Design and Assembly Accuracy Evaluation of Precision Forging Blade Fixture for Aero-Engine
ZHAO Bing1
ZHANG Shen1
QIAO Yueqi1
LIANG Jiawei2
WANG Hui3
XU Lijun4
ZHOU Fen4
1.School of Mechanical Engineering, Qinghai University, Xining810016, China
2.Department of Mechanical Engineering, Tsinghua University, Beijing100084, China
3.Research Institute for Aero Engine, Beihang University, Beijing102206, China
4.AECC Aviation Power Co., Ltd., Xi’an710021, China
Citations
ZHAO Bing, ZHANG Shen, QIAO Yueqi, et al. Design and assembly accuracy evaluation of precision forging blade fixture for aero-engine[J]. Aeronautical Manufacturing Technology, 2025, 68(12): 14-23.
Abstract
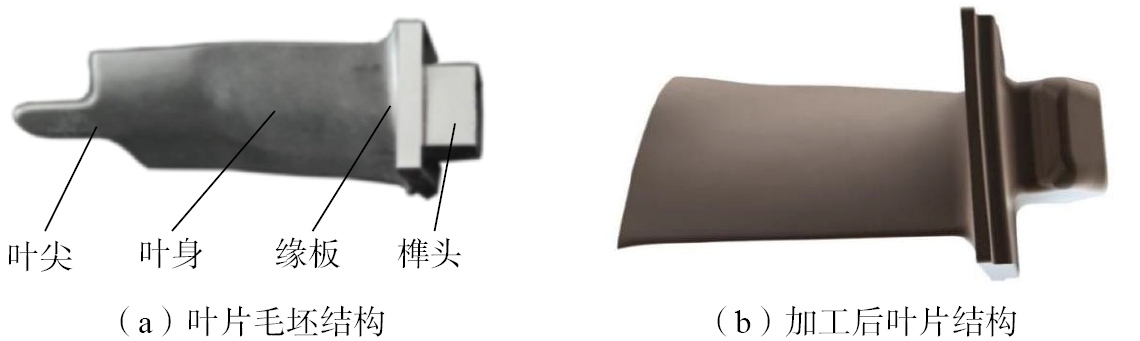
