Intelligent Matching Methods of Five-Axis Machine Tools Position Loop Gains for Parts Contouring Accuracy
Citations
LÜ Dun, ZHAO Yufei, LIU Shuo, et al. Intelligent matching methods of five-axis machine tools position loop gains for parts contouring accuracy[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 14–21.
Intelligent Matching Methods of Five-Axis Machine Tools Position Loop Gains for Parts Contouring Accuracy
LÜ Dun1
ZHAO Yufei1
LIU Shuo1
SUO Qi2
LIU Hui1
ZHANG Huijie1
1.School of Mechanical Engineering, Xi’an Jiaotong University, Xi’an710054, China
2.Genertec Machine Tool Engineering Research Institute Co., Ltd., Beijing101312, China
Citations
LÜ Dun, ZHAO Yufei, LIU Shuo, et al. Intelligent matching methods of five-axis machine tools position loop gains for parts contouring accuracy[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 14–21.
Abstract
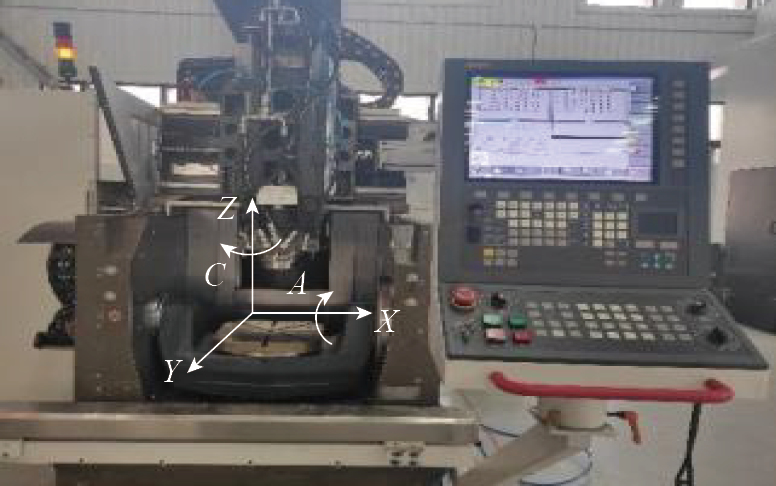
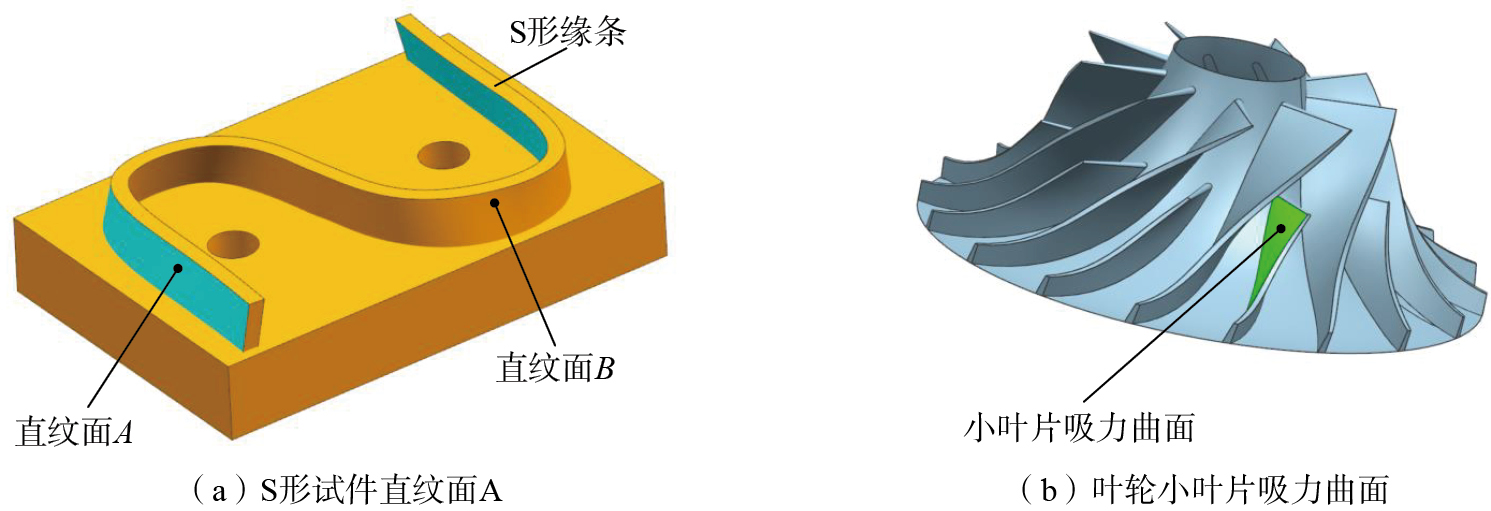
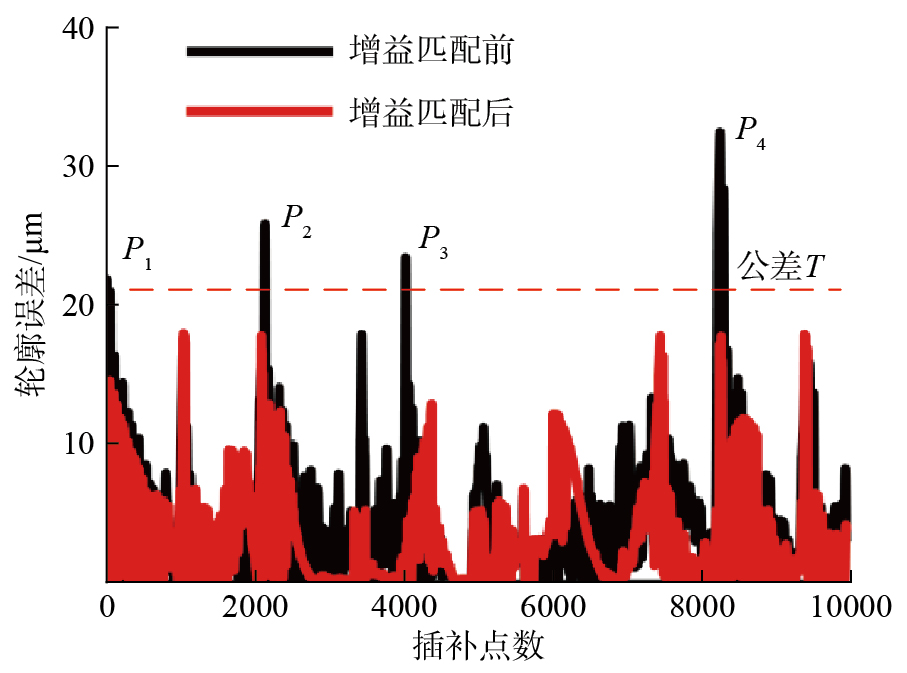
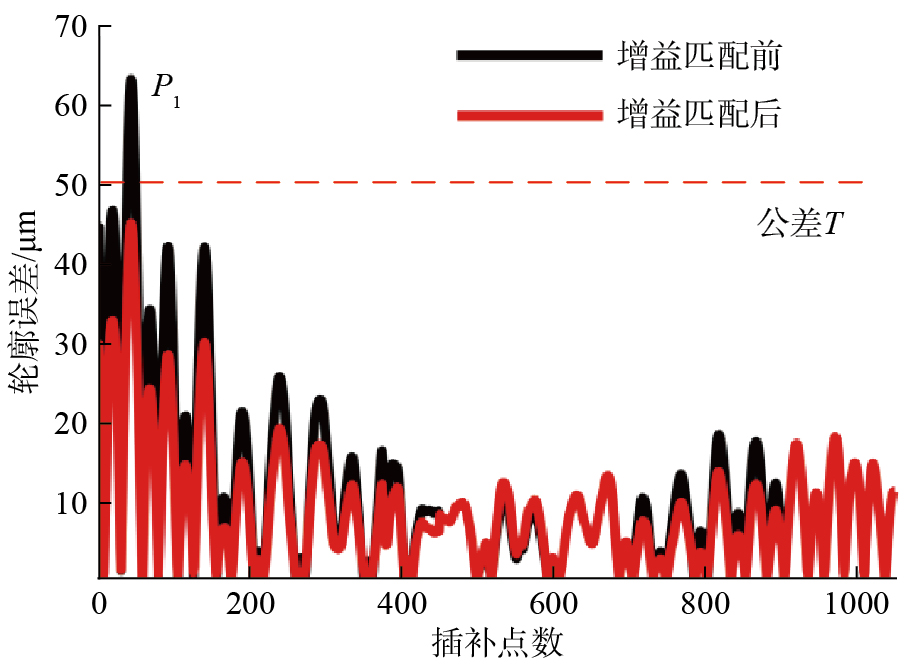
When machining complex curved parts on five-axis machine tools, due to factors such as the large curvature of the machining path and high feed acceleration, the tracking error of each axis cannot be controlled to be sufficiently