Research on 3D Measurement Model Construction and Data Management Technology of Aircraft Manufacturing Process
Citations
LUO Xiao, YANG Yapeng, ZHAO An’an, et al. Research on 3D measurement model construction and data management technology of aircraft manufacturing process[J]. Aeronautical Manufacturing Technology, 2025, 68(12): 121-133, 141.
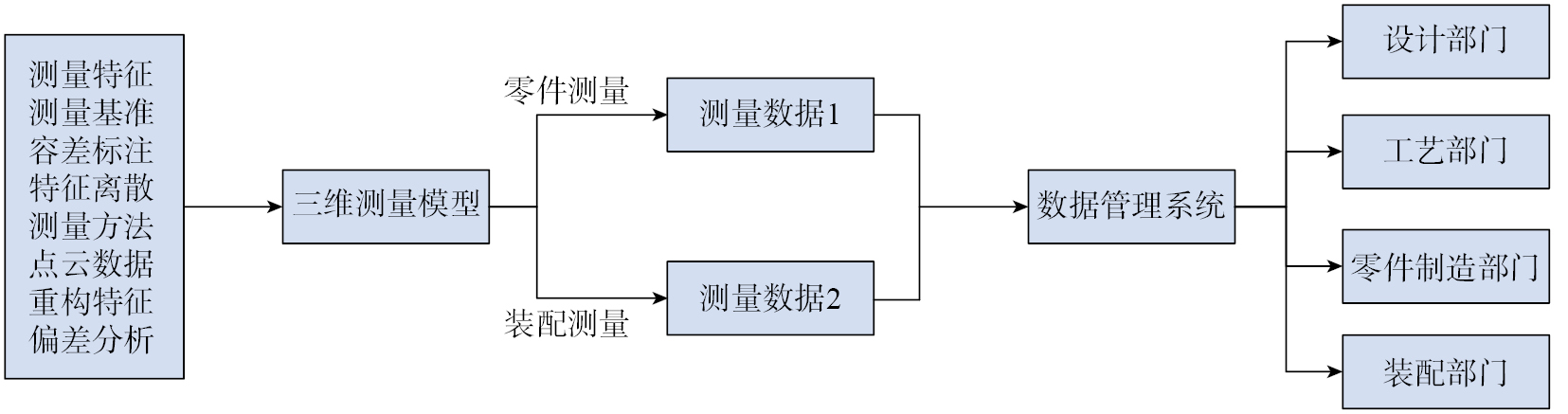
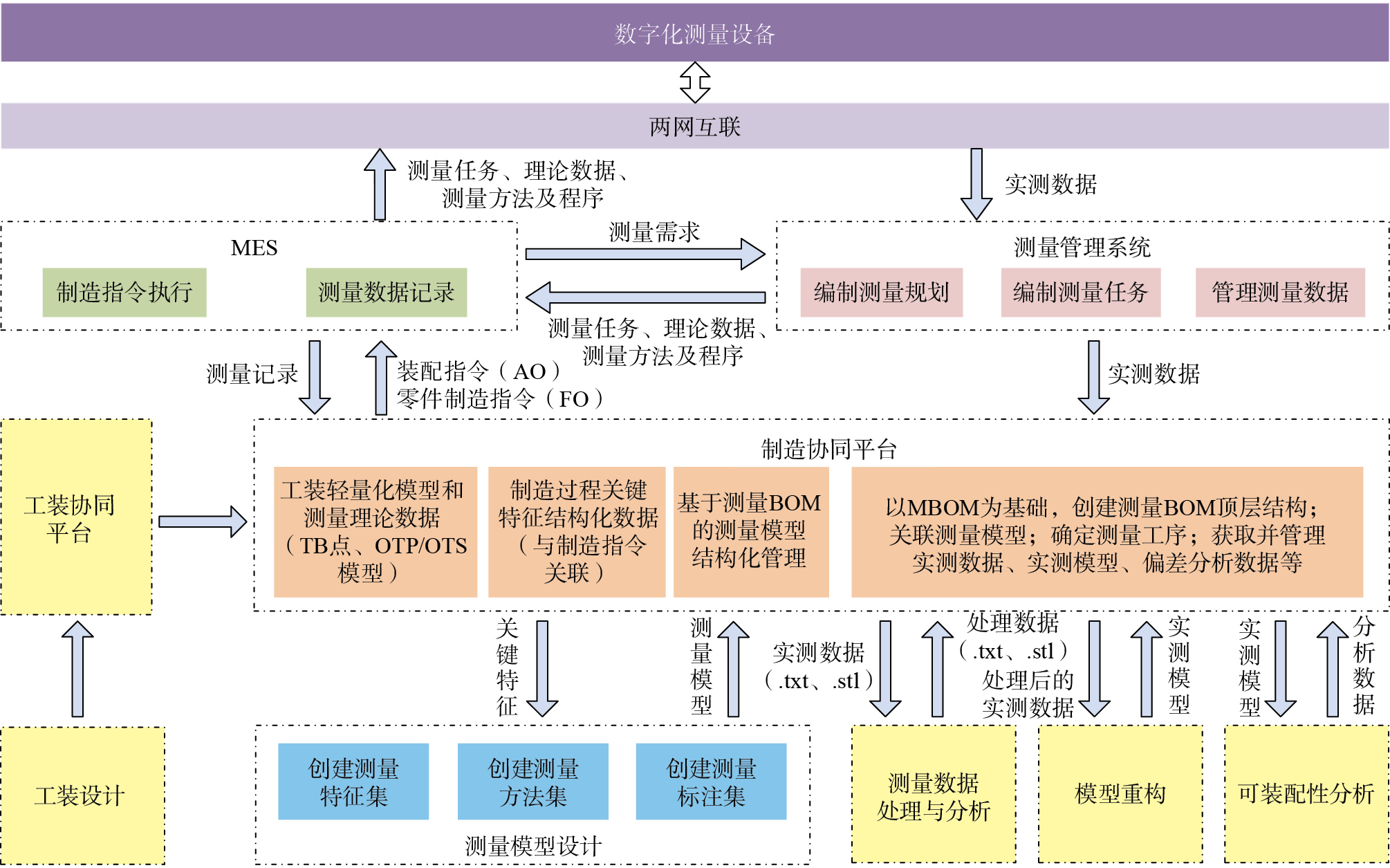
图1 三维测量模型及数据管理应用流程
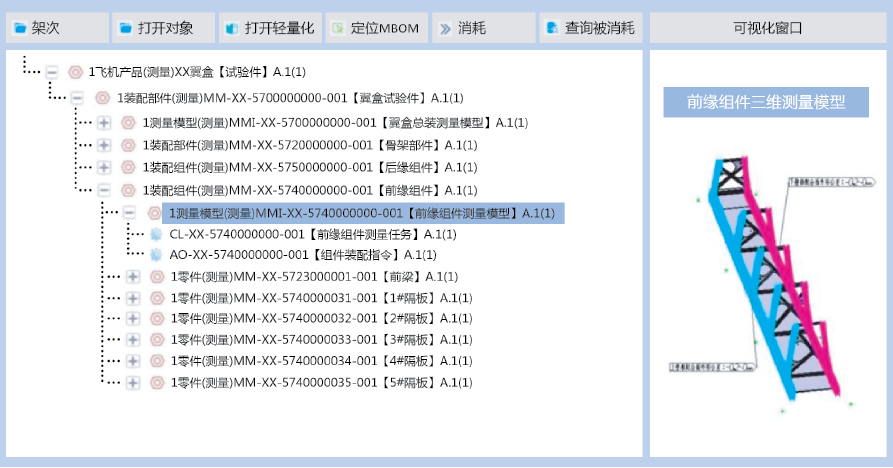
图2 测量模型的父子级结构关系
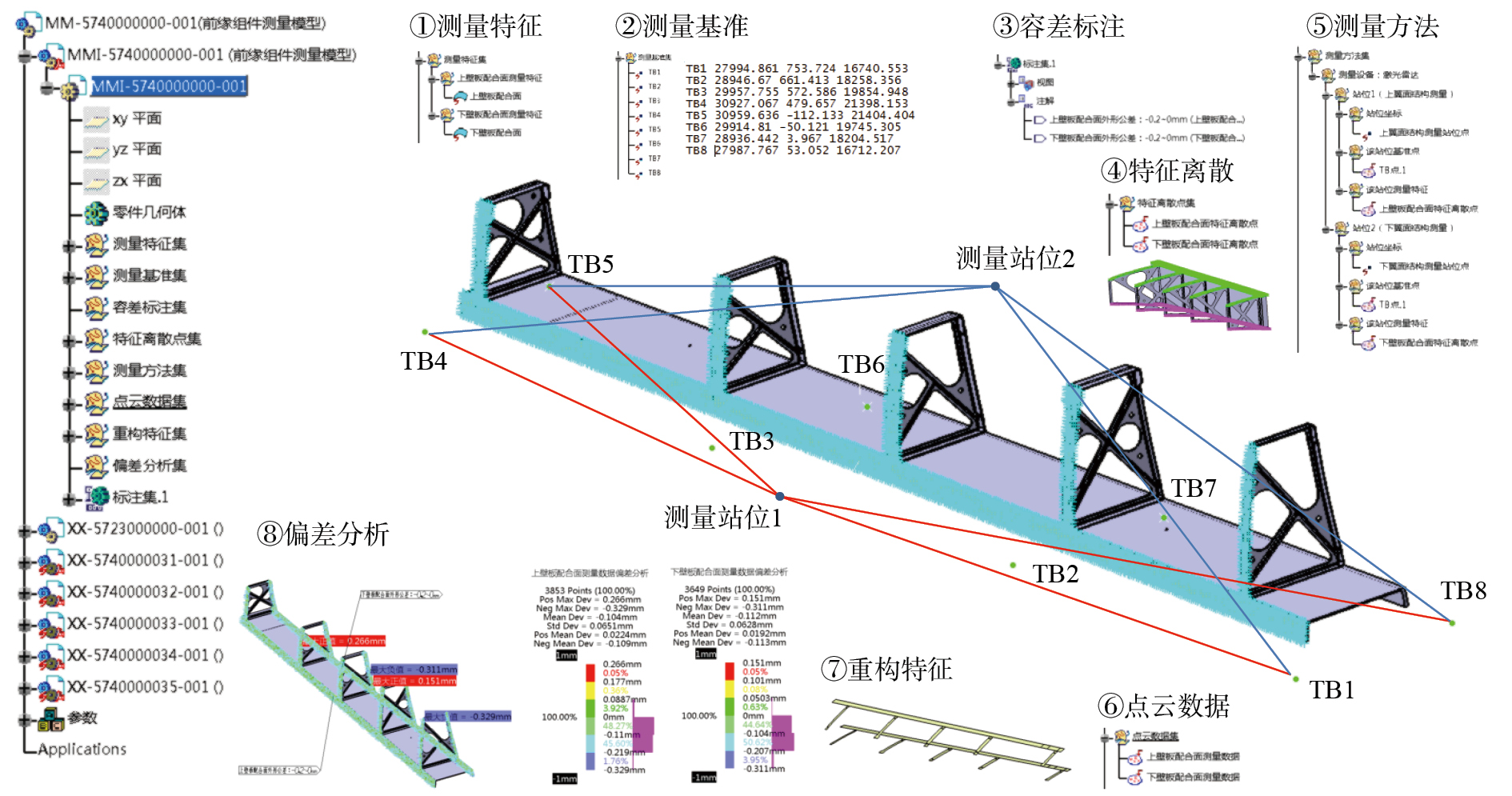
图3 三维测量模型的测量规划形式
图4 三维测量模型的总体框架
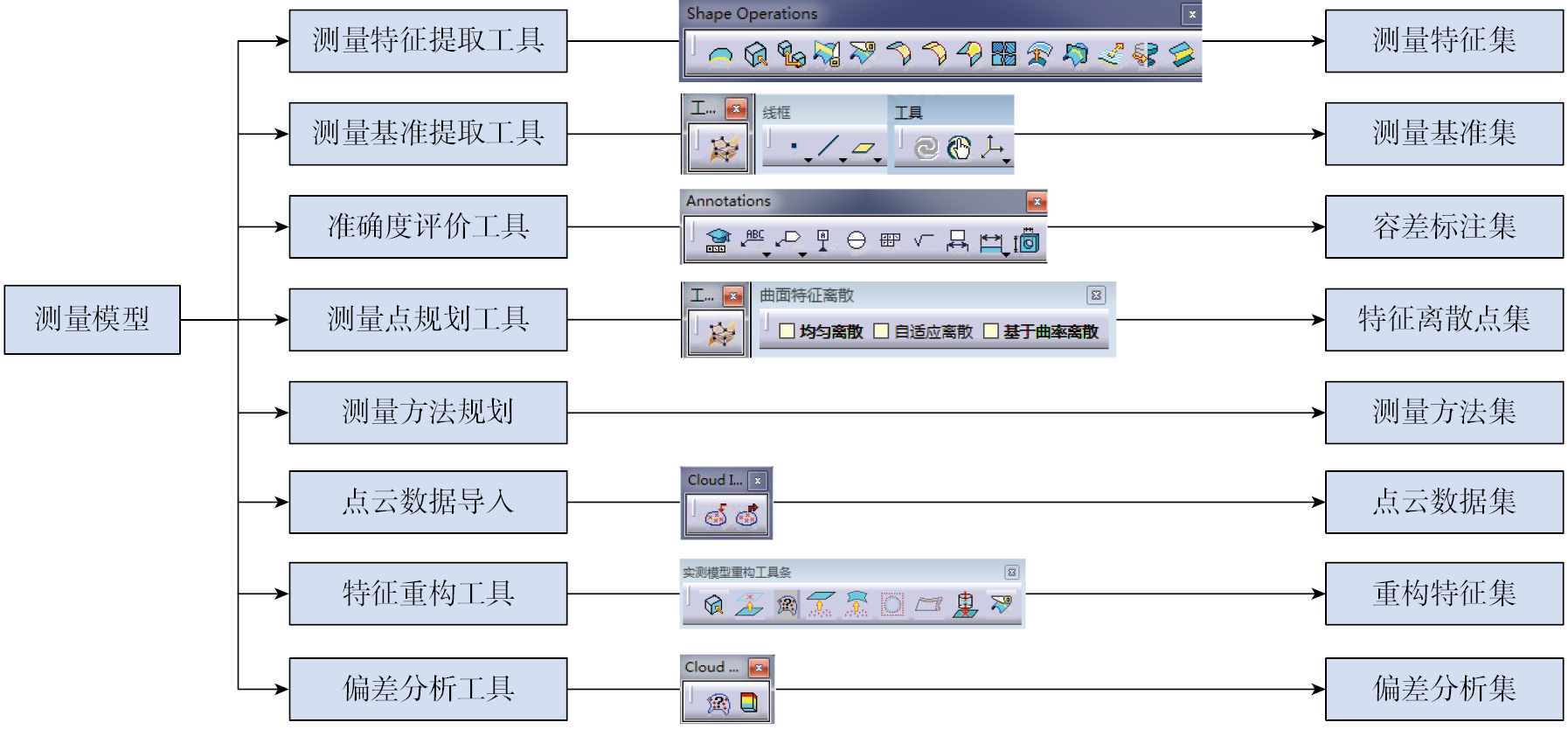
图5 三维测量模型构建工具条
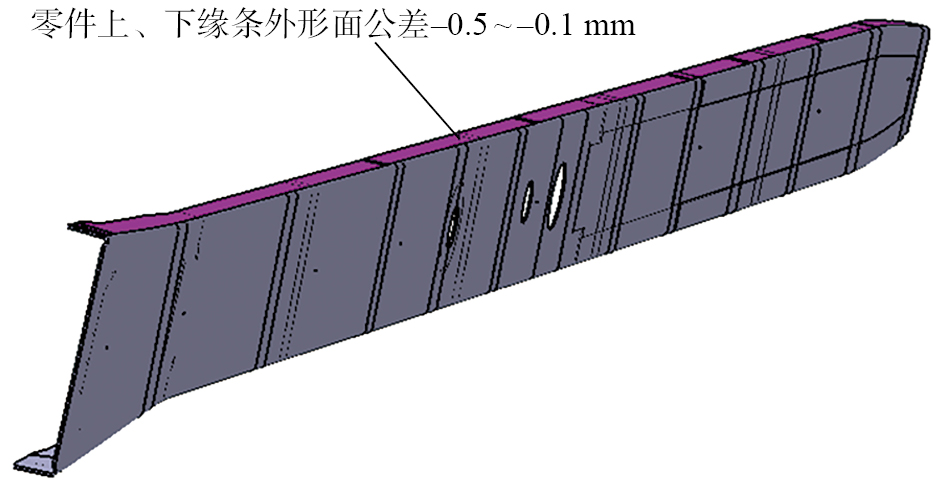
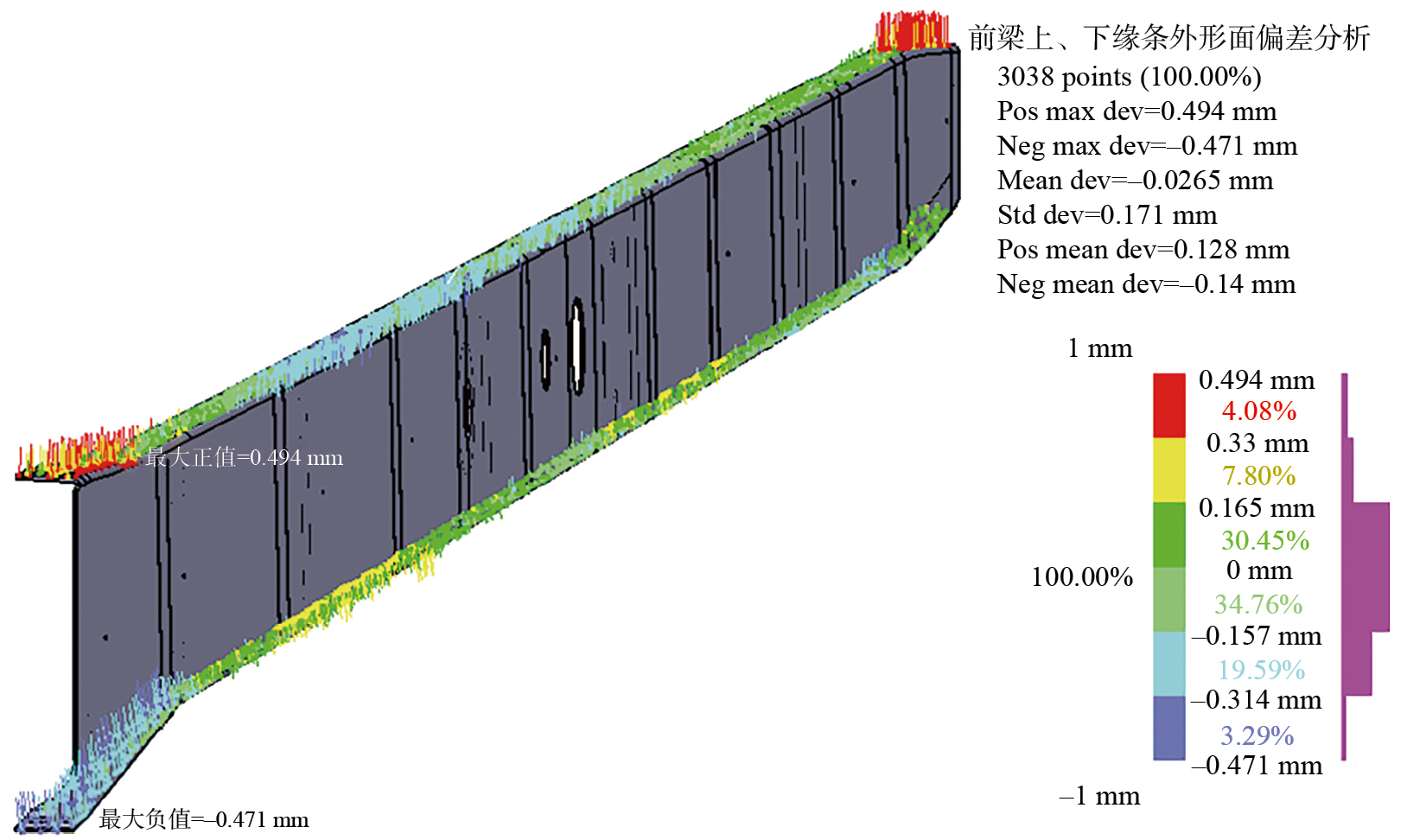
图6 复材梁类零件上、下缘条外形容差信息标注
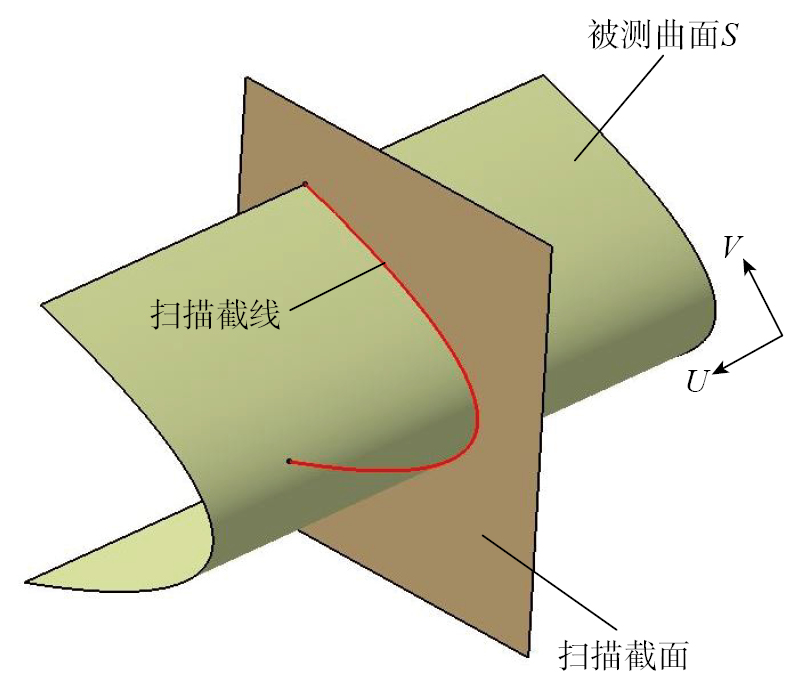
图7 曲面参数方向示意
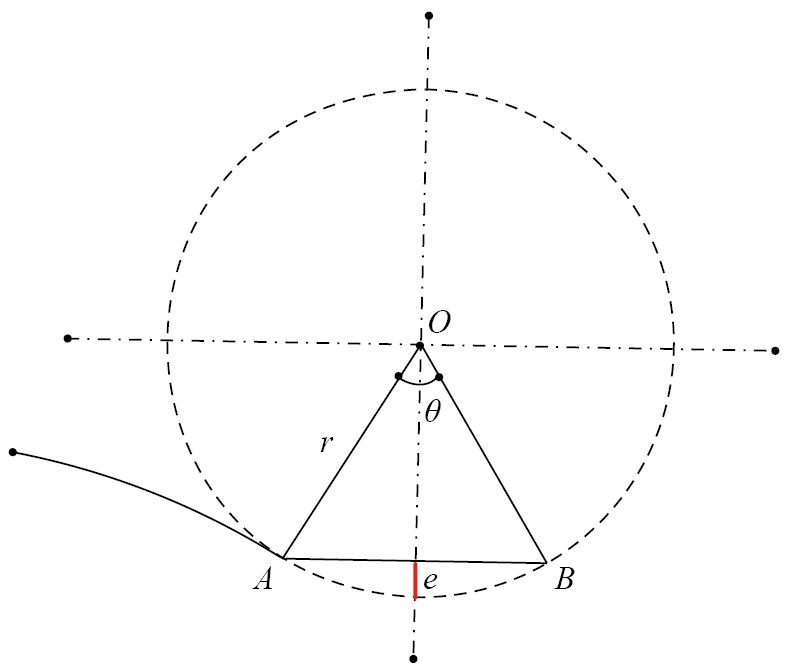