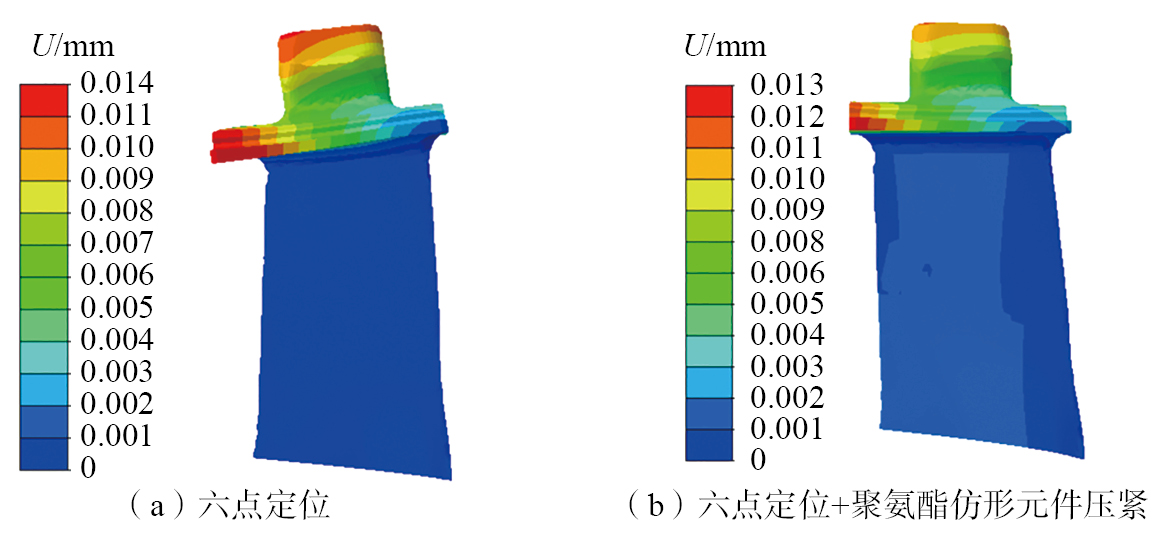
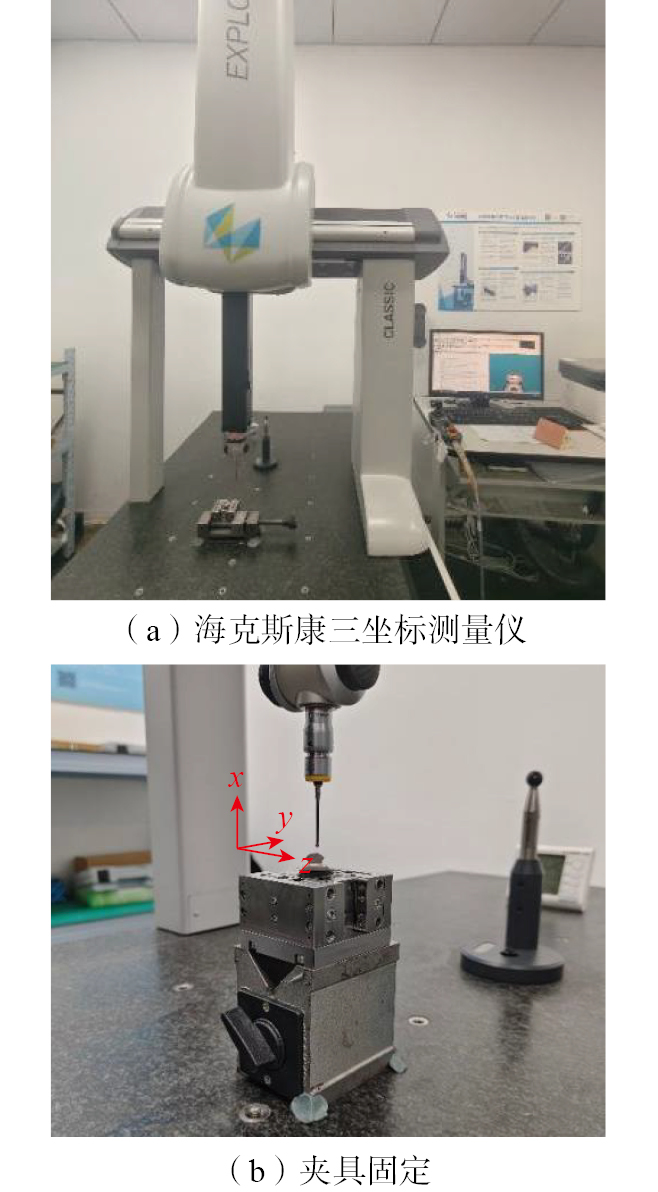
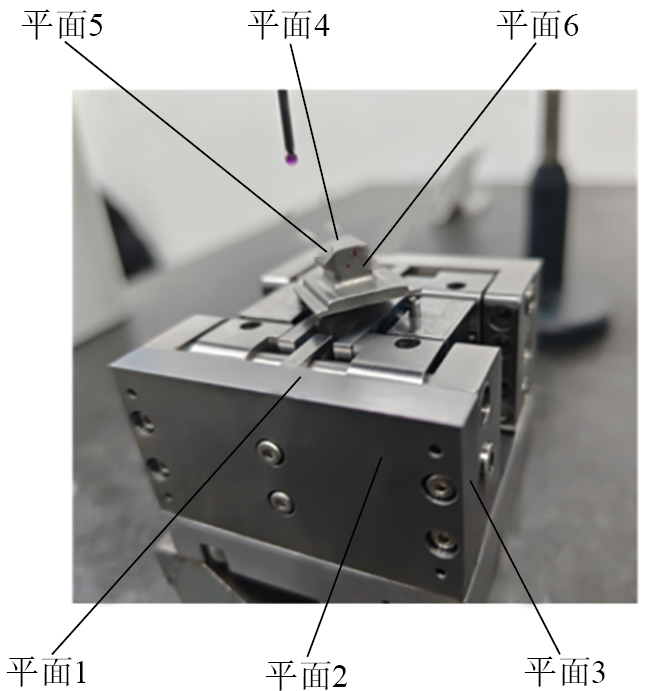
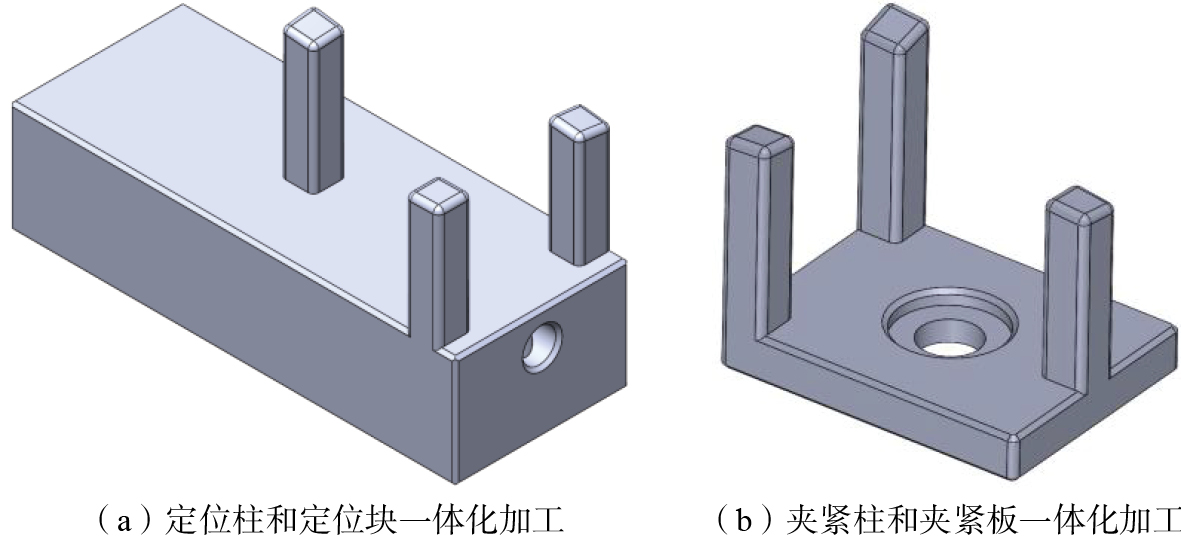
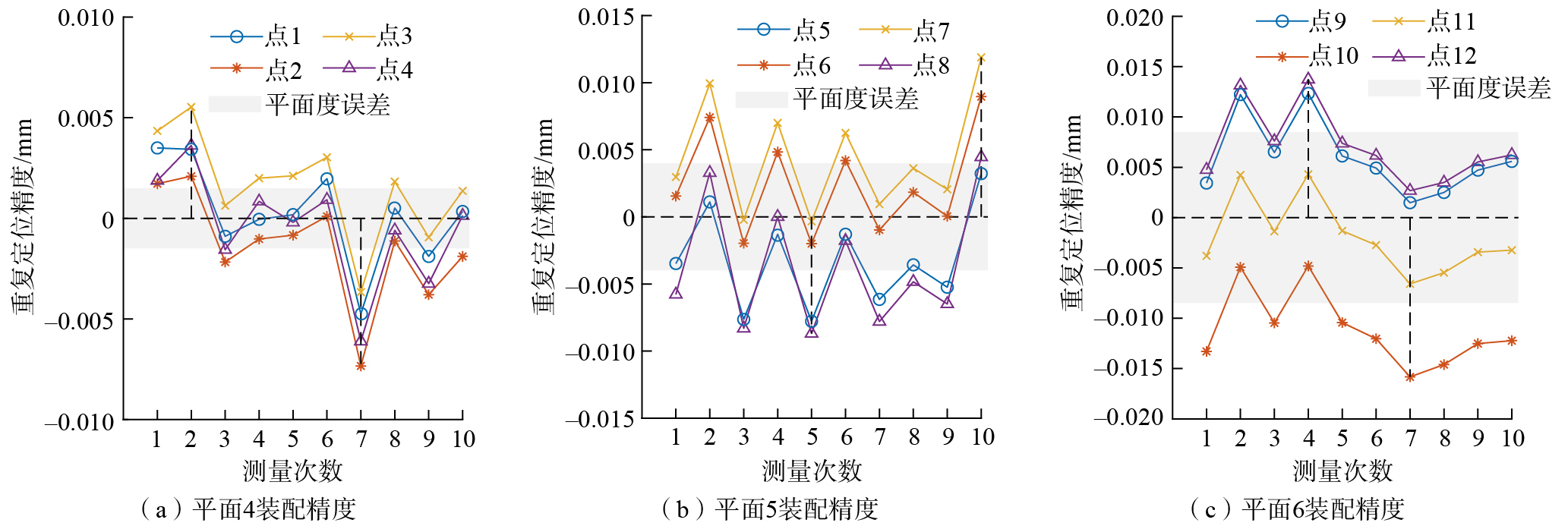
Precision forging blade of aero-engine is a typical thin-walled part with complex curved surface. In order to improve the assembly accuracy of tenon fixture, a multi-point flexible fixture design method is proposed. Combined with the designed fixture structure, the assembly accuracy is evaluated and optimized. Firstly, based on the six-point positioning principle, the influence of milling force on the deformation of parts under different clamping positions was investigated, and then clamping position and clamping mode of the blades were optimized. Secondly, a coordinate measuring machine is used to test the assembly accuracy, revealing poor contact between the blade and blade basin positioning pillars/air inlet edge positioning pillars, with a maximum planar error of 0.0353 mm. Finally, an integrated processing strategy is implemented to optimize the assembly process of the tooling fixture. According to the test results of fixture assembly accuracy, when using the optimized tooling fixture process, assembly accuracy for the three adjacent planes of the blade tenon is ±0.0049 mm, ±0.0063 mm and ±0.0063 mm, meeting the processing requirements for the blade tenon.
