Study on Test Method of Diffusion Bonding Interface Strength of Titanium Alloy Sheets
Citations
MA Tengyue, HAN Xiaoning, MA Xiaozhao, et al. Study on test method of diffusion bonding interface strength of titanium alloy sheets[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 122–128, 144.
1.AVIC Manufacturing Technology Institute, Beijing100024, China
2.Aeronautical Key Laboratory for Plastic Forming Technology, Beijing100024, China
3.Key Laboratory of Digital Plasticity Forming Technology and Equipment, Beijing100024, China
Citations
MA Tengyue, HAN Xiaoning, MA Xiaozhao, et al. Study on test method of diffusion bonding interface strength of titanium alloy sheets[J]. Aeronautical Manufacturing Technology, 2025, 68(21): 122–128, 144.
Abstract
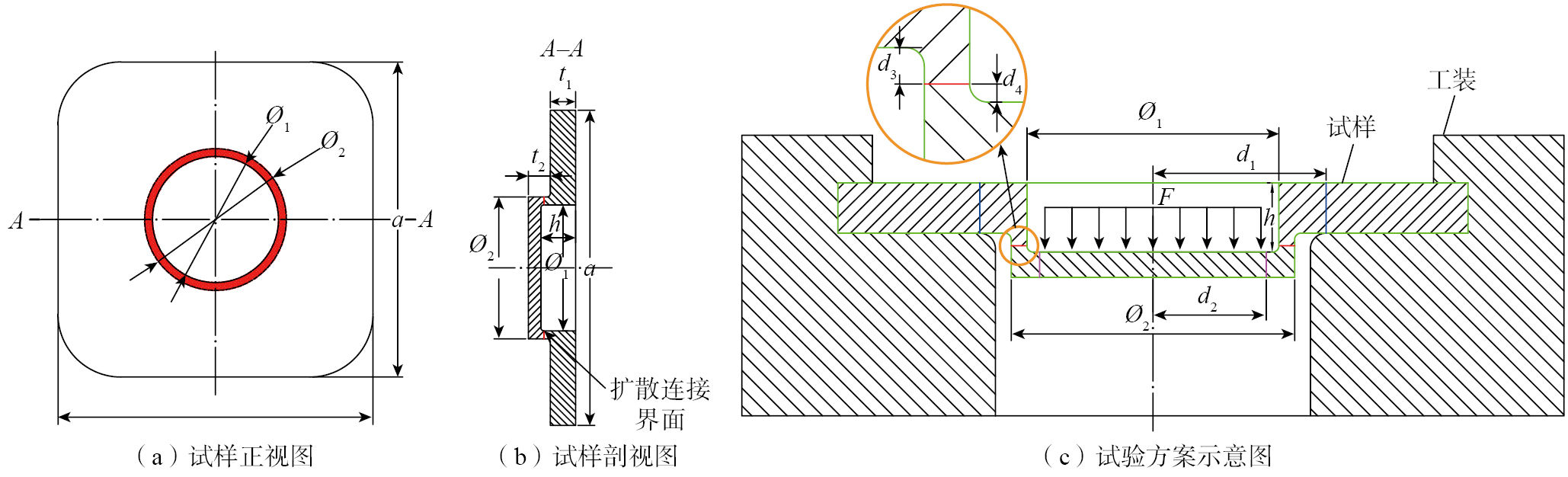
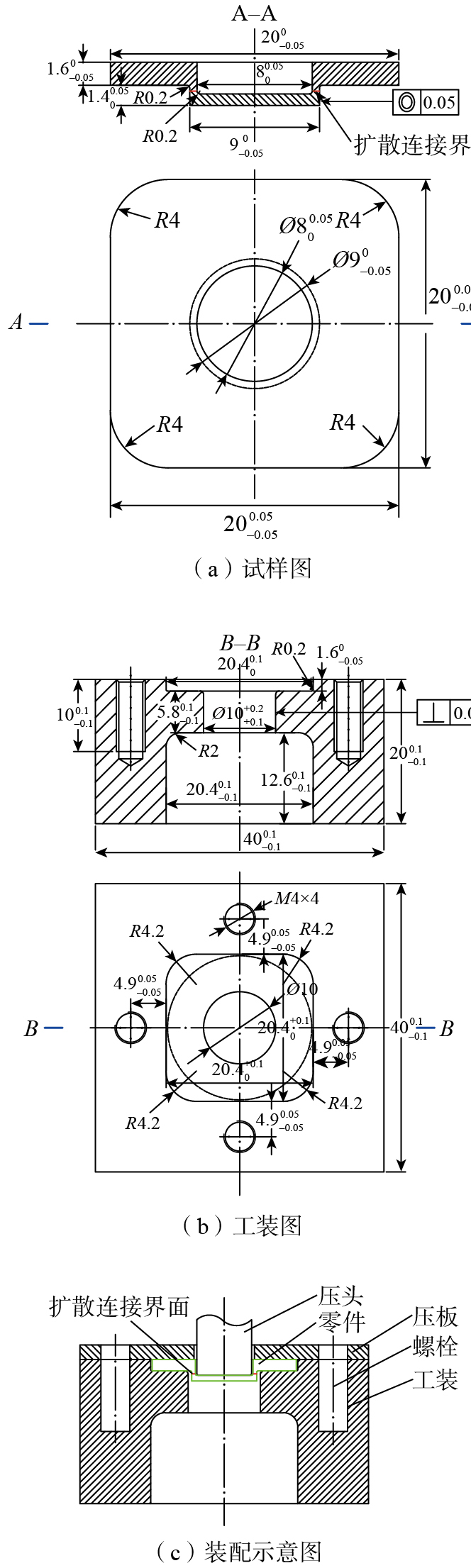
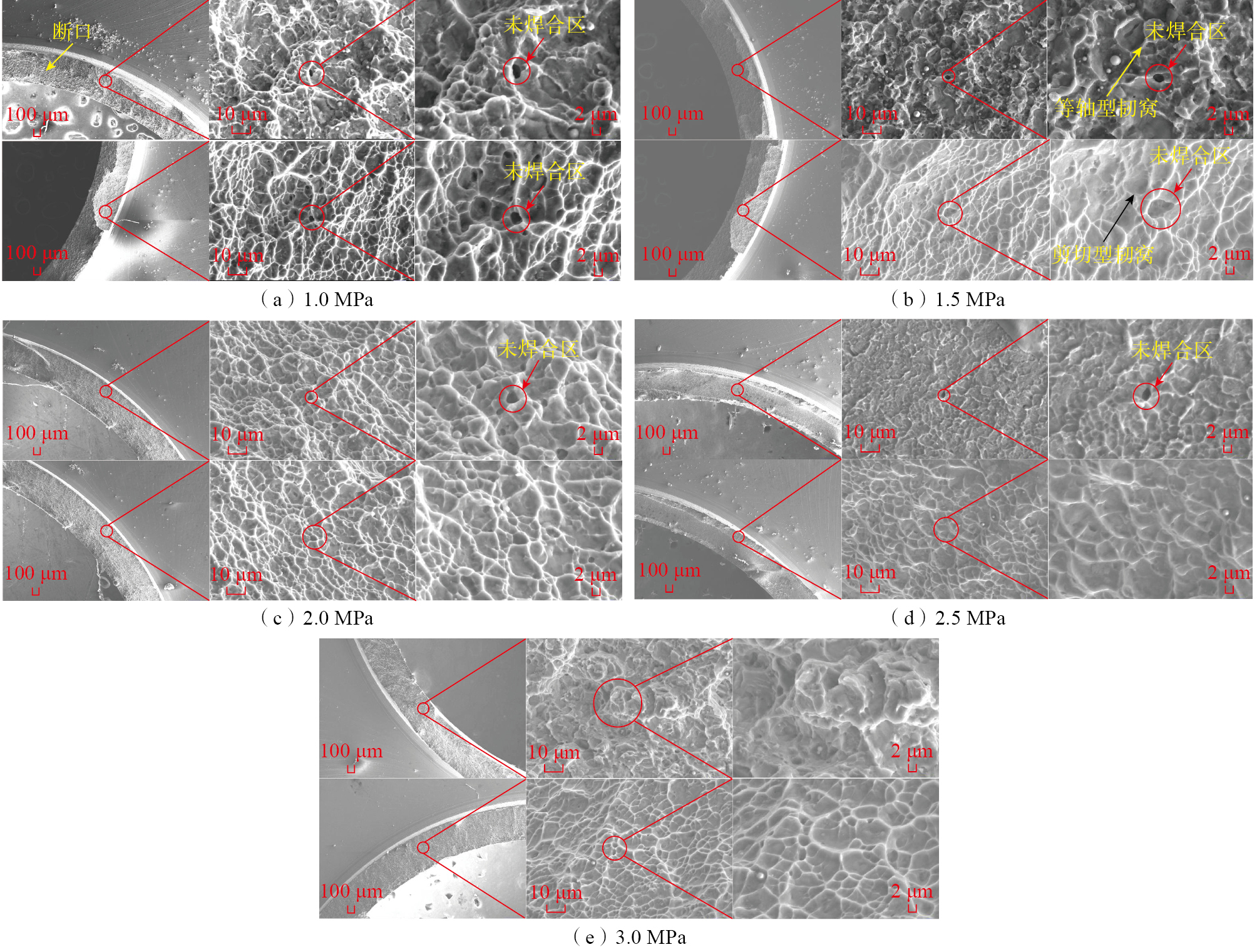
In view of the difficulty of rapid and accurate test of bonding interface strength in the diffusion bonding process of sheet components, a test scheme for the normal bonding strength of diffusion bonding interface for sheet is proposed in this study. Specimens with different