Experimental Study on Milling Performance of Al–60% Si Alloy Based on Minimum Quantity Lubrication
Citations
SHEN Weizhi, NIU Qiulin, JING Lu, et al. Experimental study on milling performance of Al–60% Si alloy based on minimum quantity lubrication[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 130–138.
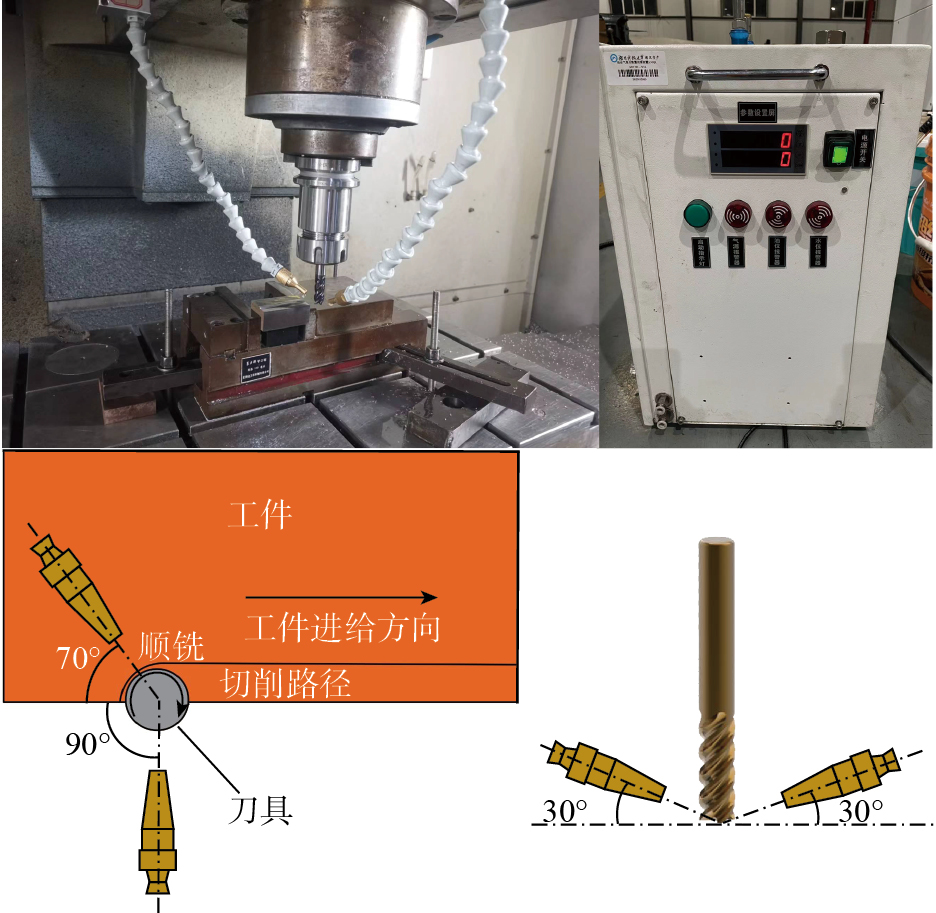
图1 试验装置及外置喷嘴示意图
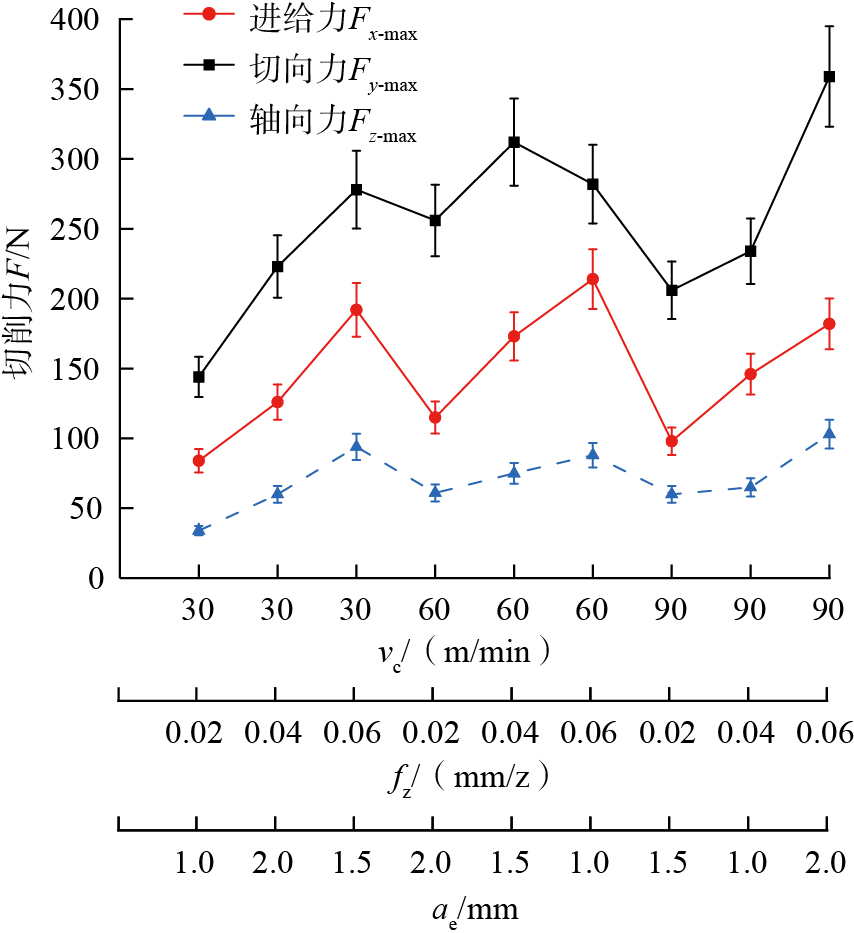
图2 MQL条件下的正交试验切削力变化
图3 不同方向切削力的主效应图
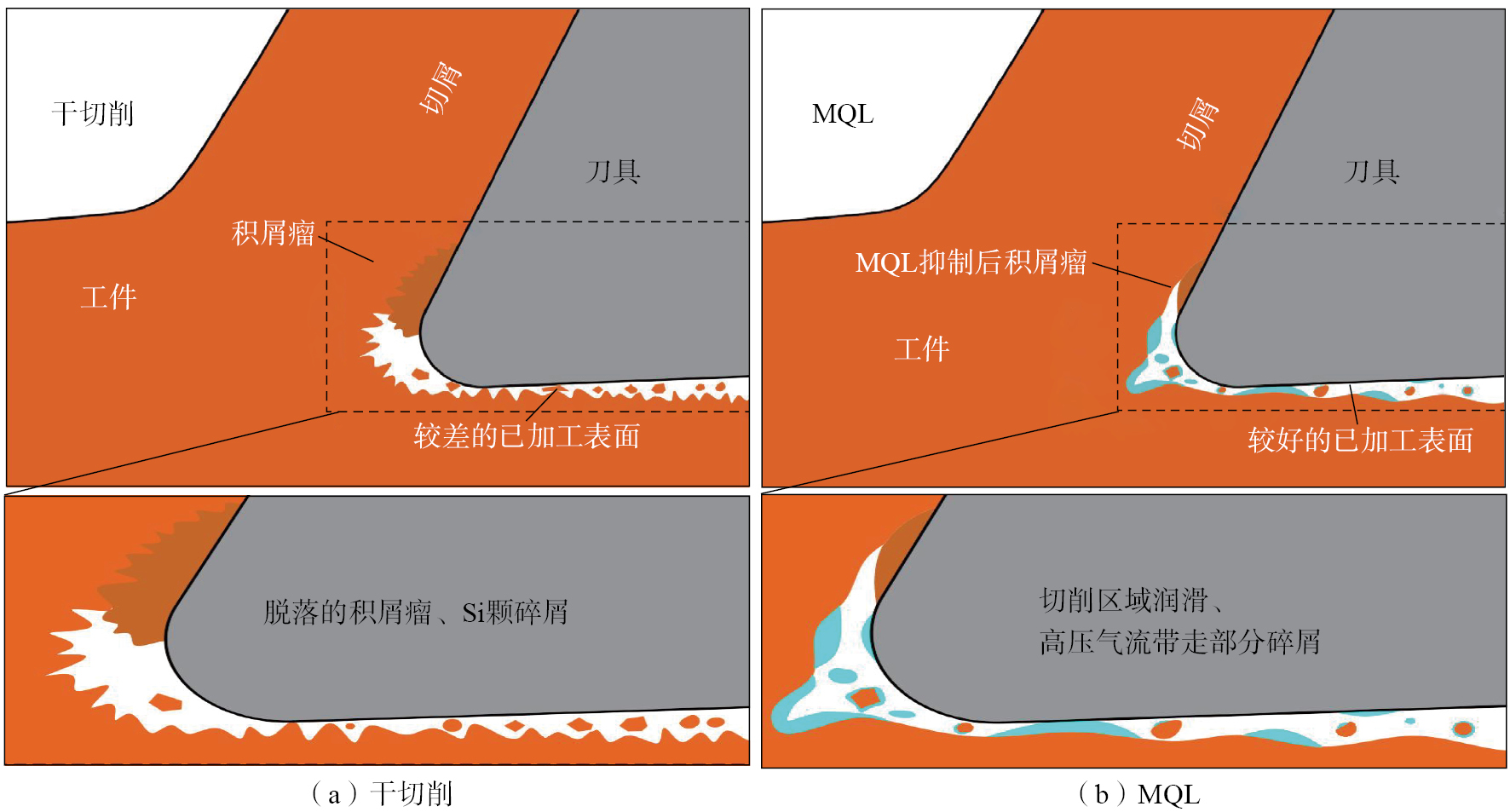
图4 切削区域变形
图5 干切削与MQL切削力对比
图6 刀具–硅铝合金接触区边界润滑模型
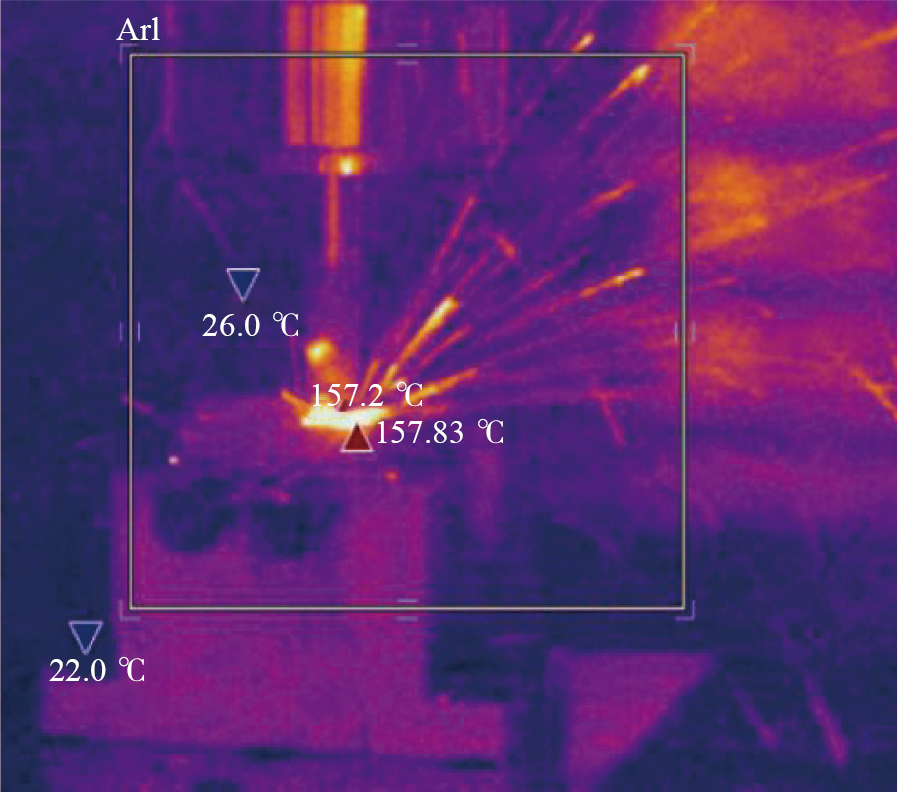
图7 干切削下红外热成像记录画面
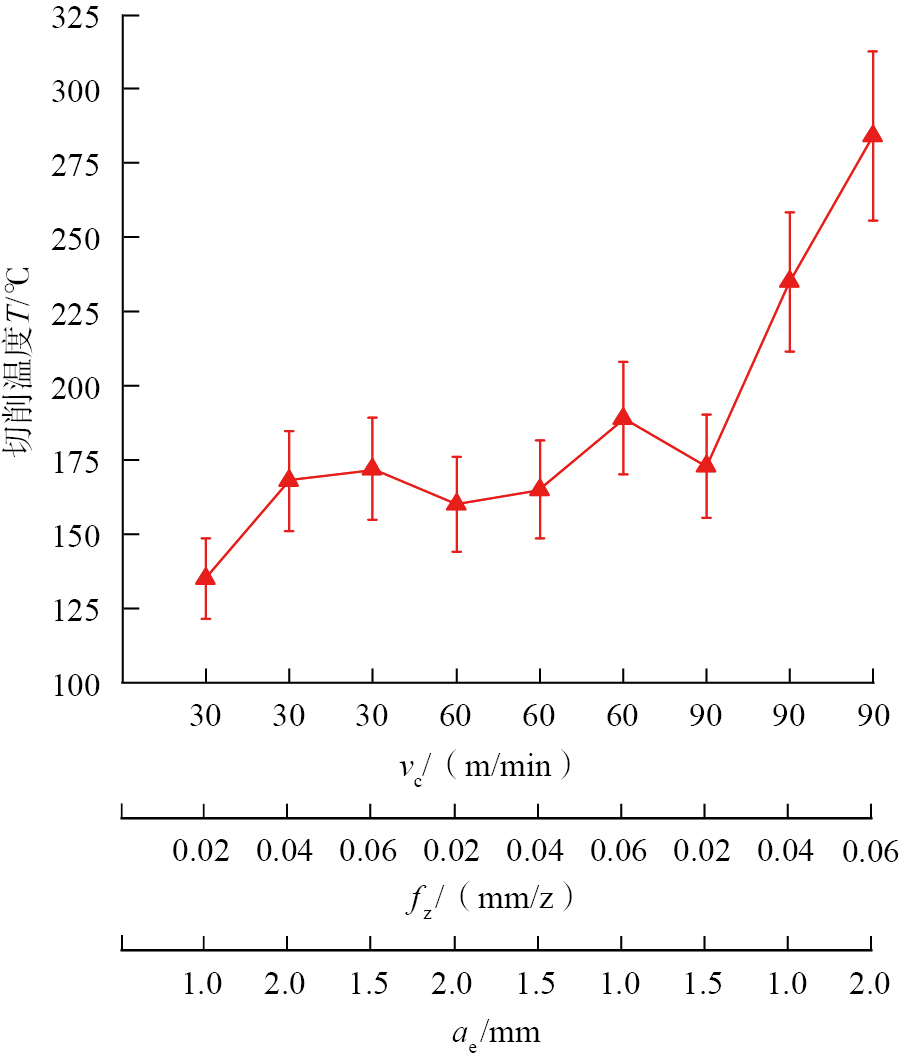
图8 MQL条件下正交试验切削温度变化
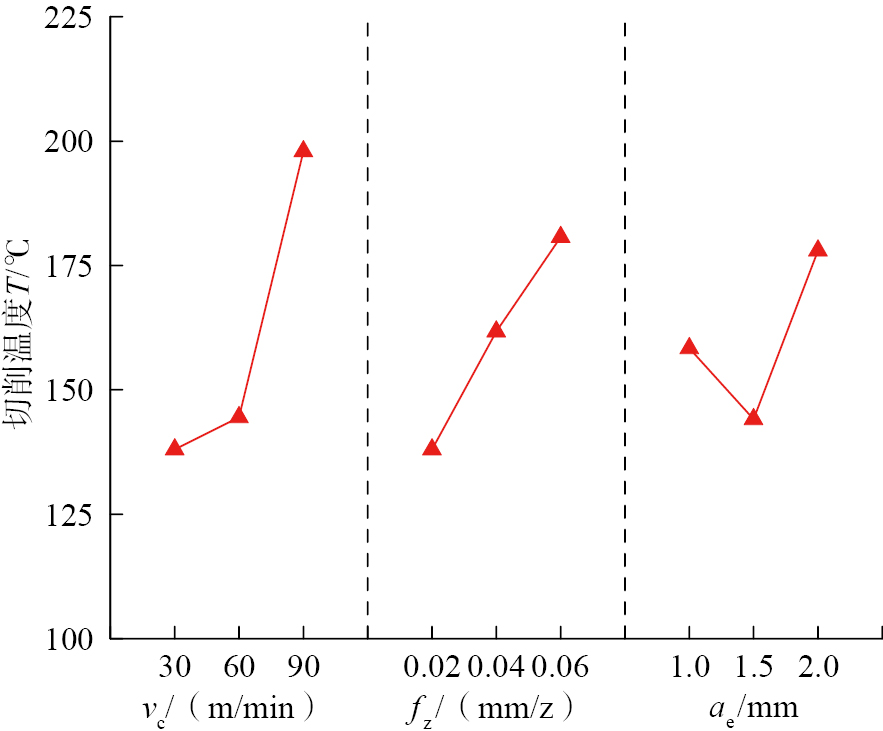
图9 切削温度主效应图
图10 油雾雾化渗透毛细管过程示意图[ 刘兆华. 准干式深孔加工系统及其冷却润滑机理研究[D]. 太原: 中北大学, 2010.LIU Zhaohua. Research on the near dry and the action mechanism of lubrication in deep-hole drilling system[D]. Taiyuan: North University of China, 2010. 17]
School of Mechanical Engineering, Hunan University of Science and Technology, Xiangtan411201, China
Citations
SHEN Weizhi, NIU Qiulin, JING Lu, et al. Experimental study on milling performance of Al–60% Si alloy based on minimum quantity lubrication[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 130–138.
Abstract
Based on orthogonal experiment for minimum quantity lubrication (MQL) milling of Al–60% Si alloy, the influence of milling parameters on cutting force, cutting temperature and surface roughness is analyzed. Compared with dry cutting, the machining mechanism of MQL milling of high-silicon aluminum alloy is explored. The results show that under the condition of MQL milling, the cutting force is mostly affected by feed per tooth (fz) and increases first and then decreases with increase of cutting speed (vc). The impact of milling