Effect of High-Frequency Pulse on Weld Microstructure of Ni–Cr–Fe Alloy
Citations
XIA Yunhao, DONG Bolun, CAI Xiaoyu, et al. Effect of high-frequency pulse on weld microstructure of Ni–Cr–Fe alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(18): 154–161.
1.State Key Laboratory of Precision Welding & Joining of Materials and Structures, Harbin Institute of Technology, Harbin150001, China
2.Zhengzhou Research Institute, Harbin Institute of Technology, Zhengzhou450000, China
Citations
XIA Yunhao, DONG Bolun, CAI Xiaoyu, et al. Effect of high-frequency pulse on weld microstructure of Ni–Cr–Fe alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(18): 154–161.
Abstract
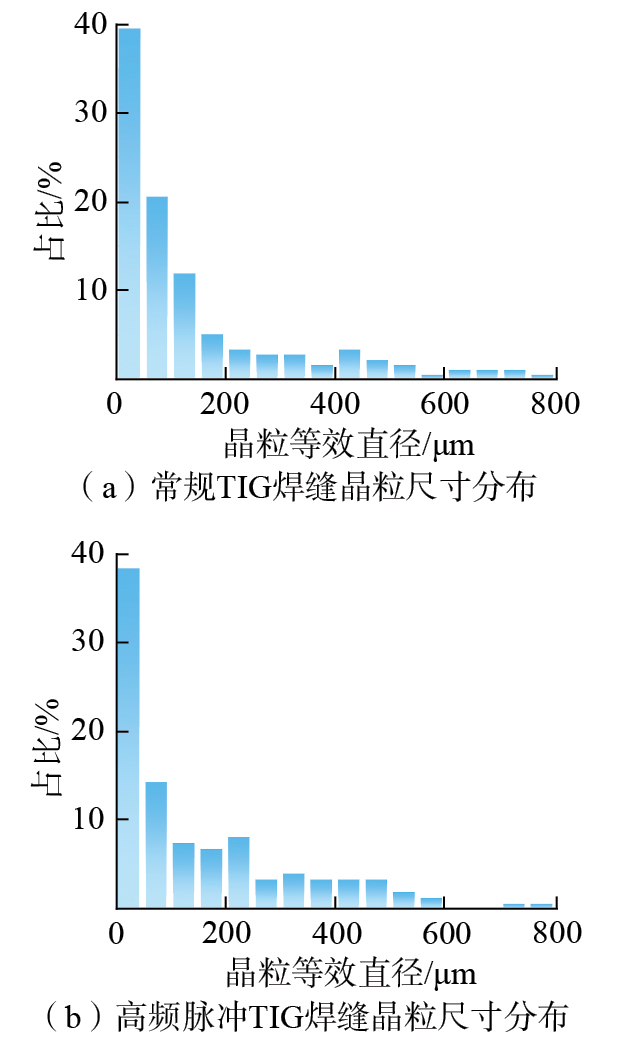
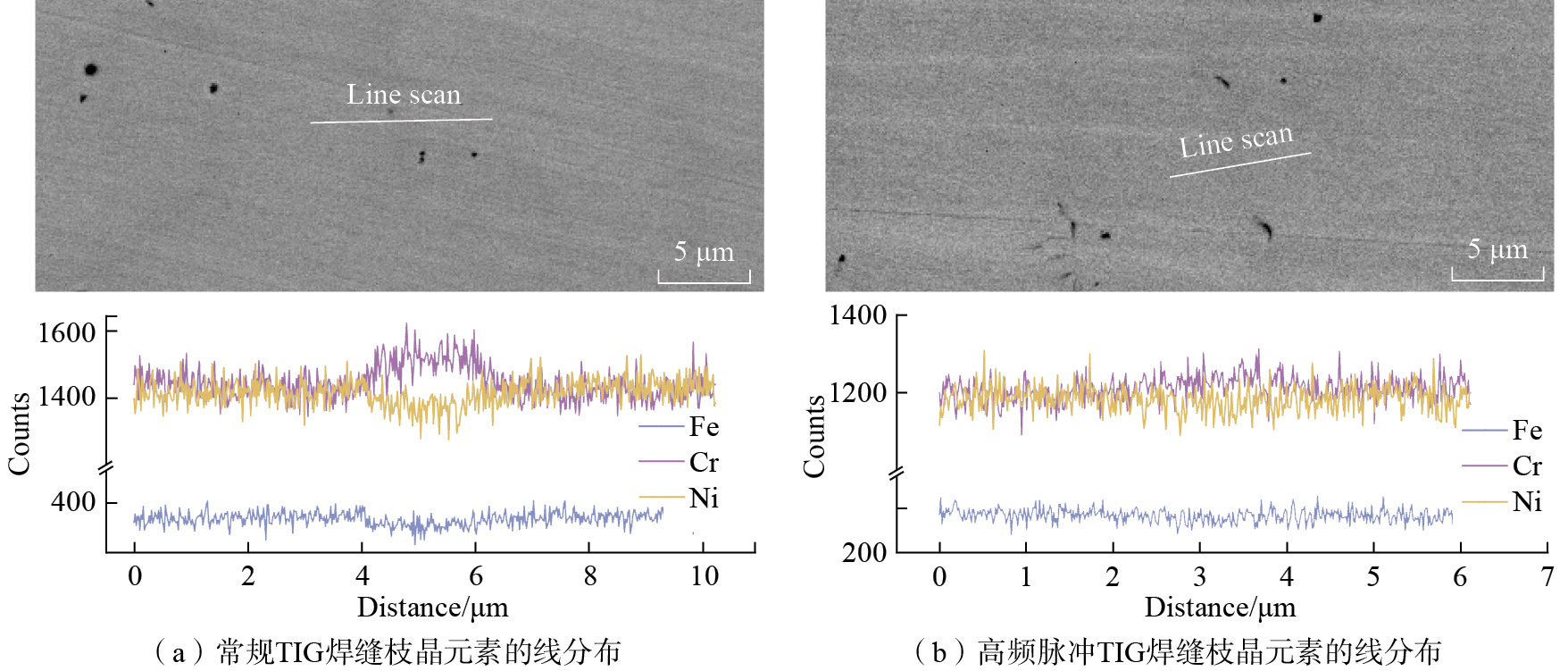
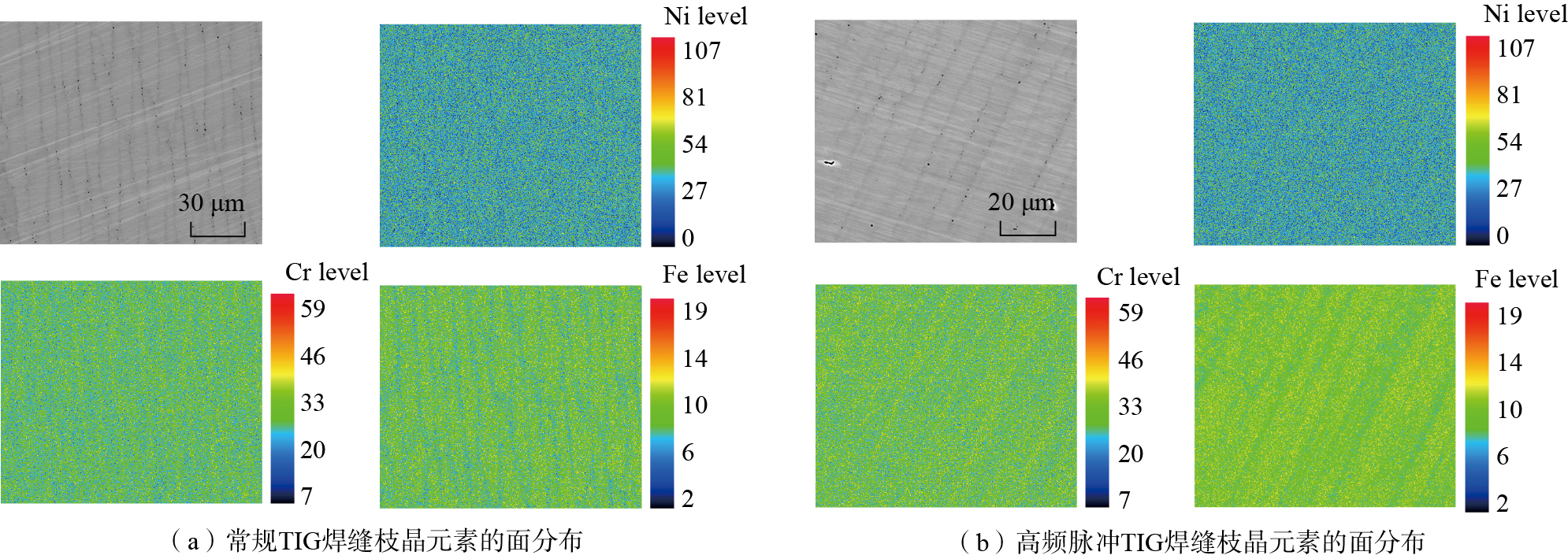
High-frequency pulsed arc welding is an effective technique for optimizing the microstructure and properties of weld joints. Currently most researches focus on arc-induced ultrasonic effect under ultrasonic pulses. To determine the effect of high-frequency pulsed arc at non-ultrasonic frequency on the nickel-based alloy weld microstructure, high-frequency pulsed tungsten inert gas (TIG) welding which is of low-ultrasonic frequency was employed to investigate welding characteristics of Inconel 690 (Ni–Cr–Fe) alloy. The characteristics and microstructure features of regular TIG welding and high-frequency pulsed TIG arc welding were systematically compared and analyzed. The results demonstrate that a pronounced arc compression effect occurs under high-frequency pulsed arc conditions, accompanied by a significant increase in arc pressure. The primary dendrite growth is inhibited, resulting in homogeneous growth orientation of dendrite, while the secondary dendrite spacing exhibits minor variation (approximately 3.6 μm). Moreover, the element distribution among dendrites of weld region is notably homogenized, with a significant reduction in Cr-depleted area. This study provides theoretical insights into optimizing welding quality of nickel-based alloys using non-ultrasonic frequency high-frequency pulsed welding.