small, resulting in difficulties in controlling the contouring accuracy. Coordinating the tracking error of each axis by matching servo gains emerges as a potential approach. However, existing gain solution methods are complex and time-consuming, rendering them inapplicable to actual production. In this paper, based on the explicit functional relationship between the contour error and the position loop gain (PLG) of each axis, a dynamic matching model for the PLG is established, and an intelligent control process for the linkage trajectory accuracy is proposed. Through “self-awareness” of the setpoint position and tracking error of each axis, “self-analysis” of the position where the contour error of the linkage trajectory exceeds the limit, and “self-decision” of the optimal contour error and the corresponding PLG, this intelligent control process can configure exclusive gains for different parts to ensure the machining accuracy of complex curved parts. For the KMC400 five-axis vertical machining center, the PLG of each axis is (70, 70, 80, 70, 75). After matching the exclusive gain (70, 68, 80, 59, 70) for the ruled surface A of the S–shaped test piece, the maximum contour error is reduced by 43.75%; after matching the exclusive gain (40, 70, 48, 40, 75) for the suction surface of the small blade of the impeller, the maximum contour error is reduced by 28.57%. The calculation time for the exclusive gains of the ruled surface A of the S–shaped test piece and the suction surface of the small blade of the impeller is 38.4 s and 5.7 s, respectively, meeting engineering application requirements.
Keywords
Five-axis machine tool; Complex curved part; Contour error; Position loop gain; Gain matching;
五轴机床是航空发动机叶轮、航空结构件、船用螺旋桨和燃气轮机叶片等复杂曲面零件高效、高质加工所需的核心装备[ HU Q, CHEN Y P, YANG J X. On-line contour error estimation and control for corner smoothed five-axis tool paths[J]. International Journal of Mechanical Sciences, 2020, 171: 105377. 1]。跟随误差是五轴机床的重要误差源,其大小和协调性直接影响联动轨迹轮廓误差和零件的加工误差。复杂曲面零件加工轨迹曲率变化大、进给加速度高,跟随误差和联动轨迹轮廓误差控制难度大。在实际加工中,往往采用极低的速度和加速度,以牺牲加工效率的方式保证联动轨迹轮廓精度和零件加工精度。数控机床是加工NC代码的被动执行者,在加工前不能预测联动轨迹轮廓误差,也无法对其进行调控。特别是在生产线上,由于无法及时发现零件加工精度是否超差,又缺乏对其进行在线调控的必要手段,若是在加工后期发现加工精度超差,不但会影响零件的加工效率,还可能造成零件直接报废。因此,在加工前对联动轨迹轮廓误差进行预测并进行及时调控,是提升复杂曲面零件加工精度和效率必须突破的技术瓶颈。
联动轨迹轮廓误差源于各轴跟随误差的不协调。匹配各轴伺服增益,协调各轴跟随误差的大小,是控制联动轨迹轮廓误差的方法之一。匹配各轴伺服参数的思想最早由Poo等[ POO A N, BOLLINGER J G, YOUNKIN G W. Dynamic errors in type 1 contouring systems[J]. IEEE Transactions on Industry Applications, 1972, IA-8(4): 477–484. 