Research on Calibration Method of Five-Axis 3D Printing Equipment System
Citations
CHEN Hongyu, DAI Ning, WANG Hongtao. Research on calibration method of five-axis 3D printing equipment system[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 113–120.
College of Mechanical & Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing210016, China
Citations
CHEN Hongyu, DAI Ning, WANG Hongtao. Research on calibration method of five-axis 3D printing equipment system[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 113–120.
Abstract
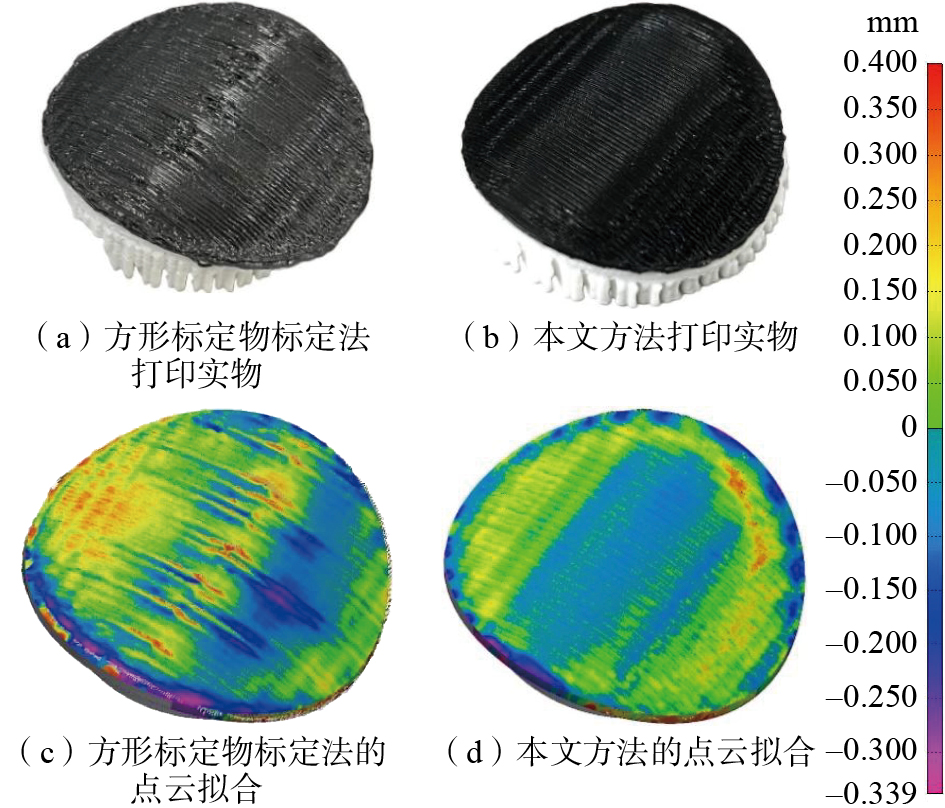
Five-axis 3D printing equipment enables the printing of complex curved surfaces with varying curvatures, playing a significant role in the aerospace industry. Calibration is a crucial step in ensuring printing accuracy of such equipment. To achieve rapid calibration of five-axis 3D printing equipment and improve its printing precision, a calibration method utilizing a calibration object is proposed. Based on screw theory, a transformation model between the machine tool coordinate system and workpiece coordinate system of the five-axis 3D printing equipment is established, and the quantities to be calibrated are determined. A calibration object containing five calibration spheres is designed, and coordinates of the calibration spheres’ centers in the machine tool coordinate system are obtained using the least squares fitting method for sphere centers. An equation for calibrating the linear axes is established based on transformation relationship between the calibration coordinate system and machine tool coordinate system, while the rotational axes are calibrated using plane normal vector solving and the least squares fitting method for circles. 3D printing experiments are conducted based on the calibration results afterwards. Point cloud fitting analysis reveals that the average deviation of the printed samples by the five-axis 3D printing equipment after calibration reduced by 91.3% compared with before, significantly enhancing printing accuracy.