图8 等弦高法计算原理
图9 曲线测量点离散方法
图10 特征离散布点密度的确定流程
图11 自由曲面布点结果[ 彭艳敏, 杨亮, 武杰, 等. 基于曲率的自适应复杂曲面测量点规划方法[J]. 智能制造, 2023(4): 121–123.PENG Yanmin, YANG Liang, WU Jie, et al. Adaptive complex surface measurement point planning method based on curvature[J]. Intelligent Manufacturing, 2023(4): 121–123. 23]
AVIC Xi’an Aircraft Industry Group Company Ltd., Xi’an710089, China
Citations
LUO Xiao, YANG Yapeng, ZHAO An’an, et al. Research on 3D measurement model construction and data management technology of aircraft manufacturing process[J]. Aeronautical Manufacturing Technology, 2025, 68(12): 121-133, 141.
Abstract
High-precision measurement data is the key to digital preassembly analysis. In order to solve the problems of complex measurement planning for various departments, various forms of measurement data without traceability, low data management and sharing degree, etc. during the assembly process of aircraft components, the model construction and data management methods for 3D measurement in aircraft manufacturing process are presented. The 3D measurement model is constructed by integrating the measurement features, measurement benchmark, feature dispersion, measurement methods and deviation analysis in the measurement planning. The data management system is used to achieve structural and unified management, so as to conduct the measurement implementation of each department and improve the measurement efficiency and data sharing. The feasibility of 3D measurement model construction and data management for aircraft digital assembly engineering is verified by using leading edge component of the wing box.