Keywords
Aero-engine blade; Assembly accuracy; Fixture; Finite element analysis; Clamping scheme;
叶片作为航空发动机的关键部件,其性能对航空发动机和飞机的整体表现起着决定性作用[ 李勋, 于建华, 赵鹏. 航空发动机叶片加工变形控制技术研究现状[J]. 航空制造技术, 2016, 59(21): 41–49, 62.LI Xun, YU Jianhua, ZHAO Peng. Research status of machining deformation control method and technology of aeroengine blade[J]. Aeronautical Manufacturing Technology, 2016, 59(21): 41–49, 62. 1]。但是,航空发动机叶片形状复杂、加工困难、质量要求高、加工成本高昂,一直是制造领域的重难点[ 杨根, 张立昌, 林何, 等. 航空叶片精锻模具设计与数控加工[J]. 机床与液压, 2020, 48(15): 109–113.YANG Gen, ZHANG Lichang, LIN He, et al. Design and NC machining of precision forging die of aviation blade[J]. Machine Tool & Hydraulics, 2020, 48(15): 109–113. 陈雷, 李大力, 王婧雯, 等. 航空发动机叶片进排气边缘形状自动评价方法[J]. 航空动力学报, 2023, 38(4): 986–993.CHEN Lei, LI Dali, WANG Jingwen, et al. Automatic shape evaluation method of aeroengine blade inlet and exhaust edges[J]. Journal of Aerospace Power, 2023, 38(4): 986–993. 2-3]。现阶段我国航空发动机叶片的主要加工工艺为精密锻造技术。精密锻造技术是一种近净成形工艺,利用该技术可以得到满足精度要求的叶身,但是榫头、进排气边和叶尖需要二次加工[ 陈勇棠, 张伶俐. 全球精密锻造技术专利布局与发展态势[J]. 锻压技术, 2024, 49(4): 15–25.CHEN Yongtang, ZHANG Lingli. Patent layout and development trend on global precision forging technology[J]. Forging & Stamping Technology, 2024, 49(4): 15–25. 