镍基合金因其良好的组织稳定性、力学性能,以及在极端环境下稳定的服役表现,被广泛应用于航空航天、核能工业等领域[ 李林翰, 张继, 田成刚, 等. 熔焊缺陷对镍基高温合金GH4065A疲劳行为的影响[J]. 航空材料学报, 2024, 44(4): 85–95.LI Linhan, ZHANG Ji, TIAN Chenggang, et al. Effect of welding defects on fatigue behavior of Ni-base superalloy GH4065A[J]. Journal of Aeronautical Materials, 2024, 44(4): 85–95. 吴宇, 陈冰清, 刘伟, 等. 增材制造镍基高温合金在航空发动机与燃气轮机中的研究应用进展[J]. 航空材料学报, 2024, 44(1): 31–45.WU Yu, CHEN Bingqing, LIU Wei, et al. Progress in research and applications of additively manufactured nickel-based superalloy in aero-engines and gas turbines[J]. Journal of Aeronautical Materials, 2024, 44(1): 31–45. 1-2]。随着应用领域的技术迭代,镍基合金的服役环境更加严苛,服役寿命需求不断提高[ 江河, 董建新, 张麦仓, 等. 800 ℃以上服役涡轮盘用难变形镍基高温合金研究进展[J]. 航空制造技术, 2021, 64(1/2): 62–73.JIANG He, DONG Jianxin, ZHANG Maicang, et al. Development of typical hard-to-deform nickel-base superalloy for turbine disk served above 800 ℃[J]. Aeronautical Manufacturing Technology, 2021, 64(1/2): 62–73. 陈国庆, 张戈, 刘政, 等. 固溶强化镍基高温合金及其与异种材料焊接研究进展[J]. 航空制造技术, 2021, 64(12): 20–27.CHEN Guoqing, ZHANG Ge, LIU Zheng, et al. Research progress on joining of solid solution strengthened nickel-based superalloy and its welding with dissimilar materials[J]. Aeronautical Manufacturing Technology, 2021, 64(12): 20–27. 3-4]。在镍基合金关键构件中,焊接接头通常是其性能薄弱环节。由于镍基合金熔点较高、导热系数低,焊接过程中常伴随显著的热积累和较缓慢的结晶过程,导致焊缝晶粒粗大、热裂纹敏感性强、大尺寸碳化物分布不均等,影响焊接接头的服役表现,难以满足航空发动机的使用需求[ 吴祖乾, 张晨, 虞茂林, 等. 镍基合金焊接冶金和焊接性[J]. 机电一体化, 2014, 20(4): 2.WU Zuqian, ZHANG Chen, YU Maolin, et al. Welding metallurgy and weldability of nickel-base alloys[J]. Mechatronics, 2014, 20(4): 2. 刘静, 王莉, 于明涵, 等. 镍基单晶高温合金近服役环境性能研究进展[J]. 中国材料进展, 2024, 43(10): 891–901.LIU Jing, WANG Li, YU Minghan, et al. Research progress on the service environmental performance of nickel-based single crystal superalloys[J]. Materials China, 2024, 43(10): 891–901. 