图5 冷喷涂固态增材制造过程主要工艺参数示意图[ YIN S, CAVALIERE P, ALDWELL B, et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing, 2018, 21: 628–650. 18]
图6 冷喷涂能够制备的材料种类及气体温度对沉积效率的影响[ LI W Y, CAO C C, WANG G Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445. 19]
图7 粒子速度与涂层结合强度的关系[ HUANG R Z, MA W H, FUKANUMA H. Development of ultra-strong adhesive strength coatings using cold spray[J]. Surface and Coatings Technology, 2014, 258: 832–841. 44]
图8 不同气体条件下冷喷涂高强韧纯Cu沉积体性能与断口形貌[ LI W Y, YANG J W, ZHANG Z M, et al. High ductility induced by twin-assisted grain rotation and merging in solid-state cold spray additive manufactured Cu[J]. Journal of Materials Science & Technology, 2025, 214: 11–15. 48]
图9 采用氮气与氦气冷喷涂制备高强高塑Cu沉积体微观组织分析[ CHEN C Y, XIE Y C, YIN S, et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing[J]. Journal of Materials Science & Technology, 2023, 134: 234–243. 47]
图10 冷喷涂纯铝抗堵嘴试验[ 何三润, 黄春杰, 万文鹏, 等. 冷喷涂纯铝抗堵嘴实验研究: 从涂层到增材制造[J/OL]. 材料工程, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004.HE Sanrun, HUANG Chunjie, WAN Wenpeng, et al. Experimental study of anti-clogging nozzle in cold spray pure aluminum: From coating deposition to additive manufacturing[J/OL]. Journal of Materials Engineering, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004. 53]
图12 冷喷涂修复发动机铝合金零件过程[ VILLAFUERTE J, WRIGHT D. Practical cold spray success: Repair of Al and Mg alloy aircraft components[J]. Advanced Materials and Processes, 2010, 168(5): 53–55. 56]
图13 冷喷涂修复飞机铝合金面板固定孔的过程[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
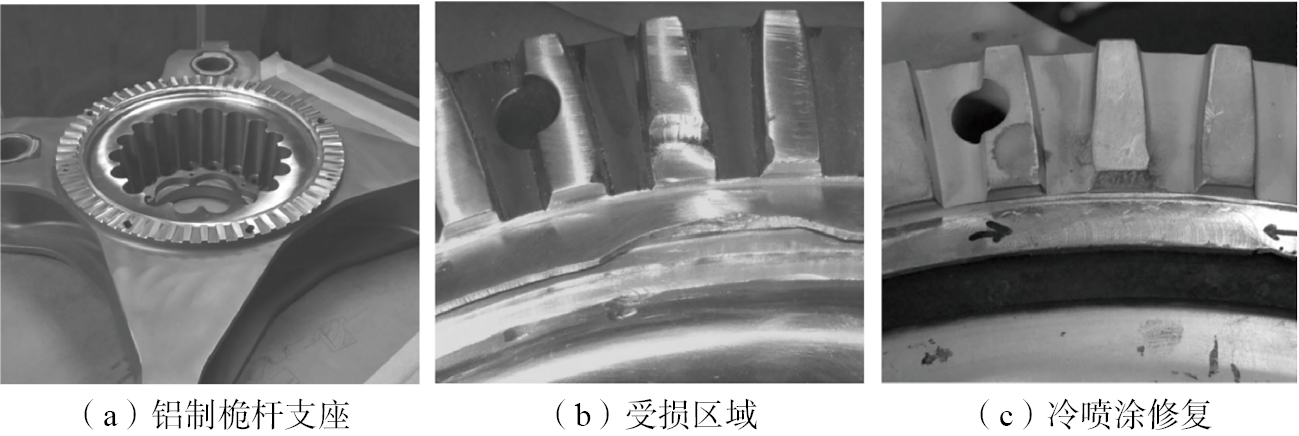
图14 冷喷涂修复直升机铝合金桅杆支架的过程[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
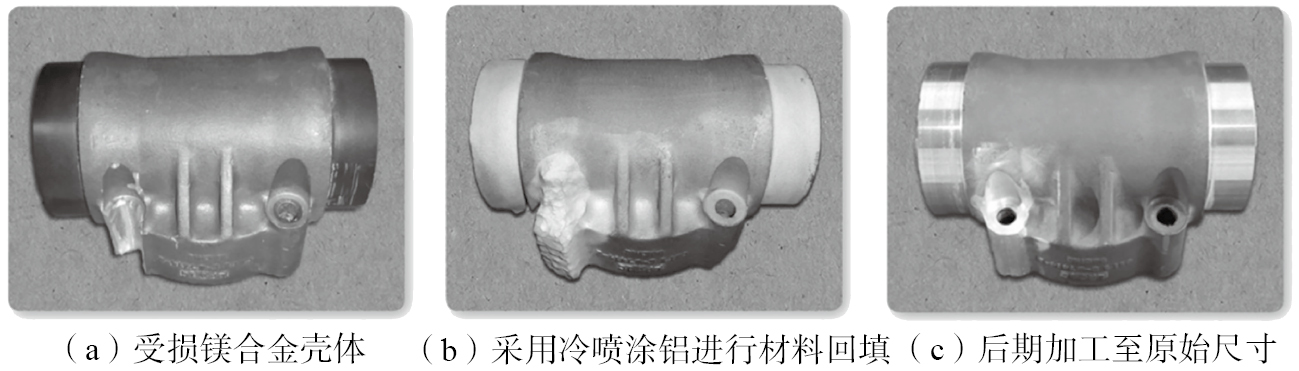
图15 冷喷涂修复损坏的KC–135镁合金飞机襟翼传动箱壳体安装孔的过程[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
图16 日本等离子技研公司冷喷涂Ag靶材及发动机Cu喷管模型[ Plasma Giken Co. Ltd. World’s leading cold spray and thermal spraying systems[EB/OL]. [2025–02–07]. https://www.plasma.co.jp/en/. 55]
图17 冷喷涂制造的具有复杂结构的不锈钢零件[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. LYNCH M E, GU W J, EL-WARDANY T, et al. Design and topology/shape structural optimisation for additively manufactured cold sprayed components[J]. Virtual and Physical Prototyping, 2013, 8(3): 213–231. 57-58]
图18 冷喷涂制造的外壳部件[ YIN S, FAN N S, HUANG C J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64. 46]
图19 冷喷涂制造的手形模拟件[ LI W B, YAO Y J, WU H J, et al. Spray trajectory planning for complex structural components in robotized cold spray additive manufacturing[J]. Journal of Thermal Spray Technology, 2024, 33(1): 71–87. 59]
表1 冷喷涂与传统激光增材制造主要对比[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]
表2 7种材料冷喷涂沉积体自身强度[ Impact-Innovations. Materials for cold spraying[EB/OL]. [2025–02–07]. https://impact-innovations.com/en/materials. 45]
Solid-State Cold Spray Additive Manufacturing: Evolution, Current Status, and Opportunities & Challenges
LI Wenya1,2,3
HUANG Chunjie1,2,3
XU Yaxin1,2,3
1.State Key Laboratory of Solidification Processing,School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an710072, China
2.Shaanxi Key Laboratory of Friction Welding Technologies, Xi’an710072, China
3.Shaanxi Cold Spray Additive Manufacturing Technology Co., Ltd, Xi’an710086, China
Citations
LI Wenya, HUANG Chunjie, XU Yaxin. Solid-state cold spray additive manufacturing: Evolution, current status, and opportunities & challenges[J]. Aeronautical Manufacturing Technology, 2025, 68(15): 22–34.
Abstract
Additive manufacturing, a quintessential disruptive manufacturing technology, empowers the production of intricate structures that are arduous to fabricate via traditional manufacturing approaches. It achieves this through “bottom-up” material accumulation. Cold spraying additive manufacturing technology, characterized by the high-speed collision deposition of solid-state metal powder, showcases remarkable technical advantages and application potential. This paper comprehensively deliberates on the concept, evolution, technological merits, and challenges of cold spraying additive manufacturing. Special emphasis is placed on its typical applications in the repair and remanufacturing of damaged components. The research reveals that cold spraying additive manufacturing technology presents benefits such as high deposition efficiency, strong bonding strength, and excellent coating density. Notably, it shows in the preparation of high-strength and high-plasticity deposition bodies, as well as the repair of complex components. Nevertheless, the technology still grapples with several challenges. These include inadequate deposition plasticity and toughness, a propensity for thin-walled components to deform and crack, and the relatively short lifespan of the nozzle. This paper synthesizes the research advancements of cold spraying additive manufacturing technology, pinpoints future development trends, and offers theoretical references and practical guidelines for the extensive application of this technology in aerospace, automotive manufacturing, and other sectors.