diffusion-bonding qualities are obtained through single-factor experiment of diffusion bonding of TC4 alloy. The test results show that interface bonding strength of TC4 alloy is positively correlated with the bonding rate. The fracture analysis demonstrates that with the increase of bonding rate, the fracture surface transforms from flat to conical and from axial dimple to shear dimple, which proves the equivalence between the proposed method and metallographic evaluation. The proposed method complements the evaluation system of diffusion bonding quality and can be used to directly characterize the mechanical properties of the wide-range diffusion bonding interfaces.
扩散连接是指经过特殊处理的材料在一定的温度、压力环境下,接触面两侧原子在扩散作用下互相渗透、迁移,最终形成完整晶体结构,达到冶金连接的目的[ 曾元松. 航空钣金成形技术[M]. 北京: 航空工业出版社, 2014.ZENG Yuansong. Aeronautical sheet metal forming technology[M]. Beijing: Aviation Industry Press, 2014. 1]。扩散连接的优点包括:(1)连接区域的组织结构与母材相同,连接区域材料的力学性能与母材基本相当;(2)工艺温度相比于熔焊方法低,残余应力小、连接强度高;(3)可以与超塑成形进行组合,在一个热循环下完成两种工艺过程,提高构件的可设计性;(4)可以实现异种材料的连接[ 刘永军. TC4钛合金与1Cr18Ni9Ti不锈钢超塑性扩散连接工艺研究[D]. 西安: 西北工业大学, 2007.LIU Yongjun. Research on superplastic diffusion bonding of TC4 titanium alloy to 1Cr18Ni9Ti stainless steel[D]. Xi’an: Northwestern Polytechnical University, 2007. 2]。