5-6]。Yu等[ YU X, LIM Y C, SMITH R, et al. Reducing hot cracking tendency of dissimilar weld overlay by magnetic arc oscillation[J]. Materials Science and Technology, 2014, 30(8): 930–937. 7]在镍基合金焊接过程中辅以电磁振荡,实现了焊缝区的晶粒细化,从而降低了合金的高温失塑裂纹敏感性;Wu等[ WU D, LI D Z, LU S P. Microstructures and intermediate temperature brittleness of newly developed Ni–Fe based weld metal for ultra-supercritical power plants[J]. Materials Science and Engineering: A, 2017, 684: 146–157. 8]发现镍基合金焊缝组织的高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,能够在一定程度上实现塑性恢复。此外,研究人员尝试在熔覆GH3536合金的过程中添加不同尺度的WC,结果表明,WC可通过阻碍枝晶长大实现晶粒细化、协调多晶变形,进而促进力学性能提升[ XIA Y L, CHEN H N, LIANG X D, et al. Circular oscillating laser melting deposition of nickel-based superalloy reinforced by WC: Microstructure, wear resistance and electrochemical properties[J]. Journal of Manufacturing Processes, 2021, 68: 1694–1704. 9]。因此,优化镍基合金焊接接头的微观组织、细化焊缝晶粒、均匀元素分布并改善第二相分布,成为提升镍基合金焊接接头综合性能和服役可靠性的核心需求。
脉冲电弧是一种改善焊缝组织均匀性,提升其综合性能的有效手段。低频脉冲通过小区域重熔实现凝固组织的调控[ SRINIVASAN S, RAVI B R, ATRENS A, et al. Effect of pulse gas tungsten arc welding on the metallurgical characteristics & microstructural evolution in AZ31B magnesium alloy welds[J]. Journal of Materials Research and Technology, 2024, 29: 5412–5424. YU X Y, XUE J X, SHEN Q K, et al. Effect of low heat-input double-pulse gas metal arc welding on weld formation and microstructure of 6061 aluminium alloy[J]. Science and Technology of Welding and Joining, 2022, 27(4): 238–249. 10-11];超声频脉冲电弧可在改善热源形态的同时实现等离子体的超声激发,通过声流空化等声学行为优化熔池的流动行为并调控凝固结晶过程。研究早期,吴敏生等[ 吴敏生, 段向阳, 陈以方, 等. 受激电弧超声发射实验研究[J]. 焊接, 1999(5): 10–11, 19.WU Minsheng, DUAN Xiangyang, CHEN Yifang, et al. Study on arc-excited ultrasonic emission[J]. Welding & Joining, 1999(5): 10–11, 19. 12]通过在电弧回路中施加高频信号,激发电弧以超声频率发射,使电弧成为超声换能器,从而将超声传递至熔池,实现了声–热发射一体化;随后对其谐振机理与物理特性进行了系统研究[ 吴敏生, 张春雷, 段向阳. 电弧超声的频率响应特性及其谐振机理[J]. 