Design and Experiment of Two-Degree-of-Freedom Tuned Mass Damper for Chatter Suppression of Angle Milling Head
Citations
MA Wenshuo, ZHANG Jinfeng, ZHANG Zhichao, et al. Design and experiment of two-degree-of-freedom tuned mass damper for chatter suppression of angle milling head[J]. Aeronautical Manufacturing Technology, 2025, 68(12): 68-74, 81.
1.School of Mechanical Engineering and Automation, Beihang University, Beijing100191, China
2.Jiangxi Research Institute of Beihang University, Nanchang330096, China
3.Nanchang Hangkong University, Nanchang330063, China
4.Nanchang Huhang Industry Co., Ltd., Nanchang330063, China
Citations
MA Wenshuo, ZHANG Jinfeng, ZHANG Zhichao, et al. Design and experiment of two-degree-of-freedom tuned mass damper for chatter suppression of angle milling head[J]. Aeronautical Manufacturing Technology, 2025, 68(12): 68-74, 81.
Abstract
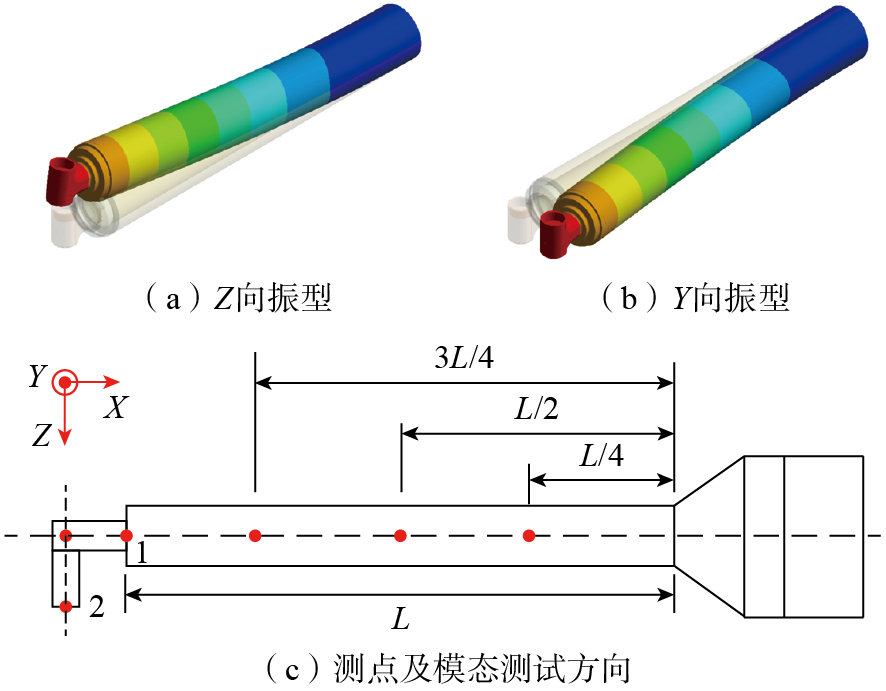
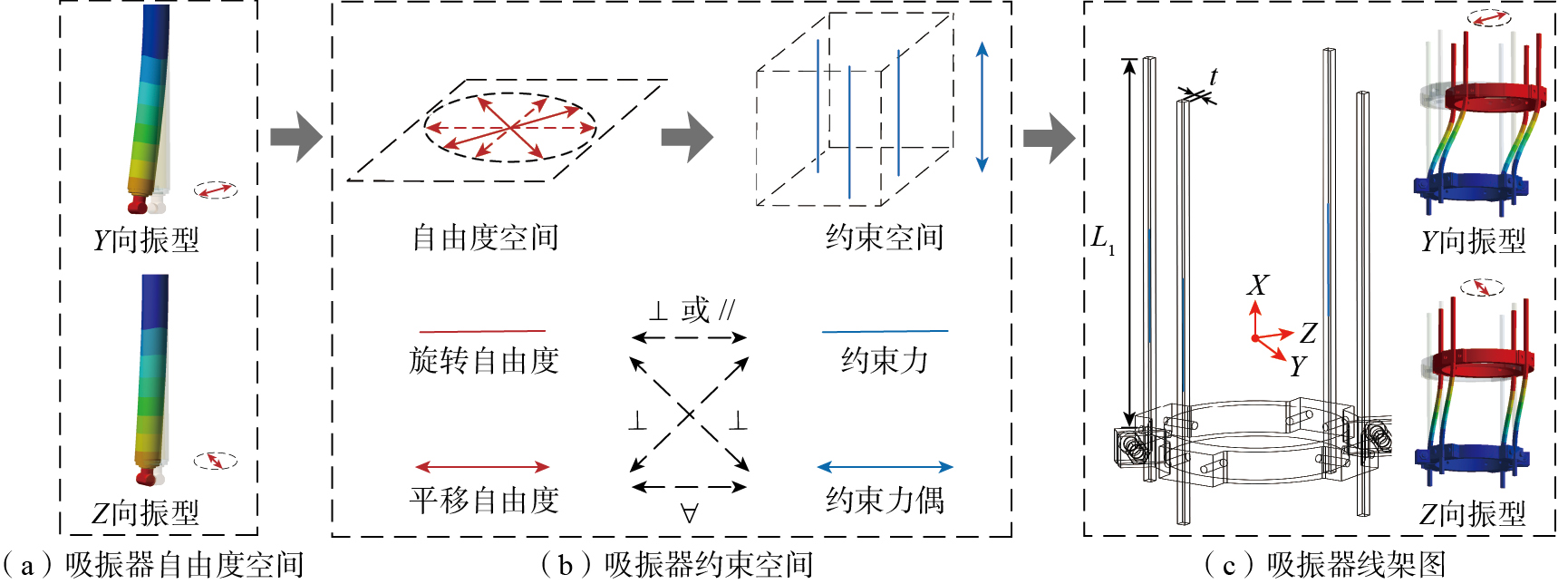
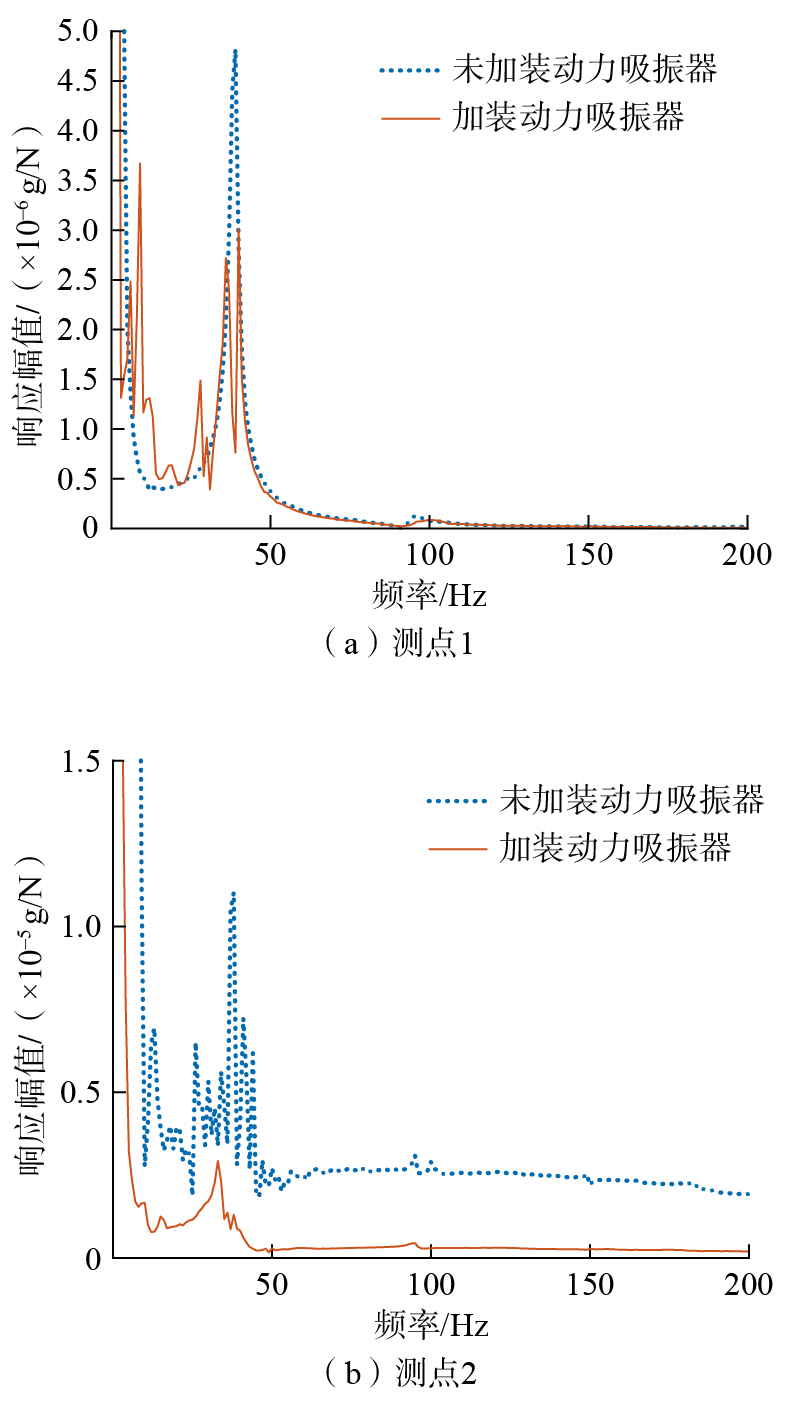
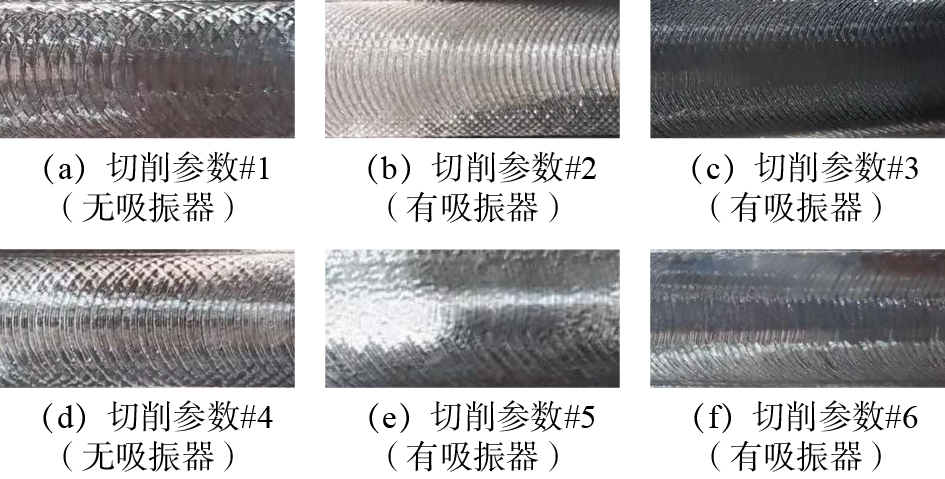
The angle milling head, a specialized tool capable of expanding machining range and improving adaptability of machine tools, is extensively applied in the machining of complex aircraft structural components. However, its high length/diameter ratio often leads to low rigidity, making it highly susceptible to chatter during actual machining processes, which severely impacts machining efficiency and accuracy. A two-degree-of-freedom (two-DOF) tuned mass damper (TMD), externally mounted on the angle milling head with minimized structural modifications, is specifically designed for suppressing vibration of the angle milling head along two orthogonal axes and milling chatter. Based on experimental measurements of the angle milling head’s dynamics, a dynamic model for the angle milling head–TMD system is developed. Numerical optimization is then carried out to determine the optimal dynamic parameters for the TMD. A configuration design for the two-DOF TMD is performed using the graphical approach according to mode shapes of the angle milling head, followed by finite element simulations of the TMD prototype. Finally, modal tests and cutting experiments were conducted to validate effectiveness of the TMD. Experimental results demonstrate that after installation of the TMD, the maximum magnitude of the frequency response function measured at the end of the angle milling head decreased by 73.5%, while the stable cutting depth increased by 300% (from 0.4 mm to 1.6 mm at spindle speed of 1000 r/min).
