Assembly Error Analysis and Control of Thin-Walled Cylindrical Parts in Flight Section of Aircraft
Citations
JIN Herong, SUN Zhongrui, HAN Xueyan, et al. Assembly error analysis and control of thin-walled cylindrical parts in flight section of aircraft[J]. Aeronautical Manufacturing Technology, 2025, 68(18): 104–113, 132.
Assembly Error Analysis and Control of Thin-Walled Cylindrical Parts in Flight Section of Aircraft
JIN Herong1
SUN Zhongrui1
HAN Xueyan2
CAO Zichen2
YI Yali2
1.School of Mechanical Engineering, Yanshan University, Qinhuangdao066004, China
2.Engineering Training Center, Yanshan University, Qinhuangdao066004, China
Citations
JIN Herong, SUN Zhongrui, HAN Xueyan, et al. Assembly error analysis and control of thin-walled cylindrical parts in flight section of aircraft[J]. Aeronautical Manufacturing Technology, 2025, 68(18): 104–113, 132.
Abstract
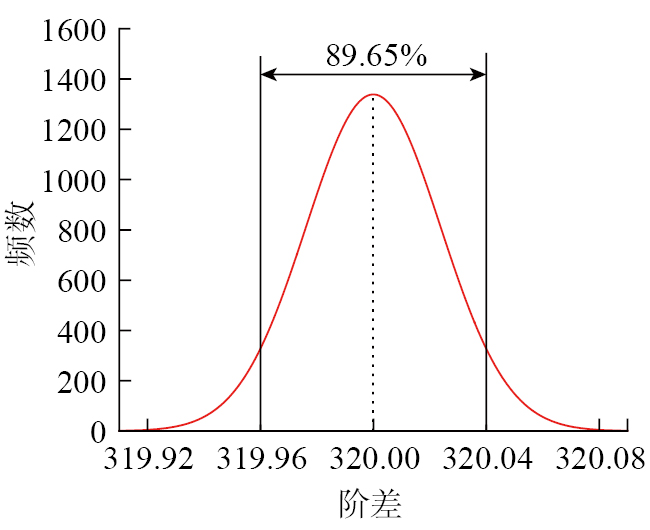
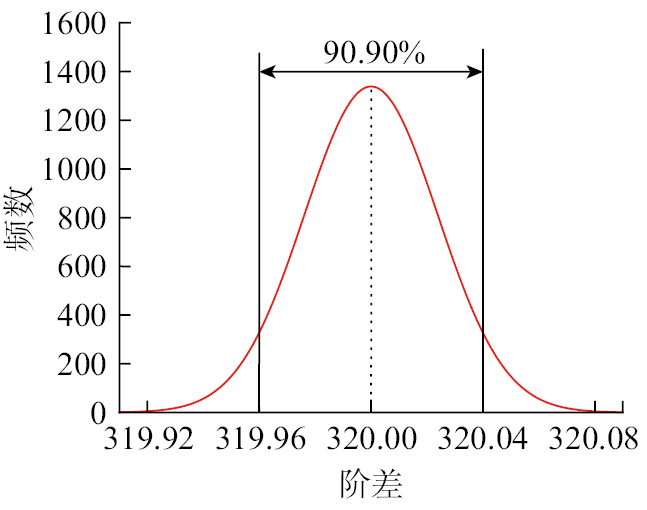
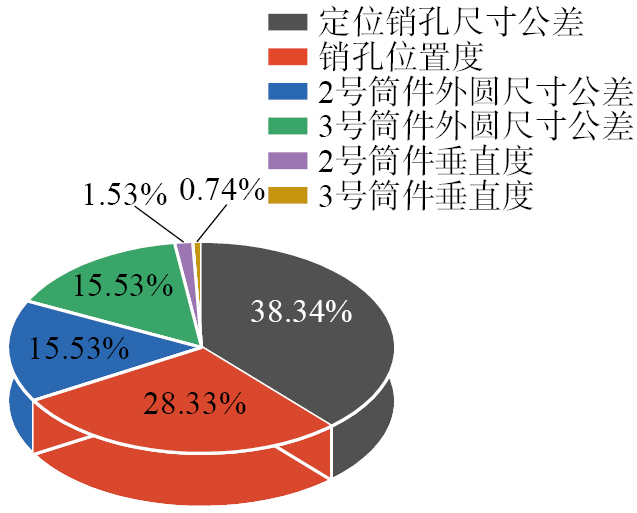
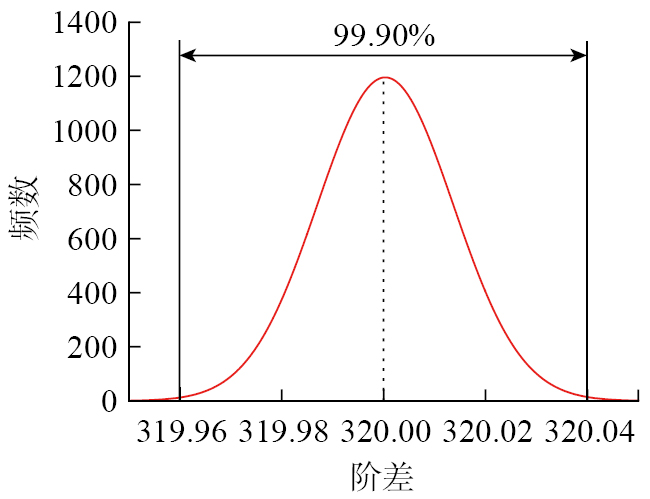
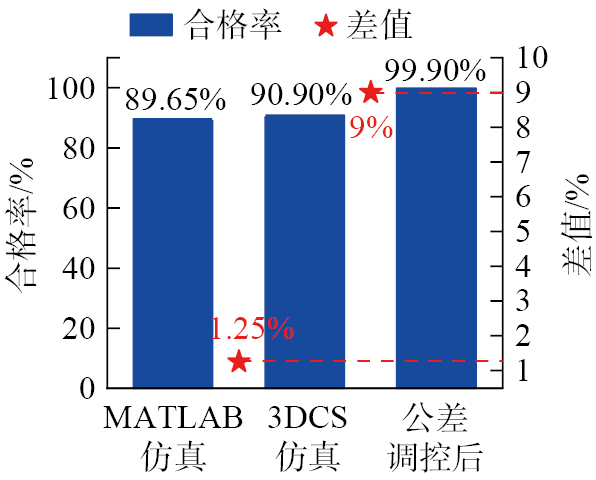
The assembly accuracy of thin-walled cylindrical parts in flight section of the aircraft is affected by multi-dimensional factors. As the initial source of assembly deviations, geometric errors directly influence the error transmission and accumulation characteristics of the assembly chain, serving as the foundation for systematic error modeling and regulation. This paper proposes an assembly error analysis method for thin-walled cylindrical parts based on small-displacement screw theory. By mathematically modeling the geometric tolerances of key features of thin-walled cylindrical parts using small-displacement screw theory and characterizing assembly deviations with homogeneous transformation theory, an assembly error propagation model for thin-walled cylindrical parts is established. The Monte Carlo method is employed to calculate and verify the qualification rate of assembly gradients through a combination of numerical computation and simulation analysis. The results show that the qualification rate obtained from simulation analysis differs by merely 1.25% from the theoretical calculation, validating effectiveness of the proposed model. By adjusting the tolerances of key assembly features, the qualification rate of thin-walled cylindrical parts assembly is improved from 90.90% to 99.90%. The theoretical method proposed in this study provides a reliable theoretical basis and practical reference for engineers in tolerance design.