清华大学学报(自然科学版), 1999, 39(11): 97–99.WU Minsheng, ZHANG Chunlei, DUAN Xiangyang. Frequent characteristic and resonant mechanism of arc excited ultrasonic[J]. Journal of Tsinghua University (Science and Technology), 1999, 39(11): 97–99. 13];并应用于焊接与电弧喷涂,结果表明,相较于常规电弧,电弧超声可以细化熔覆层的微观组织,提升其力学性能[ 吴敏生, 张雁军, 李路明, 等. 电弧超声对09MnNiDR钢焊接接头冲击性能的影响[J]. 清华大学学报(自然科学版), 2006, 46(2): 161–164.WU Minsheng, ZHANG Yanjun, LI Luming, et al. Arc-excited ultrasonic welding to improve the quality of 09MnNiDR joints[J]. Journal of Tsinghua University (Science and Technology), 2006, 46(2): 161–164. 14]。齐铂金等[ 齐铂金, 刘玉池, 辛军. 新型WSE–315型方波交直流逆变多功能焊机的研究[J]. 焊接技术, 1995, 24(6): 22–24.QI Bojin, LIU Yuchi, XIN Jun. Research on new WSE–315 square wave AC/DC inverter multifunctional welding machine[J]. Welding Technology, 1995, 24(6): 22–24. 15]设计并制作了超音频方波交直流逆变焊接电源,通过数值模拟结合试验发现,相较于普通电弧,超声电弧的压力增大,促进了熔池表面到底部的环流,进而增加了焊接熔深[ YANG M X, LI L, QI B J, et al. Arc force and shapes with high-frequency pulsed-arc welding[J]. Science and Technology of Welding and Joining, 2017, 22(7): 580–586. 16]。该团队采用超音频脉冲钨极氩弧(TIG)焊电源进行了0Cr18Ni9Ti奥氏体不锈钢的焊接研究,结果表明,随着脉冲电流频率提高,焊缝的粗晶区变窄,晶粒逐渐细化[ 齐铂金, 许海鹰, 张伟. 0Cr18Ni9Ti超音频脉冲TIG焊接头组织与性能[J]. 北京航空航天大学学报, 2009, 35(2): 132–136.QI Bojin, XU Haiying, ZHANG Wei. Microstructure and property analysis of 0Cr18Ni9Ti joints welded by ultrasonic pulse tungsten-inert-gas welding technology[J]. Journal of Beijing University of Aeronautics and Astronautics, 2009, 35(2): 132–136. 17]。近年来,吴健文等[ 吴健文, 徐孟嘉, 范文艳, 等. 钛合金快频脉冲柔性波形调制TIG焊接工艺[J]. 机械工程学报, 2020, 56(6): 102–109.WU Jianwen, XU Mengjia, FAN Wenyan, et al. Flexible waveform interpulse TIG welding for titanium alloy[J]. Journal of Mechanical Engineering, 2020, 56(6): 102–109. 18]基于团队研制的SiC–MOSFET高频TIG焊接电源系统,提出超声双脉冲柔性波形调制TIG焊接技术,实现了大电流幅值的20 kHz规整柔性电流波形的稳定输出,并应用于TC4钛合金焊接,实现了钛合金焊缝晶粒尺寸细化71%的试验结果。