parameters on cutting temperature is: cutting speed > feed per tooth > radial cutting width. With the increase of vc, the growth rate of cutting temperature increases from small to large. When vc is 90 m/min, the inhibition effect of MQL on cutting heat is weakened with the highest cutting temperature. Surface roughness is significantly affected by fz, which increases with the increase of fz, and the lowest surface roughness is 0.234 μm. Compared with dry milling, feed force and tangential force of MQL processing reduces by 24.3% and 14.0%, respectively, cutting temperature reduces by 23.4% and surface roughness reduces by 13.7%. MQL assisted processing technology can effectively improve the milling performance of Al–60% Si alloy.
高硅铝合金(Si质量分数≥30%)是一种以纯铝为金属基体、硬质硅颗粒为增强相的金属基复合材料,具有比重小、热膨胀系数低、热导率高、强度高及耐磨性好等优良的物理力学性能,广泛应用于航空航天、汽车、电子封装等领域[ WANG S, FU M, LI X Z, et al. Microstructure and mechanical properties of Al–Si eutectic alloy modified with Al–3P master alloy[J]. Journal of Materials Processing Technology, 2018, 255: 105–109. 1],且适用于极端环境,是制造业轻量化目标的主要备选材料,具有广阔的市场前景。在加工硅铝合金的过程中,需要注意保持材料的完整性,避免结构破坏和性能降低。然而高硅铝合金中增强相Si含量的提高,在提升合金物理和机械性能的同时降低了其可加工性。在传统切削中,刀具与Si颗粒的高频冲击与剧烈摩擦易产生较大的切削力和较高的切削温度,造成Al基体的粘结和硬质Si颗粒的破碎、拔出,导致刀具磨损严重、加工表面质量差,限制了高硅铝合金的广泛应用[ ZHANG P R, LIU Z Q, DU J, et al. Correlation between the microstructure and machinability in machining Al–(5–25) wt% Si alloys[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2020, 234(9): 1173–1184. 2]。因此,亟须开展新型加工技术以减小刀–工间的剧烈摩擦,以实现对高硅铝合金的高效高质加工。