2]在研究直线轨迹轮廓误差时提出,其研究揭示了直线轨迹轮廓误差源于各轴伺服参数不匹配造成的各轴跟随误差不协调。对于五轴伺服参数匹配,尚未建立全面系统的方法,国内外学者仅仅针对一些特定测试轨迹,对各轴伺服参数的匹配性进行了探索。Smith[ SMITH D A. Wide bandwidth control of high-speed milling machine feed drives[D]. Gainesville: University of Florida, 1999. 3]在辨识五轴机床各轴伺服带宽差异的基础上,为大带宽轴增加延时环节,降低其进给速度,使之与小带宽轴同步。Lei等[ LEI W T, PAUNG I M, YU C C. Total ballbar dynamic tests for five-axis CNC machine tools[J]. International Journal of Machine Tools and Manufacture, 2009, 49(6): 488–499. 4]采用球杆仪测试五轴伺服系统的动态性能,通过调整速度增益,匹配各轴动态性能。Kong等[ KONG X Y, WANG L P, YU G. Simulation and analysis of RTCP error caused by servo mismatch of a five-axis hybrid machine tool[C]//Proceedings of 2022 IEEE International Conference on Robotics and Biomimetics (ROBIO). Piscataway: IEEE, 2022. 5]分析了由于伺服参数不匹配导致的旋转刀具中心点误差。Ding等[ DING Q C, WANG W, LEI F M, et al. Extension of a multi-trigonometric-function-based axis motion plan for RTCP tests aimed at five-axis machine tool dynamic control accuracy[J]. The International Journal of Advanced Manufacturing Technology, 2022, 120(9): 6921–6957. 6]采用旋转刀具中心点(RTCP)测试研究了不同运动规划方法对轴运动的影响。Duong等[ DUONG T Q, RODRIGUEZ-AYERBE P, LAVERNHE S, et al. Contour error pre-compensation for five-axis high speed machining: Offline gain adjustment approach[J]. The International Journal of Advanced Manufacturing Technology, 2019, 100(9): 3113–3125. 