角铣头作为一种连接机床主轴和刀具的特殊装备,是在不改变既有机床结构的前提下,提升复杂零件加工效率的有效解决方案。然而,为确保对深孔、深腔等结构特征的加工灵活性与适应性,角铣头的长径比往往较大,易导致末端刚度不足,继而使得刀具与工件产生有害的相对运动,引发严重颤振问题,最终极大降低零件的精度、表面质量,甚至影响刀具寿命[ 李海. 飞机复杂结构件角度头加工技术[D]. 南京: 南京航空航天大学, 2012.LI Hai. Angle head machining technology for aircraft complex structural parts[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2012. 1]。因此,研究高效、可靠的角铣头振动抑制装置,对于进一步提升角铣头的加工效率与质量并拓展其应用范围,具有一定的工程实用意义。
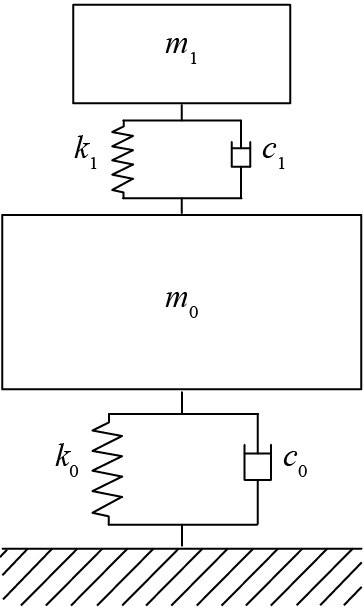
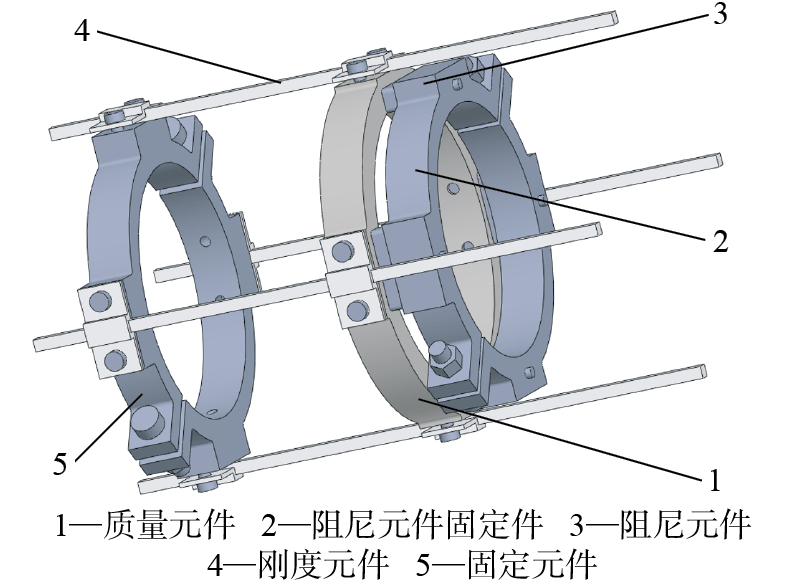
动力吸振器作为附加于被抑振对象之上的振动子系统,能够以最小化的结构改动实现振动的高效抑制,是改善角铣头弱刚度、提升切削稳定性的有效途径。动力吸振器的概念最早由Frahm[ FRAHM H. Device for damping vibrations of bodies: US989958 A[P]. 1911. 2]提出,该系统由一个质量元件和一个刚度元件组成,将质量块通过弹簧安装在主结构上以实现减振。Den Hartog等[ DEN HARTOG J P, ORMONDROYD J. The theory of the dynamic vibration absorber[J]. ASME Journal of Applied Mechanics, 1928, 50: 9–22. 3]在Frahm的模型基础上增加了阻尼单元,创建了由质量–刚度–阻尼元件组成的Voigt构型动力吸振器。理论研究层面,Asami等[ ASAMI T, NISHIHARA O. Analytical and experimental evaluation of an air damped dynamic vibration absorber: Design optimizations of the three-element type model[J]. Journal of Vibration and Acoustics, 1999, 121(3): 334–342. 4]证明了在相同质量比的条件下,阻尼元件上附加刚度元件的三要素动力吸振器减振效果优于Voigt吸振器;Ren[ REN M Z. A variant design of the dynamic vibration absorber[J]. Journal of Sound and Vibration, 2001, 245(4): 762–770. 5]将阻尼器的阻尼元件直接接地,同样获得了更好的减振效果;Nishihara等[ NISHIHARA O, ASAMI T. Closed-form solutions to the exact optimizations of dynamic vibration absorbers (minimizations of the maximum amplitude magnification factors)[J]. Journal of Vibration and Acoustics, 2002, 124(4): 576–582. 6]给出了H∞优化方法参数的精确解析解,该优化算法能够实现刀具动力吸振器参数的优化,对于特定频率、带宽较窄的振动激励具有较好的应用效果。工程应用层面,李伟家等[ 李伟家, 沈春根, 马永, 等. 被动阻尼减振铣刀的结构设计及振动特性分析[J]. 工具技术, 2019, 53(8): 56–60.LI Weijia, SHEN Chungen, MA Yong, et al. Structure design and vibration optimization analysis of passive damping anti-vibration milling cutter[J]. Tool Engineering, 2019, 53(8): 56–60. 7]设计了一种嵌入铣刀的单自由度阻尼吸振器,使得铣刀的频域内最大响应振幅降低了约37.2%;Yang等[ YANG Y Q, WANG Y F, LIU Q. Design of a milling cutter with large length-diameter ratio based on embedded passive damper[J]. Journal of Vibration and Control, 2019, 25(3): 506–516. 8]设计了一种嵌入了单自由度被动阻尼器的阻尼刀具,有效提高了刀具的加工精度和加工稳定性;Moradi等[ MORADI H, BAKHTIARI-NEJAD F, MOVAHHEDY M R, et al. Stability improvement and regenerative chatter suppression in nonlinear milling process via tunable vibration absorber[J]. Journal of Sound and Vibration, 2012, 331(21): 4668–4690. 9]设计了一种参数可调的动力吸振器,用于板材铣削过程中的振动抑制,提高了工艺稳定性极限,获得了更大的切削深度;Saadabad等[ SAADABAD N A, MORADI H, VOSSOUGHI G. Global optimization and design of dynamic absorbers for chatter suppression in milling process with tool wear and process damping[J]. Procedia CIRP, 2014, 21: 360–366. 10]设计了一种减振铣刀,并提出一种多回路优化算法对内嵌吸振器进行优化设计,实现了铣刀切削颤振的最优抑制。