张瑞, 任军学, 张淑宁, 等. 薄壁结构加工误差预测与控制研究进展[J]. 航空制造技术, 2024, 67(7): 77–95.ZHANG Rui, REN Junxue, ZHANG Shuning, et al. Research progress on prediction and control of machining errors in thin-walled structures[J]. Aeronautical Manufacturing Technology, 2024, 67(7): 77–95. 4-5]。其中,进排气边和叶尖可以通过夹持榫头进行数控加工,但是榫头加工时需要依靠叶身这一复杂曲面薄壁部件进行定位,容易导致定位精度降低和叶片结构损伤。现在常用的榫头加工方法为低熔点合金浇注工艺,这种方法是利用低熔点合金对叶片叶身浇注,得到完全包裹叶身的低熔点合金块。然后,固定低熔点合金块,对榫头进行数控加工[ WU D B, WANG H, PENG J S, et al. Machining fixture for adaptive CNC machining process of near-net-shaped jet engine blade[J]. Chinese Journal of Aeronautics, 2020, 33(4): 1311–1328. 6]。但是,此方法不仅工艺繁琐、加工周期长、定位精度低、叶片损伤大,而且工作环境恶劣,难以实现自动化生产[ 张凱尧, 吴动波, 郭相峰, 等. 用于叶片加工的高分辨率榫头畸变测试系统[J]. 机械科学与技术, 2020, 39(1): 88–95.ZHANG Kaiyao, WU Dongbo, GUO Xiangfeng, et al. High-resolution test system of tenon distortion for blade processing[J]. Mechanical Science and Technology for Aerospace Engineering, 2020, 39(1): 88–95. 7]。