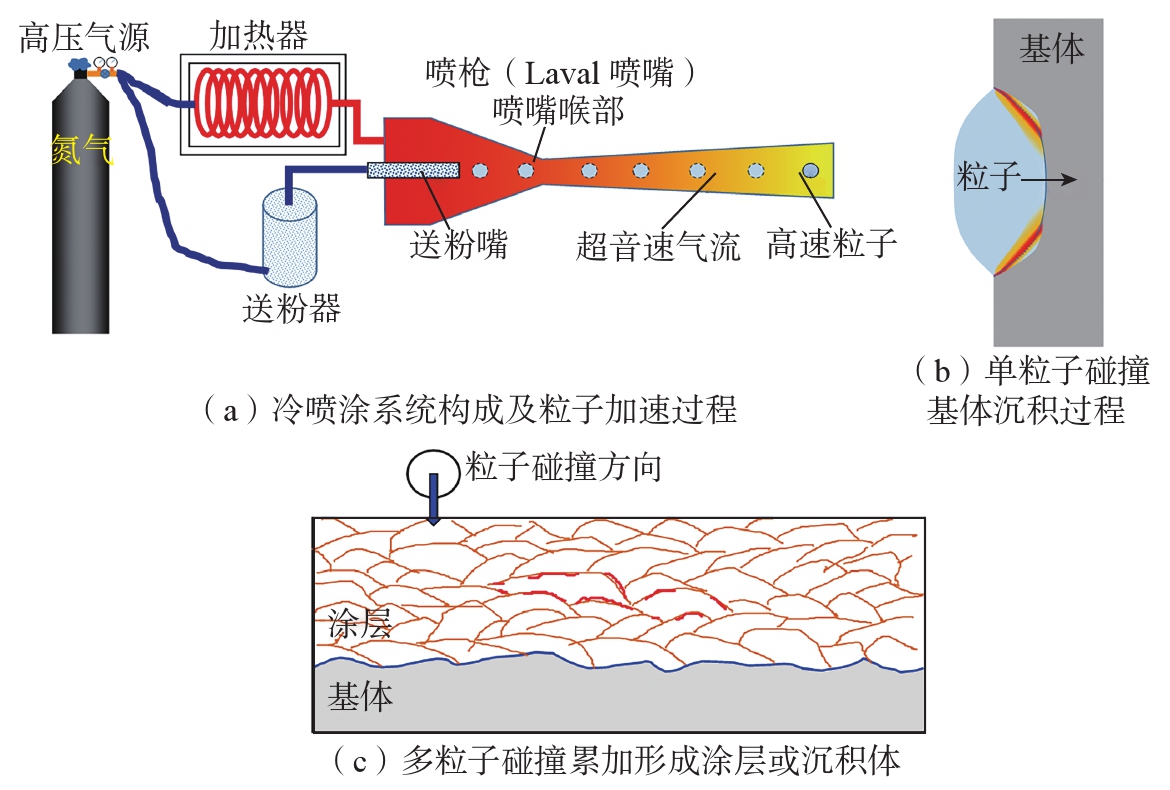
冷喷涂技术是一种基于气–固两相流体动力学与高速碰撞动力学的金属粉末颗粒累加成形方法,其原理如图1所示[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。整个冷喷涂过程分为两个阶段:粉末粒子在喷嘴内的加速加热过程(图1(a))及粒子碰撞变形沉积过程(图1(b))。其工作流程,首先将一路高压气体(一般称为工作气体,也称加速气体或主气)通过一个加热器进行预热;然后,将气体送入一个专门设计的喷枪,该喷枪的核心部件为一个特殊设计的收缩–扩张型拉瓦尔(Laval)喷嘴,气体到达喷嘴喉部时被加速至音速,通过喷嘴喉部后产生超音速气体流动,喷出后产生一定的冲击波而减速,直到接触基体表面而向侧面流动。同时,另一路高压气体(称为送粉气体)经过送粉器,将待喷涂粉末带出,通过送粉嘴被送入到拉瓦尔喷嘴上游一定位置,经过高速气流的加速获得高的飞行速度,经由热交换又获得一定温度;然后,喷出喷嘴出口后继续加速,直至撞击到基体上。粒子碰撞到基体上,将发生大的变形,在超过一定的临界速度条件下,产生结合而沉积(图1(b))。后续粒子不停碰撞基体或已沉积粒子的表面,累加形成具有一定厚度的涂层或沉积体(图1(c))。
图1 冷喷涂技术原理示意图[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]
Fig.1 Schematic diagram of the cold spray principle[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]
虽然出现较晚,但冷喷涂技术具备低温固态沉积特性,与基于熔化的粉末成形技术(如传统热喷涂技术)相比,具有以下突出的优点[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. PAPYRIN A. Cold spray technology[J]. Advanced Materials & Processes, 2001, 159(9): 49-51. 6-7]:涂层组织致密;对基体或粉末基本无热影响;金属粉末无氧化;残余应力小且为压应力,有利于制备厚涂层;结合强度高;沉积效率高;粉末可回收利用;对基体的喷丸效应可以改善基体应力分布,提高基体疲劳性能。与激光增材制造技术相比,在组织致密性、材料适用性、沉积效率及应力控制等方面也具有明显优势,如表1所示[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。
表1 冷喷涂与传统激光增材制造主要对比[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]
Table 1 Comparison between cold spraying and traditional laser additive manufacturing[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]
冷喷涂技术最初用于制备Cu、Al、Fe等纯金属涂层[ 李文亚, 李长久. 冷喷涂特性[J]. 中国表面工程, 2002, 15(1): 12–16, 2.LI Wenya, LI Changjiu. Characteristics of cold spray process[J]. China Surface Engineerign, 2002, 15(1): 12–16, 2. 李长久. 中国冷喷涂研究进展[J]. 中国表面工程, 2009, 22(4): 5–14.LI Changjiu. The state-of-art of research and development on cold spraying in China[J]. China Surface Engineering, 2009, 22(4): 5–14. 8-9],之后迅速扩展至沉积大部分金属及其合金[ 黄春杰, 李文亚, 余敏, 等. 冷喷涂制备颗粒增强钛基复合材料涂层研究[J]. 材料工程, 2013, 41(4): 1–5, 11.HUANG Chunjie, LI Wenya, YU Min, et al. Investigation on particles reinforced titanium matrix composite coating fabricated by cold spraying[J]. Journal of Materials Engineering, 2013, 41(4): 1–5, 11. ASSADI H, KREYE H, GÄRTNER F, et al. Cold spraying—A materials perspective[J]. Acta Materialia, 2016, 116: 382–407. 10-11](包括Al、Cu、Mg、Sn、Zn、Ag、Ti、Ni、Fe、Ta、Nb、铝合金、镁合金、铜合金、不锈钢、TC4、IN718及IN625等),以及金属–金属(Al–Zn、W–Cu、Al–Cu、Al–Fe、Al–Ti、Al–Ni等)[ LI W Y, CAO C C, YIN S. Solid-state cold spraying of Ti and its alloys: A literature review[J]. Progress in Materials Science, 2020, 110: 100633. XIE X L, YIN S, RAOELISON R N, et al. Al matrix composites fabricated by solid-state cold spray deposition: A critical review[J]. Journal of Materials Science & Technology, 2021, 86: 20–55. 12-13]、金属–陶瓷(Al/Ni/Cu–Al2O3、Al–SiC、Al–TiN等)、金属–金属间化合物(Al–Mg17Al12、Al–FeSiBNbCu等)、硬质合金(WC–Co、Cr3C2–NiCr等)的复合涂层。此外,还用于一些新型材料,如非晶(铁基、锆基等)、高熵合金(FeCoNiCrMn等)[ GUO D, KAZASIDIS M, HAWKINS A, et al. Cold spray: Over 30 years of development toward a hot future[J]. Journal of Thermal Spray Technology, 2022, 31(4): 866–907. LI W Y, ASSADI H, GAERTNER F, et al. A review of advanced composite and nanostructured coatings by solid-state cold spraying process[J]. Critical Reviews in Solid State and Materials Sciences, 2019, 44(2): 109–156. 14-15]。
从功能应用角度上讲,冷喷涂技术已从各种保护性与功能性涂层制备[ 黄春杰, 张正茂, 雒晓涛, 等. 基于替代电镀硬铬的WC增强金属复合涂层疲劳性能的研究现状[J]. 精密成形工程, 2024, 16(7): 205–214.HUANG Chunjie, ZHANG Zhengmao, LUO Xiaotao, et al. Research status of fatigue properties of WC reinforced metal composite coatings based on alternative electroplated hard chrome[J]. Journal of Netshape Forming Engineering, 2024, 16(7): 205–214. 16],扩展到破损零部件修复[ LI W Y, YANG K, YIN S, et al. Solid-state additive manufacturing and repairing by cold spraying: A review[J]. Journal of Materials Science & Technology, 2018, 34(3): 440–457. YIN S, CAVALIERE P, ALDWELL B, et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing, 2018, 21: 628–650. 17-18]、简单形状零件增材制造[ LI W Y, CAO C C, WANG G Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445. 崔烺, 刘光, 冯胜强, 等. 冷喷涂增材制造技术研究现状及应用与挑战[J]. 稀有金属材料与工程, 2023, 52(1): 351–373.CUI Lang, LIU Guang, FENG Shengqiang, et al. Research status, application and challenges of cold spray additive manufacturing technology[J]. Rare Metal Materials and Engineering, 2023, 52(1): 351–373. 19-20]、特异材料连接、焊缝应力改善、复合制造等领域[ 吴洪键, 李文波, 邓春明, 等. 冷喷涂增材制造关键技术[J]. 中国表面工程, 2020, 33(4): 1–15.WU Hongjian, LI Wenbo, DENG Chunming, et al. Key techniques of cold spray additive manufacturing[J]. China Surface Engineering, 2020, 33(4): 1–15. 李文亚, 邢词皓. 冷喷涂固态增材制造沉积体形貌控制数值模拟的研究进展与展望[J]. 焊接学报, 2023, 44(10): 1–11, 133.LI Wenya, XING Cihao. Research progress and prospect of numerical simulation of deposit morphology control in solid-state cold spray additive manufacturing[J]. Transactions of the China Welding Institution, 2023, 44(10): 1–11, 133. 21-22]。随着技术应用的拓展及深入,近年来冷喷涂固态增材制造技术(或者称为冷喷涂增材制造技术)已成为热点名词。