Keywords
Aircraft assembly; Digital measurement; 3D measurement model; Digital measurement planning; Measurement data management;
国内外航空领域的研究人员已开始积极研究面向飞机装配过程的数字化测量技术[ 张开富, 史越, 骆彬, 等. 大型飞机装配中的高精度测量技术研究进展[J]. 激光与光电子学进展, 2023, 60(3): 0312004.ZHANG Kaifu, SHI Yue, LUO Bin, et al. Research progress of high precision measurement technology in large aircraft assembly[J]. Laser & Optoelectronics Progress, 2023, 60(3): 0312004. 郝龙, 刘涵予, 黄翔, 等. 基于实测数据的飞机虚拟预装配技术发展综述[J]. 航空制造技术, 2024, 67(6): 65–77.HAO Long, LIU Hanyu, HUANG Xiang, et al. Review of virtual pre-assembly technology for aircraft based on measured data[J]. Aeronautical Manufacturing Technology, 2024, 67(6): 65–77. 赵建国, 郭洪杰. 飞机装配质量数字化检测技术研究及应用[J]. 航空制造技术, 2016, 59(20): 24–27.ZHAO Jianguo, GUO Hongjie. Study and application of digital measurement technology for aircraft assembly precision[J]. Aeronautical Manufacturing Technology, 2016, 59(20): 24–27. ACERO R, BRAU A, SANTOLARIA J, et al. Verification of an articulated arm coordinate measuring machine using a laser tracker as reference equipment and an indexed metrology platform[J]. Measurement, 2015, 69: 52–63. SUN H, GUO Y Q. A data-driven anomaly detection approach for acquiring baseline of aircraft engine measurement data[C]//Proceedings of 2017 36th Chinese Control Conference (CCC). Dalian: IEEE, 2017: 7225–7229. 朱文福, 辛博, 顾鑫鑫, 等. 三维数字量传递协调的测量辅助装配在自动化柔性工装中的应用[J]. 自动化应用, 2023(19): 124–127.ZHU Wenfu, XIN Bo, GU Xinxin, et al. Application of MAA for coordinate transmission of 3D digital quantity in automated flexible tooling[J]. Automation Application, 2023(19): 124–127. 1-6]。现阶段,在飞机装配过程中,大部件对接已经广泛运用数字化测量技术进行调姿装配。殷俊等[ 殷俊, 刘延龙, 陈华, 等. 装配小间隙数字化在线测量系统设计与研究[J]. 机床与液压, 2023, 51(12): 117–121.YIN Jun, LIU Yanlong, CHEN Hua, et al. Design and research on digital assembly clearance on-line measurement system[J]. Machine Tool & Hydraulics, 2023, 51(12): 117–121. 7]研究了飞机装配过程中小间隙的自动化测量问题,提出一种可适应物体结构的间隙视觉测量系统,实现了装配小间隙的在线测量。杨晓辉[ 杨晓辉. 面向飞机大部件的数字化测量站位规划方法[D]. 南京: 南京航空航天大学, 2016.YANG Xiaohui. Research on station planning technology of digital measuring metrology for aircraft large component[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2016. 8]研究了一种基于飞机大部件检测模型的测量仪器站位规划方法,通过运用聚类划分及可达性检测的方法,实现了测量站位的快速确定。黄小童等[ 黄小童, 李丽娟, 林雪竹, 等. 叉耳式大部件对接的高精度测量与路径规划[J]. 中国激光, 2020, 47(12): 1204008.HUANG Xiaotong, LI Lijuan, LIN Xuezhu, et al. High-precision measurement and path planning for butt joint of large parts[J]. Chinese Journal of Lasers, 2020, 47(12): 1204008. 