在飞航装备生产过程中,随着装配过程的进行,误差不断传递、持续累积,到最后阶段,误差累积过多可能会致使薄壁筒件无法进行装配,严重影响飞航装备的生产效率。无论手工或自动化装配,筒件装配偏差大、质量一致性差的根源在于零件在制造过程中产生的几何误差,这些误差相互作用,使得薄壁筒件装配难以达到高精度要求,因此需要对薄壁筒件进行返修处理或强迫装配,将严重制约生产效率的提升[ 吴伟, 邓准, 尚建忠, 等. 精密光机系统多敏感轴装配精度分析与装配工艺优化[J]. 农业机械学报, 2021, 52(4): 418–426.WU Wei, DENG Zhun, SHANG Jianzhong, et al. Assembly accuracy analysis and process optimization of multi-sensitive axes for precision optical mechanical system[J]. Transactions of the Chinese Society for Agricultural Machinery, 2021, 52(4): 418–426. 1]。作为装配偏差的初始来源,几何误差直接影响装配链的误差传递与累积特性,是系统性误差建模与调控的基础。基于零件几何误差的调控无需依赖复杂工艺改造,且具备成本低、见效快、单件产品成本可控的优势。
在公差建模分析方面,目前采取的方法主要包括小位移旋量法(SDT)和齐次坐标变换法。位跃东等[ 位跃东, 方峻. 基于SDT模型和蒙特卡洛法的枪械抛壳机构公差分析[J]. 兵器装备工程学报, 2023, 44(4): 146–154.WEI Yuedong, FANG Jun. Tolerance analysis of the gun shell-throwing mechanism based on SDT model and Monte Carlo method[J]. Journal of Ordnance Equipment Engineering, 2023, 44(4): 146–154. 2]基于SDT模型进行枪械抛壳机构的装配公差参数化建模,求解出公差变动要素的实际变动区间,通过齐次坐标变换矩阵进行公差累加分析,结合蒙特卡洛法得到抛壳机构装配精度的分析模型。吴兆强[ 吴兆强. 基于小位移旋量的公差模拟建模及公差分析[J]. 机械设计与制造, 2010(1): 205–207.WU Zhaoqiang. Stimulated tolerances modeling based on small displacement torsors and tolerances analysis[J]. Machinery Design & Manufacture, 2010(1): 205–207. 3]对SDT的公差建模方法展开研究,在装配路径上,借助齐次坐标变换方法,求解出装配体尺寸链中封闭环相对于全局坐标的变动情况。Asante[ ASANTE J N. A constraint-based tolerance analysis in a multi-operation single setup and multi-operation multi-setup part–fixture assembly[J]. The International Journal of Advanced Manufacturing Technology, 2013, 68(5): 1001–1014. 4]运用SDT参数呈现累计误差,通过求解公差模型得到零件加工特征的边界。Jeevanantham等[ JEEVANANTHAM A K, CHAITANYA S V, RAJESHKANNAN A. Tolerance analysis in selective assembly of multiple component features to control assembly variation using matrix model and genetic algorithm[J]. International Journal of Precision Engineering and Manufacturing, 2019, 20(10): 1801–1815. 5]运用矩阵模型的公差分析手段,针对零件个别特征的几何和尺寸公差引发的装配偏差进行建模。王炳炎等[ 王炳炎, 陈书华, 安彦波, 等. 基于小位移旋量的浮动式核电站反应堆装卸料定位误差分析与优化[J]. 核动力工程, 2022, 43(3): 207–213.WANG Bingyan, CHEN Shuhua, AN Yanbo, et al. Positioning error analysis and optimization of floating nuclear power plant reactor refuelling based on small displacement torsors[J]. Nuclear Power Engineering, 2022, 43(3): 207–213. 6]运用SDT公差建模方法,对浮动式核电站反应堆装卸料的导向定位误差加以分析与优化。Peng等[ PENG H P, CHANG S P. Including material conditions effects in statistical geometrical tolerance analysis of mechanical assemblies[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119(9): 6665–6678. 