2 冷喷涂固态增材制造技术发展历程
2.1 冷喷涂技术的发展简史
根据Papyrin等[ PAPYRIN A. Cold spray technology[J]. Advanced Materials & Processes, 2001, 159(9): 49-51. 7, PAPYRIN A, KOSAREV V, KLINKOV S, et al. Cold Spray Technology[M]. Amsterdam: Elsevier, 2007. 23]的早期文献,公认冷喷涂技术是20世纪80年代中期由苏联科学院西伯利亚理论与应用力学研究所(Institute of Theoretical and Applied Mechanics of the Russian Academy of Science in Novosibirsk)发明的。在研究空间微尘对飞行器的碰撞作用过程中,以用示踪粒子进行超音速风洞试验时发现粒子沉积现象,研究者发现当示踪粒子的速度超过临界速度(Critical velocity)时,示踪粒子对靶材表面的作用从冲蚀(Erosion)转变为加速沉积(Deposition)。基于这一现象,冷喷涂概念产生,最初被称为冷气动力喷涂(Cold gas dynamic spray,CGDS)。苏联学者于1986年申请了专利,于1991年公开,Alkhimov[ ALKHIMOV A P, KOSAREV V F, NESTEROVICH N I, et al. Method of producing coatings: SU1618778A1[P]. 1991–07–01. 24]为第一发明人。但也有文献指出,冷喷涂概念的提出与1990年Alkhimov等[ ALKHIMOV A P, KOSAREV V F, PAPYRIN A N. A method of “cold” gas-dynamic deposition[J]. Soviet Physics Doklady, 1990, 35: 1047. 25]发表的冷喷涂论文(俄语)首次被译成英文出版有关。
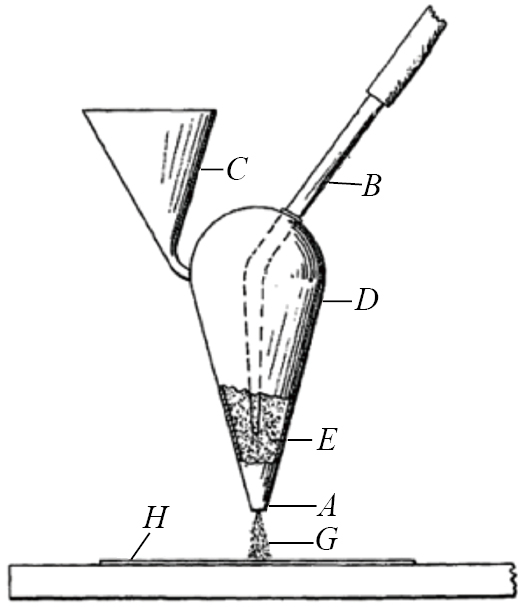
但是,Karthikeyan[ KARTHIKEYAN J. Evolution of cold spray technology[J]. Advanced Materials & Process, 2006, 164(5): 66–67. 26]在2006年的一篇冷喷涂技术评述中提到,1902年美国Thurston[ THURSTON S H. Method of impacting one metal upon another: US0706701[P]. 1902–08–12. 27]提出了一个发明专利——用一种金属碰撞另一种金属的方法,原理如图2所示,其中D为混合室,气管B与粉料斗C在此混合,从A喷出,形成气固两相流G,最后制备涂层H;该专利中,并没有用到目前常用的收缩–扩张型Laval喷嘴,所以室温下气流最高速度约为音速(340 m/s),因此其沉积效率较低。同年,Thurston[ THURSTON S H. Process of coating one metal with another metal: US0706702[P]. 1902–08–12. 28]提出另外一个专利,使用预热金属制备涂层,但该方法对沉积效率的提升效果有限。而热喷涂专利最早是1915年瑞士的Schoop[ SCHOOP M U. Apparatus for spraying molten metals and other fusible substances: US1133507[P]. 1915–03–30. 29]提出的,原理的提出晚于冷喷涂。因此,Karthikeyan[ KARTHIKEYAN J. Evolution of cold spray technology[J]. Advanced Materials & Process, 2006, 164(5): 66–67. 26]在文献中将1900~1990年划为冷喷涂技术的孕育期,1990~2000年划为冷喷涂技术的初期发展阶段,2000年以后为快速发展阶段。
图2 美国Thurston[ THURSTON S H. Method of impacting one metal upon another: US0706701[P]. 1902–08–12. 27]发明的金属碰撞金属专利原理图
Fig.2 Schematic diagram of the metal collision upon another metal invented by Thurston[ THURSTON S H. Method of impacting one metal upon another: US0706701[P]. 1902–08–12. 27] in the United States
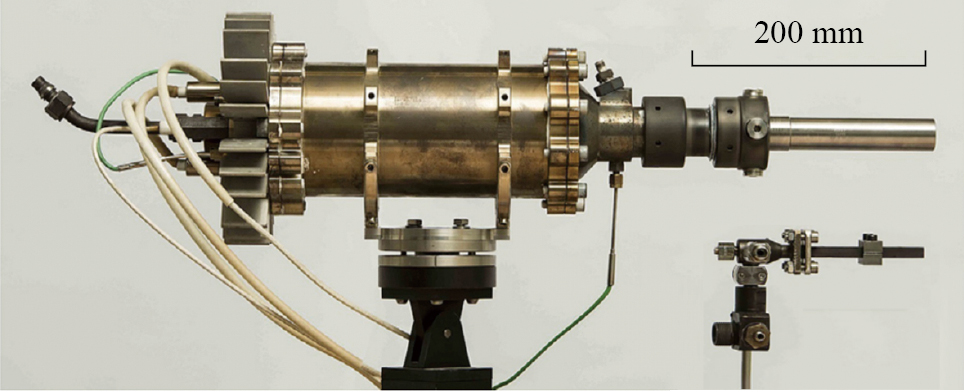
冷喷涂技术的国际推广得益于多方合作与多位学者的贡献。该技术早期发展依托于CRADA(Collaborative Research and Development Agreement)框架,由美国国家制造科学中心(National Center for Manufacturing Sciences,NCMS)牵头,并获得了福特汽车、通用汽车、通用电气航空发动机部门、普惠联合技术部门、ASB公司及美国陆军研究室等机构的支持[ Editorial department of JOM. News & update: Consortium experiments with cold-spray manufacturing[J]. JOM, 2001, 53(10): 4–5. KARTHIKEYAN J. Cold spray technology: International status and USA efforts[EB/OL]. [2025–02–03]. https://www.asbindustries.com/documents/int_status_report.pdf. 30-31]。美苏学者在设备与工艺开发上进行了开创性合作,并于1994年获得美国专利[ ALKHIMOV A P, PAPYRIN A N, KOSAREV V F, et al. Gas-dynamic spray method for applying a coating: US5302414A[P]. 1994–04–12. 32]。德国赫尔穆特–施密特大学/汉堡联邦国防军大学(Helmut Schmidt University,HSU)的Kreye教授[ KREYE H, STOLTENHOFF T. Cold spraying—A study of process and coating characteristics[C]//Proceedings of International Thermal Spray Conference 2000. Materials Park: ASM International, 2000. STOLTENHOFF T, KREYE H, RICHTER H J. An analysis of the cold spray process and its coatings[J]. Journal of Thermal Spray Technology, 2002, 11(4): 542–550. SCHMIDT T, GAERTNER F, KREYE H. New developments in cold spray based on higher gas and particle temperatures[J]. Journal of Thermal Spray Technology, 2006, 15(4): 488–494. 33-35]与林德气体公司(Linde Gas)合作,成功研发并销售了Kinetics系列冷喷涂设备,极大地推动了该技术在欧洲的应用(图3[ ASSADI H, KREYE H, GÄRTNER F, et al. Cold spraying—A materials perspective[J]. Acta Materialia, 2016, 116: 382–407. 11])。在美洲,加拿大CenterLine(Windsor)Limited公司冷喷涂事业部(Supersonic Spray Technologies,SST)的战略科学家Villafuerte[ VILLAFUERTE J. Recent trends in cold spray technology: Looking at the future[J]. Surface Engineering, 2010, 26(6): 393–394. 36]发挥了关键作用,其工作显著促进了便携式低压冷喷涂设备及工艺的推广,甚至推动了冷喷涂技术在修复领域的国际化应用。
Fig.3 Cold spray guns previously used by HUS (left is a commercialised cold spray gun/nozzle, designed at HSU, and right is an original gun/nozzle developed byAnatolii Papyrin of the United States)[ ASSADI H, KREYE H, GÄRTNER F, et al. Cold spraying—A materials perspective[J]. Acta Materialia, 2016, 116: 382–407. 11]
在国内,西安交通大学李长久教授[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6, 李长久. 中国冷喷涂研究进展[J]. 中国表面工程, 2009, 22(4): 5–14.LI Changjiu. The state-of-art of research and development on cold spraying in China[J]. China Surface Engineering, 2009, 22(4): 5–14. 9]是冷喷涂技术发展的重要推动者。2000年底,在其领导下,团队自主研发成功国内首套冷喷涂设备。该设备的研发由当时硕士生李文亚(后为西北工业大学教授)具体负责,不仅填补了国内技术空白,也标志着我国在该领域自主创新的重要突破。李长久教授课题组持续深化国际合作:2002年与日本等离子技研(Plasma Giken Co.,Ltd.)合作开发高压冷喷涂技术,2005年起与法国贝尔福蒙贝利亚技术大学开展联合研发,有力推动了高性能设备及工艺的进步。此外,于2017年发起并组织了全国冷喷涂技术研讨会(每两年一届),截至2023年已成功举办四届,持续引领着该技术在国内的进步与应用。2024年12月,李文亚教授团队落地科技成果转化公司——陕西斯赛姆科技有限公司,专注冷喷涂固态增材制造装备及工艺研发。