9]研究了叉耳式大部件对接的高精度测量与路径规划方法,建立了位姿测量模型、位姿结算模型和对接路径结算模型,实现了大部件对接精度的需求。石诚[ 石诚. 航天器舱段大部件的装配变形数字化测量技术研究[D]. 南京: 南京航空航天大学, 2020.SHI Cheng. Research on digital measurement of the assembly deformation detection in large spacecraft cabin[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020. 10]研究了舱段大部件装配变形数字化测量技术,通过运用测量目标点布设、测量数据配准及装配变形分析等方法,可较为准确地评估装配质量,同时在一定程度上为设计方案的调整提供了参考数据。但目前在组部件装配过程中还未大量普及数字化测量技术,主要原因在于整机三维模型数量庞大,且每个零件三维模型涵盖了设计、制造、质量检测等大量冗杂信息,在产品模型中构建测量模型时包含了大量与测量无关的信息,导致各部门在依据测量模型进行测量时无法便捷地获取所需信息。劳嫦娟等[ 劳嫦娟, 赵子越, 孙双花, 等. 面向飞机装配的三维测量工艺模型构建技术[J]. 中国测试, 2020, 46(S2): 98–101.LAO Changjuan, ZHAO Ziyue, SUN Shuanghua, et al. Construction technology of three-dimensional measurement process model for aircraft assembly[J]. China Measurement & Test, 2020, 46(S2): 98–101. 11]研究了面向飞机装配的三维测量工艺模型构建技术,但未形成固定模式。毛喆等[ 毛喆, 刘兰波, 孙瑞峰, 等. 一种面向航天器装配的测量工艺模型构建技术研究[J]. 制造业自动化, 2023, 45(6): 39–43.MAO Zhe, LIU Lanbo, SUN Ruifeng, et al. Research on model construction technology of measurement process for spacecraft assembly[J]. Manufacturing Automation, 2023, 45(6): 39–43. 毛喆. 飞机装配几何特征三维测量模型构建技术研究[D]. 南京: 南京航空航天大学, 2020.MAO Zhe. Building Technology of 3D measurement model for geometric features in aircraft assembly[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020. 12-13]研究了航天器及飞机装配几何特征的三维测量模型构建技术,开发了快速构建系统,但未考虑飞机制造全过程多层级测量模型的需求。
针对测量数据管理,梁青霄[ 梁青霄. 面向飞机制造的测量管理M–BOM构建[J]. 航空制造技术, 2020, 63(23/24): 72–79.LIANG Qingxiao. Construction of M–BOM for aircraft manufacturing measurement management[J]. Aeronautical Manufacturing Technology, 2020, 63(23/24): 72–79. 14]结合飞机制造物料管理(Bill of material,BOM)的思想,研究了制造过程中测量管理BOM构建的思路和意义,实现了测量任务的系统管理。屈力刚等[ 屈力刚, 苑俊超, 魏佩振. 基于MBD的三维装配BOM重构技术[J]. 航空制造技术, 2014, 57(9): 26–29.QU Ligang, YUAN Junchao, WEI Peizhen. 3D assembly BOM reconstruction technique based on MBD[J]. Aeronautical Manufacturing Technology, 2014, 57(9): 26–29. 15]研究了模型定义(Model based definition,MBD)模式下的三维BOM重构技术,开发了三维BOM重构系统平台,实现了设计BOM(Engineering BOM,EBOM)、工艺BOM(Process BOM,PBOM)及制造BOM(Manufacturing BOM,MBOM),均以产品结构树的形式进行建立和转化。但以上研究未将三维测量模型与数据管理平台进行紧密联系,测量任务与测量数据共享程度不高,关联追溯性不强,复用效果不佳,难以满足基于关键特征的制造过程分析需求。
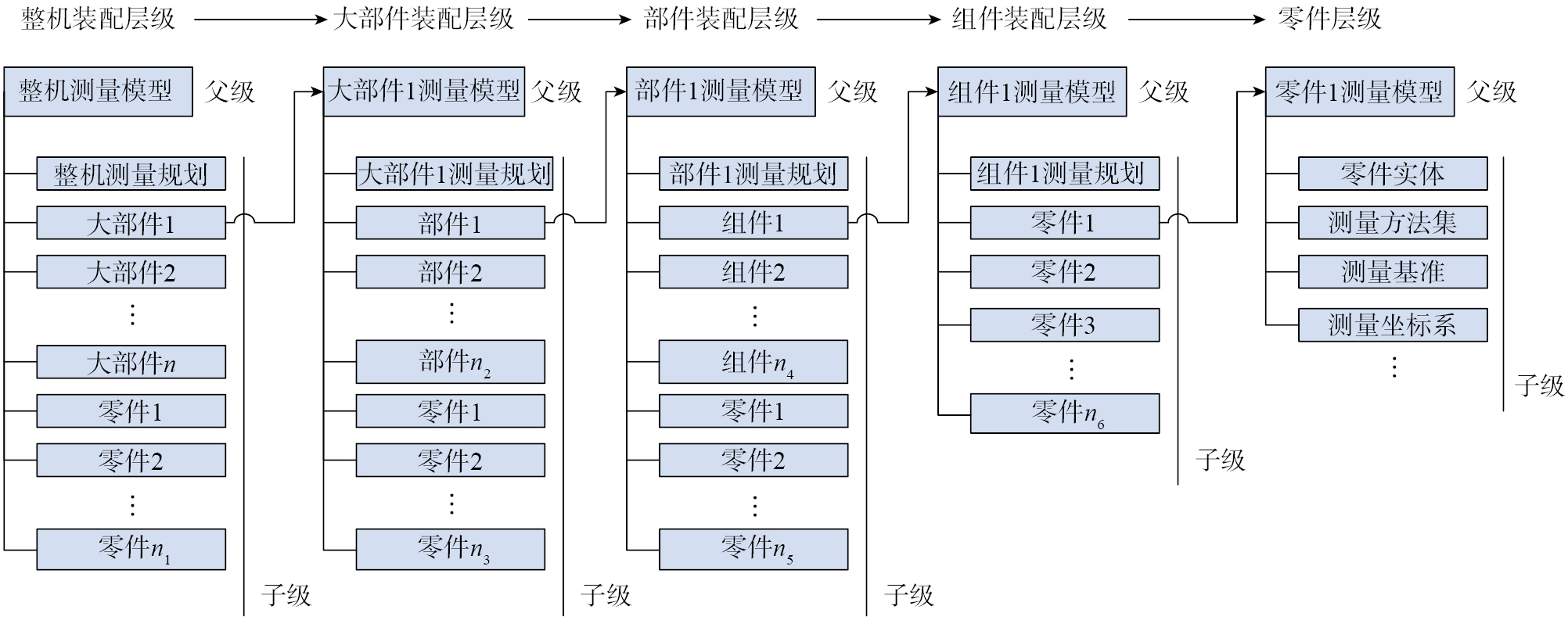
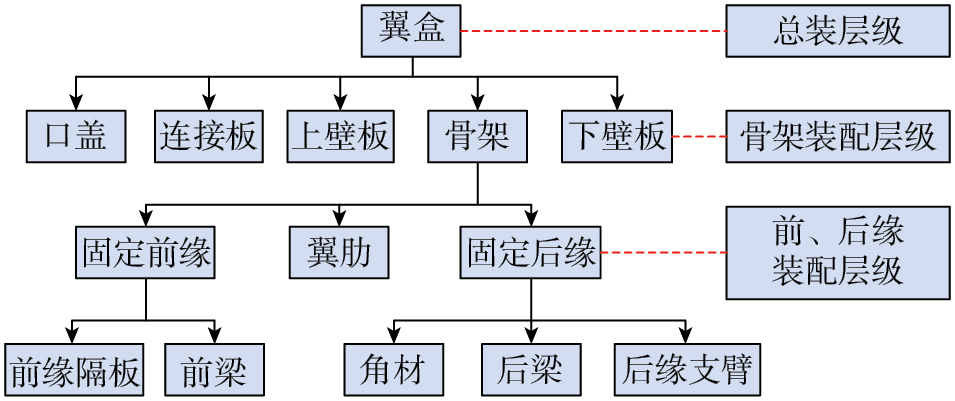