针对叶片类复杂曲面薄壁件的装夹问题,国内外学者进行了大量研究,合理的装夹结构及定位方案不仅可以提高装配的精确度,还能够增强工件的加工刚度和切削稳定性。董辉跃等[ 董辉跃, 柯映林. 铣削加工中薄壁件装夹方案优选的有限元模拟[J]. 浙江大学学报(工学版), 2004, 38(1): 17–21.DONG Huiyue, KE Yinglin. Finite element simulation for optimal clamping scheme of thin-walled workpiece in milling process[J]. Journal of Zhejiang University (Engineering Science), 2004, 38(1): 17–21. 8]采用有限元分析方法,对薄壁件夹具的装夹位置、装夹顺序及加载方式进行了优化。任华兴等[ 任华兴, 赵本华, 王燕, 等. 基于装配误差分析的空间高精度驱动机构装配技术研究[J]. 载人航天, 2022, 28(6): 823–832.REN Huaxing, ZHAO Benhua, WANG Yan, et al. Research on assembly technology of space high-precision driving mechanism based on analysis of assembly error[J]. Manned Spaceflight, 2022, 28(6): 823–832. 9]通过偏心矢量分析和轴向间隙装配尺寸链建模,结合定向装配法,有效控制了高精度轴系组件和精密小模数谐波减速器的装配误差。郑志阳等[ 郑志阳, 张阳, 张钊, 等. 基于GA–SVR的薄壁叶片辅助支撑布局优化方法[J]. 航空学报, 2023, 44(4): 426805.ZHENG Zhiyang, ZHANG Yang, ZHANG Zhao, et al. Layout optimization of auxiliary support for thin-walled blade based on GA–SVR[J]. Acta Aeronautica et Astronautica Sinica, 2023, 44(4): 426805. 10]设计了一种用于增加叶片刚度的四自由度回转辅助支撑机构,并采用GA–SVR方法对薄壁叶片辅助支撑布局进行了优化。Fei等[ FEI J X, LIN B, XIAO J L, et al. Investigation of moving fixture on deformation suppression during milling process of thin-walled structures[J]. Journal of Manufacturing Processes, 2018, 32: 403–411. 11]提出了一种通过夹具元件与铣刀保持相同运动速度的改良方法,来抑制薄壁件在加工中的变形。