改善切削加工过程中的润滑环境是降低切削力、切削热、提高表面质量的有效途径,因此常引入切削液作为润滑介质,但传统切削液的使用成本较高,而且在加工过程中将对环境和人体健康产生负面影响[ BHOWMICK S, ALPAS A T. Minimum quantity lubrication drilling of aluminium-silicon alloys in water using diamond-like carbon coated drills[J]. International Journal of Machine Tools and Manufacture, 2008, 48(12–13): 1429–1443. 3]。近年来,随着绿色可持续加工理念的提出,微量润滑(Minimum quantity lubrication,MQL)作为一种新型冷却润滑技术受到了学者们的关注。MQL的作用原理为压缩气体与极微量的润滑油混合汽化形成μm级的液滴油雾,通过高压气体从喷嘴高速喷射至切削区域或运动副,从而对该区域进行有效地冷却和润滑。孟祥军等[ 孟祥军, 郭南, 陈燕, 等. 冷却润滑方式对CFRP/钛合金叠层制孔刀具磨损的影响[J]. 航空制造技术, 2023, 66(13): 87–93.MENG Xiangjun, GUO Nan, CHEN Yan, et al. Effect of cooling strategies on tool wear of drilling CFRP/TC4 stacks[J]. Aeronautical Manufacturing Technology, 2023, 66(13): 87–93. 4]研究不同冷却润滑方式对CFRP/Ti叠层材料钻削性能的影响,发现MQL可有效抑制Ti合金的粘附,具有良好的润滑性能。梁正一等[ 梁正一, 杨赫然, 刘寅, 等. 基于MQL的锆基块体金属玻璃钻削仿真研究[J]. 工具技术, 2023, 57(7): 90–96.LIANG Zhengyi, YANG Heran, LIU Yin, et al. Simulation research on drilling of Zr-based bulk metal glass based on MQL[J]. Tool Engineering, 2023, 57(7): 90–96. 5]针对锆基块体金属玻璃进行MQL钻削仿真,发现相比于干式钻削,MQL可显著降低刀具和工件的切削温度,使工件温度低于金属玻璃的晶化温度,提升刀具的散热速度。李林峰等[ 李林峰, 徐锦泱, 郭国强, 等. 基于干切削与MQL的稀土镁合金铣削性能对比研究[J]. 工具技术, 2023, 57(5): 12–17.LI Linfeng, XU Jinyang, GUO Guoqiang, et al. Comparative study on milling performances of rare-earth magnesium alloys under dry and MQL conditions[J]. Tool Engineering, 2023, 57(5): 12–17. 6]发现MQL可有效抑制铣削稀土镁合金过程中积屑瘤的产生,改善加工表面质量。Cabanettes等[ CABANETTES F, FAVERJON P, SOVA A, et al. MQL machining: From mist generation to tribological behavior of different oils[J]. The International Journal of Advanced Manufacturing Technology, 2017, 90(1): 1119–1130. 7]认为采用低黏度油进行MQL加工时,将在管道出口处获得最高的总流量。Khan等[ KHAN M M A, DHAR N R. Performance evaluation of minimum quantity lubrication by vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI–1060 steel[J]. Journal of Zhejiang University: Science A, 2006, 7(11): 1790–1799. KHAN M M A, MITHU M A H, DHAR N R. Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid[J]. Journal of Materials Processing Technology, 2009, 209(15–16): 5573–5583. 