7]在前述两轴伺服匹配的基础上,建立了点铣轮廓误差计算模型,用于多轴联动轨迹的离线增益调整。Kong等[ KONG X Y, WANG L P, YU G, et al. Research on servo matching of a five-axis hybrid machine tool[J]. The International Journal of Advanced Manufacturing Technology, 2023, 129(1): 983–997. 8]提出了伺服响应指标,通过轨迹测试和参数辨识完成伺服匹配。Osei等[ OSEI S, WEI W, YU J H, et al. A new effective decoupling method to identify the tracking errors of the motion axes of the five-axis machine tools[J]. Journal of Intelligent Manufacturing, 2024, 35(7): 3377–3392. 9]溯源引起轮廓误差的特定运动轴,通过匹配该轴的伺服参数降低轮廓误差。上述研究中,增益始终是间接求解变量,需要通过动力学模型、正运动学变换及轮廓误差求解等众多过程,才能与轮廓误差建立联系。增益求解的计算量极大,运算耗时极长,严重限制了伺服匹配方法走向工程应用。因此,寻求一种针对具体零件的各轴增益校正方法,并通过建立增益与零件轮廓误差的直接联系,实现各轴增益快速求解,是促进伺服匹配方法走向应用的关键问题。
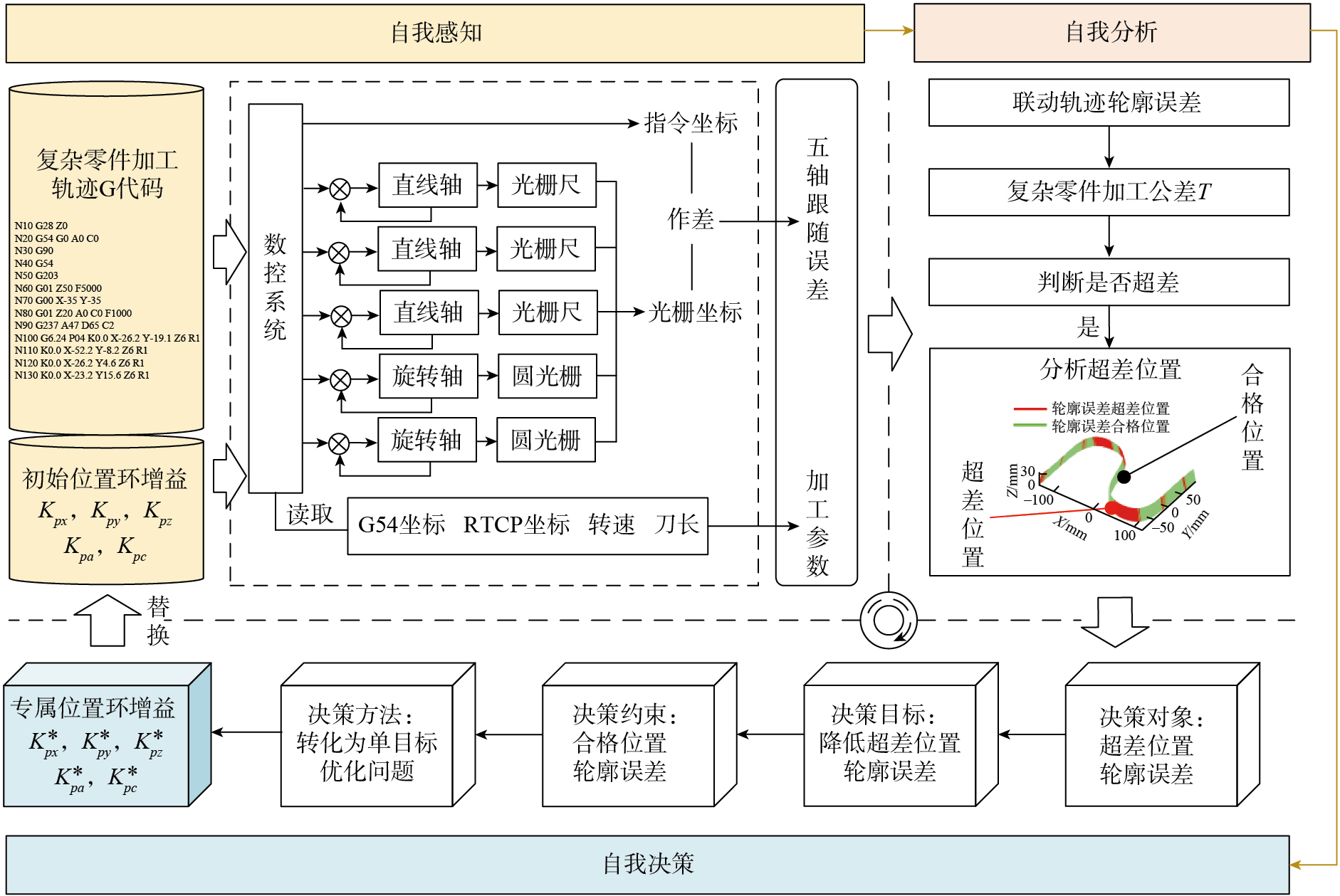
2023年,Lyu等[ LYU D, YE X X, ZHANG H J, et al. Offline fast modification of position loop gains for five-axis machining[J]. The International Journal of Advanced Manufacturing Technology, 2023, 127(7): 3951–3963. 10]建立了五轴机床轮廓误差与各轴位置环增益的显函数关系,克服了传统伺服增益匹配方法因模型复杂而造成的求解效率低的问题,为推动伺服参数匹配方法的工程应用奠定了理论基础。本文基于五轴机床轮廓误差与各轴位置环增益的显函数关系,建立各轴位置环增益动态匹配模型,提出五轴机床联动轨迹精度的智能控制流程,通过“自我感知”各轴指令位置与跟随误差、“自我分析”联动轨迹轮廓误差超差位置、“自我决策”最优轮廓误差及对应位置环增益,为不同零件配置专属增益,以保证复杂曲面零件加工精度。
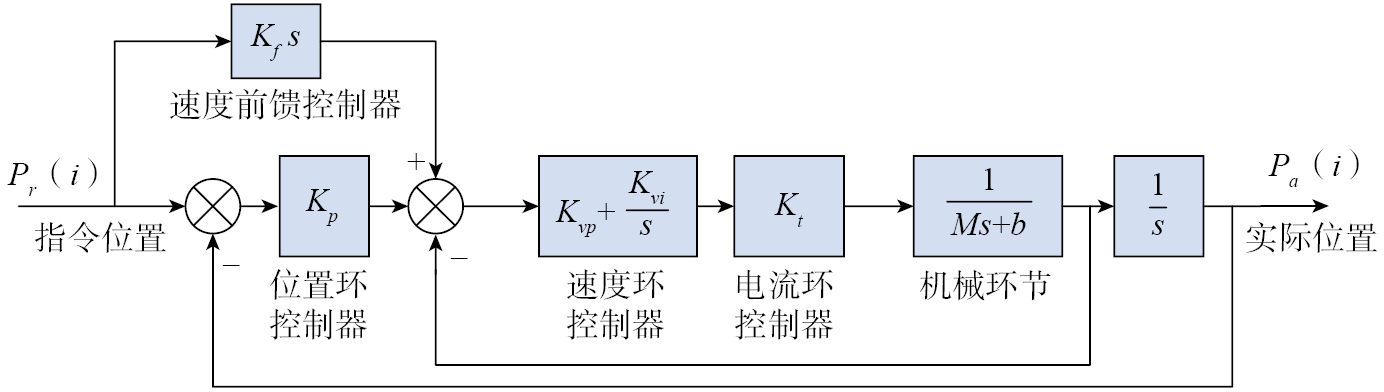