7]基于SDT理论,构建了几何特征变化的公差带模型,以及配合件间因复杂并联接头引发装配变化的旋量模型。Cui等[ CUI Z Z, DU F Z. Assessment of large-scale assembly coordination based on pose feasible space[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(9): 4465–4474. 8]采用SDT理论表述大型零件特征的协调位姿变化,并建立了由几何约束组成的不等式。Sun等[ SUN Y H, GUO J K, HONG J, et al. Repair decision based on sensitivity analysis for aero-engine assembly[J]. International Journal of Precision Engineering and Manufacturing, 2019, 20(3): 347–362. 9]运用齐次坐标变换理论,搭建航空发动机多级高压转子偏差传播分析模型,用以预测各级的累计误差。Hu等[ HU J, FANG M K, DENG A R, et al. Tolerance grade optimization of long-side welding platform for micro crystal resonator based on Monte Carlo and orthogonal experimental method[J]. Ferroelectrics, 2020, 566(1): 124–135. 10]基于改进后的齐次坐标变换方法,构建了长边焊接平台焊点误差模型。Armillotta[ ARMILLOTTA A. Allocation of geometric tolerances in one-dimensional stackup problems[J]. The International Journal of Advanced Manufacturing Technology, 2022, 122(3): 1957–1973. 11]考虑到尺寸链和几何公差的标准定义,建立了涵盖灵敏度系数的约束优化方法。高航等[ 高航, 霍璇龙, 李明, 等. 基于自为基准原理的航空舵面类部件销轴自动化压装方法[J]. 航空制造技术, 2025, 68(4): 14–20.GAO Hang, HUO Xuanlong, LI Ming, et al. Automatic pressing assembly for pin shaft of aerospace rudder components based on self-positioning principle[J]. Aeronautical Manufacturing Technology, 2025, 68(4): 14–20. 12]以某舵体销轴压装为例,分析了装配定位误差并提出自为基准自动化装配方法,然后进行了试验验证。付静静等[ 付静静, 杨泽宇, 卫锐, 等. 飞行器减速板装配容差分析及调控[J]. 机械设计与研究, 2024, 40(3): 87–91, 96.FU Jingjing, YANG Zeyu, WEI Rui, et al. Tolerance analysis and control of the aircraft reduction plate[J]. Machine Design & Research, 2024, 40(3): 87–91, 96. 13]针对飞行器减速板装配问题,构建了偏差传递模型与仿真模型,对公差进行优化,提升了装配成功率。毛喆等[ 毛喆, 刘兰波, 孙瑞峰, 等. 一种面向航天器装配的测量工艺模型构建技术研究[J]. 制造业自动化, 2023, 45(6): 39–43.MAO Zhe, LIU Lanbo, SUN Ruifeng, et al. Research on model construction technology of measurement process for spacecraft assembly[J]. Manufacturing Automation, 2023, 45(6): 39–43. 14]基于航天器产品装配过程对测量工艺的实际需求,针对性地提出一种用于构建面向航天器装配测量工艺模型的方法,并在典型航天器部件的装配工艺中得到了应用验证。
上述公差分析方法对误差在空间内的传递进行了描述。在公差分析领域,蒙特卡洛法在处理三维公差分析问题时的应用更为广泛,并且更贴合实际生产场景[ GAO Y. Tolerance analysis and optimization based on 3DCS[J]. Journal of Physics: Conference Series, 2021, 2137(1): 012070. 15]。该方法可对由多个随机变量组成的线性和非线性尺寸链进行运算,显著提高运算效率。He等[ HE C, ZHANG S Y, QIU L M, et al. Statistical tolerance allocation design considering form errors based on rigid assembly simulation and deep Q-network[J]. The International Journal of Advanced Manufacturing Technology, 2020, 111(11): 3029–3045. 