Wang等[ WANG Y J, LIU W H, WANG D Q, et al. Simultaneously enhanced strength and ductility of TIG welds in Inconel 718 super-alloy via ultrasonic pulse current[J]. Materials Science and Engineering: A, 2021, 807: 140894. WANG Y J, WANG H D, CHEN J M, et al. Achieving polycrystalline transformation and microstructural segregation reduction of nickel-based single crystal super-alloys by ultrasonic pulse arc welding[J]. Journal of Materials Research and Technology, 2023, 24: 2200–2212. WANG Y J, ZHANG X Q, WANG D Q, et al. A comprehensive analysis of ultrasonic pulse current reducing hot cracking in Inconel 718 welds[J]. Materials Characterization, 2022, 187: 111840. 19-21]利用超声频脉冲电弧对Inconel 718和Inconel 738合金进行自熔焊接,结果表明,超声电弧能够促进熔池内部元素的均匀化分布,调控焊缝组织中第二相(如Laves相、MC相)的分布情况;对于Inconel 718合金,晶粒尺寸可细化33%;对于Inconel 738合金,超声电弧改变了单晶合金的外延生长特性,实现了单晶高温合金的多晶转变。Chen等[ CHEN J, WEN Z, JIA C B, et al. The mechanisms of underwater wet flux-cored arc welding assisted by ultrasonic frequency pulse high-current[J]. Journal of Materials Processing Technology, 2022, 304: 117567. 22]针对水下湿法焊钢稳定性差的问题开展研究,通过引入超声频脉冲后,有效抑制了熄弧与焊接飞溅,改善了焊缝外观,熔滴过渡频率增加了99%。此外,Zhao等[ ZHAO H Y, XING Y, ZHANG J Z, et al. Transient characteristics of ultra-high frequency adjustable multi-pulse gas tungsten welding arc[J]. Journal of Materials Research and Technology, 2024, 32: 2309–2325. 23]通过高速摄像观察等离子体的高频脉冲行为,发现电弧温度的变化滞后于电弧电流的变化,钨极尖端处的电弧响应最快,而电弧外侧的响应速度最慢,电弧整体的形态变化速度远小于电流的变化速度,因此超声频电弧整体呈现亚稳定状态。近年来,本研究团队在超声能场辅助焊接方面也进行了一定探索,尝试了不同形式的超声辅助焊接方法,包括在焊接过程中施加机械超声震动以影响熔池金属的凝固过程,以及将电弧电流调制为超声频率脉冲以实现电弧的超声化,取得了一定的晶粒细化效果[ XIA Y H, DONG B L, CAI X Y, et al. Ultrasonic vibration assisted gas tungsten arc welding of Inconel 690 alloy: Ultrasonic effect to refine grains and improve mechanical properties[J]. Ultrasonics Sonochemistry, 2024, 108: 106950. XIA Y H, CAI X Y, DONG B L, et al. The effect of the distance between ultrasonic horn and torch on the microstructure of ultrasonic-assisted gas tungsten arc welded Inconel 690 alloy joint[J]. Crystals, 2023, 13(12): 1671. 24-25]。