8-9]通过铣削试验,证明了基于植物油的MQL具有良好的冷却润滑性能。针对MQL加工硅铝合金的过程,Jing等[ JING L, NIU Q L, DANG J Q, et al. Milling performance evaluation and cooling/lubrication mechanism of Al–50 wt% Si alloy based on various environmentally sustainable manufacturing strategies[J]. The International Journal of Advanced Manufacturing Technology, 2022, 122(2): 1023–1040. 10]研究了硅铝合金材料结构、材料性能与冷却润滑剂在切削过程中的相互作用机理。Abas等[ ABAS M, SAYD L, AKHTAR R, et al. Optimization of machining parameters of aluminum alloy 6026–T9 under MQL-assisted turning process[J]. Journal of Materials Research and Technology, 2020, 9(5): 10916–10940. 11]进行硅铝合金的车削试验,证明相比于干切削,MQL加工有望获得更高质量的零件,更高的生产效率和更长的刀具寿命。López de Lacalle等[ LÓPEZ DE LACALLE L N, LAMIKIZ A, SÁNCHEZ J A, et al. Cutting conditions and tool optimization in the high-speed milling of aluminium alloys[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2001, 215(9): 1257–1269. 12]发现MQL系统有助于排空被去除的切屑,可显著提高生产效率并降低加工成本。Ross等[ ROSS N S, ANANTH M B J, JAFFERSON J M, et al. Performance assessment of vegetable oil-based MQL in milling of additively manufactured AlSi10Mg for sustainable production[J]. Biomass Conversion and Biorefinery, 2024, 14(7): 8693–8710. 13]在MQL与传统泛冷两种条件下加工硅铝合金,对比后发现MQL的加工表面粗糙度可降低25%~42%,后刀面磨损可减少18%~31%。然而,作为硅铝合金零件精密制造的主要加工方式,铣削目前并未受到学者们的广泛关注。同时,上述研究大多针对干切削硅铝合金,或在MQL条件下加工Si颗粒质量分数较低的硅铝合金,而高硅铝合金的切削加工性研究相对匮乏。
Fig.2 Change of cutting force in orthogonal experimentunder MQL condition
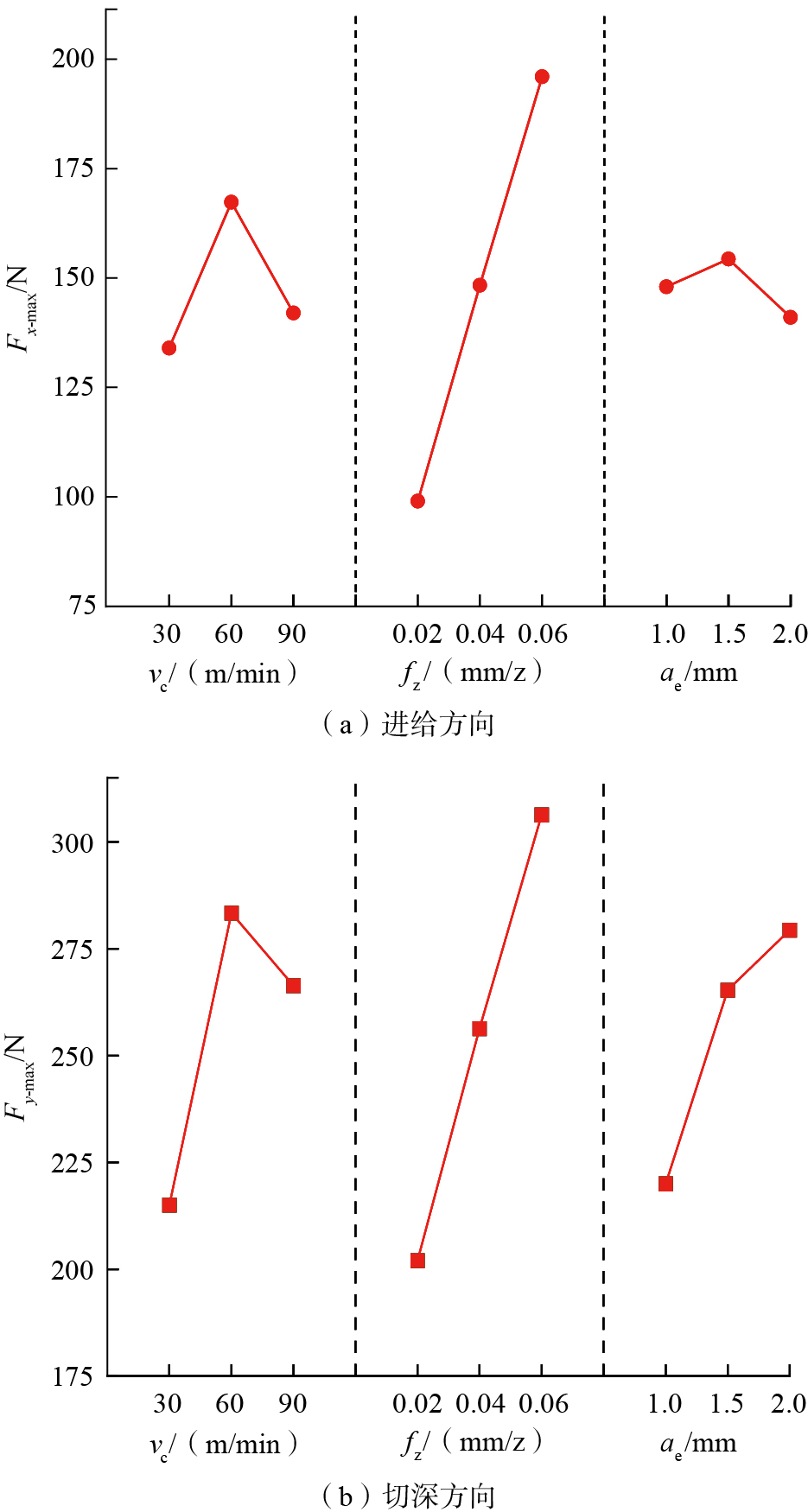
图3 不同方向切削力的主效应图
Fig.3 Main-effect diagram of cutting force in different directions
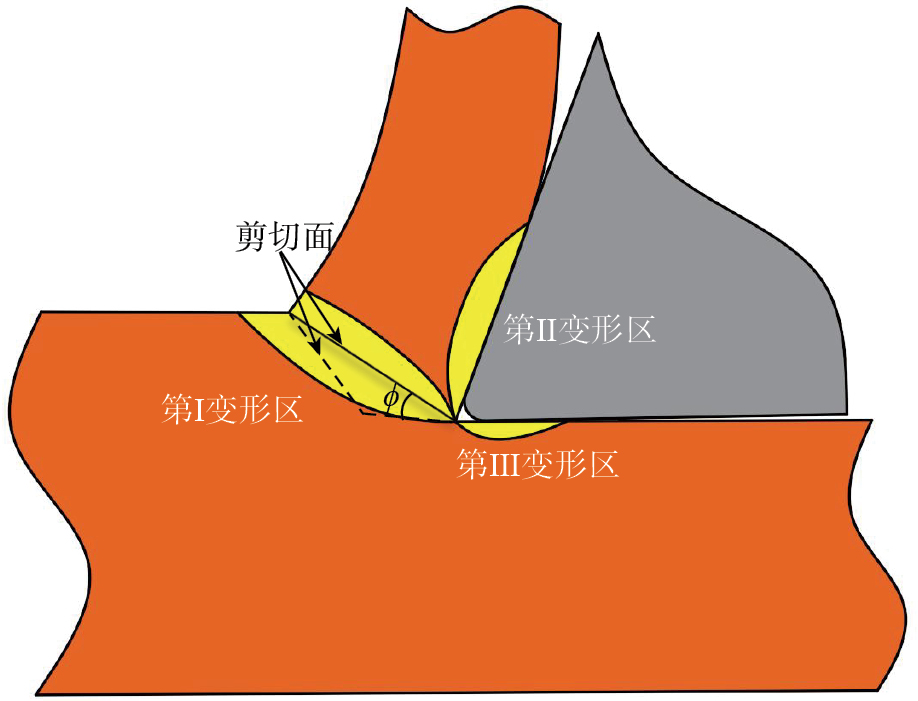