16]在进行公差建模时,考虑到形状误差与真实加工特征的关联,针对处理成本和精度性能的权衡问题,提出一种基于蒙特卡洛模拟的统计公差分配方法,以此应对功能需求估算存在的不确定性。陈训刚等[ 陈训刚, 莫锦涛, 杜华, 等. 一种基于柔性变形的反应堆控制棒驱动线三维动态公差分析方法研究[J]. 核动力工程, 2020, 41(S2): 27–31.CHEN Xungang, MO Jintao, DU Hua, et al. Research on three-dimensional dynamic tolerance analysis method of reactor control rod drive line based on flexible deformation[J]. Nuclear Power Engineering, 2020, 41(S2): 27–31. 17]借助拉丁超立方采样法,对控制棒驱动线的尺寸公差进行采样,随后采用蒙特卡洛模拟展开分析。Dantan等[ DANTAN J Y, EIFLER T. Tolerance allocation under behavioural simulation uncertainty of a multiphysical system[J]. CIRP Annals, 2021, 70(1): 127–130. 18]针对复杂系统在不确定条件下的情况,提出一种基于蒙特卡洛模拟的公差分配方法。张艳玲等[ 张艳玲, 洪蓓, 刘佳佳. 飞行器质心偏差极限值计算方法研究[J]. 宇航计测技术, 2021, 41(2): 49–53.ZHANG Yanling, HONG Bei, LIU Jiajia. Research on calculational method of limit values for flight vehicles centroidal deviation[J]. Journal of Astronautic Metrology and Measurement, 2021, 41(2): 49–53. 19]推导了飞行器质心偏差理论公式,分析了穷举法、蒙特卡洛法和最优化法,通过实例对比分析得到各方法的特点。尽管现有研究在公差建模与误差传递分析方面取得了显著进展,但仍存在一些不足,传统方法多针对简单装配体或单一误差源,对薄壁筒件多自由度几何误差(平面度、垂直度、位置度)的耦合传递缺乏系统性建模,导致复杂装配链的误差耦合机制不明确;此外,上述研究中公差调控策略的针对性不足,未基于敏感度分析识别关键控制点,导致优化效率低下。
吴伟, 邓准, 尚建忠, 等. 精密光机系统多敏感轴装配精度分析与装配工艺优化[J]. 农业机械学报, 2021, 52(4): 418–426. WUWei, DENGZhun, SHANGJianzhong, et al. Assembly accuracy analysis and process optimization of multi-sensitive axes for precision optical mechanical system[J]. Transactions of the Chinese Society for Agricultural Machinery, 2021, 52(4): 418–426.
[2]
位跃东, 方峻. 基于SDT模型和蒙特卡洛法的枪械抛壳机构公差分析[J]. 兵器装备工程学报, 2023, 44(4): 146–154. WEIYuedong, FANGJun. Tolerance analysis of the gun shell-throwing mechanism based on SDT model and Monte Carlo method[J]. Journal of Ordnance Equipment Engineering, 2023, 44(4): 146–154.
[3]
吴兆强. 基于小位移旋量的公差模拟建模及公差分析[J]. 机械设计与制造, 2010(1): 205–207. WUZhaoqiang. Stimulated tolerances modeling based on small displacement torsors and tolerances analysis[J]. Machinery Design & Manufacture, 2010(1): 205–207.
[4]
ASANTEJ N. A constraint-based tolerance analysis in a multi-operation single setup and multi-operation multi-setup part–fixture assembly[J]. The International Journal of Advanced Manufacturing Technology, 2013, 68(5): 1001–1014.
[5]
JEEVANANTHAMA K, CHAITANYAS V, RAJESHKANNANA. Tolerance analysis in selective assembly of multiple component features to control assembly variation using matrix model and genetic algorithm[J]. International Journal of Precision Engineering and Manufacturing, 2019, 20(10): 1801–1815.