目前,扩散连接质量评价方法主要有3种:(1)金相法,通过观察金相组织测得焊合长度,再除以取样长度即可计算出焊合率,通常认为焊合率大于95%为合格;(2)力学法,通过取样测量焊合后连接界面处材料的剪切强度[ PENG P, JIANG S S, QIN Z H, et al. Superplastic forming and reaction diffusion bonding process of hollow structural component for Mg–Gd–Y–Zn–Zr rare earth magnesium alloy[J]. Metals, 2022, 12(1): 152. 3]、抗拉强度[ 杨震, 张晓巍, 张鑫, 等. 工艺参数对高温钛合金Ti65扩散连接性能的影响[J]. 兵器装备工程学报, 2022, 43(12): 254–258.YANG Zhen, ZHANG Xiaowei, ZHANG Xin, et al. Effect of process parameters on diffusion bonding properties of high temperature titanium alloy Ti65[J]. Journal of Ordnance Equipment Engineering, 2022, 43(12): 254–258. 4]、压缩强度[ 杜志豪. TA15钛合金多层结构SPF/DB工艺与评价[D]. 哈尔滨: 哈尔滨工业大学, 2012.DU Zhihao. SPF/DB processing and assessment for multi-sheet structure of TA15 titanium alloy[D]. Harbin: Harbin Institute of Technology, 2012. 5]、疲劳强度[ 李百洋. SPF/DB宽弦空心叶片单元件弯曲疲劳性能研究[D]. 南京: 南京航空航天大学, 2018.LI Baiyang. Research on bending fatigue behaviors of SPF/DB wide-chord hollow blade specimen[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2018. 6]、弯曲强度[ 刘杨, 李志强, 赵冰, 等. TA32钛合金点阵结构成形与力学性能研究[J]. 