由图3可知,影响进给力Fx-max和切向力Fy-max最显著的因素是每齿进给量fz,切削速度vc次之,径向切宽ae的显著性最小。进给力Fx-max和切向力Fy-max均随着每齿进给量fz的增加而增大。这是因为随着进给量的增加,刀–工接触面积增加,单位时间内去除材料的体积增大,所需的切削功和能量增多,因此切削力相应增大。另一方面,进给力Fx-max和切向力Fy-max随着切削速度vc的增加呈先增大后减小的变化趋势。这主要是由于在中低速阶段,随切削速度的增大,Al基体在第Ⅰ变形区(图4)内的塑性变形程度增大,因而切削力增大;而高速阶段中,随着切削速度的继续增大,第Ⅱ变形区内刀具前刀面与切屑之间的剧烈摩擦所产生的大量摩擦热使得切屑软化,材料的屈服强度下降,进而切削力降低。此外,高速阶段切屑流速大于切屑变形速度,使得剪切面向后滑移[ 单阿祥, 林有希, 孟鑫鑫, 等. TiAlN涂层刀具铣削ADC12铝合金切削力研究[J]. 兵器材料科学与工程, 2022, 45(6): 1–6.SHAN Axiang, LIN Youxi, MENG Xinxin, et al. Study on cutting force in milling ADC12 aluminum alloy with TiAlN coating tool[J]. Ordnance Material Science and Engineering, 2022, 45(6): 1–6. 14],剪切角ϕ增大,如图4所示。由式(1)可知,剪切角增大或屈服强度降低均会使剪切力(Fs)降低。径向切宽ae对切向力Fy-max的影响远大于进给力Fx-max。
(1)
式中,τA为材料屈服强度;As为剪切面积;Ac为切屑断面层面积;ϕ为剪切角。
图4 切削区域变形
Fig.4 Deformation of cutting area
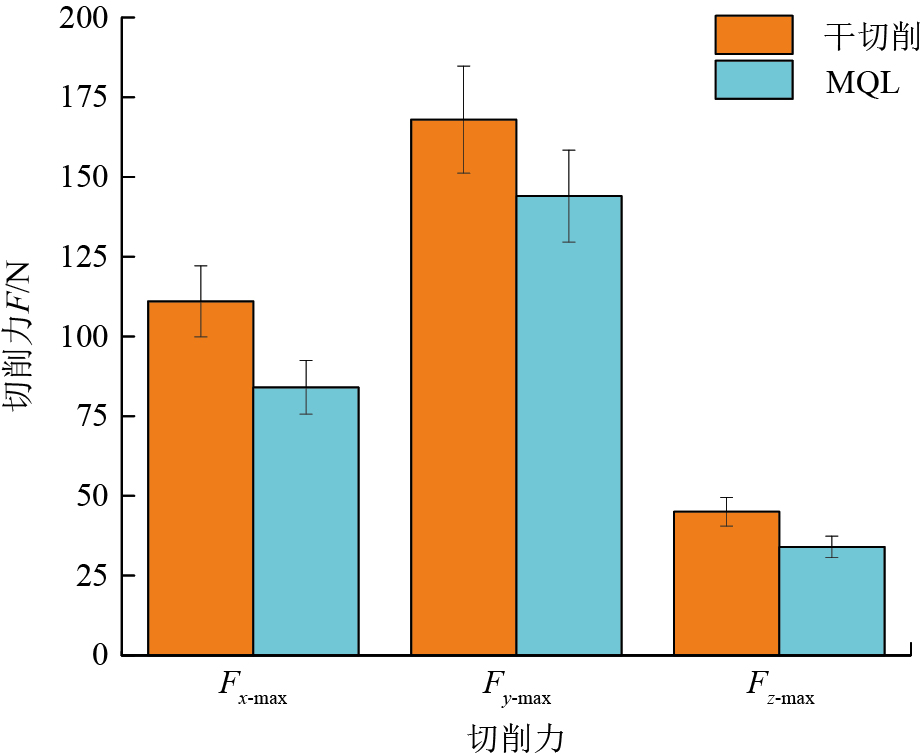
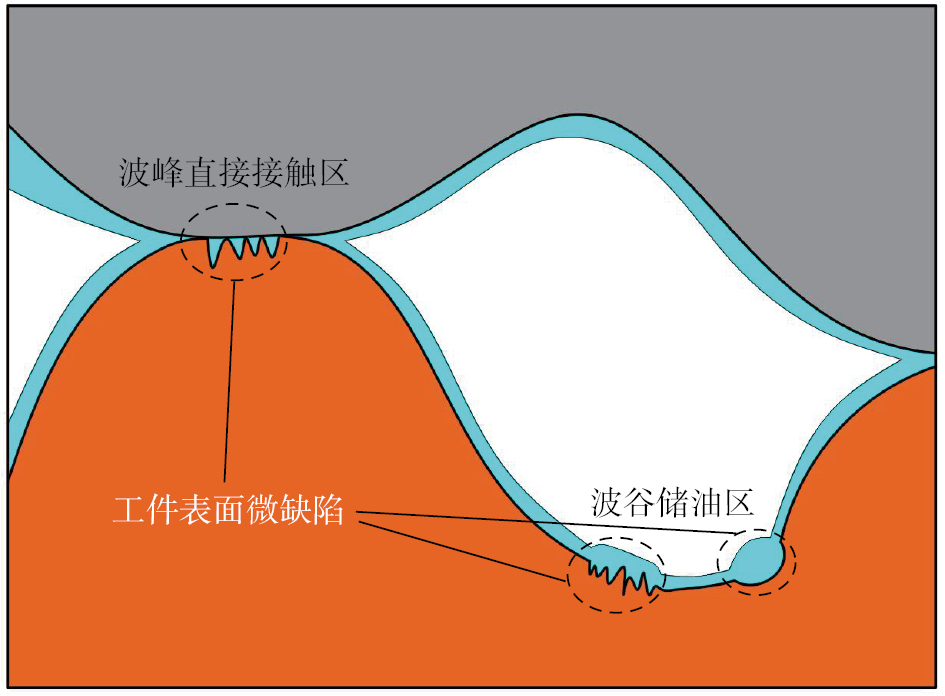
干切削与MQL两种铣削条件下获得的切削力如图5所示。结果表明,MQL条件下得到的三向力均小于干切削。干切削下,进给力Fx-max和切向力Fy-max分别为111 N和171 N;MQL条件下,进给力Fx-max和切向力Fy-max分别为84 N和147 N,较前者分别降低了24.3%和14.0%。两种工况下的轴向力Fz-max相差较小,这是因为侧铣加工时,微量润滑雾滴主要位于侧铣区域,仅有少量雾滴进入底端切削区域。进给力Fx-max降低最为明显,这是因为微量润滑雾滴可以通过高压气流喷向切削区域,在刀–屑和刀–工的接触界面形成润滑油膜,从而减小摩擦系数。研究表明,MQL切削区域以混合润滑和边界润滑结合的形式存在,并以边界润滑为主,边界润滑的效果与润滑油膜油量密切相关[ 温诗铸, 黄平. 摩擦学原理[M]. 4版. 北京: 清华大学出版社, 2012.WEN Shizhu, HUANG Ping. Principles of tribology[M]. 4th ed. Beijing: Tsinghua University Press, 2012. ZHANG J, MENG Y G. Boundary lubrication by adsorption film[J]. Friction, 2015, 3(2): 115–147. 15-16]。图6为刀具–硅铝合金接触区边界润滑模型,可以看出,切削区域接触界面的波峰表面缺陷[ JING L, NIU Q L, DANG J Q, et al. Milling performance evaluation and cooling/lubrication mechanism of Al–50 wt% Si alloy based on various environmentally sustainable manufacturing strategies[J]. The International Journal of Advanced Manufacturing Technology, 2022, 122(2): 1023–1040. 10]可以减小刀–工接触面积,波谷处的表面微缺陷提供了更多的储油空间,波谷为波峰提供充足的润滑介质,有助于减小摩擦。
图5 干切削与MQL切削力对比
Fig.5 Comparison of cutting force between dry cutting and MQL
图6 刀具–硅铝合金接触区边界润滑模型