[6]
王炳炎, 陈书华, 安彦波, 等. 基于小位移旋量的浮动式核电站反应堆装卸料定位误差分析与优化[J]. 核动力工程, 2022, 43(3): 207–213. WANGBingyan, CHENShuhua, ANYanbo, et al. Positioning error analysis and optimization of floating nuclear power plant reactor refuelling based on small displacement torsors[J]. Nuclear Power Engineering, 2022, 43(3): 207–213.
[7]
PENGH P, CHANGS P. Including material conditions effects in statistical geometrical tolerance analysis of mechanical assemblies[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119(9): 6665–6678.
[8]
CUIZ Z, DUF Z. Assessment of large-scale assembly coordination based on pose feasible space[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(9): 4465–4474.
[9]
SUNY H, GUOJ K, HONGJ, et al. Repair decision based on sensitivity analysis for aero-engine assembly[J]. International Journal of Precision Engineering and Manufacturing, 2019, 20(3): 347–362.
[10]
HUJ, FANGM K, DENGA R, et al. Tolerance grade optimization of long-side welding platform for micro crystal resonator based on Monte Carlo and orthogonal experimental method[J]. Ferroelectrics, 2020, 566(1): 124–135.
[11]
ARMILLOTTAA. Allocation of geometric tolerances in one-dimensional stackup problems[J]. The International Journal of Advanced Manufacturing Technology, 2022, 122(3): 1957–1973.
[12]
高航, 霍璇龙, 李明, 等. 基于自为基准原理的航空舵面类部件销轴自动化压装方法[J]. 航空制造技术, 2025, 68(4): 14–20. GAOHang, HUOXuanlong, LIMing, et al. Automatic pressing assembly for pin shaft of aerospace rudder components based on self-positioning principle[J]. Aeronautical Manufacturing Technology, 2025, 68(4): 14–20.
[13]
付静静, 杨泽宇, 卫锐, 等. 飞行器减速板装配容差分析及调控[J]. 机械设计与研究, 2024, 40(3): 87–91, 96. FUJingjing, YANGZeyu, WEIRui, et al. Tolerance analysis and control of the aircraft reduction plate[J]. Machine Design & Research, 2024, 40(3): 87–91, 96.
[14]
毛喆, 刘兰波, 孙瑞峰, 等. 一种面向航天器装配的测量工艺模型构建技术研究[J]. 制造业自动化, 2023, 45(6): 39–43. MAOZhe, LIULanbo, SUNRuifeng, et al. Research on model construction technology of measurement process for spacecraft assembly[J]. Manufacturing Automation, 2023, 45(6): 39–43.
[15]
GAOY. Tolerance analysis and optimization based on 3DCS[J]. Journal of Physics: Conference Series, 2021, 2137(1): 012070.
[16]
HEC, ZHANGS Y, QIUL M, et al. Statistical tolerance allocation design considering form errors based on rigid assembly simulation and deep Q-network[J]. The International Journal of Advanced Manufacturing Technology, 2020, 111(11): 3029–3045.
[17]
陈训刚, 莫锦涛, 杜华, 等. 一种基于柔性变形的反应堆控制棒驱动线三维动态公差分析方法研究[J]. 核动力工程, 2020, 41(S2): 27–31. CHENXungang, MOJintao, DUHua, et al. Research on three-dimensional dynamic tolerance analysis method of reactor control rod drive line based on flexible deformation[J]. Nuclear Power Engineering, 2020, 41(S2): 27–31.
[18]
DANTANJ Y, EIFLERT. Tolerance allocation under behavioural simulation uncertainty of a multiphysical system[J]. CIRP Annals, 2021, 70(1): 127–130.
[19]
张艳玲, 洪蓓, 刘佳佳. 飞行器质心偏差极限值计算方法研究[J]. 宇航计测技术, 2021, 41(2): 49–53. ZHANGYanling, HONGBei, LIUJiajia. Research on calculational method of limit values for flight vehicles centroidal deviation[J]. Journal of Astronautic Metrology and Measurement, 2021, 41(2): 49–53.