基于飞机制造全过程的三维测量模型是对数字化测量技术的一种具象化描述,是实现飞机数字化装配的纲领性文件[ 杜福洲, 郭瑞振. 基于模型定义的测量规划与质量评定应用框架研究[J]. 航空制造技术, 2018, 61(5): 44–50.DU Fuzhou, GUO Ruizhen. Research on application framework of measurement planning based on model definition and quality evaluation[J]. Aeronautical Manufacturing Technology, 2018, 61(5): 44–50. 16]。根据装配单元划分的形式,测量模型以父子级结构关系进行构建,如图2所示。
图2 测量模型的父子级结构关系
Fig.2 Parent–child structure relationship of measurement model
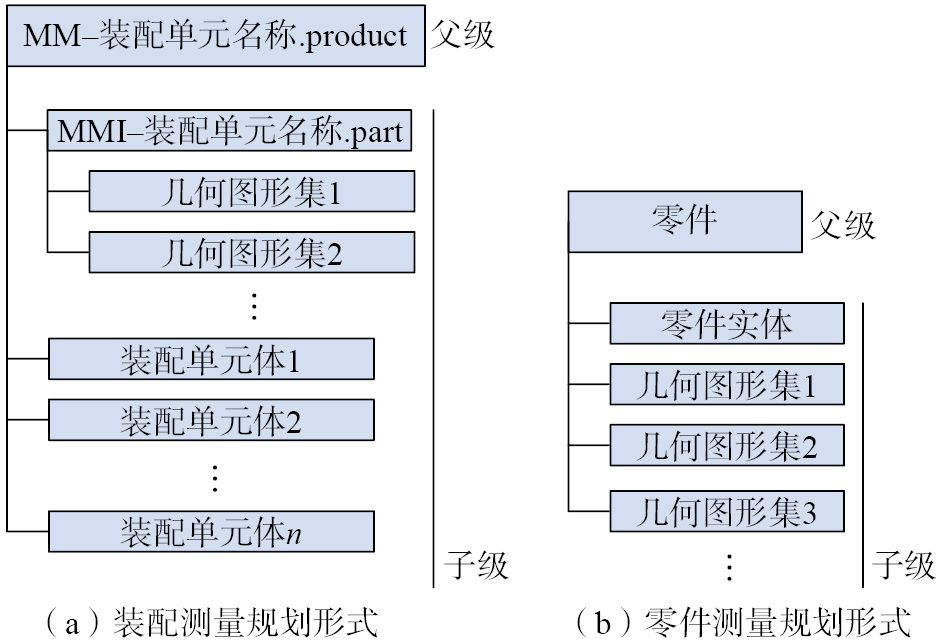
Fig.3 Measurement planning form of 3D measurement model
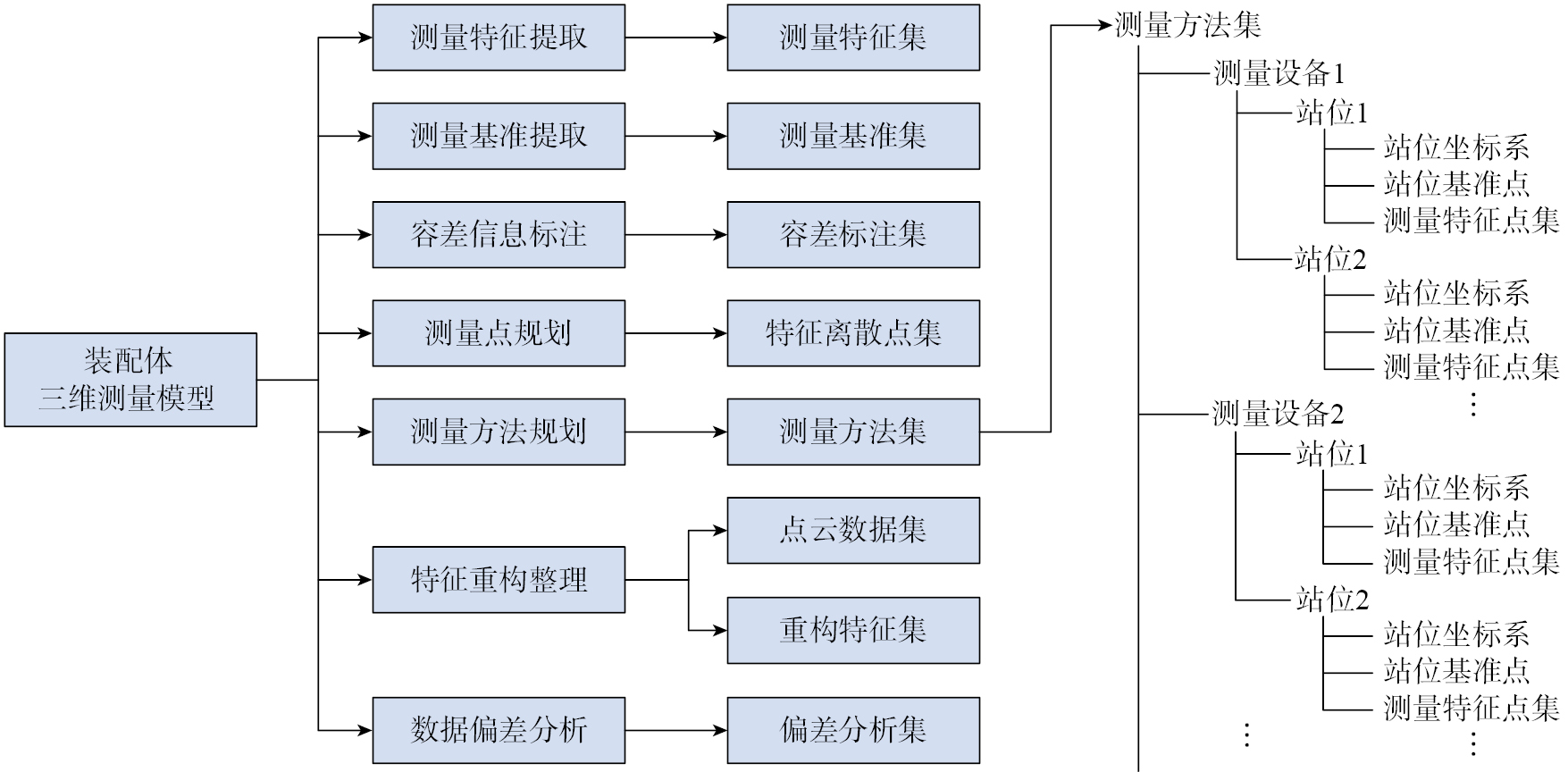
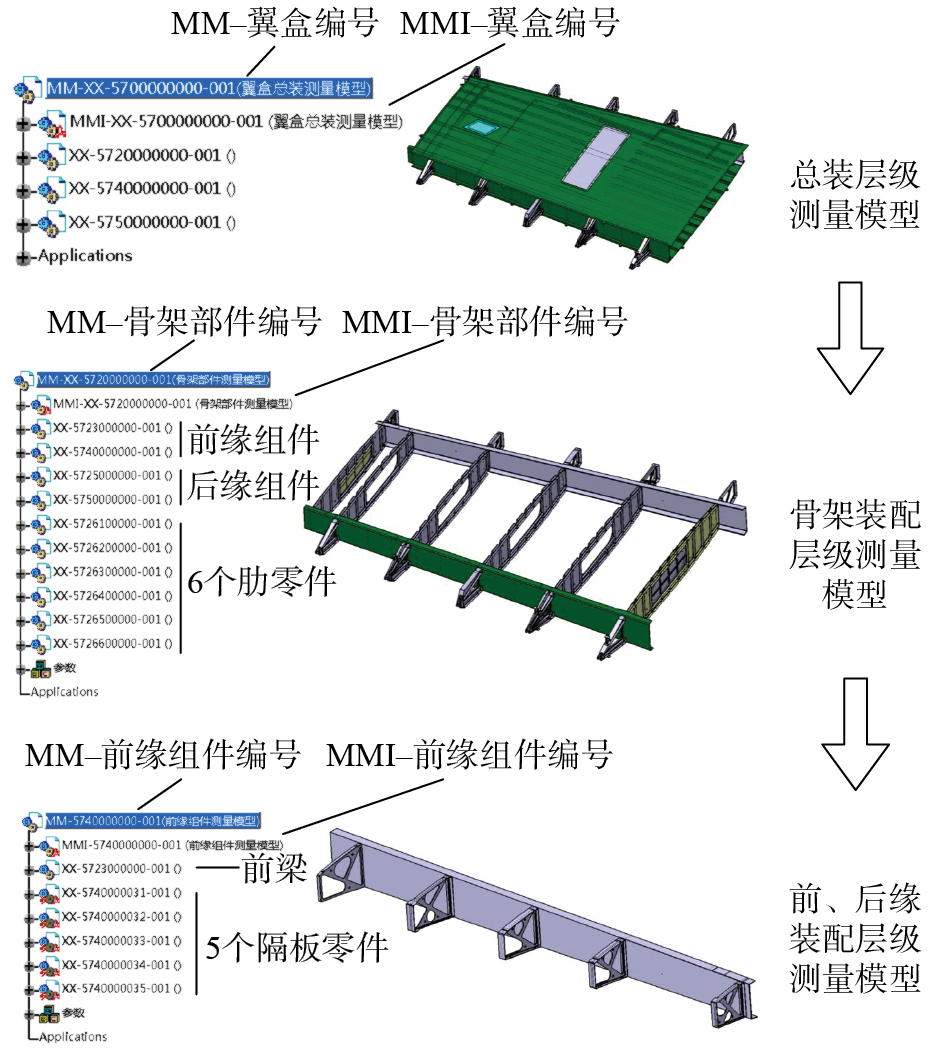
装配体三维测量模型以“MM–装配单元名称.product”名称在装配体结构树的首位进行表示;装配体测量模型信息在装配层级中以“MMI–装配单元名称.part”名称在“MM–装配单元名称.product”下方的首位进行表示,该.part文件包含了装配体测量模型的全部几何图形集。其中,MM(Measurement model)、MMI(Measurement model information)分别表示测量模型和测量模型信息。图4为装配体三维测量模型的总体框架。
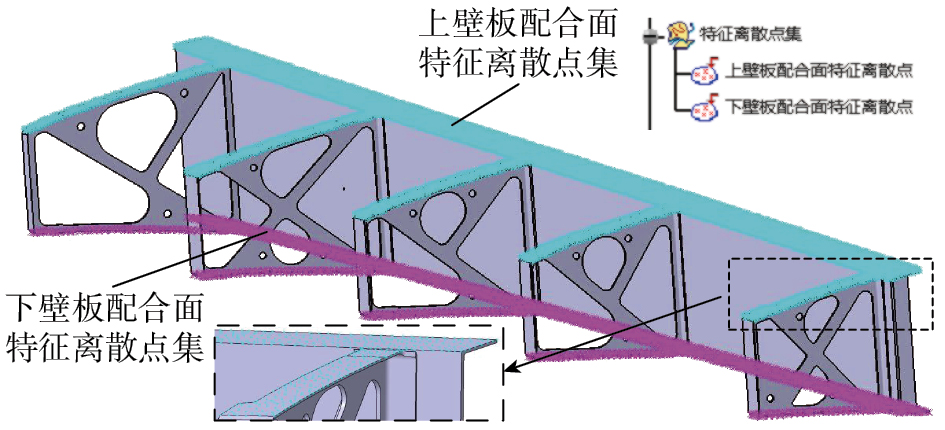
目前,测量特征离散的难点主要在于自由曲面的特征点离散。曲率较为平缓的简单曲面可采用截平面法、曲面细分法等离散布点方法[ 郑成成, 杜福洲. 基于模型的大型曲面外形检测与评定[J]. 制造业自动化, 2016, 38(12): 55–60.ZHENG Chengcheng, DU Fuzhou. Detection and evaluation of large surface profile based on Model[J]. Manufacturing Automation, 2016, 38(12): 55–60. 陈佳佳. 面向飞机模具的自由曲面测量规划研究[D]. 太原: 中北大学, 2015.CHEN Jiajia. Research on free-form surface measurement planning for aircraft mold[D]. Taiyuan: North University of China, 2015. 17-18];曲率较为复杂的自由曲面可采用基于UV布点法的非均匀B样条曲率自适应离散布点方法[ 刘红军, 叶文静, 纪俐. 基于实时重构的自由曲面自适应布点方法[J]. 中国机械工程, 2017, 28(17): 2090–2094.LIU Hongjun, YE Wenjing, JI Li. Adaptive distribution of inspection points for free-form curved surfaces based on real-time reconstruction[J]. China Mechanical Engineering, 2017, 28(17): 2090–2094. 何雪明, 苏丽丽, 孔丽娟, 等. 基于非均匀B样条的未知曲面自适应测量[J]. 计算机工程与应用, 2016, 52(12): 189–193.HE Xueming, SU Lili, KONG Lijuan, et al. Unknown surface adaptive measurement based on non-uniform B-splines[J]. Computer Engineering and Applications, 2016, 52(12): 189–193. 韩志仁, 李子牮, 彩辉. 基于CATIA/CAA的快速布点技术研究[J]. 航空制造技术, 2016, 59(9): 62–65.HAN Zhiren, LI Zijian, CAI Hui. Research on rapid design technique of measure point based on CATIA/CAA[J]. Aeronautical Manufacturing Technology, 2016, 59(9): 62–65. 韩志仁, 王刚, 彩辉, 等. 基于CATIA/CAA的复杂边界平面和曲面自动布点技术研究[J]. 制造业自动化, 2017, 39(9): 59–63, 94.HAN Zhiren, WANG Gang, CAI Hui, et al. Research on generating point automatically in complex boundary plane and surface based on CATIA/CAA[J]. Manufacturing Automation, 2017, 39(9): 59–63, 94. 19-22]。
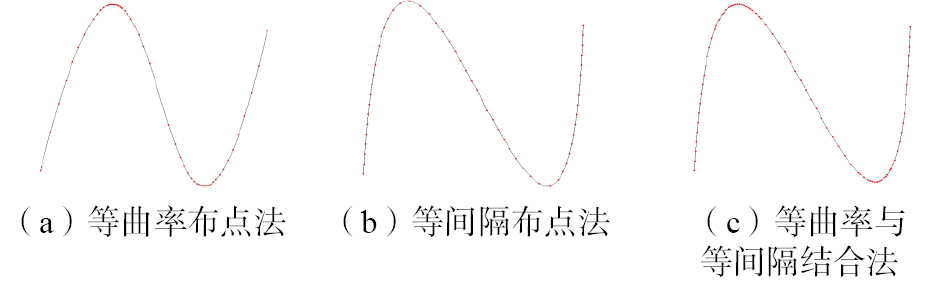