Keywords
Five-axis 3D printing; Calibration; Screw; Least squares method; Point cloud fitting;
五轴3D打印设备自由度高,打印的零件表面质量较高,力学性能好且无须支撑,在航空航天零件制造领域具有广阔应用前景。目前,五轴3D打印设备大多是在三轴3D打印机上增加1台二维旋转平台[ HONG F, HODGES S, MYANT C, et al. Open5x: Accessible 5-axis 3D printing and conformal slicing[C]//CHI Conference on Human Factors in Computing Systems. New Orleans: ACM, 2022: 1–6. HONG F, LAMPRET B, MYANT C, et al. 5-axis multi-material 3D printing of curved electrical traces[J]. Additive Manufacturing, 2023, 70: 103546. G L S, PAWEL M, MARIUS L, et al. Supportless 5-axis 3D-printing and conformal slicing: A simulation-based approach[C]//2023 24th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE). Graz: IEEE, 2023: 1–7. 1-3],需要对此类改造后的五轴打印设备进行运动轴标定。现有五轴3D打印设备的常用标定方法主要有试件加工测量和仪器测量两种。试件加工测量主要是通过对标准试件进行切削加工,通过标准试件的加工误差来体现机床的几何误差,如Ibaraki等[ IBARAKI S, OTA Y. A machining test to calibrate rotary axis error motions of five-axis machine tools and its application to thermal deformation test[J]. International Journal of Machine Tools and Manufacture, 2014, 86: 81–88. 4]通过阶梯形工件试加工与测头在机测量,结合空间误差模型推导出的误差辨识模型,对旋转轴进行标定,但是这种标定方法仅适用于减材加工,不具有普适性。仪器测量方法主要通过激光类传感器[ 曾靖超, 伍剑波. 双摆台五轴磁流变机床结构参数标定方法研究[J]. 制造技术与机床, 2022(7): 141–146.ZENG Jingchao, WU Jianbo. Research on the calibration method of structural parameters of five-axis magnetorheological machine tool with double swing table[J]. Manufacturing Technology & Machine Tool, 2022(7): 141–146. 徐兆华, 盛辉, 谷睿宇, 等. 基于双激光跟踪仪的五轴联动激光机床空间精度检测[J]. 机电工程技术, 2023, 52(12): 213–216.XU Zhaohua, SHENG Hui, GU Ruiyu, et al. Spatial accuracy detection for five-axis laser machine tool based on dual laser tracker[J]. Mechanical & Electrical Engineering Technology, 2023, 52(12): 213–216. 5-6]、球杆仪[ 梁小冰, 卢耀安, 王成勇. 双转台五轴机床旋转轴位置无关几何误差的辨识[J]. 中国机械工程, 2023, 34(21): 2585–2591.LIANG Xiaobing, LU Yaoan, WANG Chengyong. Identification of position-independent geometric errors for rotary axes of five-axis table-tilting machine tools[J]. China Mechanical Engineering, 2023, 34(21): 2585–2591. KIM J W, SHIN C R, KIM H S, et al. Error model and kinematic calibration of a 5-axis hybrid machine tool[C]//2006 SICE-ICASE International Joint Conference. Busan: IEEE, 2006: 3111–3115. 张文斌, 刘焕牢, 王宇林, 等. 双转台五轴数控机床旋转轴位置无关几何误差辨识[J]. 中国机械工程, 2024, 35(6): 1023–1033.ZHANG Wenbin, LIU Huanlao, WANG Yulin, et al. Identification of rotary axes PIGEs of five-axis CNC machines with double rotary tables[J]. China Mechanical Engineering, 2024, 35(6): 1023–1033. 7-9]、R-test[ 邵圳, 蒲耀洲, 曹利, 等. 基于R-test的旋转轴安装误差辨识[J]. 组合机床与自动化加工技术, 2022(5): 71–74.SHAO Zhen, PU Yaozhou, CAO Li, et al. Identification of installation errors of rotary axis based on R-test[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2022(5): 71–74. 10]测量仪进行标定。但上述设备价格较为昂贵且操作烦琐,因此有学者提出通过相机采用视觉方法进行标定,毕超等[ 毕超, 赵源, 郝雪, 等. 俯仰轴轴线位置的视觉标定方法研究[J]. 计量学报, 2022, 43(4): 457–463.BI Chao, ZHAO Yuan, HAO Xue, et al. Research on vision calibration method of the pitch axis position[J]. Acta Metrologica Sinica, 2022, 43(4): 457–463. 11]将长方体金属靶标固定在俯仰平台上,利用工业相机获取不同姿态的靶标图像,通过提取标靶几何特征实现五轴视觉测量系统的俯仰轴轴线标定;于淼[ 于淼. 多方向FDM 3D打印关键技术及工艺研究[D]. 