锻压技术, 2024, 49(7): 168–178.LIU Yang, LI Zhiqiang, ZHAO Bing, et al. Study on forming and mechanical properties of TA32 titanium alloy lattice structure[J]. Forging & Stamping Technology, 2024, 49(7): 168–178. 7]等,将这些力学数据与母材进行对比,从而判断扩散连接质量;(3)超声检测法[ 张钦差. 钛合金扩散连接质量超声检测技术研究[D]. 南京: 南京航空航天大学, 2016.ZHANG Qinchai. Research on ultrasonic detection of diffusion bonding (DB) of titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2016. 8],根据接收到的反射、折射高频超声波特性来检测连接界面的缺陷,该方法属于无损检测范畴,不会对构件产生影响,而且操作简单,是目前常用的检测手段。然而上述方法不能快速、准确地表征薄板扩散连接界面的法向连接强度,原因有:(1)焊合率的检测为一概率事件,反映的是取样位置的线焊合率,不能表征面焊合率,且无法直接表征连接区域界面的力学性能;(2)常规力学试样设计一般为棒状或板状,待测截面法线方向需保留至少10 mm的夹持端,而薄板扩散连接构件厚度很小,常规夹持方案不可行;(3)超声检测技术难以检测μm级的微观孔洞,无法评估该缺陷对界面强度的影响。
国内外针对薄板扩散连接界面强度的检测方法主要集中在剪切强度和多层结构件的力学性能表征方面。何辰佳等[ 何辰佳, 陈明和, 谢兰生. TC4钛合金扩散连接工艺研究[J]. 热加工工艺, 2017, 46(17): 64–68.HE Chenjia, CHEN Minghe, XIE Lansheng. Study on diffusion bonding process of TC4 titanium alloy[J]. Hot Working Technology, 2017, 46(17): 64–68. 9]针对3 mm厚TC4薄板的真空扩散连接工艺开展研究,设计了剪切强度测试试样,根据剪切强度优选出了最佳的扩散连接工艺参数。赵冰等[ 赵冰, 杨毅, 李志强, 等. 钛合金空心点阵超塑成形/扩散连接成形工艺和性能研究[J]. 