2.2 冷喷涂固态增材制造技术的概念与内涵发展
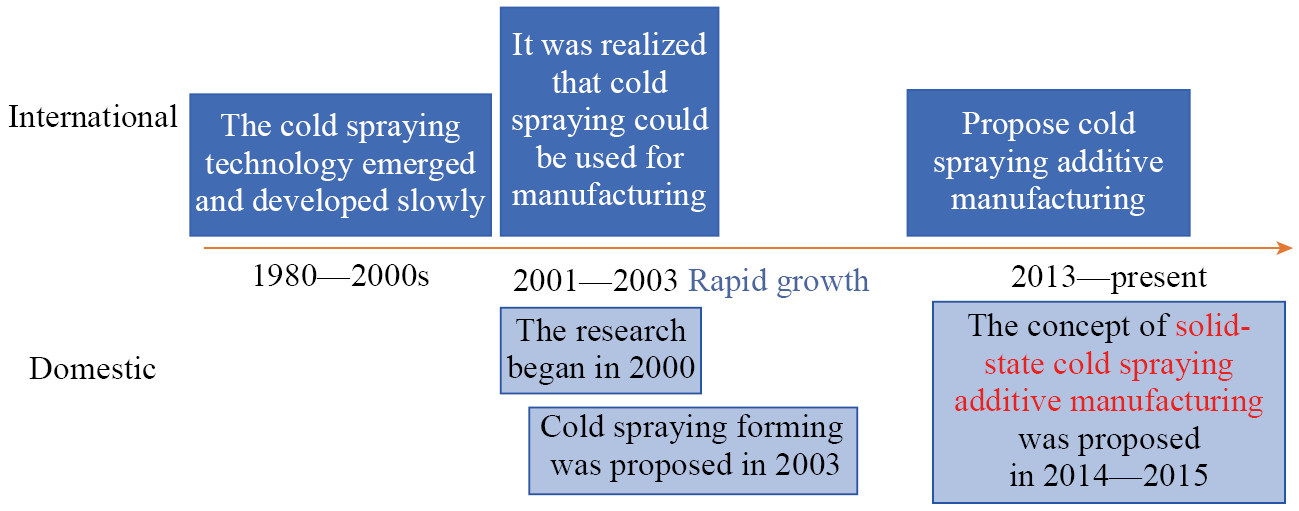
冷喷涂固态增材制造技术是在现有高能束增材制造技术的基础上,提出的一种新型固态增材制造方法,突破了冷喷涂技术的传统认知,目前在国内外已被作为一种颠覆性新技术进行研发。图4展示了国内外冷喷涂固态增材制造技术的发展阶段,2001~2003年,国际上的研究者意识到冷喷涂可用于制造与修复[ KARTHIKEYAN J. Cold spray technology: International status and USA efforts[EB/OL]. [2025–02–03]. https://www.asbindustries.com/documents/int_status_report.pdf. 31, VILLAFUERTE J. Recent trends in cold spray technology: Looking at the future[J]. Surface Engineering, 2010, 26(6): 393–394. MORGAN R H, SUTCLIFFE C J, PATTISON J, et al. Cold gas dynamic manufacturing—A new approach to near-net shape metal component fabrication[J]. MRS Online Proceedings Library, 2003, 758(1): 26. JACKSON M J, ROBINSON G M, WHITFIELD M D, et al. Micro and nanomanufacturing technologies—The case for using thermal and cold spray techniques[C]//Proceedings of International Thermal Spray Conference & Expo 2006, Materials Park: ASM International, 2006. 36-38],发展出Cold spraying manufacturing/Cold spraying for manufacturing or repair。2013年起,随着金属增材制造技术的大力发展,学界认为冷喷涂可用于增材制造[ SOVA A, GRIGORIEV S, OKUNKOVA A, et al. Potential of cold gas dynamic spray as additive manufacturing technology[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(9): 2269–2278. VILLAFUERTE J. Considering cold spray for additive manufacturing[J]. AM & P Technical Articles, 2014, 172(5): 50–52. 39-40],“Cold spray additive manufacturing”一词被提出,美国通用电气公司(General Electric Company)在2013年底发布一则新闻提到正在研发新的3D打印方法“Cold spray”[ KRAWCZYK K. In the future, you might fix metal objects by spraying metal on them at speeds of Mach 4[EB/OL]. (2013–11–08) [2025–02–03]. https://www.digitaltrends.com/cool-tech/ge-cold-spray-metal/. 41],自此国际上开始关注冷喷涂固态增材制造技术。在国内,西安交通大学李长久、西北工业大学李文亚自2003年开始认识到冷喷涂可用于成形,即冷喷涂成形(Cold spray forming)[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6];2013年后,国内学者开始思考冷喷涂用于增材制造,比如中国工程院关桥院士[ 关桥. 焊接/连接与增材制造(3D打印)[J]. 焊接, 2014(5): 1–8, 73.GUAN Qiao. Welding/joining technologies and additive manufacturing (3D pinting)[J]. Welding & Joining, 2014(5): 1–8, 73. 42]在一篇关于广义增材制造的论文中提及冷喷涂可用于增材制造;西北工业大学李文亚则首次发文提出冷喷涂固态增材制造[ 李文亚, 张冬冬, 黄春杰, 等. 冷喷涂技术在增材制造和修复再制造领域的应用研究现状[J]. 焊接, 2016(4): 2–8, 73.LI Wenya, ZHANG Dongdong, HUANG Chunjie, et al. State of the art of cold spraying additive manufacturing and remanufacturing[J]. Welding & Joining, 2016(4): 2–8, 73. 43]与冷喷涂复合制造[ LI W Y, CAO C C, WANG G Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445. 19]的概念。
图4 国内外冷喷涂固态增材制造技术概念的发展阶段示意图
Fig.4 Schematic diagram of the development stages of SSCSAM technology conceptsat home and abroad
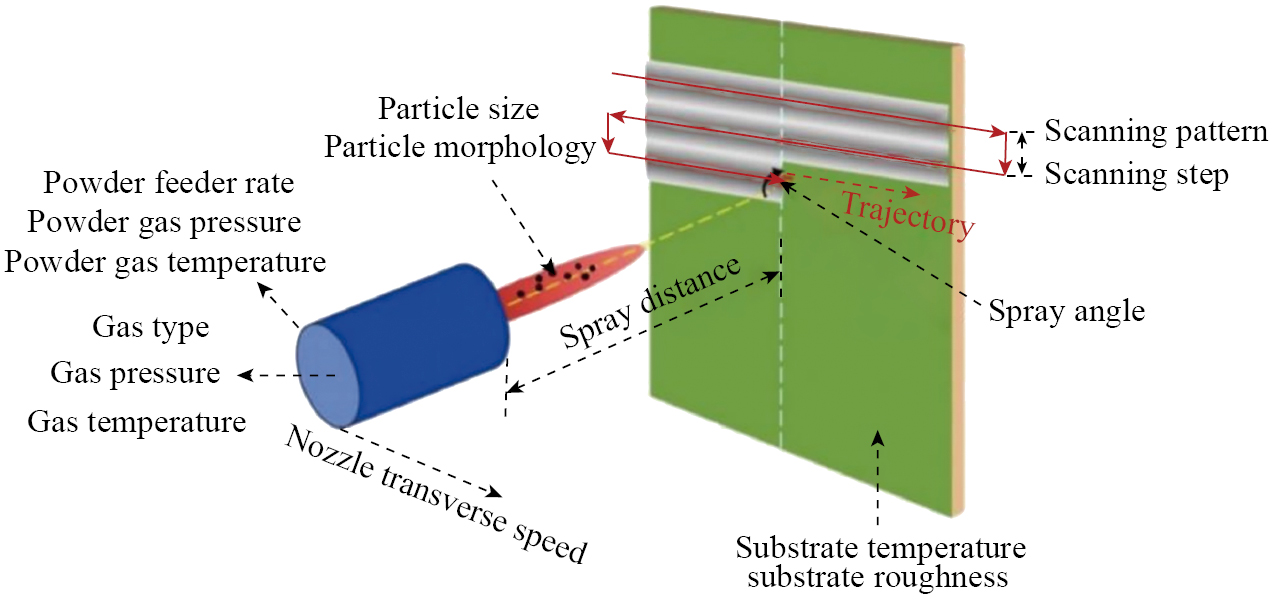
冷喷涂粒子的沉积行为强烈依赖于粒子的碰撞条件(速度与温度)。当粒子速度大于临界速度后,粒子速度越大越容易沉积,结合质量越好,但不能过高;同样,粒子碰撞前温度越高(前提是低于材料熔点),越有利于粒子变形沉积,也会产生较好的结合质量[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6, 黄春杰, 李文亚, 余敏, 等. 冷喷涂制备颗粒增强钛基复合材料涂层研究[J]. 材料工程, 2013, 41(4): 1–5, 11.HUANG Chunjie, LI Wenya, YU Min, et al. Investigation on particles reinforced titanium matrix composite coating fabricated by cold spraying[J]. Journal of Materials Engineering, 2013, 41(4): 1–5, 11. 10]。因此,当喷涂材料确定以后,影响粒子沉积效率的关键因素包含送粉参数、喷涂气体参数、喷嘴参数及基体相对位置与移动速度[ XIE X L, YIN S, RAOELISON R N, et al. Al matrix composites fabricated by solid-state cold spray deposition: A critical review[J]. Journal of Materials Science & Technology, 2021, 86: 20–55. 13, YIN S, CAVALIERE P, ALDWELL B, et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing, 2018, 21: 628–650. 18],如图5所示。
图5 冷喷涂固态增材制造过程主要工艺参数示意图[ YIN S, CAVALIERE P, ALDWELL B, et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing, 2018, 21: 628–650. 18]
Fig.5 Schematic diagram of the main process parameters used in SSCSAM process[ YIN S, CAVALIERE P, ALDWELL B, et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing, 2018, 21: 628–650. 18]
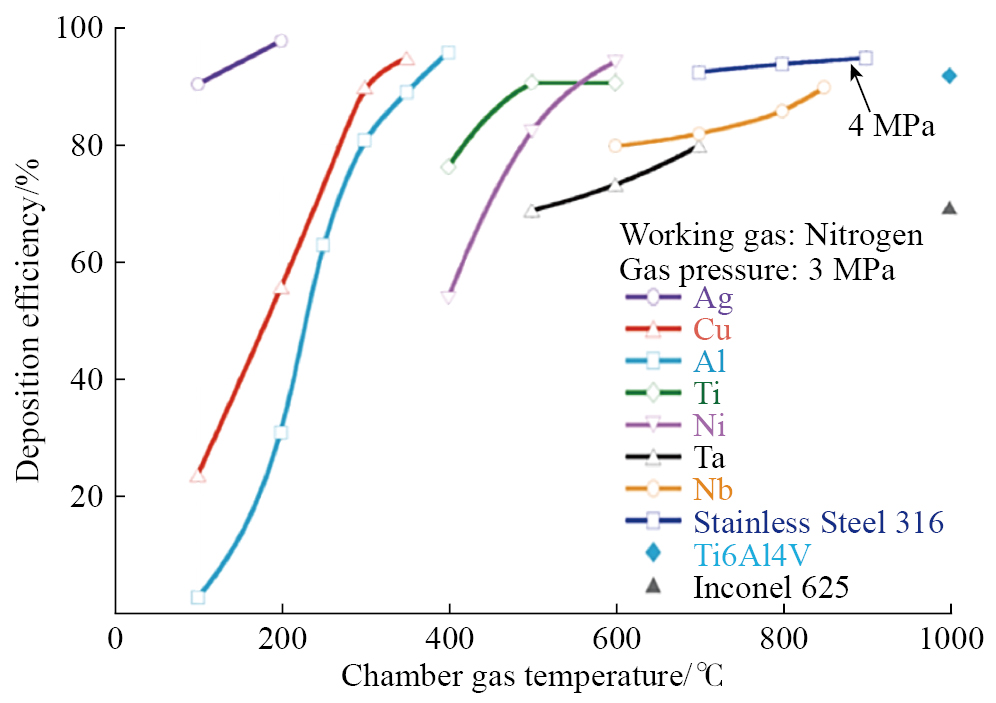
图6[ LI W Y, CAO C C, WANG G Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445. 19]为试验获得的不同材料在不同氮气预热温度下的沉积效率,可见通过调整喷涂工艺参数(如增加气体温度),大部分材料的沉积效率可达80%以上,甚至90%以上(或接近100%);强度较低的金属材料的沉积条件更容易达到,强度较高的材料相对较难。此外,增大气体压力也会增加粒子速度,从而提升沉积效率。相较于氮气或压缩空气,以氦气作为工作气体会产生较高的粒子速度,获得较好的沉积质量,但氦气成本极高,需要综合考虑。
图6 冷喷涂能够制备的材料种类及气体温度对沉积效率的影响[ LI W Y, CAO C C, WANG G Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445. 19]
Fig.6 Types of materials prepared by cold spray and the effect of gas temperatureon deposition efficiency LI W Y, CAO C C, WANG G Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445. [19]
3.1.2 沉积体强度高
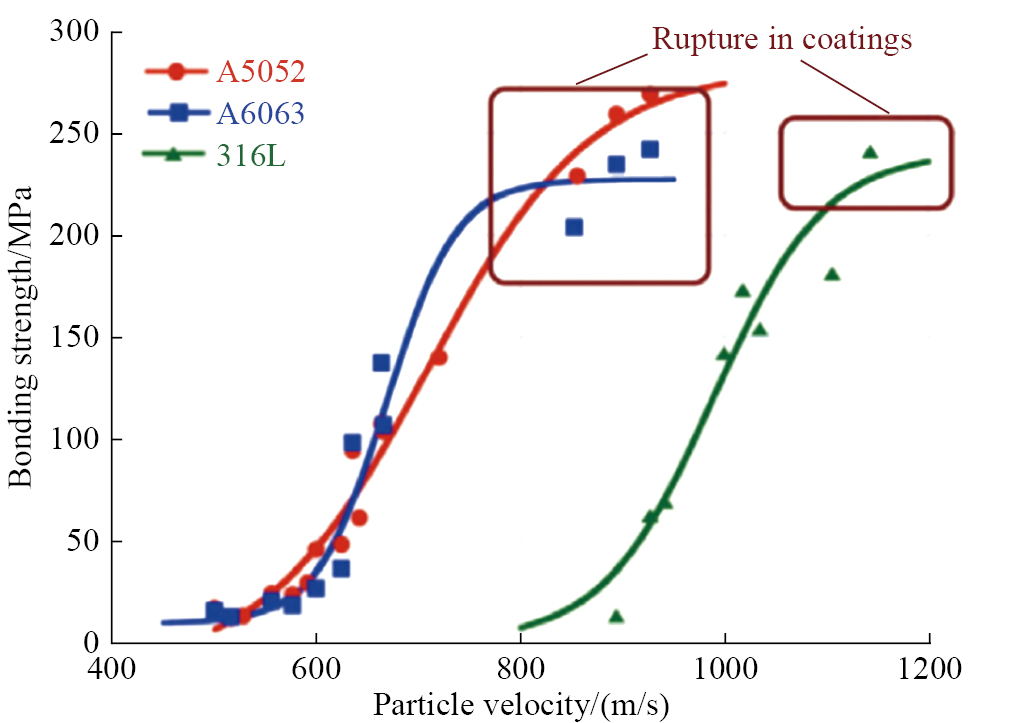
冷喷涂沉积体(涂层)的强度是重要性能指标,包括涂层与基体的结合强度(Bonding strength)与沉积体自身强度(Cohesion strength)。与涂层沉积效率相同,沉积体强度也高度依赖于喷涂粒子的碰撞速度与温度条件[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。一般来说,喷涂粒子的速度越高,结合性越好,强度也越高。同时,随着冷喷涂设备性能的提升,使用更高的气体压力与温度参数,能够获得更高强度的沉积体[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。图7为在不同基体上冷喷涂Cu涂层时结合强度随粒子碰撞速度的变化[ HUANG R Z, MA W H, FUKANUMA H. Development of ultra-strong adhesive strength coatings using cold spray[J]. Surface and Coatings Technology, 2014, 258: 832–841. 44],可见,冷喷涂Cu涂层的强度可以达到Cu块材的强度。这与普遍认知的冷喷涂涂层与基体的结合强度相对较低相悖,即强度达到100 MPa需要相当高的气体参数,甚至需要使用氦气。