Wang等[ WANG D Q, HUA C, LU H. Numerical analysis of ultrasonic waves in the gas tungsten arc welding (GTAW) with ultrasonic excitation of current[J]. International Journal of Heat and Mass Transfer, 2020, 158(5): 119847. 26]采用多物理场数值模拟的方法对超声电流激励下的TIG焊接物理过程进行分析,结果表明,在激励电流的作用下,超声波在电极的尖端发生,并通过等离子体传播;不同频率下的等离子体温度情况和流体流动特性表明,20 kHz和30 kHz的超声频率会压缩电弧,增加电弧等离子体的能量密度。类似研究成果均表明,超声频脉冲电弧可以有效调控焊缝的晶粒尺寸和元素分布,显著提升焊接接头的综合性能。
然而,超高频脉冲电弧焊接中包含了超高频电磁作用,电弧激励超声效应、热源收缩效应等复杂物理现象。在整体研究中,难以明确各效应间的作用关系与组织优化贡献。尤其是非超声频率下的高频脉冲焊接过程,随着脉冲频率的增加,电弧收缩效应逐渐显著,对熔池的凝固行为产生复杂影响;且熔池作为焊接回路导体的一部分,脉冲电流的变化也会引起熔池内部洛伦兹力的变化,影响熔池金属的凝固行为。当电流变大时,电弧电流引起的电磁场强度增大,在电磁加热与洛伦兹力的协同作用下,熔池内部流动受到电弧压力、电弧剪切力、重力、表面张力等的复杂影响,凝固过程也受到复杂影响[ AUCOTT L, DONG H B, MIRIHANAGE W, et al. Revealing internal flow behaviour in arc welding and additive manufacturing of metals[J]. Nature Communications, 2018, 9(1): 5414. OH Y H, JUNG Y G, HONG H U, et al. Effects of anode material oxygen content on molten metal convection generated via arc plasma heating[J]. International Journal of Heat and Mass Transfer, 2018, 123: 999–1004. TSAI B. Electromagnetic-force-induced convection in weld pools with a free surface[J]. Welding Journal, 1996, 69(6): 241–246. 27-29]。
Table 1 Components and atomic fractions of Ni–Cr–Fe alloy
%
元素
Cr
Fe
Mn
C
Cu
Si
Ti
Ni
标准范围
27~31
7~11
<0.5
<0.05
<0.5
<0.5
<0.15
Balance
测量值
28.1
7.86
0.26
0.002
0.19
0.36
0.07
Balance
焊接完成后,采用电火花线切割加工方法,按金相观察要求将样品切割成不同尺寸的试样,用于微观结构表征。使用砂纸对试样进行研磨并抛光,以获得平整无划痕的试样表面。采用光学显微镜(日本奥林巴斯)观察焊缝金属的微观形貌。为了满足观察需求,将待观察表面置于Cr2O3溶液(含25 g Cr2O3和100 mL H2O)中,并在15 V电压下蚀刻15 s。利用配备电子背散射衍射(EBSD)系统的Gemini 560扫描电子显微镜(德国蔡司)对凝固晶粒的形貌和取向进行观察。为满足EBSD的测试需求,将待观察面置于含20 mL HClO4和80 mL CH3COOH的混合液中,并在30 V电压下电解抛光30 s。在EBSD测试中,样品倾斜角度设置为70°,工作距离保持为15 mm,步长为2 μm。采用OIM和Origin软件处理EBSD数据。
李林翰, 张继, 田成刚, 等. 熔焊缺陷对镍基高温合金GH4065A疲劳行为的影响[J]. 航空材料学报, 2024, 44(4): 85–95. LILinhan, ZHANGJi, TIANChenggang, et al. Effect of welding defects on fatigue behavior of Ni-base superalloy GH4065A[J]. Journal of Aeronautical Materials, 2024, 44(4): 85–95.