近年来,针对单自由度吸振器在抑制多自由度主振系统时性能欠佳的难题,研究通过在吸振器质量单元中引入多个运动自由度,提出了新型的多自由度动力吸振器[ ZUO L, NAYFEH S A. Minimax optimization of multi-degree-of-freedom tuned-mass dampers[J]. Journal of Sound and Vibration, 2004, 272(3–5): 893–908. 11]。Yang等[ YANG Y Q, DAI W, LIU Q. Design and implementation of two-degree-of-freedom tuned mass damper in milling vibration mitigation[J]. Journal of Sound Vibration, 2015, 335: 78–88. 12]采用两自由度动力吸振器对一弱刚性工装进行了单模态抑制,切削试验表明,在加装该吸振器后,铣削加工的最大稳定切深提高了4.3倍。Ma等[ MA W S, YANG Y Q, JIN X L. Chatter suppression in micro-milling using shank-mounted Two-DOF tuned mass damper[J]. Precision Engineering, 2021, 72: 144–157. 13]设计了一种外装于微铣刀的多自由度动力吸振器,使得临界稳定切深提高了10倍,该研究团队还设计了一种用于并联机床的串联多重单自由度动力吸振器,实现了该并联机床单振动模态的有效抑制[ MA W S, JIN X L, YU J J, et al. Oppositely oriented series multiple tuned mass dampers and application on a parallel machine tool[J]. Mechanical Systems and Signal Processing, 2022, 163: 108196. 14]。Wu等[ WU S Q, LI H X. A data-driven design method of distributed dynamic vibration absorber for broadband vibration suppression of thin-walled structures[J]. Thin-Walled Structures, 2023, 182: 110264. 15]提出了一种数据驱动的宽频带密集激励分布式动力吸振器的设计方法,并验证了基于该方法的设计能够实现较好的减振效果。Wang等[ WANG M, QIN P, ZAN T, et al. Improving optimal chatter control of slender cutting tool through more accurate tuned mass damper modeling[J]. Journal of Sound and Vibration, 2021, 513: 116393. 16]提出一种内嵌于细长刀具的吸振器精确建模方法,并验证了所提建模方法在提升优化精度和实用性方面的优势。Qin等[ QIN P, LIU Y N, WANG M, et al. Milling vibration control of semiconical shell workpiece with multiple distribution tuned mass dampers[J]. The International Journal of Advanced Manufacturing Technology, 2021, 115(7): 2175–2190. 17]提出了一种抑制半壳体横向振动的吸振器优化设计方法,试验结果表明,该方法可有效提高半壳体工件的横向动刚度,从而抑制其铣削振动。Yuan等[ YUAN H, WAN M, YANG Y. Design of a tunable mass damper for mitigating vibrations in milling of cylindrical parts[J]. Chinese Journal of Aeronautics, 2019, 32(3): 748–758. 18]设计了一种用于抑制圆柱件铣削过程中颤振的动力吸振器,以临界轴向切削深度的最大化为目标函数,并采用顺序二次规划算法对吸振器参数进行了优化,试验结果表明,该设计具有良好的抑振性能和铣削稳定性提升效果。
李海. 飞机复杂结构件角度头加工技术[D]. 南京: 南京航空航天大学, 2012. LIHai. Angle head machining technology for aircraft complex structural parts[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2012.