图7 粒子速度与涂层结合强度的关系[ HUANG R Z, MA W H, FUKANUMA H. Development of ultra-strong adhesive strength coatings using cold spray[J]. Surface and Coatings Technology, 2014, 258: 832–841. 44]
Fig.7 Relationship between particle velocity and adhesive/bonding strength[ HUANG R Z, MA W H, FUKANUMA H. Development of ultra-strong adhesive strength coatings using cold spray[J]. Surface and Coatings Technology, 2014, 258: 832–841. 44]
对于不同的材料体系(如Cu及铜合金,Al及铝合金,不锈钢,Ti及钛合金,甚至高温合金),通过工艺改进,均可获得较高强度[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。对于高强度材料,由于其本身强度较高,获得高强度沉积体的难度相对较大,通常需要更高的粒子碰撞速度和温度条件。表2所示为德国Impact Innovations公司网站报道的几种材料冷喷涂后沉积体的性能指标[ Impact-Innovations. Materials for cold spraying[EB/OL]. [2025–02–07]. https://impact-innovations.com/en/materials. 45],可见,在优化的工艺参数下多种金属材料都可获得优异的沉积体强度;同时,个别材料(如Cu、Al及2024铝合金)表现出一定的塑性。然而,目前大量研究结果表明,大部分材料在喷涂态仍无法获得较好的塑性,基本呈现出脆性断裂[ YIN S, FAN N S, HUANG C J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64. 46]。
表2 7种材料冷喷涂沉积体自身强度[ Impact-Innovations. Materials for cold spraying[EB/OL]. [2025–02–07]. https://impact-innovations.com/en/materials. 45]
Table 2 Tensile strength of cold spray deposits for seven materials[ Impact-Innovations. Materials for cold spraying[EB/OL]. [2025–02–07]. https://impact-innovations.com/en/materials. 45]
材料
喷涂气体
沉积效率/%
孔隙率/%
沉积体拉伸强度/MPa
延伸率/%
硬度(HV)
纯Cu
氮气
99
<0.5
287~339
0.3~29.0
93~125
纯Al
氮气
96
<0.4
86
12
31
AA2024
氦气
–
<0.5
423
6.9
136
AA2024
氮气
–
<0.2
392
0.5
–
纯Ni
氮气
99
<0.1
680
0.5
400
纯Ti
氮气
98
<0.1
450
0.5
150~250
纯Ag
氮气
98
<0.5
–
–
–
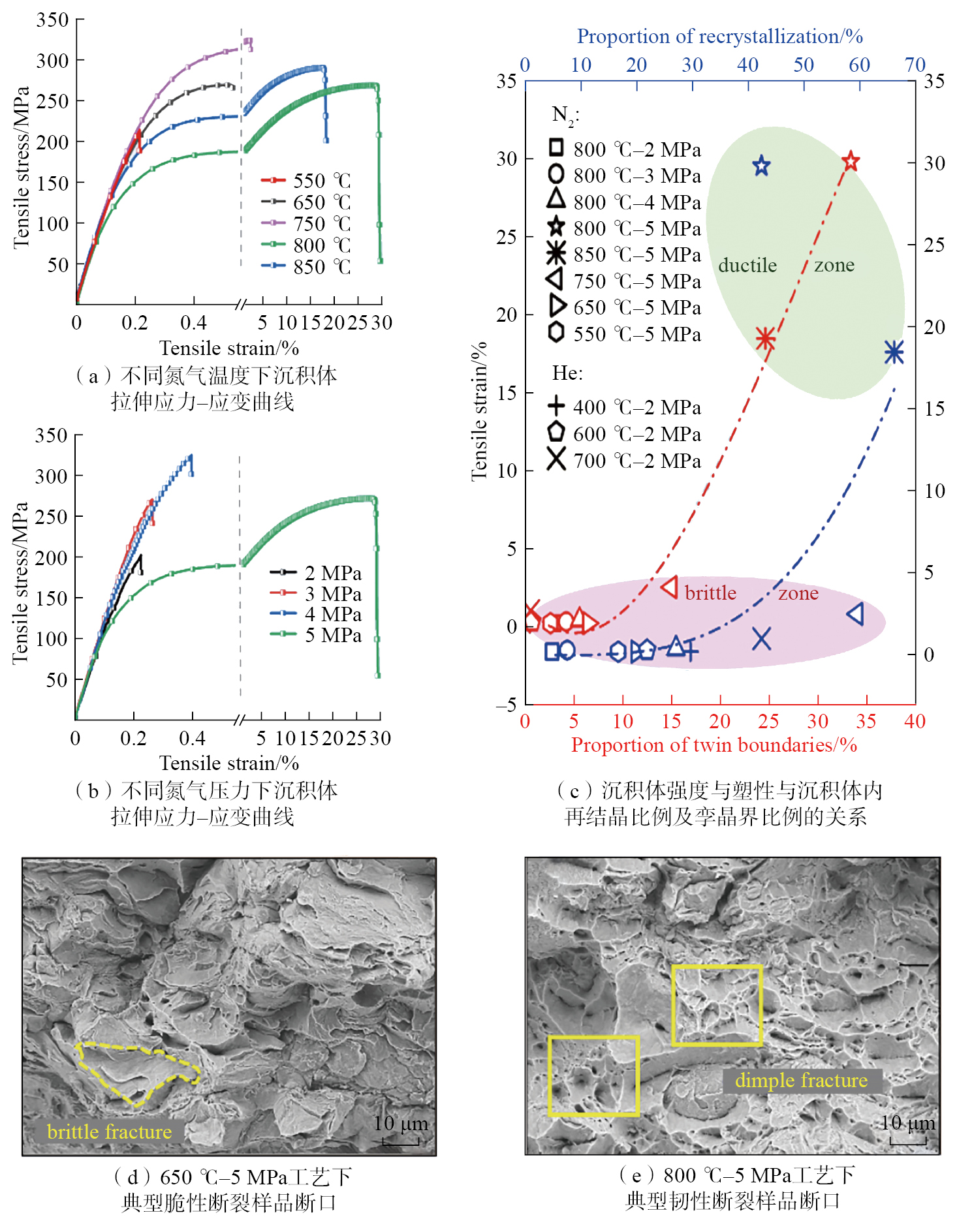
此外,部分研究结果[ CHEN C Y, XIE Y C, YIN S, et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing[J]. Journal of Materials Science & Technology, 2023, 134: 234–243. LI W Y, YANG J W, ZHANG Z M, et al. High ductility induced by twin-assisted grain rotation and merging in solid-state cold spray additive manufactured Cu[J]. Journal of Materials Science & Technology, 2025, 214: 11–15. 47-48]也表明,冷喷涂纯Cu涂层能够达到与块材相当的拉伸强度,并且延伸率超过30%,如图8所示。这一结果主要依赖于粒子碰撞条件的优化,以此确保粒子界面之间的良好结合,同时严格控制原始粉末的含氧量也是成功的关键因素。同期德国Impact Innovations公司与HSU也公开了高强高塑的Cu沉积体相关研究[ SINGH R, KONDÁS J, BAUER C, et al. Bulk-like ductility of cold spray additively manufactured copper in the as-sprayed state[J]. Additive Manufacturing Letters, 2022, 3: 100052. LIST A, HUANG C, WIEHLER L, et al. Influence of ductility on fracture in tensile testing of cold gas sprayed deposits[J]. Journal of Thermal Spray Technology, 2023, 32(6): 1780–1795. 49-50]。为了进一步探究高塑性涂层的本质原因,研究团队对典型材料(如纯Cu、纯Al、纯Ti、纯Ni、纯Zn等)进行了深入的基础理论分析,并计划发布一系列相关研究成果。例如,通过调整氮气喷涂工艺参数与粉末配比,可成功获得强度达135 MPa、延伸率达18.4%的纯Zn沉积体[ HUANG C J, CHEN T, FU B L, et al. Ductility and fracture behavior of cold spray additive manufactured zinc[J]. Additive Manufacturing, 2024, 89: 104310. 51]。
图8 不同气体条件下冷喷涂高强韧纯Cu沉积体性能与断口形貌[ LI W Y, YANG J W, ZHANG Z M, et al. High ductility induced by twin-assisted grain rotation and merging in solid-state cold spray additive manufactured Cu[J]. Journal of Materials Science & Technology, 2025, 214: 11–15. 48]
Fig.8 Mechanical properties and fractographs of Cu deposits sprayed under different conditions[ LI W Y, YANG J W, ZHANG Z M, et al. High ductility induced by twin-assisted grain rotation and merging in solid-state cold spray additive manufactured Cu[J]. Journal of Materials Science & Technology, 2025, 214: 11–15. 48]
3.1.3 致密沉积体及界面细晶组织特征
冷喷涂过程中的粒子高速碰撞沉积有助于获得致密组织,表2中极低的孔隙率证实了这一点,对于高强沉积体的微观组织分析也表明,良好的颗粒界面结合是获得高强度涂层的前提。根据现有研究,颗粒界面结合的重要因素包括界面再结晶、氧化膜破碎及挤出、界面局部熔化[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。当粒子的氧化程度较低且沉积过程中变形量足够大时,氧化膜的影响将被显著抑制。而局部熔化现象通常仅在一些特殊材料体系中出现,例如低熔点材料或者Ti及钛合金等导热性差的材料。对于大部分金属材料沉积,界面再结晶是最重要的因素之一。图9[ CHEN C Y, XIE Y C, YIN S, et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing[J]. Journal of Materials Science & Technology, 2023, 134: 234–243. 47]为冷喷涂Cu沉积体的组织,可见采用冷喷涂工艺制备的Cu沉积体截面组织为原始粉末颗粒的细晶组织及碰撞界面由动态再结晶形成的超细等轴晶组织。因此,相比基于熔化工艺的增材制造方法,冷喷涂增材制造的细晶组织是一个重要特征。
图9 采用氮气与氦气冷喷涂制备高强高塑Cu沉积体微观组织分析[ CHEN C Y, XIE Y C, YIN S, et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing[J]. Journal of Materials Science & Technology, 2023, 134: 234–243. 47]
Fig.9 Microstructures of the cold sprayed Cu deposits sprayed with He and N2[ CHEN C Y, XIE Y C, YIN S, et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing[J]. Journal of Materials Science & Technology, 2023, 134: 234–243. 47]
此外,对于异种材料(比如复合材料)冷喷涂,在涂层与基体材料不同,或者粉末本身是多种金属混合粉末的情况下,现有研究表明,所形成的异种材料界面上基本无金属间化合物等脆性相的产生[ LI W Y, CAO C C, YIN S. Solid-state cold spraying of Ti and its alloys: A literature review[J]. Progress in Materials Science, 2020, 110: 100633. 12],这也是冷喷涂固态增材制造技术的优势所在。