[2]
吴宇, 陈冰清, 刘伟, 等. 增材制造镍基高温合金在航空发动机与燃气轮机中的研究应用进展[J]. 航空材料学报, 2024, 44(1): 31–45. WUYu, CHENBingqing, LIUWei, et al. Progress in research and applications of additively manufactured nickel-based superalloy in aero-engines and gas turbines[J]. Journal of Aeronautical Materials, 2024, 44(1): 31–45.
[3]
江河, 董建新, 张麦仓, 等. 800 ℃以上服役涡轮盘用难变形镍基高温合金研究进展[J]. 航空制造技术, 2021, 64(1/2): 62–73. JIANGHe, DONGJianxin, ZHANGMaicang, et al. Development of typical hard-to-deform nickel-base superalloy for turbine disk served above 800 ℃[J]. Aeronautical Manufacturing Technology, 2021, 64(1/2): 62–73.
[4]
陈国庆, 张戈, 刘政, 等. 固溶强化镍基高温合金及其与异种材料焊接研究进展[J]. 航空制造技术, 2021, 64(12): 20–27. CHENGuoqing, ZHANGGe, LIUZheng, et al. Research progress on joining of solid solution strengthened nickel-based superalloy and its welding with dissimilar materials[J]. Aeronautical Manufacturing Technology, 2021, 64(12): 20–27.
[5]
吴祖乾, 张晨, 虞茂林, 等. 镍基合金焊接冶金和焊接性[J]. 机电一体化, 2014, 20(4): 2. WUZuqian, ZHANGChen, YUMaolin, et al. Welding metallurgy and weldability of nickel-base alloys[J]. Mechatronics, 2014, 20(4): 2.
[6]
刘静, 王莉, 于明涵, 等. 镍基单晶高温合金近服役环境性能研究进展[J]. 中国材料进展, 2024, 43(10): 891–901. LIUJing, WANGLi, YUMinghan, et al. Research progress on the service environmental performance of nickel-based single crystal superalloys[J]. Materials China, 2024, 43(10): 891–901.
[7]
YUX, LIMY C, SMITHR, et al. Reducing hot cracking tendency of dissimilar weld overlay by magnetic arc oscillation[J]. Materials Science and Technology, 2014, 30(8): 930–937.
[8]
WUD, LID Z, LUS P. Microstructures and intermediate temperature brittleness of newly developed Ni–Fe based weld metal for ultra-supercritical power plants[J]. Materials Science and Engineering: A, 2017, 684: 146–157.
[9]
XIAY L, CHENH N, LIANGX D, et al. Circular oscillating laser melting deposition of nickel-based superalloy reinforced by WC: Microstructure, wear resistance and electrochemical properties[J]. Journal of Manufacturing Processes, 2021, 68: 1694–1704.
[10]
SRINIVASANS, RAVIB R, ATRENSA, et al. Effect of pulse gas tungsten arc welding on the metallurgical characteristics & microstructural evolution in AZ31B magnesium alloy welds[J]. Journal of Materials Research and Technology, 2024, 29: 5412–5424.
[11]
YUX Y, XUEJ X, SHENQ K, et al. Effect of low heat-input double-pulse gas metal arc welding on weld formation and microstructure of 6061 aluminium alloy[J]. Science and Technology of Welding and Joining, 2022, 27(4): 238–249.
[12]
吴敏生, 段向阳, 陈以方, 等. 受激电弧超声发射实验研究[J]. 焊接, 1999(5): 10–11, 19. WUMinsheng, DUANXiangyang, CHENYifang, et al. Study on arc-excited ultrasonic emission[J]. Welding & Joining, 1999(5): 10–11, 19.
[13]
吴敏生, 张春雷, 段向阳. 电弧超声的频率响应特性及其谐振机理[J]. 清华大学学报(自然科学版), 1999, 39(11): 97–99. WUMinsheng, ZHANGChunlei, DUANXiangyang. Frequent characteristic and resonant mechanism of arc excited ultrasonic[J]. Journal of Tsinghua University (Science and Technology), 1999, 39(11): 97–99.