航空制造技术, 2023, 66(9): 24–35.ZHAO Bing, YANG Yi, LI Zhiqiang, et al. Research on SPF/DB process and properties of titanium alloy hollow lattice[J]. Aeronautical Manufacturing Technology, 2023, 66(9): 24–35. 10]设计了平压和三点弯曲试验,研究了两种空心点阵结构(1 mm厚TA15和2 mm厚TA32)的力学性能,依据仿真和试验结果得到了良好承载性能的结构件。Calvo等[ CALVO F A, GÓMEZ DE SALAZAR J M, UREÑA A, et al. Diffusion bonding of Ti–6Al–4V alloy at low temperature: Metallurgical aspects[J]. Journal of Materials Science, 1992, 27(2): 391–398. 11]研究了2.5 mm厚TC4材料的扩散连接工艺,设计了拉伸、剪切、剥离试样用以检测接头的力学强度,最终得到了850 ℃下接近于母材强度的扩散连接接头。综上所述,目前缺少一种有效检测薄板扩散连接界面法向连接强度的试验方法,该方法应便于取样且所得数据可靠。
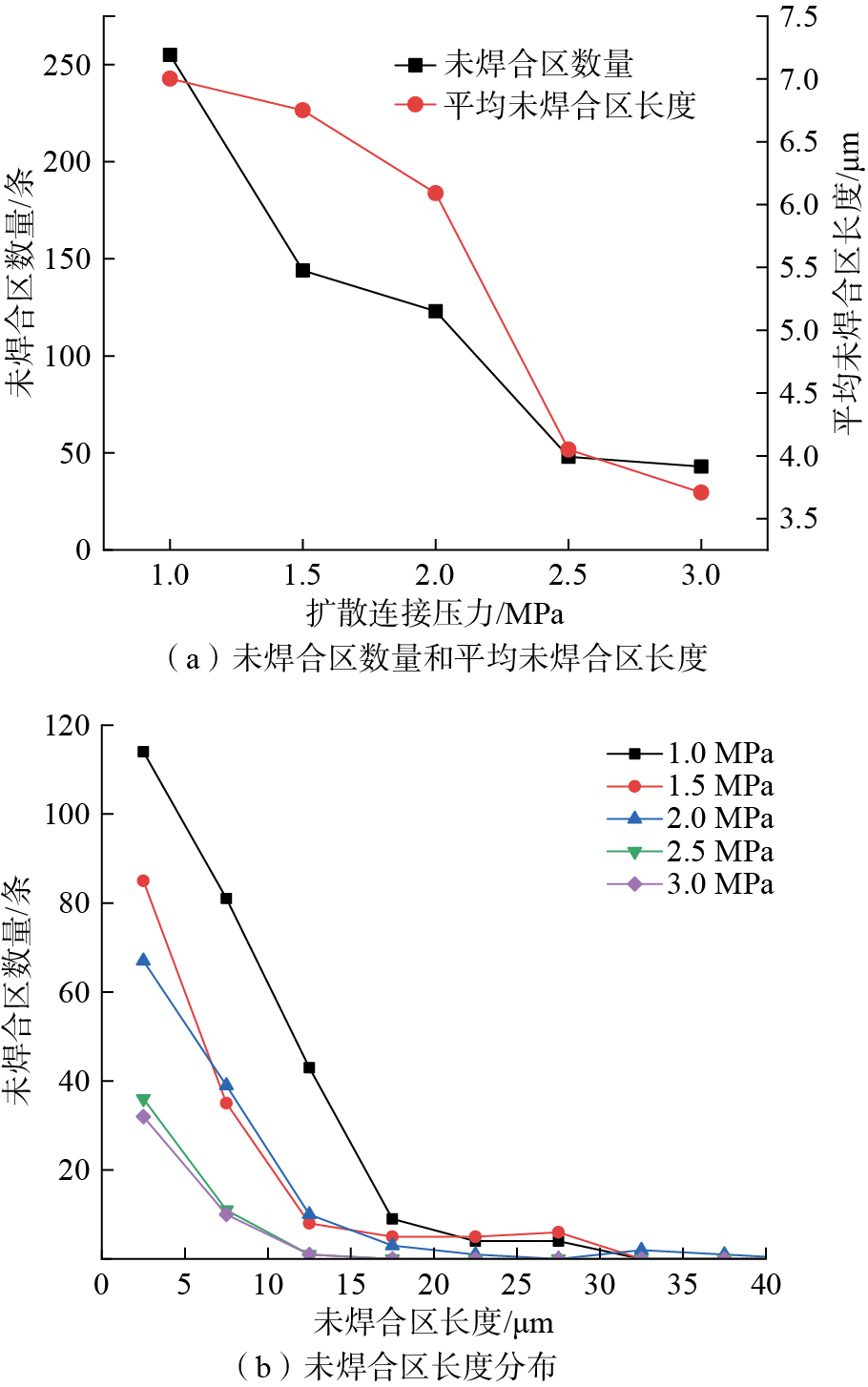
扩散连接质量受扩散温度、扩散压力和扩散时间的影响。根据扩散连接三阶段模型可知,温度升高、压力增大、时间延长,焊合率增大[ SANDERS D G, RAMULU M. Examination of superplastic forming combined with diffusion bonding for titanium: Perspective from experience[J]. Journal of Materials Engineering and Performance, 2004, 13(6): 744–752. 12]。但温度的升高和时间的延长会加剧晶粒长大,影响材料的力学性能。为了探究扩散连接焊合率和界面连接强度的关系并验证该方法的可行性,尽量减少晶粒长大对试验结果的影响,采取同温度、同时间、不同压力的单因素试验,在温度890 ℃、扩散连接时间60 min下,选择扩散连接压力为1~3 MPa,共做5组单因素试验。每个试验件的焊合率和连接强度进行3组试验进行测定,取平均值作为最终结果。
曾元松. 航空钣金成形技术[M]. 北京: 航空工业出版社, 2014. ZENGYuansong. Aeronautical sheet metal forming technology[M]. Beijing: Aviation Industry Press, 2014.