如前文所述,冷喷涂沉积体最大的劣势是塑/韧性差(个别材料除外)。这主要与粒子高速碰撞的大变形有关,沉积后颗粒加工硬化严重,再加上如果颗粒界面相对较弱或氧化膜存在,就会导致沉积体的断裂路径基本沿着颗粒界面发生,表现出脆性断裂的特性[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]。即使对于高强度的沉积体(图8(d)),如果界面相对较弱,拉伸样品也呈现脆性断裂特性。因此,很多学者研究通过后处理来改善冷喷涂沉积体的力学性能[ ALKHIMOV A P, KOSAREV V F, NESTEROVICH N I, et al. Method of producing coatings: SU1618778A1[P]. 1991–07–01. 24],比如采用热处理来调整沉积体的组织与强韧性。
3.2.2 高沉积条件导致的薄壁基体的变形及沉积体开裂
冷喷涂过程的另外一个宏观特征是高速气流的冲击特性,尤其在喷涂距离较小的状态下,会对基体产生很大的冲击力。对于一些薄壁构件来说,可能会产生明显变形。此外,冷喷涂沉积斑点的直径一般为4~7 mm,如果想增材制造薄壁结构尤其有一定复杂度的薄壁结构,形状控制相当困难,需要结合喷涂工艺参数与构件特征开展喷涂轨迹设计与路径规划[ PAPYRIN A, KOSAREV V, KLINKOV S, et al. Cold Spray Technology[M]. Amsterdam: Elsevier, 2007. 23],这一方向尚处于研发的初级阶段。
此外,虽然大部分情况下冷喷涂沉积体及界面附近的残余应力为压应力,有利于提高被涂敷基体的疲劳强度,但是在高温气体条件下制备涂层,比如氮气900 ℃以上冷喷涂TC4涂层,沉积体呈现明显的拉应力,达到一定厚度后也会产生开裂[ XIE X L, YIN S, RAOELISON R N, et al. Al matrix composites fabricated by solid-state cold spray deposition: A critical review[J]. Journal of Materials Science & Technology, 2021, 86: 20–55. 13]。冷喷涂过程中的沉积体内及基体界面附近残余应力的演变,与材料组合及气体温度息息相关,工艺不当也会产生较大的残余拉应力[ BORUAH D, AHMAD B, LEE T L, et al. Evaluation of residual stresses induced by cold spraying of Ti–6Al–4V on Ti–6Al–4V substrates[J]. Surface and Coatings Technology, 2019, 374: 591–602. 52]。
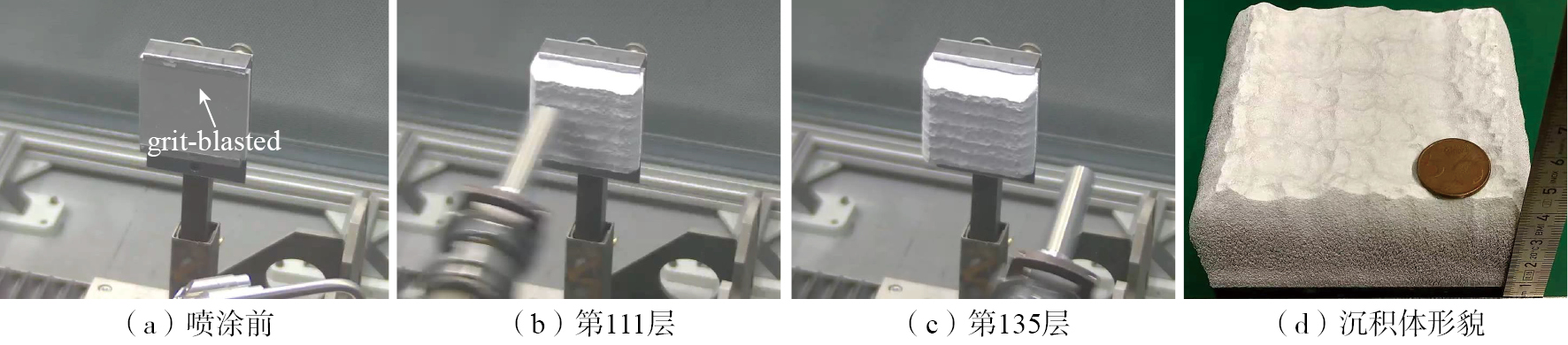
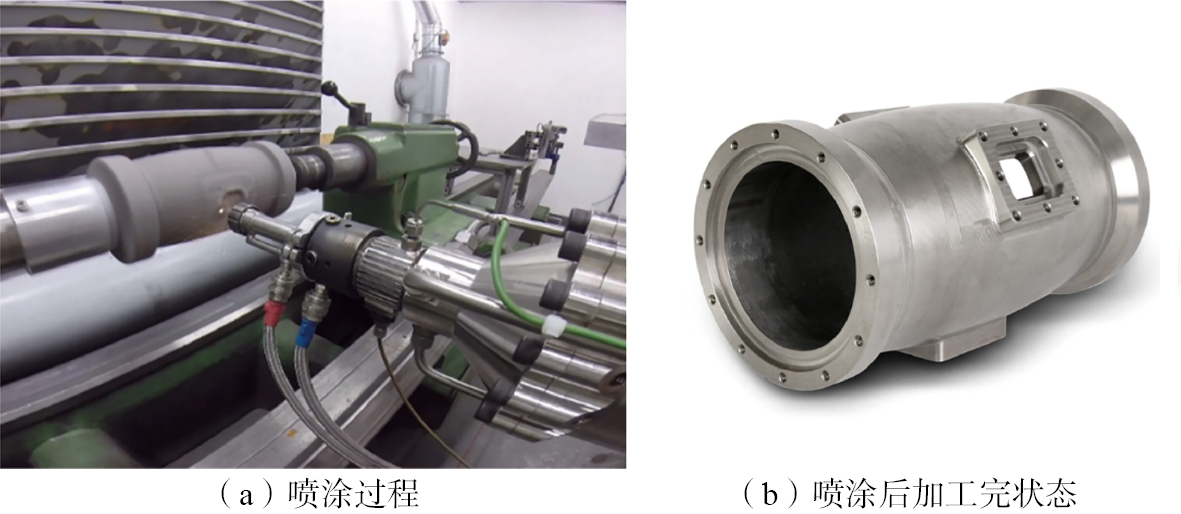
此外,不同的喷涂材料与喷嘴材料之间可能会产生相互作用,导致喷嘴局部堵塞,严重时导致无法沉积。大量研究表明,常见低熔点材料(如Sn、Zn、Pb、Al、Mg等及其合金)在较高温度下短时间就可能堵塞喷嘴(比如在350 ℃以上喷涂Al及铝合金);另一方面,对于一些高温材料(如Cu、Ni、钛合金等)在高温喷涂时也可能出现堵嘴问题,不利于工业批量生产。有研究者通过更换喷嘴材料来解决,比如喷涂低熔点材料时用高温塑料喷嘴,但塑料喷嘴容易磨损;也有研究通过强制水冷喷嘴来缓解堵嘴。本团队近期采用聚合物喷嘴搭配轴向中心送粉的喷涂工艺[ 何三润, 黄春杰, 万文鹏, 等. 冷喷涂纯铝抗堵嘴实验研究: 从涂层到增材制造[J/OL]. 材料工程, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004.HE Sanrun, HUANG Chunjie, WAN Wenpeng, et al. Experimental study of anti-clogging nozzle in cold spray pure aluminum: From coating deposition to additive manufacturing[J/OL]. Journal of Materials Engineering, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004. 53],有效避免了喷嘴堵塞,可实现金属Al的高质量增材制造,如图10所示。
图10 冷喷涂纯铝抗堵嘴试验[ 何三润, 黄春杰, 万文鹏, 等. 冷喷涂纯铝抗堵嘴实验研究: 从涂层到增材制造[J/OL]. 材料工程, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004.HE Sanrun, HUANG Chunjie, WAN Wenpeng, et al. Experimental study of anti-clogging nozzle in cold spray pure aluminum: From coating deposition to additive manufacturing[J/OL]. Journal of Materials Engineering, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004. 53]
Fig.10 Cold spray pure aluminum nozzle clogging resistance experiment[ 何三润, 黄春杰, 万文鹏, 等. 冷喷涂纯铝抗堵嘴实验研究: 从涂层到增材制造[J/OL]. 材料工程, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004.HE Sanrun, HUANG Chunjie, WAN Wenpeng, et al. Experimental study of anti-clogging nozzle in cold spray pure aluminum: From coating deposition to additive manufacturing[J/OL]. Journal of Materials Engineering, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004. 53]
4 冷喷涂固态增材制造技术典型应用案例
2000年以后,冷喷涂技术在国际上引起了广泛关注。起初作为涂层制备技术被推广应用,随后很快在零件修复方向展现出巨大的应用潜力,随着技术的发展,近年来在增材制造方向也开始发力。参考文献[ 李长久, 李文亚, 雒晓涛, 等. 先进冷喷涂金属固态沉积技术: 理论与应用[M]. 北京: 科学出版社, 2023.LI Changjiu, LI Wenya, LUO Xiaotao, et al. Advanced cold spraying metal solid deposition technology: Theory and application[M]. Beijing: Science Press, 2023. 6]及主要的冷喷涂企业网站的技术信息[ YIN S, FAN N S, HUANG C J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64. 46, Supersonic Spray Technologies Division (SST). Welcome to Centerline Supersonic Spray Technologies[EB/OL]. [2025–02–07]. https://www.supersonicspray.com/. Plasma Giken Co. Ltd. World’s leading cold spray and thermal spraying systems[EB/OL]. [2025–02–07]. https://www.plasma.co.jp/en/. 54-55],本文给出以下实例。
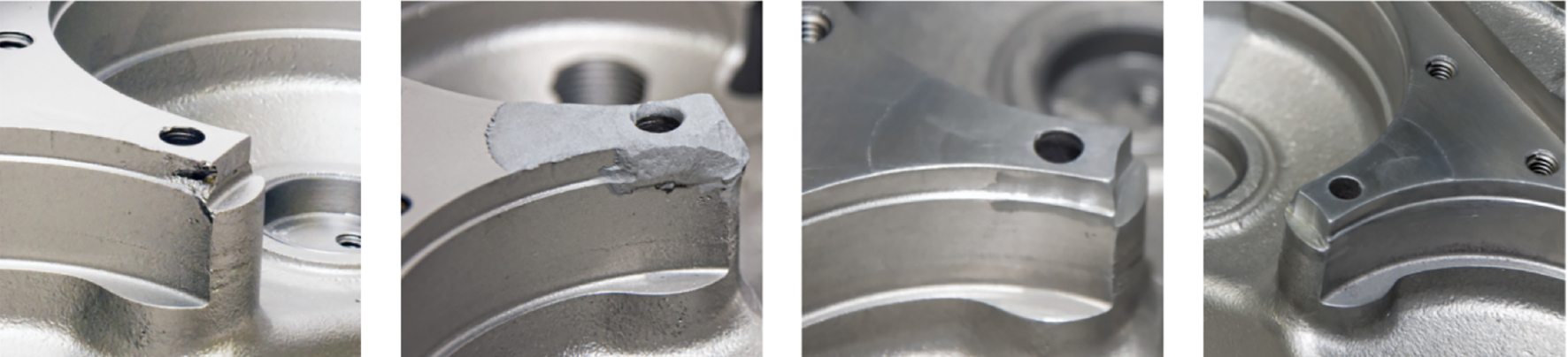
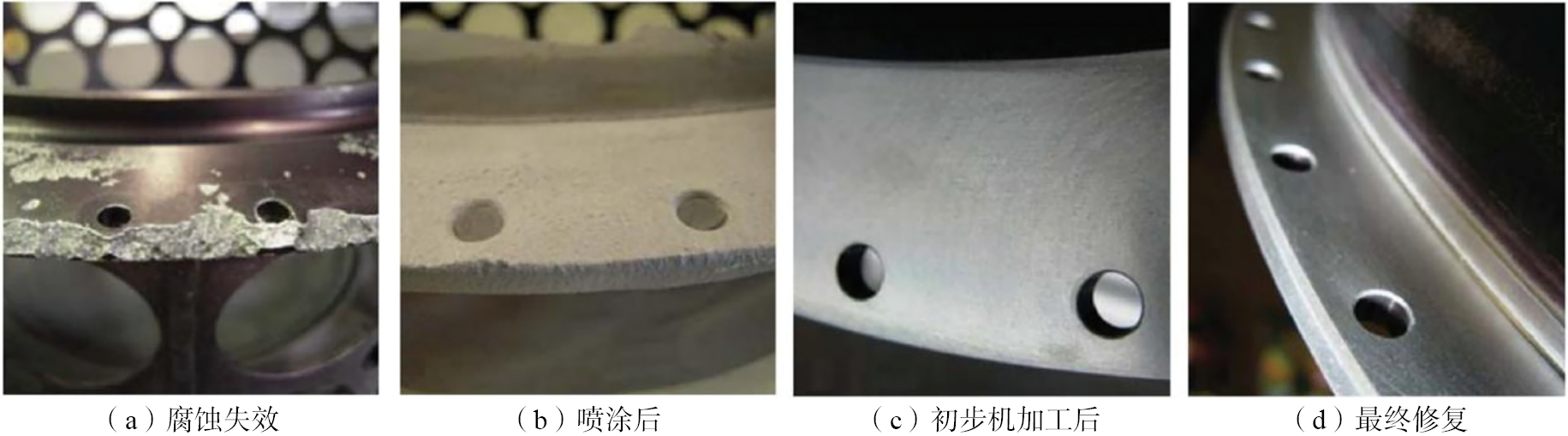
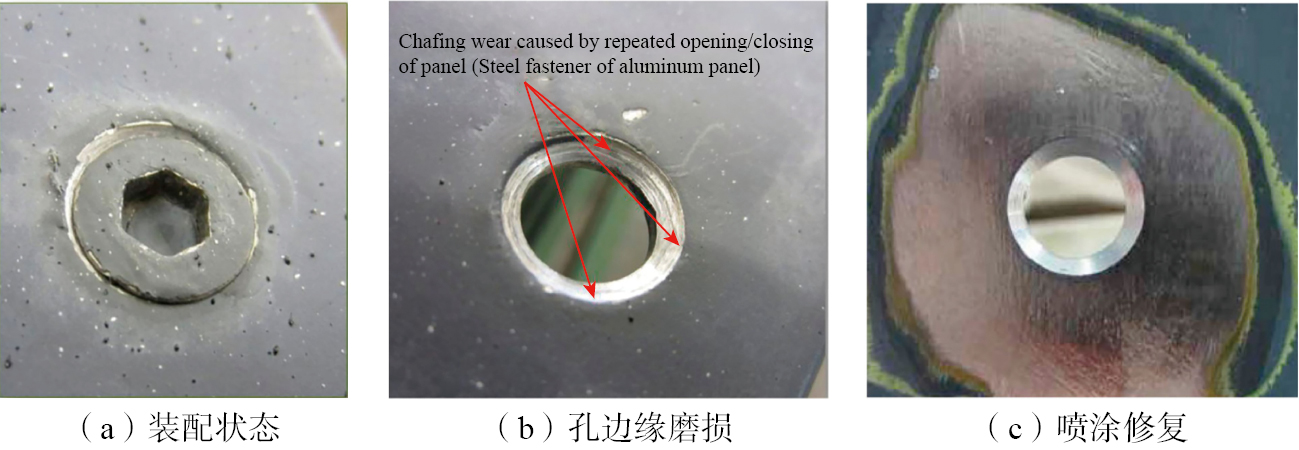
例如,图11[ 何三润, 黄春杰, 万文鹏, 等. 冷喷涂纯铝抗堵嘴实验研究: 从涂层到增材制造[J/OL]. 材料工程, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004.HE Sanrun, HUANG Chunjie, WAN Wenpeng, et al. Experimental study of anti-clogging nozzle in cold spray pure aluminum: From coating deposition to additive manufacturing[J/OL]. Journal of Materials Engineering, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004. 54]和12[ VILLAFUERTE J, WRIGHT D. Practical cold spray success: Repair of Al and Mg alloy aircraft components[J]. Advanced Materials and Processes, 2010, 168(5): 53–55. 56]所示为冷喷涂工艺修复受损铝合金零部件的过程。通过喷涂后再进行适当的后加工,能够使涂层表面达到所需的质量和性能标准,恢复零件的功能。图13[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]所示为使用6061铝合金粉末修复军用飞机2024–T6面板的情况,结果表明,冷喷涂工艺能够为这种面板提供永久修复,并恢复其所有功能。图14[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]所示则为使用便携式LPCS(低压冷喷涂)系统修复损坏的铝合金7149桅杆支架的过程,研究发现在铝粉基体相中添加Al2O3能增强沉积效果。图15[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]所示为冷喷涂修复KC–135飞机传动壳体的过程,由于零件损坏,传统飞机组件往往因几何形状变化而无法使用,而持续收缩的供应链使得零件更换变得困难且成本高昂。因此,冷喷涂技术提供了一种有效的修复方案,特别是在传统部件无法更换的情况下具有重要意义。