[14]
吴敏生, 张雁军, 李路明, 等. 电弧超声对09MnNiDR钢焊接接头冲击性能的影响[J]. 清华大学学报(自然科学版), 2006, 46(2): 161–164. WUMinsheng, ZHANGYanjun, LILuming, et al. Arc-excited ultrasonic welding to improve the quality of 09MnNiDR joints[J]. Journal of Tsinghua University (Science and Technology), 2006, 46(2): 161–164.
[15]
齐铂金, 刘玉池, 辛军. 新型WSE–315型方波交直流逆变多功能焊机的研究[J]. 焊接技术, 1995, 24(6): 22–24. QIBojin, LIUYuchi, XINJun. Research on new WSE–315 square wave AC/DC inverter multifunctional welding machine[J]. Welding Technology, 1995, 24(6): 22–24.
[16]
YANGM X, LIL, QIB J, et al. Arc force and shapes with high-frequency pulsed-arc welding[J]. Science and Technology of Welding and Joining, 2017, 22(7): 580–586.
[17]
齐铂金, 许海鹰, 张伟. 0Cr18Ni9Ti超音频脉冲TIG焊接头组织与性能[J]. 北京航空航天大学学报, 2009, 35(2): 132–136. QIBojin, XUHaiying, ZHANGWei. Microstructure and property analysis of 0Cr18Ni9Ti joints welded by ultrasonic pulse tungsten-inert-gas welding technology[J]. Journal of Beijing University of Aeronautics and Astronautics, 2009, 35(2): 132–136.
[18]
吴健文, 徐孟嘉, 范文艳, 等. 钛合金快频脉冲柔性波形调制TIG焊接工艺[J]. 机械工程学报, 2020, 56(6): 102–109. WUJianwen, XUMengjia, FANWenyan, et al. Flexible waveform interpulse TIG welding for titanium alloy[J]. Journal of Mechanical Engineering, 2020, 56(6): 102–109.
[19]
WANGY J, LIUW H, WANGD Q, et al. Simultaneously enhanced strength and ductility of TIG welds in Inconel 718 super-alloy via ultrasonic pulse current[J]. Materials Science and Engineering: A, 2021, 807: 140894.
[20]
WANGY J, WANGH D, CHENJ M, et al. Achieving polycrystalline transformation and microstructural segregation reduction of nickel-based single crystal super-alloys by ultrasonic pulse arc welding[J]. Journal of Materials Research and Technology, 2023, 24: 2200–2212.
[21]
WANGY J, ZHANGX Q, WANGD Q, et al. A comprehensive analysis of ultrasonic pulse current reducing hot cracking in Inconel 718 welds[J]. Materials Characterization, 2022, 187: 111840.
[22]
CHENJ, WENZ, JIAC B, et al. The mechanisms of underwater wet flux-cored arc welding assisted by ultrasonic frequency pulse high-current[J]. Journal of Materials Processing Technology, 2022, 304: 117567.
[23]
ZHAOH Y, XINGY, ZHANGJ Z, et al. Transient characteristics of ultra-high frequency adjustable multi-pulse gas tungsten welding arc[J]. Journal of Materials Research and Technology, 2024, 32: 2309–2325.
[24]
XIAY H, DONGB L, CAIX Y, et al. Ultrasonic vibration assisted gas tungsten arc welding of Inconel 690 alloy: Ultrasonic effect to refine grains and improve mechanical properties[J]. Ultrasonics Sonochemistry, 2024, 108: 106950.
[25]
XIAY H, CAIX Y, DONGB L, et al. The effect of the distance between ultrasonic horn and torch on the microstructure of ultrasonic-assisted gas tungsten arc welded Inconel 690 alloy joint[J]. Crystals, 2023, 13(12): 1671.
[26]
WANGD Q, HUAC, LUH. Numerical analysis of ultrasonic waves in the gas tungsten arc welding (GTAW) with ultrasonic excitation of current[J]. International Journal of Heat and Mass Transfer, 2020, 158(5): 119847.
[27]
AUCOTTL, DONGH B, MIRIHANAGEW, et al. Revealing internal flow behaviour in arc welding and additive manufacturing of metals[J]. Nature Communications, 2018, 9(1): 5414.
[28]
OHY H, JUNGY G, HONGH U, et al. Effects of anode material oxygen content on molten metal convection generated via arc plasma heating[J]. International Journal of Heat and Mass Transfer, 2018, 123: 999–1004.
[29]
TSAIB. Electromagnetic-force-induced convection in weld pools with a free surface[J]. Welding Journal, 1996, 69(6): 241–246.