以曲线为例,其测量点的离散方法分为3种,其中图9(a)为等曲率布点法(基于曲率离散),图9(b)为等间隔布点法(均匀离散),图9(c)为等曲率与等间隔结合法(自适应离散)。均匀离散适用于曲率较为平缓的曲面,基于曲率离散适用于曲率变化较大的曲面。自适应离散融合了均匀离散与基于曲率离散,在曲率较大位置处密集布点,在曲率较小位置处稀疏布点,当布点间距大于额定补偿时,运用等间隔均匀布点,弥补了使用单一布点方法的不足,兼顾曲率与步长两种因素[ 彭艳敏, 杨亮, 武杰, 等. 基于曲率的自适应复杂曲面测量点规划方法[J]. 智能制造, 2023(4): 121–123.PENG Yanmin, YANG Liang, WU Jie, et al. Adaptive complex surface measurement point planning method based on curvature[J]. Intelligent Manufacturing, 2023(4): 121–123. 23]。
图9 曲线测量点离散方法
Fig.9 Discretization method for curve measurement points
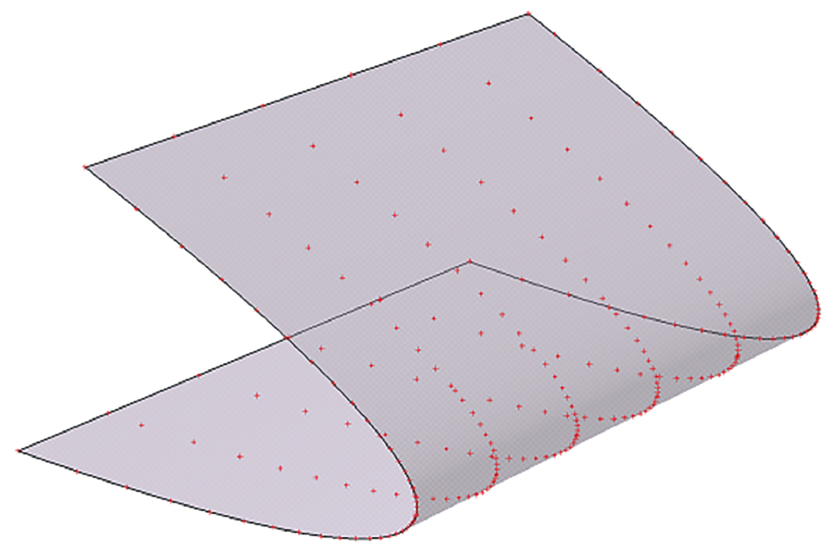
为确保特征离散点能精确描述待测特征,布点后对测量点进行二次拟合,计算拟合曲面与理论值的最大偏差,若小于公差值的1/5则输出布点密度,若超差则对超差部分加密布点后再重新拟合。特征离散布点密度的确定流程如图10所示。自由曲面基于UV布点法的非均匀B样条曲率自适应离散布点结果如图11所示[ 彭艳敏, 杨亮, 武杰, 等. 基于曲率的自适应复杂曲面测量点规划方法[J]. 智能制造, 2023(4): 121–123.PENG Yanmin, YANG Liang, WU Jie, et al. Adaptive complex surface measurement point planning method based on curvature[J]. Intelligent Manufacturing, 2023(4): 121–123. 23]。
图10 特征离散布点密度的确定流程
Fig.10 Determination process of characteristic discrete point density
图11 自由曲面布点结果[ 彭艳敏, 杨亮, 武杰, 等. 基于曲率的自适应复杂曲面测量点规划方法[J]. 智能制造, 2023(4): 121–123.PENG Yanmin, YANG Liang, WU Jie, et al. Adaptive complex surface measurement point planning method based on curvature[J]. Intelligent Manufacturing, 2023(4): 121–123. 23]
Fig.11 Result of point distribution on free-form surface[ 彭艳敏, 杨亮, 武杰, 等. 基于曲率的自适应复杂曲面测量点规划方法[J]. 智能制造, 2023(4): 121–123.PENG Yanmin, YANG Liang, WU Jie, et al. Adaptive complex surface measurement point planning method based on curvature[J]. Intelligent Manufacturing, 2023(4): 121–123. 23]
2.5 测量方法构建
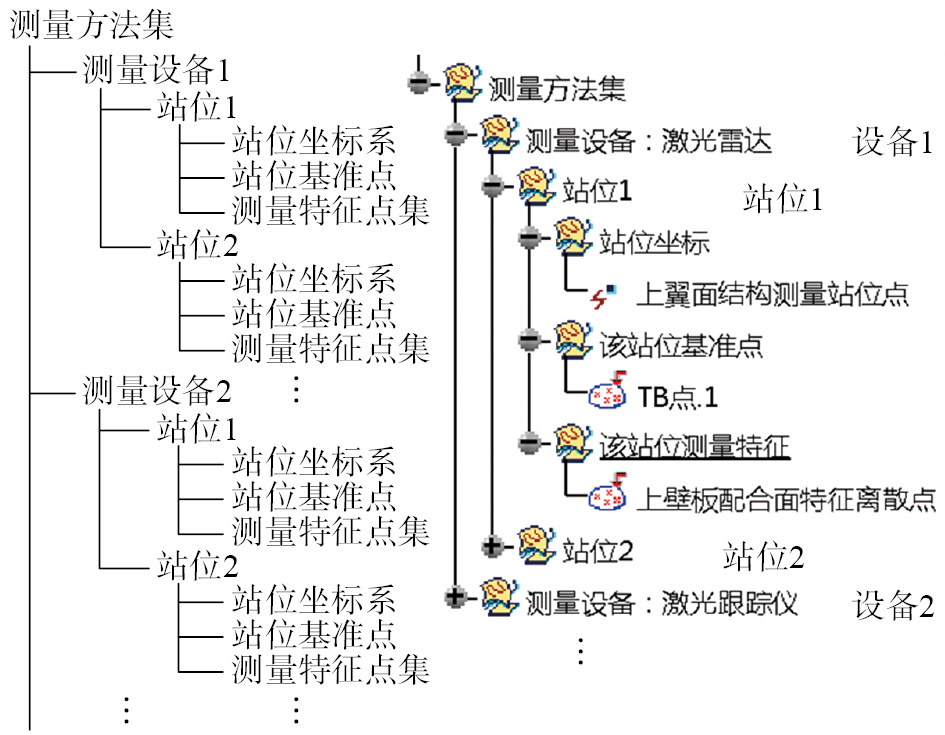
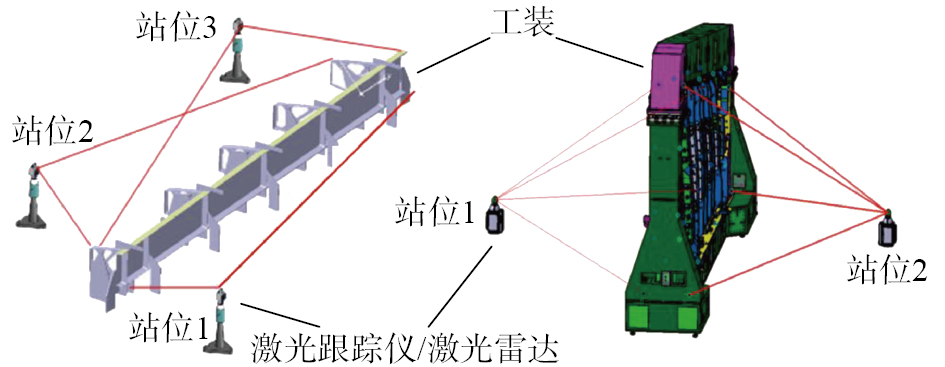
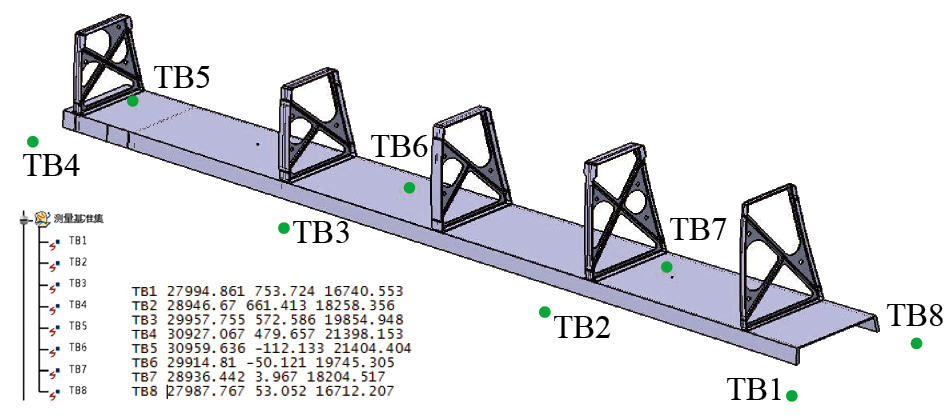
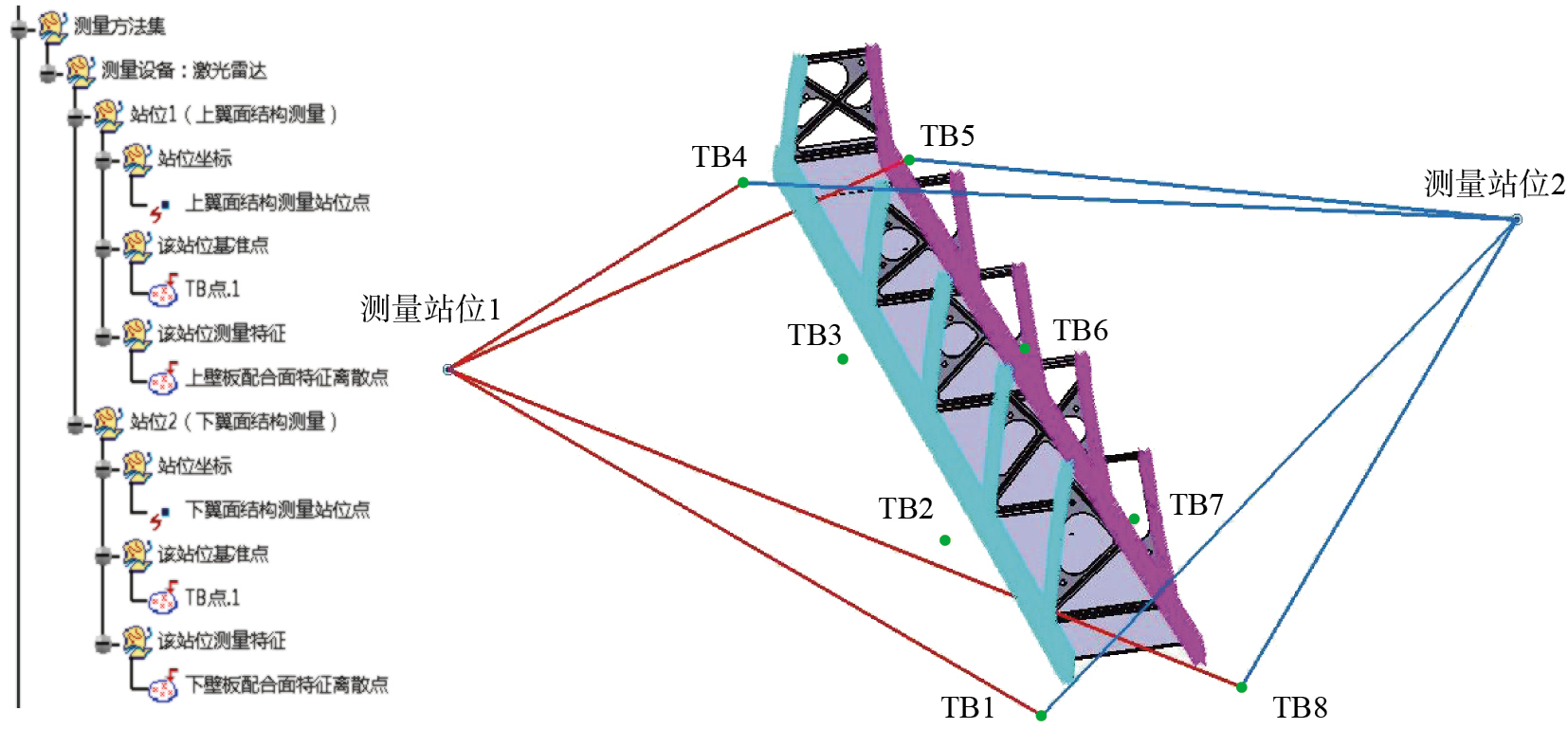
测量方法中包括测量设备、测量站位、测量基准及测量特征[ 谈宝林. 飞机小型结构件快速测量技术研究与应用[D]. 哈尔滨: 哈尔滨工业大学, 2020.TAN Baolin. Research and application of rapid measurement technology for small aircraft structural parts[D]. Harbin: Harbin Institute of Technology, 2020. 24]。对于1种测量设备无法满足测量的零件,需要安排多个测量设备,每种设备可能存在多个测量站位,对应站位信息包括站位坐标、该站位建系基准点和该站位下的测量特征点集[ 张阳. 基于激光雷达的飞机大型构件测量站位规划研究[D]. 南京: 南京航空航天大学, 2019.ZHANG Yang. Research on station planning of digital measurement for large-scale part of aircraft based on the laser radar[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2019. 25]。图12为测量方法集的结构形式。
张开富, 史越, 骆彬, 等. 大型飞机装配中的高精度测量技术研究进展[J]. 激光与光电子学进展, 2023, 60(3): 0312004. ZHANGKaifu, SHIYue, LUOBin, et al. Research progress of high precision measurement technology in large aircraft assembly[J]. Laser & Optoelectronics Progress, 2023, 60(3): 0312004.