Wang等[ WANG Y, CHEN X, GINDY N. Surface error decomposition for fixture development[J]. The International Journal of Advanced Manufacturing Technology, 2007, 31(9): 948–956. 12]提出一种涡轮叶片装夹定位误差和加工误差测量、计算方法,为叶片夹具的设计提供依据。杨元等[ 杨元, 王仲奇, 杨勃, 等. 基于SVR的航空薄壁件夹具布局优化预测模型[J]. 计算机集成制造系统, 2017, 23(6): 1302–1309.YANG Yuan, WANG Zhongqi, YANG Bo, et al. Prediction model for aeronautical thin-walled part fixture layout optimization based on SVR[J]. Computer Integrated Manufacturing Systems, 2017, 23(6): 1302–1309. 13]构建了一个针对航空薄壁件的定位布局优化预测模型,来描述夹具定位参数与薄壁件整体应变能之间的非线性关系。综上所述,对叶片装夹位置和装夹方式进行合理优化可以有效减少薄壁件定位的变形误差。
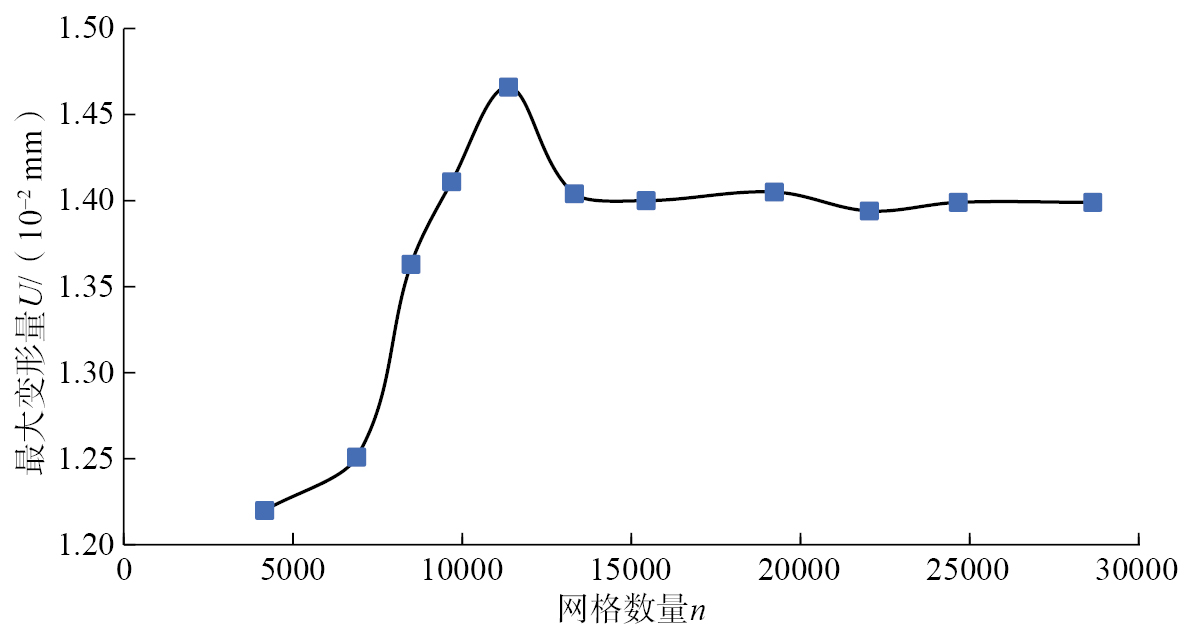
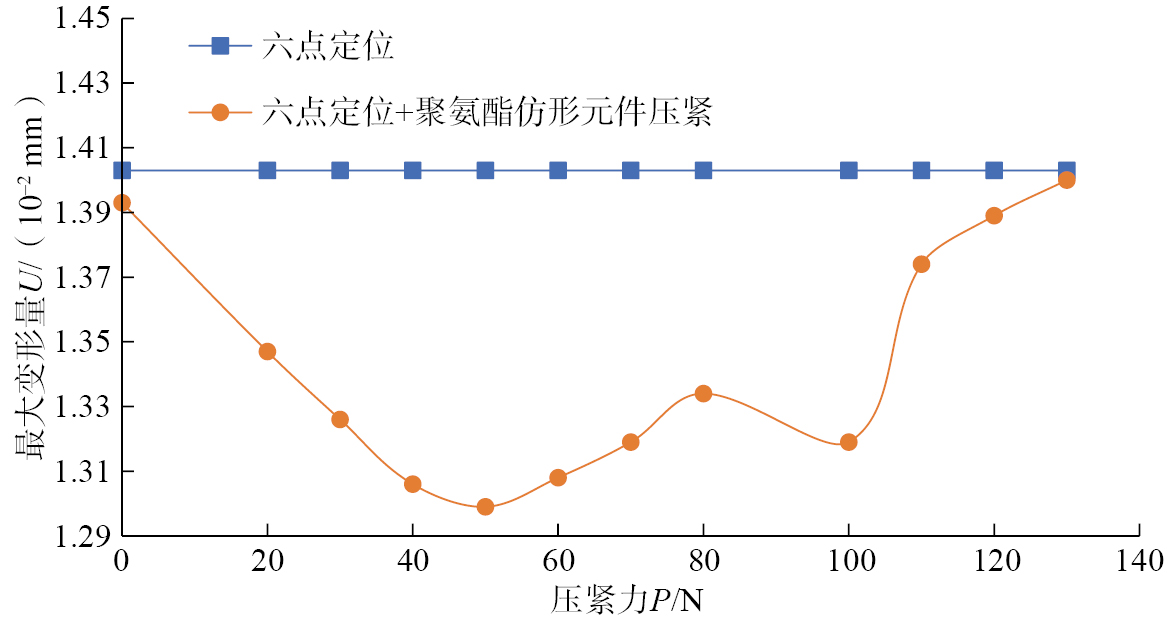
本文综合考虑了薄壁件各个方向的变形,通过有限元分析将叶片最大变形量作为装夹位置和装夹方式优化的评价指标。在此基础上,设计了一款针对航空发动机精锻叶片的多点装夹夹具,来实现对叶身的定位、夹持。研究发现,通过这种方式可以减少加工步骤,改善工作环境,提高加工效率和叶片质量。在夹具的应用中,其装配精度是决定加工零件精度和质量的关键因素[ 刘志峰, 赵林忠, 李迎, 等. 基于多体系统理论的榫卯加工中心夹具系统精度建模分析[J]. 组合机床与自动化加工技术, 2016(7): 122–126.LIU Zhifeng, ZHAO Linzhong, LI Ying, et al. Precision modeling and analysis of fixture system of tenon machining center based on theory of multi-body system[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2016(7): 122–126. 14]。鉴于此,本文对所研发夹具的装配精度进行评估,并通过对零件尺寸、装配工艺优化等方式提高装配精度,以确保实际加工过程中的可靠性和有效性。