[2]
刘永军. TC4钛合金与1Cr18Ni9Ti不锈钢超塑性扩散连接工艺研究[D]. 西安: 西北工业大学, 2007. LIUYongjun. Research on superplastic diffusion bonding of TC4 titanium alloy to 1Cr18Ni9Ti stainless steel[D]. Xi’an: Northwestern Polytechnical University, 2007.
[3]
PENGP, JIANGS S, QINZ H, et al. Superplastic forming and reaction diffusion bonding process of hollow structural component for Mg–Gd–Y–Zn–Zr rare earth magnesium alloy[J]. Metals, 2022, 12(1): 152.
[4]
杨震, 张晓巍, 张鑫, 等. 工艺参数对高温钛合金Ti65扩散连接性能的影响[J]. 兵器装备工程学报, 2022, 43(12): 254–258. YANGZhen, ZHANGXiaowei, ZHANGXin, et al. Effect of process parameters on diffusion bonding properties of high temperature titanium alloy Ti65[J]. Journal of Ordnance Equipment Engineering, 2022, 43(12): 254–258.
[5]
杜志豪. TA15钛合金多层结构SPF/DB工艺与评价[D]. 哈尔滨: 哈尔滨工业大学, 2012. DUZhihao. SPF/DB processing and assessment for multi-sheet structure of TA15 titanium alloy[D]. Harbin: Harbin Institute of Technology, 2012.
[6]
李百洋. SPF/DB宽弦空心叶片单元件弯曲疲劳性能研究[D]. 南京: 南京航空航天大学, 2018. LIBaiyang. Research on bending fatigue behaviors of SPF/DB wide-chord hollow blade specimen[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2018.
[7]
刘杨, 李志强, 赵冰, 等. TA32钛合金点阵结构成形与力学性能研究[J]. 锻压技术, 2024, 49(7): 168–178. LIUYang, LIZhiqiang, ZHAOBing, et al. Study on forming and mechanical properties of TA32 titanium alloy lattice structure[J]. Forging & Stamping Technology, 2024, 49(7): 168–178.
[8]
张钦差. 钛合金扩散连接质量超声检测技术研究[D]. 南京: 南京航空航天大学, 2016. ZHANGQinchai. Research on ultrasonic detection of diffusion bonding (DB) of titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2016.
[9]
何辰佳, 陈明和, 谢兰生. TC4钛合金扩散连接工艺研究[J]. 热加工工艺, 2017, 46(17): 64–68. HEChenjia, CHENMinghe, XIELansheng. Study on diffusion bonding process of TC4 titanium alloy[J]. Hot Working Technology, 2017, 46(17): 64–68.
[10]
赵冰, 杨毅, 李志强, 等. 钛合金空心点阵超塑成形/扩散连接成形工艺和性能研究[J]. 航空制造技术, 2023, 66(9): 24–35. ZHAOBing, YANGYi, LIZhiqiang, et al. Research on SPF/DB process and properties of titanium alloy hollow lattice[J]. Aeronautical Manufacturing Technology, 2023, 66(9): 24–35.
[11]
CALVOF A, GÓMEZ DE SALAZARJ M, UREÑAA, et al. Diffusion bonding of Ti–6Al–4V alloy at low temperature: Metallurgical aspects[J]. Journal of Materials Science, 1992, 27(2): 391–398.
[12]
SANDERSD G, RAMULUM. Examination of superplastic forming combined with diffusion bonding for titanium: Perspective from experience[J]. Journal of Materials Engineering and Performance, 2004, 13(6): 744–752.