Fig.6 Boundary lubrication model of tool–silicon aluminum alloy contact zone
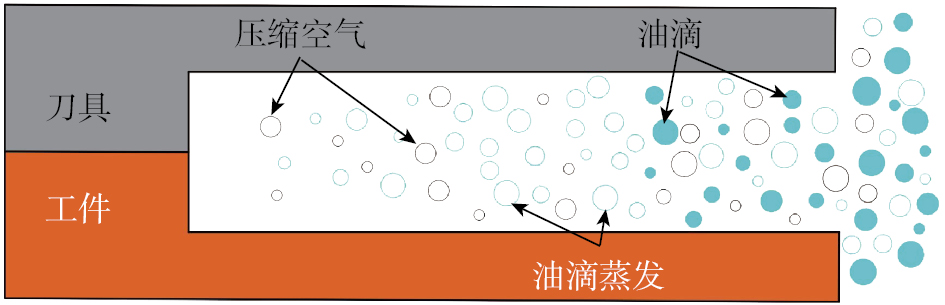
主轴转速较小时,铣削相同路径所需的时间较多,更多雾滴能够参与换热过程,从而获得良好的冷却效果,抑制温度升高。然而,主轴转速较大时,毛细管存在时间小于毛细管渗透时间,对温度的抑制作用减弱。毛细管渗透方式分为雾化渗透(毛细管直径>微滴直径)和液相渗透(毛细管直径较小)。切削高硅铝合金过程中,硬质Si颗粒在较软Al基体表面留下微缺陷而形成较大直径的毛细管,油雾混合物在压差作用下渗入毛细管内。由于刀–工间的材料塑性变形和摩擦,刀具后刀面和工件过渡表面的摩擦瞬时温度远高于一般切削液的沸点(250~400 ℃)。油雾雾化渗透毛细管的过程如图10所示[ 刘兆华. 准干式深孔加工系统及其冷却润滑机理研究[D]. 太原: 中北大学, 2010.LIU Zhaohua. Research on the near dry and the action mechanism of lubrication in deep-hole drilling system[D]. Taiyuan: North University of China, 2010. 17],在高温作用下,直径较小的油滴快速汽化,空气和油滴蒸发混合物迅速渗入毛细管底部,因此毛细管内气体密度瞬间增大,压强激增,使油滴难以进入毛细管内,单位时间内进入毛细管内部的分子数减少,毛细管渗透能力减弱,冷却性能降低。此外,较大的主轴转速将在主轴周围形成气流,抑制雾滴的进入与渗透,多因素共同作用,导致在切削速度较大时MQL的冷却润滑性能减弱。
图10 油雾雾化渗透毛细管过程示意图[ 刘兆华. 准干式深孔加工系统及其冷却润滑机理研究[D]. 太原: 中北大学, 2010.LIU Zhaohua. Research on the near dry and the action mechanism of lubrication in deep-hole drilling system[D]. Taiyuan: North University of China, 2010. 17]
Fig.10 Schematic diagram of oil mist atomizationpermeating capillary[ 刘兆华. 准干式深孔加工系统及其冷却润滑机理研究[D]. 太原: 中北大学, 2010.LIU Zhaohua. Research on the near dry and the action mechanism of lubrication in deep-hole drilling system[D]. Taiyuan: North University of China, 2010. 17]
Table 3 Comparison of experimental data between drycutting and MQL
试验条件
切削温度T/℃
表面粗糙度Ra/μm
MQL
124
0.234
干切削
162
0.271
2.3 表面粗糙度与形貌
2.3.1 表面粗糙度
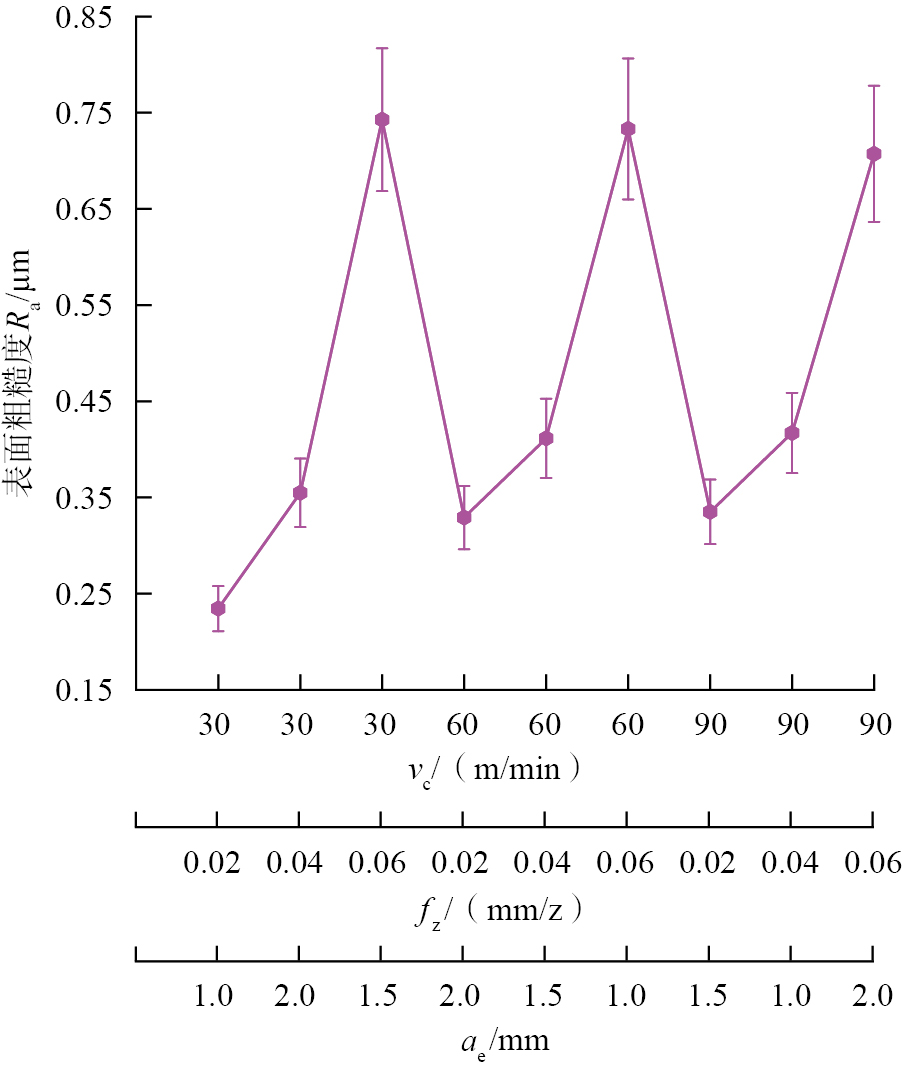
第1~9组正交试验后工件的表面粗糙度Ra如图11所示,对表面粗糙度Ra作极差分析,如表4所示。可以看出,表面粗糙度Ra受每齿进给量fz的影响最大(R值最大),随每齿进给量的增加而增大。主要原因是每齿进给量的增加使得刀具每齿有效切削面积增大,切削力、刀具–颗粒之间的相互作用及冲击振动增大。切削路径中产生机械振动的可能性也因此变大,使实际的刀位点轨迹偏离理论轨迹从而恶化表面质量,表面粗糙度增大。此外,表面粗糙度随每齿进给量的变化规律与理论粗糙度(式(3)[ HE C L, ZONG W J, CAO Z M, et al. Theoretical and empirical coupled modeling on the surface roughness in diamond turning[J]. Materials & Design, 2015, 82: 216–222. 18])变化规律一致,即表面粗糙度与fz呈正相关,fz越大,刀具轨迹跨度越大,工件表面残余高度越高,表面粗糙度越大。