[2]
郝龙, 刘涵予, 黄翔, 等. 基于实测数据的飞机虚拟预装配技术发展综述[J]. 航空制造技术, 2024, 67(6): 65–77. HAOLong, LIUHanyu, HUANGXiang, et al. Review of virtual pre-assembly technology for aircraft based on measured data[J]. Aeronautical Manufacturing Technology, 2024, 67(6): 65–77.
[3]
赵建国, 郭洪杰. 飞机装配质量数字化检测技术研究及应用[J]. 航空制造技术, 2016, 59(20): 24–27. ZHAOJianguo, GUOHongjie. Study and application of digital measurement technology for aircraft assembly precision[J]. Aeronautical Manufacturing Technology, 2016, 59(20): 24–27.
[4]
ACEROR, BRAUA, SANTOLARIAJ, et al. Verification of an articulated arm coordinate measuring machine using a laser tracker as reference equipment and an indexed metrology platform[J]. Measurement, 2015, 69: 52–63.
[5]
SUNH, GUOY Q. A data-driven anomaly detection approach for acquiring baseline of aircraft engine measurement data[C]//Proceedings of 2017 36th Chinese Control Conference (CCC). Dalian: IEEE, 2017: 7225–7229.
[6]
朱文福, 辛博, 顾鑫鑫, 等. 三维数字量传递协调的测量辅助装配在自动化柔性工装中的应用[J]. 自动化应用, 2023(19): 124–127. ZHUWenfu, XINBo, GUXinxin, et al. Application of MAA for coordinate transmission of 3D digital quantity in automated flexible tooling[J]. Automation Application, 2023(19): 124–127.
[7]
殷俊, 刘延龙, 陈华, 等. 装配小间隙数字化在线测量系统设计与研究[J]. 机床与液压, 2023, 51(12): 117–121. YINJun, LIUYanlong, CHENHua, et al. Design and research on digital assembly clearance on-line measurement system[J]. Machine Tool & Hydraulics, 2023, 51(12): 117–121.
[8]
杨晓辉. 面向飞机大部件的数字化测量站位规划方法[D]. 南京: 南京航空航天大学, 2016. YANGXiaohui. Research on station planning technology of digital measuring metrology for aircraft large component[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2016.
[9]
黄小童, 李丽娟, 林雪竹, 等. 叉耳式大部件对接的高精度测量与路径规划[J]. 中国激光, 2020, 47(12): 1204008. HUANGXiaotong, LILijuan, LINXuezhu, et al. High-precision measurement and path planning for butt joint of large parts[J]. Chinese Journal of Lasers, 2020, 47(12): 1204008.
[10]
石诚. 航天器舱段大部件的装配变形数字化测量技术研究[D]. 南京: 南京航空航天大学, 2020. SHICheng. Research on digital measurement of the assembly deformation detection in large spacecraft cabin[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020.
[11]
劳嫦娟, 赵子越, 孙双花, 等. 面向飞机装配的三维测量工艺模型构建技术[J]. 中国测试, 2020, 46(S2): 98–101. LAOChangjuan, ZHAOZiyue, SUNShuanghua, et al. Construction technology of three-dimensional measurement process model for aircraft assembly[J]. China Measurement & Test, 2020, 46(S2): 98–101.
[12]
毛喆, 刘兰波, 孙瑞峰, 等. 一种面向航天器装配的测量工艺模型构建技术研究[J]. 制造业自动化, 2023, 45(6): 39–43. MAOZhe, LIULanbo, SUNRuifeng, et al. Research on model construction technology of measurement process for spacecraft assembly[J]. Manufacturing Automation, 2023, 45(6): 39–43.
[13]
毛喆. 飞机装配几何特征三维测量模型构建技术研究[D]. 南京: 南京航空航天大学, 2020. MAOZhe. Building Technology of 3D measurement model for geometric features in aircraft assembly[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020.
[14]
梁青霄. 面向飞机制造的测量管理M–BOM构建[J]. 航空制造技术, 2020, 63(23/24): 72–79. LIANGQingxiao. Construction of M–BOM for aircraft manufacturing measurement management[J]. Aeronautical Manufacturing Technology, 2020, 63(23/24): 72–79.
[15]
屈力刚, 苑俊超, 魏佩振. 基于MBD的三维装配BOM重构技术[J]. 航空制造技术, 2014, 57(9): 26–29. QULigang, YUANJunchao, WEIPeizhen. 3D assembly BOM reconstruction technique based on MBD[J]. Aeronautical Manufacturing Technology, 2014, 57(9): 26–29.
[16]
杜福洲, 郭瑞振. 基于模型定义的测量规划与质量评定应用框架研究[J]. 航空制造技术, 2018, 61(5): 44–50. DUFuzhou, GUORuizhen. Research on application framework of measurement planning based on model definition and quality evaluation[J]. Aeronautical Manufacturing Technology, 2018, 61(5): 44–50.
[17]
郑成成, 杜福洲. 基于模型的大型曲面外形检测与评定[J]. 制造业自动化, 2016, 38(12): 55–60. ZHENGChengcheng, DUFuzhou. Detection and evaluation of large surface profile based on Model[J]. Manufacturing Automation, 2016, 38(12): 55–60.
[18]
陈佳佳. 面向飞机模具的自由曲面测量规划研究[D]. 太原: 中北大学, 2015. CHENJiajia. Research on free-form surface measurement planning for aircraft mold[D]. Taiyuan: North University of China, 2015.
[19]
刘红军, 叶文静, 纪俐. 基于实时重构的自由曲面自适应布点方法[J]. 中国机械工程, 2017, 28(17): 2090–2094. LIUHongjun, YEWenjing, JILi. Adaptive distribution of inspection points for free-form curved surfaces based on real-time reconstruction[J]. China Mechanical Engineering, 2017, 28(17): 2090–2094.
[20]
何雪明, 苏丽丽, 孔丽娟, 等. 基于非均匀B样条的未知曲面自适应测量[J]. 计算机工程与应用, 2016, 52(12): 189–193. HEXueming, SULili, KONGLijuan, et al. Unknown surface adaptive measurement based on non-uniform B-splines[J]. Computer Engineering and Applications, 2016, 52(12): 189–193.
[21]
韩志仁, 李子牮, 彩辉. 基于CATIA/CAA的快速布点技术研究[J]. 航空制造技术, 2016, 59(9): 62–65. HANZhiren, LIZijian, CAIHui. Research on rapid design technique of measure point based on CATIA/CAA[J]. Aeronautical Manufacturing Technology, 2016, 59(9): 62–65.
[22]
韩志仁, 王刚, 彩辉, 等. 基于CATIA/CAA的复杂边界平面和曲面自动布点技术研究[J]. 制造业自动化, 2017, 39(9): 59–63, 94. HANZhiren, WANGGang, CAIHui, et al. Research on generating point automatically in complex boundary plane and surface based on CATIA/CAA[J]. Manufacturing Automation, 2017, 39(9): 59–63, 94.
[23]
彭艳敏, 杨亮, 武杰, 等. 基于曲率的自适应复杂曲面测量点规划方法[J]. 智能制造, 2023(4): 121–123. PENGYanmin, YANGLiang, WUJie, et al. Adaptive complex surface measurement point planning method based on curvature[J]. Intelligent Manufacturing, 2023(4): 121–123.
[24]
谈宝林. 飞机小型结构件快速测量技术研究与应用[D]. 哈尔滨: 哈尔滨工业大学, 2020. TANBaolin. Research and application of rapid measurement technology for small aircraft structural parts[D]. Harbin: Harbin Institute of Technology, 2020.
[25]
张阳. 基于激光雷达的飞机大型构件测量站位规划研究[D]. 南京: 南京航空航天大学, 2019. ZHANGYang. Research on station planning of digital measurement for large-scale part of aircraft based on the laser radar[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2019.