[2]
FRAHMH. Device for damping vibrations of bodies: US989958 A[P]. 1911.
[3]
DEN HARTOGJ P, ORMONDROYDJ. The theory of the dynamic vibration absorber[J]. ASME Journal of Applied Mechanics, 1928, 50: 9–22.
[4]
ASAMIT, NISHIHARAO. Analytical and experimental evaluation of an air damped dynamic vibration absorber: Design optimizations of the three-element type model[J]. Journal of Vibration and Acoustics, 1999, 121(3): 334–342.
[5]
RENM Z. A variant design of the dynamic vibration absorber[J]. Journal of Sound and Vibration, 2001, 245(4): 762–770.
[6]
NISHIHARAO, ASAMIT. Closed-form solutions to the exact optimizations of dynamic vibration absorbers (minimizations of the maximum amplitude magnification factors)[J]. Journal of Vibration and Acoustics, 2002, 124(4): 576–582.
YANGY Q, WANGY F, LIUQ. Design of a milling cutter with large length-diameter ratio based on embedded passive damper[J]. Journal of Vibration and Control, 2019, 25(3): 506–516.
[9]
MORADIH, BAKHTIARI-NEJADF, MOVAHHEDYM R, et al. Stability improvement and regenerative chatter suppression in nonlinear milling process via tunable vibration absorber[J]. Journal of Sound and Vibration, 2012, 331(21): 4668–4690.
[10]
SAADABADN A, MORADIH, VOSSOUGHIG. Global optimization and design of dynamic absorbers for chatter suppression in milling process with tool wear and process damping[J]. Procedia CIRP, 2014, 21: 360–366.
[11]
ZUOL, NAYFEHS A. Minimax optimization of multi-degree-of-freedom tuned-mass dampers[J]. Journal of Sound and Vibration, 2004, 272(3–5): 893–908.
[12]
YANGY Q, DAIW, LIUQ. Design and implementation of two-degree-of-freedom tuned mass damper in milling vibration mitigation[J]. Journal of Sound Vibration, 2015, 335: 78–88.
[13]
MAW S, YANGY Q, JINX L. Chatter suppression in micro-milling using shank-mounted Two-DOF tuned mass damper[J]. Precision Engineering, 2021, 72: 144–157.
[14]
MAW S, JINX L, YUJ J, et al. Oppositely oriented series multiple tuned mass dampers and application on a parallel machine tool[J]. Mechanical Systems and Signal Processing, 2022, 163: 108196.
[15]
WUS Q, LIH X. A data-driven design method of distributed dynamic vibration absorber for broadband vibration suppression of thin-walled structures[J]. Thin-Walled Structures, 2023, 182: 110264.
[16]
WANGM, QINP, ZANT, et al. Improving optimal chatter control of slender cutting tool through more accurate tuned mass damper modeling[J]. Journal of Sound and Vibration, 2021, 513: 116393.
[17]
QINP, LIUY N, WANGM, et al. Milling vibration control of semiconical shell workpiece with multiple distribution tuned mass dampers[J]. The International Journal of Advanced Manufacturing Technology, 2021, 115(7): 2175–2190.
[18]
YUANH, WANM, YANGY. Design of a tunable mass damper for mitigating vibrations in milling of cylindrical parts[J]. Chinese Journal of Aeronautics, 2019, 32(3): 748–758.