(3)
式中,Rt为加工表面的理论粗糙度;rε为刀尖刃口半径;tdmin为最小未变形厚度。
图11 MQL条件下正交试验的表面粗糙度Ra
Fig.11 Surface roughness Ra in orthogonal experimentunder MQL condition
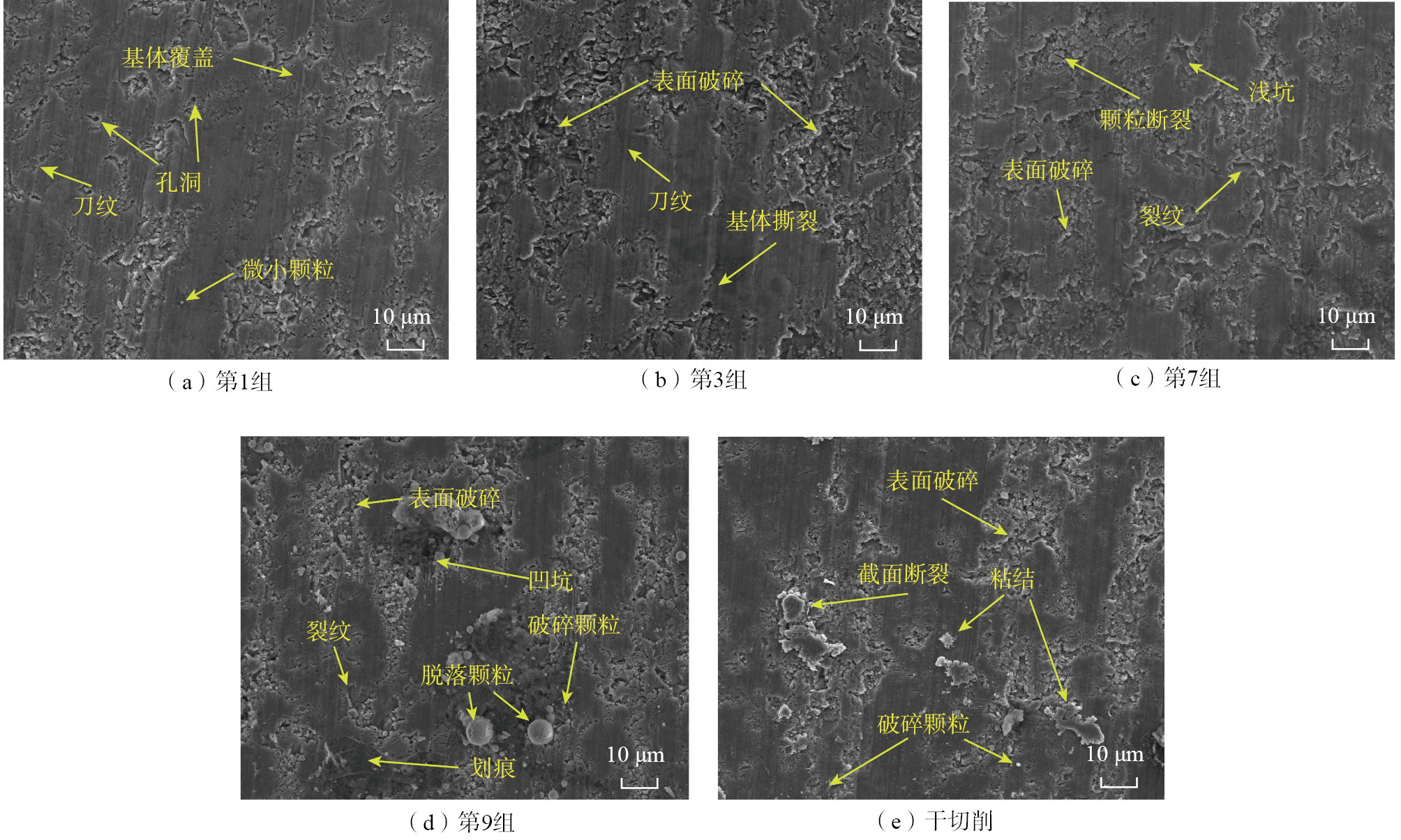
Fig.13 SEM images of machined surface morphology of Al–60% Si alloy
当切削速度和每齿进给量较低时(第1组试验),如图13(a)所示,高含量的Si颗粒导致合金表面出现部分孔洞,但Al基体表面整体光滑,存在少量微颗粒,测得的表面粗糙度为0.234 μm。这是由于Al基体的塑性强,当每齿进给量较小时,沿切削方向起到均匀致密的基体覆盖作用,材料表面残余高度较低。较小切削速度下,MQL冷却性能较好,切削温度较低,Al基体粘结性较强,Si颗粒脱粘现象较少。对于尺寸较大的Si颗粒,颗粒嵌入基体的体积较大且Al基体粘结性较强,当作用在Si颗粒上的最大应力σ小于断裂强度时,初生Si颗粒发生晶内断裂,颗粒断裂面光滑,对加工表面的损伤最小[ ZHAO G L, XIN L J, LI L, et al. Cutting force model and damage formation mechanism in milling of 70 wt% Si/Al composite[J]. Chinese Journal of Aeronautics, 2023, 36(7): 114–128. 19],因此表面粗糙度较小。
当切削速度较高、每齿进给量较小时(第7组试验),如图13(c)所示,由于MQL的冷却作用,第7组试验的切削温度较低,基体延展性下降,基体覆盖作用减弱,但切削速度的提升有利于增加基体材料的应变率,使得基体更容易被去除。较大的切削速度使得切削Si颗粒的时间减少,进而传递应力的时间缩减,降低了工件表面的裂纹延展和凹坑形成[ 靳泼. 高体分碳化硅铝基复合材料微铣削工艺基础研究[D]. 锦州: 辽宁工业大学, 2021.JIN Po. Basic research on micro-milling technology of high volume silicon carbide aluminum matrix composites[D]. Jinzhou: Liaoning University of Technology, 2021. 20]。
当切削速度较高、每齿进给量较大时(第9组试验),如图13(d)所示,材料表面存在大量凹坑、破碎颗粒、表面破碎及基体撕裂现象。受切削速度和每齿进给量显著性的影响,第9组试验所得切削力和切削温度最大。切削温度的提高导致Al基体粘结作用减弱,Si颗粒易脱粘。脱粘的Si颗粒和碎屑在刀–工界面之间随切削运动发生“三体滚动”摩擦。当作用在Si颗粒上的最大应力σ大于断裂强度时,Si颗粒将因受到较高压力而发生破碎。颗粒脱落/破碎导致加工表面出现凹坑、裂纹和划痕等表面损伤[ JOMAA W, SONGMENE V, BOCHER P. Surface finish and residual stresses induced by orthogonal dry machining of AA7075–T651[J]. Materials, 2014, 7(3): 1603–1624. 21]。
WANGS, FUM, LIX Z, et al. Microstructure and mechanical properties of Al–Si eutectic alloy modified with Al–3P master alloy[J]. Journal of Materials Processing Technology, 2018, 255: 105–109.