设θr(t)为t时刻输入伺服控制系统的指令信号。将指令信号的响应θo(t)在时域展开[ LYU D, YE X X, ZHANG H J, et al. Offline fast modification of position loop gains for five-axis machining[J]. The International Journal of Advanced Manufacturing Technology, 2023, 127(7): 3951–3963. 10],得到
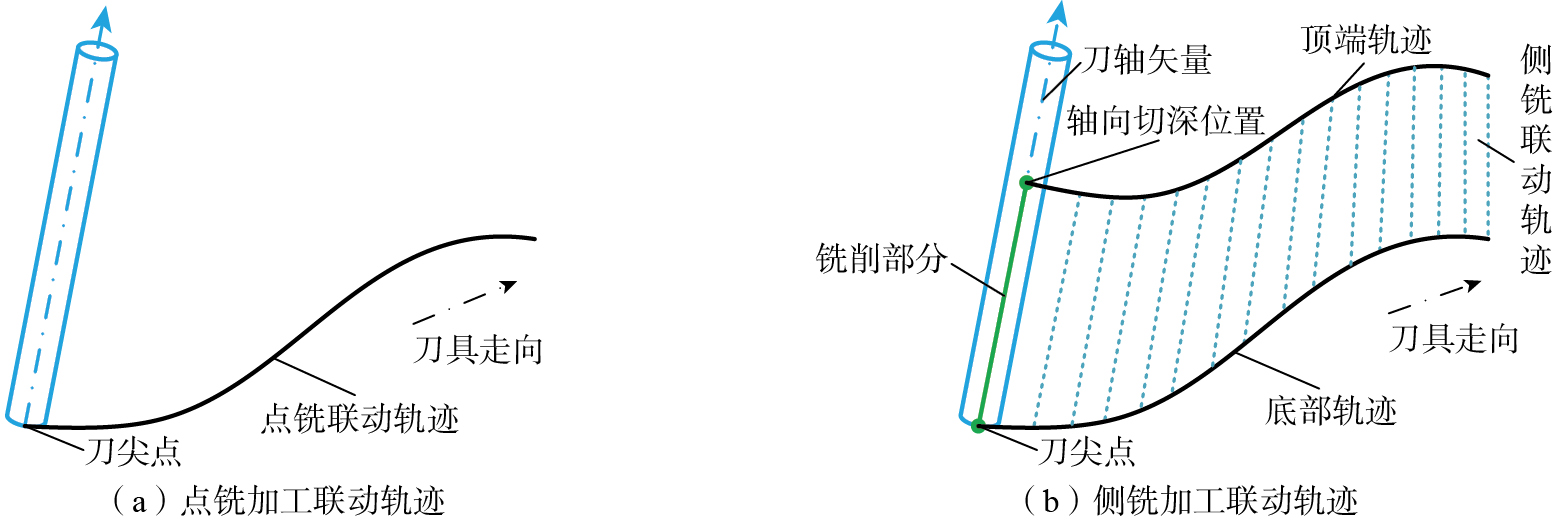
根据铣削加工中刀具与加工表面的几何关系,可建立五轴加工联动轨迹轮廓误差与刀尖位置轮廓误差、刀具方向轮廓误差和跟随误差的表达式[ LYU D, YE X X, ZHANG H J, et al. Offline fast modification of position loop gains for five-axis machining[J]. The International Journal of Advanced Manufacturing Technology, 2023, 127(7): 3951–3963. 10],即
HUQ, CHENY P, YANGJ X. On-line contour error estimation and control for corner smoothed five-axis tool paths[J]. International Journal of Mechanical Sciences, 2020, 171: 105377.
[2]
POOA N, BOLLINGERJ G, YOUNKING W. Dynamic errors in type 1 contouring systems[J]. IEEE Transactions on Industry Applications, 1972, IA-8(4): 477–484.
[3]
SMITHD A. Wide bandwidth control of high-speed milling machine feed drives[D]. Gainesville: University of Florida, 1999.
[4]
LEIW T, PAUNGI M, YUC C. Total ballbar dynamic tests for five-axis CNC machine tools[J]. International Journal of Machine Tools and Manufacture, 2009, 49(6): 488–499.
[5]