北京: 北京工业大学, 2019.YU Miao. Research on key issues and craft of multi-directional FDM 3D printing[D]. Beijing: Beijing University of Technology, 2019. 12]利用单相机对多轴3D打印设备进行伪双目视觉检测,基于平面最小二乘拟合法对旋转轴方向向量进行标定;杨洪涛等[ 杨洪涛, 刘士萍, 刘月琪, 等. 线扫描齿轮测量机转台基准轴标定方法[J]. 应用激光, 2024, 44(3): 115–123.YANG Hongtao, LIU Shiping, LIU Yueqi, et al. A calibration method for rotary table reference axis of line scan gear measuring machine[J]. Applied Laser, 2024, 44(3): 115–123. 13]提出一种基于单目视觉的改进型基准轴标定方法,利用相机采集特征点数据,并基于最小二乘法对基准轴进行标定。采用视觉方法的标定成本较低,但标定时设备姿态需要多次变化,要求设备具有较大行程,但此方法不适用于行程较小的设备。此外,也有学者根据设备特点提出相应标定方法,刁怀东[ 刁怀东. 五轴熔融沉积成型三维打印装备及关键工艺研究[D]. 杭州: 浙江大学, 2018.DIAO Huaidong. Research on equipment design and critical technique of 5-axis fused deposition modelling process[D]. Hangzhou: Zhejiang University, 2018. 14]采用激光跟踪仪对Delta3D打印平台进行标定,通过试打印同心圆轨迹完成AC转台中心标定;刘磊[ 刘磊. 面向无支撑3D打印的五轴FDM系统关键技术研究[D]. 南京: 南京航空航天大学, 2020.LIU Lei. Research on key technologies of five-axis FDM system for unsupported 3D printing[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020. 15]针对自研五轴3D打印设备,提出了一种基于探针标定物的AC旋转轴标定方法,标定后的设备精度满足无支撑3D打印需求,但标定过程较为繁琐且标定物较为复杂,不易加工;肖仕彬等[ 肖仕彬, 李琛, 李泽骁, 等. 线激光五轴运动系统的轴系标定方法研究[J]. 激光与光电子学进展, 2025, 62(3): 1–13.XIAO Shibin, LI Chen, LI Zexiao, et al. Research on axis calibration method for line laser five-axis motion system[J]. Laser & Optoelectronics Progress, 2025, 62(3): 1–13. 16]以线激光与五轴配合的测量系统为例,通过扫描标准球的表面并进行最优化搜索的方式,实现了对位移轴和转轴位姿的分步标定。
为检验运用本文标定方法后3D打印设备的精度是否达到需求,分别使用本文标定方法和方形标定物(图8)的标定方法[ LI Y H, CHEN Y X, WANG H T, et al. Research on kinematic parameter identification method of five-axis equipment for melting deposition[C]//Proceedings of the 10th International Academic Conference For Graduates. Nanjing: NUAA, 2022. 21]标定同一3D打印设备,并打印图9所示的口盖曲面进行对比验证。对于口盖曲面,需要先利用三轴轨迹打印支撑基底,在基底上使用五轴轨迹打印多自由度曲面。方形标定物标定法为课题组的前期工作,通过直接测量标定物上角点对应的3个面的位置获得角点坐标,得到角点坐标后,通过几何方法直接计算旋转轴中心及直线轴和旋转轴的方向向量,相较于本文提出的方法,方形标定物标定法没有点的拟合过程。
HONGF, HODGESS, MYANTC, et al. Open5x: Accessible 5-axis 3D printing and conformal slicing[C]//CHI Conference on Human Factors in Computing Systems. New Orleans: ACM, 2022: 1–6.
[2]
HONGF, LAMPRETB, MYANTC, et al. 5-axis multi-material 3D printing of curved electrical traces[J]. Additive Manufacturing, 2023, 70: 103546.
[3]
G L S, PAWELM, MARIUSL, et al. Supportless 5-axis 3D-printing and conformal slicing: A simulation-based approach[C]//2023 24th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE). Graz: IEEE, 2023: 1–7.
[4]
IBARAKIS, OTAY. A machining test to calibrate rotary axis error motions of five-axis machine tools and its application to thermal deformation test[J]. International Journal of Machine Tools and Manufacture, 2014, 86: 81–88.
[5]
曾靖超, 伍剑波. 双摆台五轴磁流变机床结构参数标定方法研究[J]. 制造技术与机床, 2022(7): 141–146. ZENGJingchao, WUJianbo. Research on the calibration method of structural parameters of five-axis magnetorheological machine tool with double swing table[J]. Manufacturing Technology & Machine Tool, 2022(7): 141–146.
[6]
徐兆华, 盛辉, 谷睿宇, 等. 基于双激光跟踪仪的五轴联动激光机床空间精度检测[J]. 机电工程技术, 2023, 52(12): 213–216. XUZhaohua, SHENGHui, GURuiyu, et al. Spatial accuracy detection for five-axis laser machine tool based on dual laser tracker[J]. Mechanical & Electrical Engineering Technology, 2023, 52(12): 213–216.