Fig.11 Cold spray repair process of a locally damaged aluminum alloy part[ Supersonic Spray Technologies Division (SST). Welcome to Centerline Supersonic Spray Technologies[EB/OL]. [2025–02–07]. https://www.supersonicspray.com/. 54]
图12 冷喷涂修复发动机铝合金零件过程[ VILLAFUERTE J, WRIGHT D. Practical cold spray success: Repair of Al and Mg alloy aircraft components[J]. Advanced Materials and Processes, 2010, 168(5): 53–55. 56]
Fig.12 Cold spray repair process of engine aluminum alloy component[ VILLAFUERTE J, WRIGHT D. Practical cold spray success: Repair of Al and Mg alloy aircraft components[J]. Advanced Materials and Processes, 2010, 168(5): 53–55. 56]
图13 冷喷涂修复飞机铝合金面板固定孔的过程[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
Fig.13 Cold spray repair process of a fixed hole in an aircraft aluminum alloy panel[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
图14 冷喷涂修复直升机铝合金桅杆支架的过程[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
Fig.14 Cold spray repair process of a helicopter aluminum alloy mast bracket[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
图15 冷喷涂修复损坏的KC–135镁合金飞机襟翼传动箱壳体安装孔的过程[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
Fig.15 Cold spray repair process of the damaged mounting hole of a KC–135 magnesium alloy aircraft flap drive box housing[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. 57]
4.2 零部件增材制造
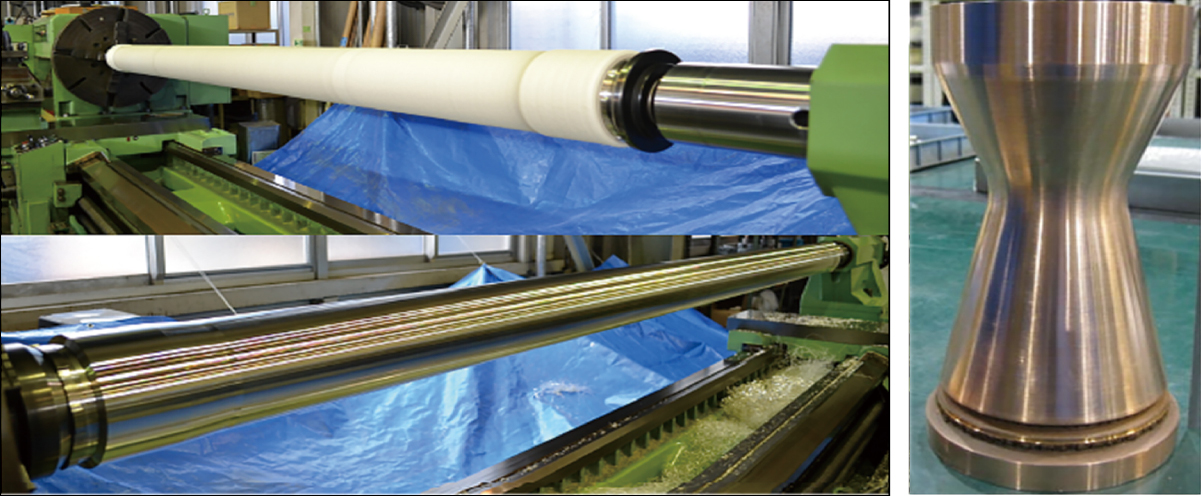
基于冷喷涂技术的工艺特征与束流的特点,结合机器人等自动化装备的协同应用,冷喷涂固态增材制造技术近年来得到越来越多的关注与开发。国外澳大利亚Titomic公司、Spee3D公司,以及国内的湖北超卓航空科技股份有限公司、陕西斯赛姆科技有限公司等企业,加速推动冷喷涂固态增材制造技术的产业化应用。目前,冷喷涂固态增材制造技术可加工的对象主要局限于轴对称结构的零件,比如大型靶材、法兰、发动机尾喷管及其他筒类零件等,如图16所示[ Plasma Giken Co. Ltd. World’s leading cold spray and thermal spraying systems[EB/OL]. [2025–02–07]. https://www.plasma.co.jp/en/. 55]。
图16 日本等离子技研公司冷喷涂Ag靶材及发动机Cu喷管模型[ Plasma Giken Co. Ltd. World’s leading cold spray and thermal spraying systems[EB/OL]. [2025–02–07]. https://www.plasma.co.jp/en/. 55]
Fig.16 Cold sprayed Ag target and Cu nozzle model for aerospace engine by Plasma Giken Co., Ltd. in Japan [ Plasma Giken Co. Ltd. World’s leading cold spray and thermal spraying systems[EB/OL]. [2025–02–07]. https://www.plasma.co.jp/en/. 55]
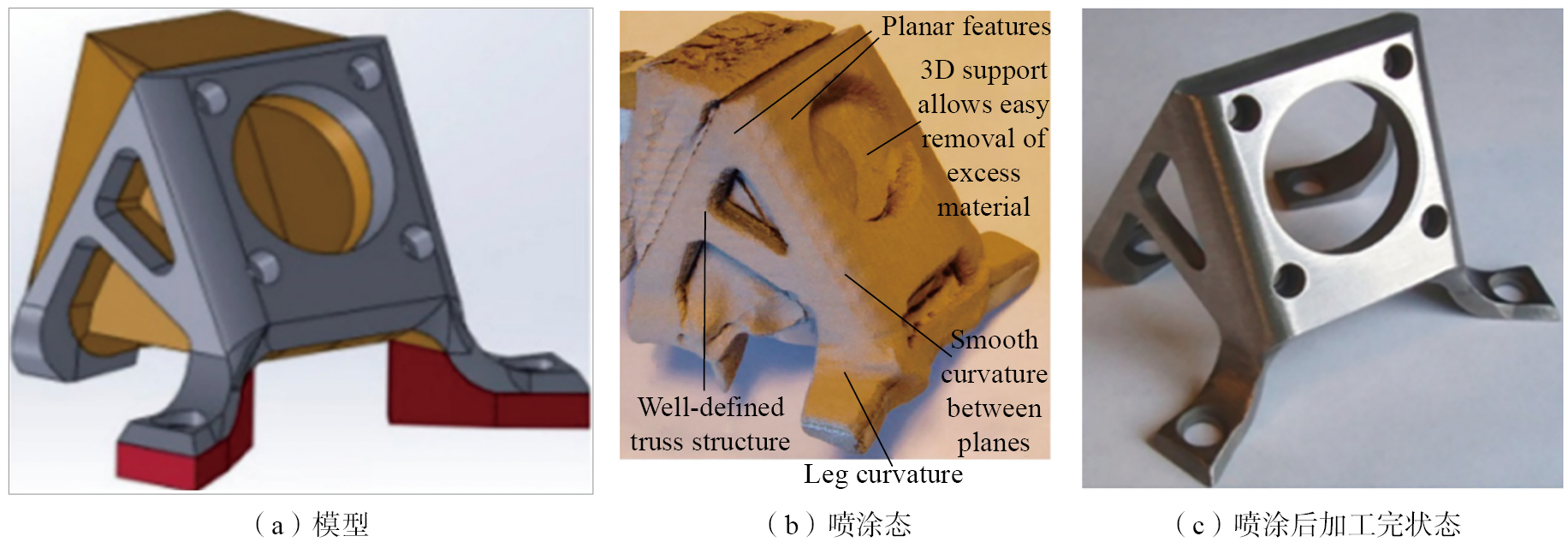
随着对于增材制造喷枪路径规划与轨迹设计研究的深入,冷喷涂技术在制备具有复杂结构的构件方面也显示出重要的潜力,如图17所示[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. LYNCH M E, GU W J, EL-WARDANY T, et al. Design and topology/shape structural optimisation for additively manufactured cold sprayed components[J]. Virtual and Physical Prototyping, 2013, 8(3): 213–231. 57-58]。在制造类似复杂零件时,首先要将冷喷涂粉末材料沉积到专门设计的基板上,完成喷涂后,将基体材料去除,仅保留冷喷涂沉积体;随后通过简单的机械加工,制造出具有复杂结构的零件。该工艺的难点主要是基板的设计,一个优秀的基板要确保在喷涂过后容易去除,且剩余沉积体部分要经历最少的机械加工。采用相似的方法,冷喷涂增材制造技术还可用于对现有零件结构的重新改造。图18[ YIN S, FAN N S, HUANG C J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64. 46]所示为通过冷喷涂固态增材制造技术制备用于容纳飞机发动机/燃气轮机等的轴承、安装法兰及系统组件的旋转对称壳体部件。冷喷涂技术可在壳体的外围快速成形特殊的法兰表面或检查凸台,是一种满足复杂形状制备要求且低成本的制造工艺。如图19[ LI W B, YAO Y J, WU H J, et al. Spray trajectory planning for complex structural components in robotized cold spray additive manufacturing[J]. Journal of Thermal Spray Technology, 2024, 33(1): 71–87. 59]所示的复杂结构制造,对于冷喷涂固态增材制造技术的发展和应用非常重要,因其可以大大拓宽冷喷涂固态增材制造技术在未来的应用领域。
图17 冷喷涂制造的具有复杂结构的不锈钢零件[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. LYNCH M E, GU W J, EL-WARDANY T, et al. Design and topology/shape structural optimisation for additively manufactured cold sprayed components[J]. Virtual and Physical Prototyping, 2013, 8(3): 213–231. 57-58]
Fig.17 Stainless steel parts with complex structures manufactured by cold spray additive manufacturing[ CHAMPAGNE V, HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455. LYNCH M E, GU W J, EL-WARDANY T, et al. Design and topology/shape structural optimisation for additively manufactured cold sprayed components[J]. Virtual and Physical Prototyping, 2013, 8(3): 213–231. 57-58]
图18 冷喷涂制造的外壳部件[ YIN S, FAN N S, HUANG C J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64. 46]
Fig.18 Housing component produced by cold spray additive manufacturing[ YIN S, FAN N S, HUANG C J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64. 46]
图19 冷喷涂制造的手形模拟件[ LI W B, YAO Y J, WU H J, et al. Spray trajectory planning for complex structural components in robotized cold spray additive manufacturing[J]. Journal of Thermal Spray Technology, 2024, 33(1): 71–87. 59]
Fig.19 Hand-shaped simulation part made by cold spray additive manufacturing[ LI W B, YAO Y J, WU H J, et al. Spray trajectory planning for complex structural components in robotized cold spray additive manufacturing[J]. Journal of Thermal Spray Technology, 2024, 33(1): 71–87. 59]
李长久. 中国冷喷涂研究进展[J]. 中国表面工程, 2009, 22(4): 5–14. LIChangjiu. The state-of-art of research and development on cold spraying in China[J]. China Surface Engineering, 2009, 22(4): 5–14.