KONGX Y, WANGL P, YUG. Simulation and analysis of RTCP error caused by servo mismatch of a five-axis hybrid machine tool[C]//Proceedings of 2022 IEEE International Conference on Robotics and Biomimetics (ROBIO). Piscataway: IEEE, 2022.
[6]
DINGQ C, WANGW, LEIF M, et al. Extension of a multi-trigonometric-function-based axis motion plan for RTCP tests aimed at five-axis machine tool dynamic control accuracy[J]. The International Journal of Advanced Manufacturing Technology, 2022, 120(9): 6921–6957.
[7]
DUONGT Q, RODRIGUEZ-AYERBEP, LAVERNHES, et al. Contour error pre-compensation for five-axis high speed machining: Offline gain adjustment approach[J]. The International Journal of Advanced Manufacturing Technology, 2019, 100(9): 3113–3125.
[8]
KONGX Y, WANGL P, YUG, et al. Research on servo matching of a five-axis hybrid machine tool[J]. The International Journal of Advanced Manufacturing Technology, 2023, 129(1): 983–997.
[9]
OSEIS, WEIW, YUJ H, et al. A new effective decoupling method to identify the tracking errors of the motion axes of the five-axis machine tools[J]. Journal of Intelligent Manufacturing, 2024, 35(7): 3377–3392.
[10]
LYUD, YEX X, ZHANGH J, et al. Offline fast modification of position loop gains for five-axis machining[J]. The International Journal of Advanced Manufacturing Technology, 2023, 127(7): 3951–3963.