[7]
梁小冰, 卢耀安, 王成勇. 双转台五轴机床旋转轴位置无关几何误差的辨识[J]. 中国机械工程, 2023, 34(21): 2585–2591. LIANGXiaobing, LUYaoan, WANGChengyong. Identification of position-independent geometric errors for rotary axes of five-axis table-tilting machine tools[J]. China Mechanical Engineering, 2023, 34(21): 2585–2591.
[8]
KIMJ W, SHINC R, KIMH S, et al. Error model and kinematic calibration of a 5-axis hybrid machine tool[C]//2006 SICE-ICASE International Joint Conference. Busan: IEEE, 2006: 3111–3115.
[9]
张文斌, 刘焕牢, 王宇林, 等. 双转台五轴数控机床旋转轴位置无关几何误差辨识[J]. 中国机械工程, 2024, 35(6): 1023–1033. ZHANGWenbin, LIUHuanlao, WANGYulin, et al. Identification of rotary axes PIGEs of five-axis CNC machines with double rotary tables[J]. China Mechanical Engineering, 2024, 35(6): 1023–1033.
[10]
邵圳, 蒲耀洲, 曹利, 等. 基于R-test的旋转轴安装误差辨识[J]. 组合机床与自动化加工技术, 2022(5): 71–74. SHAOZhen, PUYaozhou, CAOLi, et al. Identification of installation errors of rotary axis based on R-test[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2022(5): 71–74.
[11]
毕超, 赵源, 郝雪, 等. 俯仰轴轴线位置的视觉标定方法研究[J]. 计量学报, 2022, 43(4): 457–463. BIChao, ZHAOYuan, HAOXue, et al. Research on vision calibration method of the pitch axis position[J]. Acta Metrologica Sinica, 2022, 43(4): 457–463.
[12]
于淼. 多方向FDM 3D打印关键技术及工艺研究[D]. 北京: 北京工业大学, 2019. YUMiao. Research on key issues and craft of multi-directional FDM 3D printing[D]. Beijing: Beijing University of Technology, 2019.
[13]
杨洪涛, 刘士萍, 刘月琪, 等. 线扫描齿轮测量机转台基准轴标定方法[J]. 应用激光, 2024, 44(3): 115–123. YANGHongtao, LIUShiping, LIUYueqi, et al. A calibration method for rotary table reference axis of line scan gear measuring machine[J]. Applied Laser, 2024, 44(3): 115–123.
[14]
刁怀东. 五轴熔融沉积成型三维打印装备及关键工艺研究[D]. 杭州: 浙江大学, 2018. DIAOHuaidong. Research on equipment design and critical technique of 5-axis fused deposition modelling process[D]. Hangzhou: Zhejiang University, 2018.
[15]
刘磊. 面向无支撑3D打印的五轴FDM系统关键技术研究[D]. 南京: 南京航空航天大学, 2020. LIULei. Research on key technologies of five-axis FDM system for unsupported 3D printing[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020.
[16]
肖仕彬, 李琛, 李泽骁, 等. 线激光五轴运动系统的轴系标定方法研究[J]. 激光与光电子学进展, 2025, 62(3): 1–13. XIAOShibin, LIChen, LIZexiao, et al. Research on axis calibration method for line laser five-axis motion system[J]. Laser & Optoelectronics Progress, 2025, 62(3): 1–13.
[17]
理查德·摩雷, 李泽湘, 夏恩卡·萨思特里. 机器人操作的数学导论[M]. 徐卫良, 钱瑞明, 译. 北京: 机械工业出版社, 1998. MURRAYRichard, LIZexiang, SASTRYShankar. A mathematical introduction to robotic manipulation[M]. XU Weiliang, QIAN Ruiming, trans. Beijing: China Machine Press, 1998.
[18]
杨吉祥, 陈幼平. 五轴数控机床的运动控制建模及精度提高方法研究[J]. 机械工程学报, 2017, 53(8): 123. YANGJixiang, CHENYouping. Research on motion control modeling and accuracy improvement of five-axis NC machine tool[J]. Journal of Mechanical Engineering, 2017, 53(8): 123.
[19]
丁锋, 俞朴. 四点测球法在球坑自动检测中的应用[J]. 计量学报, 2001, 22(3): 178–180. DINGFeng, YUPu. Application of 4-point method in the automatic measurement of spherical socket[J]. Acta Metrologica Sinica, 2001, 22(3): 178–180.
LIY H, CHENY X, WANGH T, et al. Research on kinematic parameter identification method of five-axis equipment for melting deposition[C]//Proceedings of the 10th International Academic Conference For Graduates. Nanjing: NUAA, 2022.