[2]
ZHANGP R, LIUZ Q, DUJ, et al. Correlation between the microstructure and machinability in machining Al–(5–25) wt% Si alloys[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2020, 234(9): 1173–1184.
[3]
BHOWMICKS, ALPASA T. Minimum quantity lubrication drilling of aluminium-silicon alloys in water using diamond-like carbon coated drills[J]. International Journal of Machine Tools and Manufacture, 2008, 48(12–13): 1429–1443.
[4]
孟祥军, 郭南, 陈燕, 等. 冷却润滑方式对CFRP/钛合金叠层制孔刀具磨损的影响[J]. 航空制造技术, 2023, 66(13): 87–93. MENGXiangjun, GUONan, CHENYan, et al. Effect of cooling strategies on tool wear of drilling CFRP/TC4 stacks[J]. Aeronautical Manufacturing Technology, 2023, 66(13): 87–93.
[5]
梁正一, 杨赫然, 刘寅, 等. 基于MQL的锆基块体金属玻璃钻削仿真研究[J]. 工具技术, 2023, 57(7): 90–96. LIANGZhengyi, YANGHeran, LIUYin, et al. Simulation research on drilling of Zr-based bulk metal glass based on MQL[J]. Tool Engineering, 2023, 57(7): 90–96.
[6]
李林峰, 徐锦泱, 郭国强, 等. 基于干切削与MQL的稀土镁合金铣削性能对比研究[J]. 工具技术, 2023, 57(5): 12–17. LILinfeng, XUJinyang, GUOGuoqiang, et al. Comparative study on milling performances of rare-earth magnesium alloys under dry and MQL conditions[J]. Tool Engineering, 2023, 57(5): 12–17.
[7]
CABANETTESF, FAVERJONP, SOVAA, et al. MQL machining: From mist generation to tribological behavior of different oils[J]. The International Journal of Advanced Manufacturing Technology, 2017, 90(1): 1119–1130.
[8]
KHANM M A, DHARN R. Performance evaluation of minimum quantity lubrication by vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI–1060 steel[J]. Journal of Zhejiang University: Science A, 2006, 7(11): 1790–1799.
[9]
KHANM M A, MITHUM A H, DHARN R. Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid[J]. Journal of Materials Processing Technology, 2009, 209(15–16): 5573–5583.
[10]
JINGL, NIUQ L, DANGJ Q, et al. Milling performance evaluation and cooling/lubrication mechanism of Al–50 wt% Si alloy based on various environmentally sustainable manufacturing strategies[J]. The International Journal of Advanced Manufacturing Technology, 2022, 122(2): 1023–1040.
[11]
ABASM, SAYDL, AKHTARR, et al. Optimization of machining parameters of aluminum alloy 6026–T9 under MQL-assisted turning process[J]. Journal of Materials Research and Technology, 2020, 9(5): 10916–10940.
[12]
LÓPEZ DE LACALLEL N, LAMIKIZA, SÁNCHEZJ A, et al. Cutting conditions and tool optimization in the high-speed milling of aluminium alloys[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2001, 215(9): 1257–1269.
[13]
ROSSN S, ANANTHM B J, JAFFERSONJ M, et al. Performance assessment of vegetable oil-based MQL in milling of additively manufactured AlSi10Mg for sustainable production[J]. Biomass Conversion and Biorefinery, 2024, 14(7): 8693–8710.
[14]
单阿祥, 林有希, 孟鑫鑫, 等. TiAlN涂层刀具铣削ADC12铝合金切削力研究[J]. 兵器材料科学与工程, 2022, 45(6): 1–6. SHANAxiang, LINYouxi, MENGXinxin, et al. Study on cutting force in milling ADC12 aluminum alloy with TiAlN coating tool[J]. Ordnance Material Science and Engineering, 2022, 45(6): 1–6.
[15]
温诗铸, 黄平. 摩擦学原理[M]. 4版. 北京: 清华大学出版社, 2012. WENShizhu, HUANGPing. Principles of tribology[M]. 4th ed. Beijing: Tsinghua University Press, 2012.
[16]
ZHANGJ, MENGY G. Boundary lubrication by adsorption film[J]. Friction, 2015, 3(2): 115–147.
[17]
刘兆华. 准干式深孔加工系统及其冷却润滑机理研究[D]. 太原: 中北大学, 2010. LIUZhaohua. Research on the near dry and the action mechanism of lubrication in deep-hole drilling system[D]. Taiyuan: North University of China, 2010.
[18]
HEC L, ZONGW J, CAOZ M, et al. Theoretical and empirical coupled modeling on the surface roughness in diamond turning[J]. Materials & Design, 2015, 82: 216–222.
[19]
ZHAOG L, XINL J, LIL, et al. Cutting force model and damage formation mechanism in milling of 70 wt% Si/Al composite[J]. Chinese Journal of Aeronautics, 2023, 36(7): 114–128.
[20]
靳泼. 高体分碳化硅铝基复合材料微铣削工艺基础研究[D]. 锦州: 辽宁工业大学, 2021. JINPo. Basic research on micro-milling technology of high volume silicon carbide aluminum matrix composites[D]. Jinzhou: Liaoning University of Technology, 2021.
[21]
JOMAAW, SONGMENEV, BOCHERP. Surface finish and residual stresses induced by orthogonal dry machining of AA7075–T651[J]. Materials, 2014, 7(3): 1603–1624.