiple shot peening treatments[J]. International Journal of Fatigue, 2024, 182: 108215.
[26]
ZHANGQ, DUANB B, ZHANGZ Q, et al. Effect of ultrasonic shot peening on microstructure evolution and corrosion resistance of selective laser melted Ti–6Al–4V alloy[J]. Journal of Materials Research and Technology, 2021, 11: 1090–1099.