[10]
黄春杰, 李文亚, 余敏, 等. 冷喷涂制备颗粒增强钛基复合材料涂层研究[J]. 材料工程, 2013, 41(4): 1–5, 11. HUANGChunjie, LIWenya, YUMin, et al. Investigation on particles reinforced titanium matrix composite coating fabricated by cold spraying[J]. Journal of Materials Engineering, 2013, 41(4): 1–5, 11.
LIW Y, CAOC C, YINS. Solid-state cold spraying of Ti and its alloys: A literature review[J]. Progress in Materials Science, 2020, 110: 100633.
[13]
XIEX L, YINS, RAOELISONR N, et al. Al matrix composites fabricated by solid-state cold spray deposition: A critical review[J]. Journal of Materials Science & Technology, 2021, 86: 20–55.
[14]
GUOD, KAZASIDISM, HAWKINSA, et al. Cold spray: Over 30 years of development toward a hot future[J]. Journal of Thermal Spray Technology, 2022, 31(4): 866–907.
[15]
LIW Y, ASSADIH, GAERTNERF, et al. A review of advanced composite and nanostructured coatings by solid-state cold spraying process[J]. Critical Reviews in Solid State and Materials Sciences, 2019, 44(2): 109–156.
[16]
黄春杰, 张正茂, 雒晓涛, 等. 基于替代电镀硬铬的WC增强金属复合涂层疲劳性能的研究现状[J]. 精密成形工程, 2024, 16(7): 205–214. HUANGChunjie, ZHANGZhengmao, LUOXiaotao, et al. Research status of fatigue properties of WC reinforced metal composite coatings based on alternative electroplated hard chrome[J]. Journal of Netshape Forming Engineering, 2024, 16(7): 205–214.
[17]
LIW Y, YANGK, YINS, et al. Solid-state additive manufacturing and repairing by cold spraying: A review[J]. Journal of Materials Science & Technology, 2018, 34(3): 440–457.
[18]
YINS, CAVALIEREP, ALDWELLB, et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing, 2018, 21: 628–650.
[19]
LIW Y, CAOC C, WANGG Q, et al. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review[J]. Science and Technology of Welding and Joining, 2019, 24(5): 420–445.
[20]
崔烺, 刘光, 冯胜强, 等. 冷喷涂增材制造技术研究现状及应用与挑战[J]. 稀有金属材料与工程, 2023, 52(1): 351–373. CUILang, LIUGuang, FENGShengqiang, et al. Research status, application and challenges of cold spray additive manufacturing technology[J]. Rare Metal Materials and Engineering, 2023, 52(1): 351–373.
[21]
吴洪键, 李文波, 邓春明, 等. 冷喷涂增材制造关键技术[J]. 中国表面工程, 2020, 33(4): 1–15. WUHongjian, LIWenbo, DENGChunming, et al. Key techniques of cold spray additive manufacturing[J]. China Surface Engineering, 2020, 33(4): 1–15.
[22]
李文亚, 邢词皓. 冷喷涂固态增材制造沉积体形貌控制数值模拟的研究进展与展望[J]. 焊接学报, 2023, 44(10): 1–11, 133. LIWenya, XINGCihao. Research progress and prospect of numerical simulation of deposit morphology control in solid-state cold spray additive manufacturing[J]. Transactions of the China Welding Institution, 2023, 44(10): 1–11, 133.
THURSTONS H. Method of impacting one metal upon another: US0706701[P]. 1902–08–12.
[28]
THURSTONS H. Process of coating one metal with another metal: US0706702[P]. 1902–08–12.
[29]
SCHOOPM U. Apparatus for spraying molten metals and other fusible substances: US1133507[P]. 1915–03–30.
[30]
Editorial department of JOM. News & update: Consortium experiments with cold-spray manufacturing[J]. JOM, 2001, 53(10): 4–5.
[31]
KARTHIKEYANJ. Cold spray technology: International status and USA efforts[EB/OL]. [2025–02–03]. https://www.asbindustries.com/documents/int_status_report.pdf.
[32]
ALKHIMOVA P, PAPYRINA N, KOSAREVV F, et al. Gas-dynamic spray method for applying a coating: US5302414A[P]. 1994–04–12.
[33]
KREYEH, STOLTENHOFFT. Cold spraying—A study of process and coating characteristics[C]//Proceedings of International Thermal Spray Conference 2000. Materials Park: ASM International, 2000.
[34]
STOLTENHOFFT, KREYEH, RICHTERH J. An analysis of the cold spray process and its coatings[J]. Journal of Thermal Spray Technology, 2002, 11(4): 542–550.
[35]
SCHMIDTT, GAERTNERF, KREYEH. New developments in cold spray based on higher gas and particle temperatures[J]. Journal of Thermal Spray Technology, 2006, 15(4): 488–494.
[36]
VILLAFUERTEJ. Recent trends in cold spray technology: Looking at the future[J]. Surface Engineering, 2010, 26(6): 393–394.
[37]
MORGANR H, SUTCLIFFEC J, PATTISONJ, et al. Cold gas dynamic manufacturing—A new approach to near-net shape metal component fabrication[J]. MRS Online Proceedings Library, 2003, 758(1): 26.
[38]
JACKSONM J, ROBINSONG M, WHITFIELDM D, et al. Micro and nanomanufacturing technologies—The case for using thermal and cold spray techniques[C]//Proceedings of International Thermal Spray Conference & Expo 2006, Materials Park: ASM International, 2006.
[39]
SOVAA, GRIGORIEVS, OKUNKOVAA, et al. Potential of cold gas dynamic spray as additive manufacturing technology[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(9): 2269–2278.
[40]
VILLAFUERTEJ. Considering cold spray for additive manufacturing[J]. AM & P Technical Articles, 2014, 172(5): 50–52.
[41]
KRAWCZYKK. In the future, you might fix metal objects by spraying metal on them at speeds of Mach 4[EB/OL]. (2013–11–08) [2025–02–03]. https://www.digitaltrends.com/cool-tech/ge-cold-spray-metal/.
李文亚, 张冬冬, 黄春杰, 等. 冷喷涂技术在增材制造和修复再制造领域的应用研究现状[J]. 焊接, 2016(4): 2–8, 73. LIWenya, ZHANGDongdong, HUANGChunjie, et al. State of the art of cold spraying additive manufacturing and remanufacturing[J]. Welding & Joining, 2016(4): 2–8, 73.
[44]
HUANGR Z, MAW H, FUKANUMAH. Development of ultra-strong adhesive strength coatings using cold spray[J]. Surface and Coatings Technology, 2014, 258: 832–841.
[45]
Impact-Innovations. Materials for cold spraying[EB/OL]. [2025–02–07]. https://impact-innovations.com/en/materials.
[46]
YINS, FANN S, HUANGC J, et al. Towards high-strength cold spray additive manufactured metals: Methods, mechanisms, and properties[J]. Journal of Materials Science & Technology, 2024, 170: 47–64.
[47]
CHENC Y, XIEY C, YINS, et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing[J]. Journal of Materials Science & Technology, 2023, 134: 234–243.
[48]
LIW Y, YANGJ W, ZHANGZ M, et al. High ductility induced by twin-assisted grain rotation and merging in solid-state cold spray additive manufactured Cu[J]. Journal of Materials Science & Technology, 2025, 214: 11–15.
[49]
SINGHR, KONDÁSJ, BAUERC, et al. Bulk-like ductility of cold spray additively manufactured copper in the as-sprayed state[J]. Additive Manufacturing Letters, 2022, 3: 100052.
[50]
LISTA, HUANGC, WIEHLERL, et al. Influence of ductility on fracture in tensile testing of cold gas sprayed deposits[J]. Journal of Thermal Spray Technology, 2023, 32(6): 1780–1795.
[51]
HUANGC J, CHENT, FUB L, et al. Ductility and fracture behavior of cold spray additive manufactured zinc[J]. Additive Manufacturing, 2024, 89: 104310.
[52]
BORUAHD, AHMADB, LEET L, et al. Evaluation of residual stresses induced by cold spraying of Ti–6Al–4V on Ti–6Al–4V substrates[J]. Surface and Coatings Technology, 2019, 374: 591–602.
[53]
何三润, 黄春杰, 万文鹏, 等. 冷喷涂纯铝抗堵嘴实验研究: 从涂层到增材制造[J/OL]. 材料工程, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004. HESanrun, HUANGChunjie, WANWenpeng, et al. Experimental study of anti-clogging nozzle in cold spray pure aluminum: From coating deposition to additive manufacturing[J/OL]. Journal of Materials Engineering, 2025–06–06. https://link.cnki.net/urlid/11.1800.TB.20250605.1708.004.
Plasma Giken Co. Ltd. World’s leading cold spray and thermal spraying systems[EB/OL]. [2025–02–07]. https://www.plasma.co.jp/en/.
[56]
VILLAFUERTEJ, WRIGHTD. Practical cold spray success: Repair of Al and Mg alloy aircraft components[J]. Advanced Materials and Processes, 2010, 168(5): 53–55.
[57]
CHAMPAGNEV, HELFRITCHD. The unique abilities of cold spray deposition[J]. International Materials Reviews, 2016, 61(7): 437–455.
[58]
LYNCHM E, GUW J, EL-WARDANYT, et al. Design and topology/shape structural optimisation for additively manufactured cold sprayed components[J]. Virtual and Physical Prototyping, 2013, 8(3): 213–231.
[59]
LIW B, YAOY J, WUH J, et al. Spray trajectory planning for complex structural components in robotized cold spray additive manufacturing[J]. Journal of Thermal Spray Technology, 2024, 33(1): 71–87.