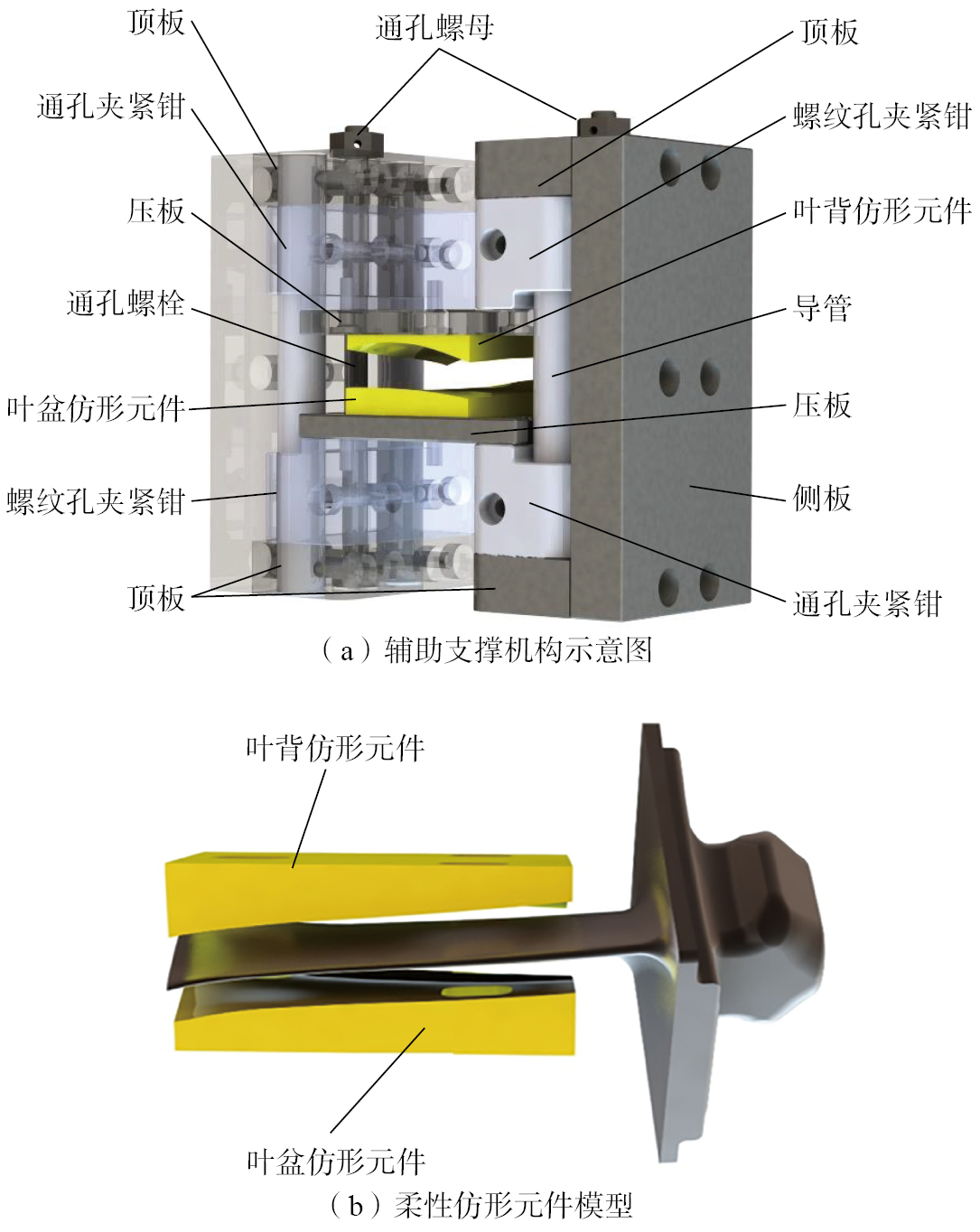
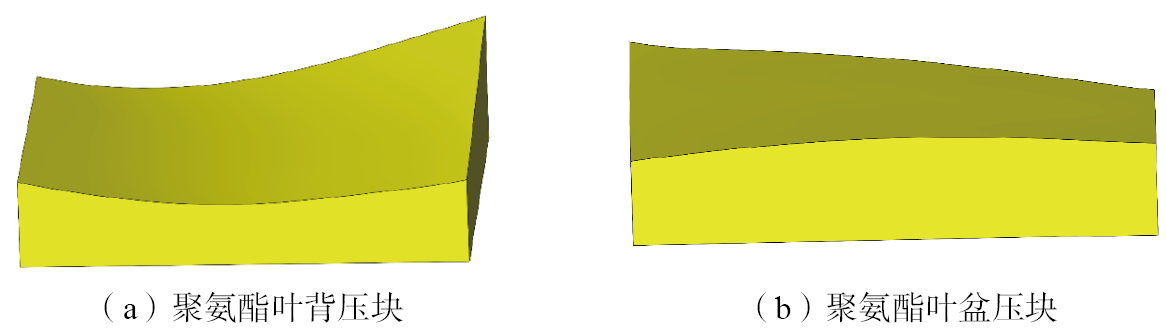
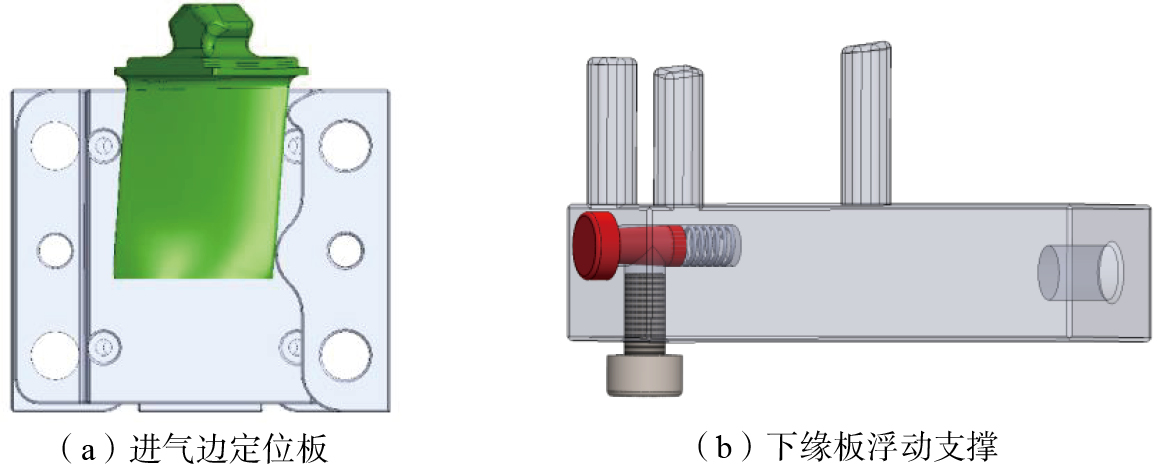
如图4所示,辅助支撑机构主要组成部件为叶盆仿形元件、叶背仿形元件、压板、通孔夹紧钳、螺纹孔夹紧钳、顶板、导管、通孔螺栓和通孔螺母。首先,通过导管连接顶板和两种夹紧钳,其中,通孔夹紧钳和螺纹孔夹紧钳呈对角线安装;其次,压板与夹紧钳通过螺栓连接,聚氨酯与压板利用工业胶水进行固定;最后,通过旋转通孔螺栓带动夹紧钳和压板运动,通过通孔螺母连接力矩扳手并带动通孔螺栓旋转,实现对叶片的辅助支撑[ QIAO Y Q, ZHAO B, WU D B, et al. Nonlinear bonding analysis of bolt connection and secondary tightening strategy[J/OL]. International Journal on Interactive Design and Manufacturing (IJIDeM), 2024. https://doi.org/10.21203/rs.3.rs-3635045/v1. 15]。
图4 辅助支撑机构
Fig.4 Auxiliary support mechanism
2 工艺尺寸优化
2.1 六点定位原理
本文所研究航空发动机精锻叶片材料为钛合金,其初始成本较高,但具有高强度比和良好的韧性、耐腐蚀性,因此被广泛应用于飞机机身、燃气涡轮发动机和火箭发动机等航空航天领域[ 金和喜, 魏克湘, 李建明, 等. 航空用钛合金研究进展[J]. 中国有色金属学报, 2015, 25(2): 280–292.JIN Hexi, WEI Kexiang, LI Jianming, et al. Research development of titanium alloy in aerospace industry[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 280–292. 16]。其性能参数如表1所示。
表1 TC11钛合金性能参数
Table 1 Performance parameters of TC11 titanium alloy
密度/(g·cm–3)
弹性模量/MPa
泊松比
硬度(HB)
屈服强度/MPa
抗拉强度/MPa
4.48
107800
0.33
331
910
1030
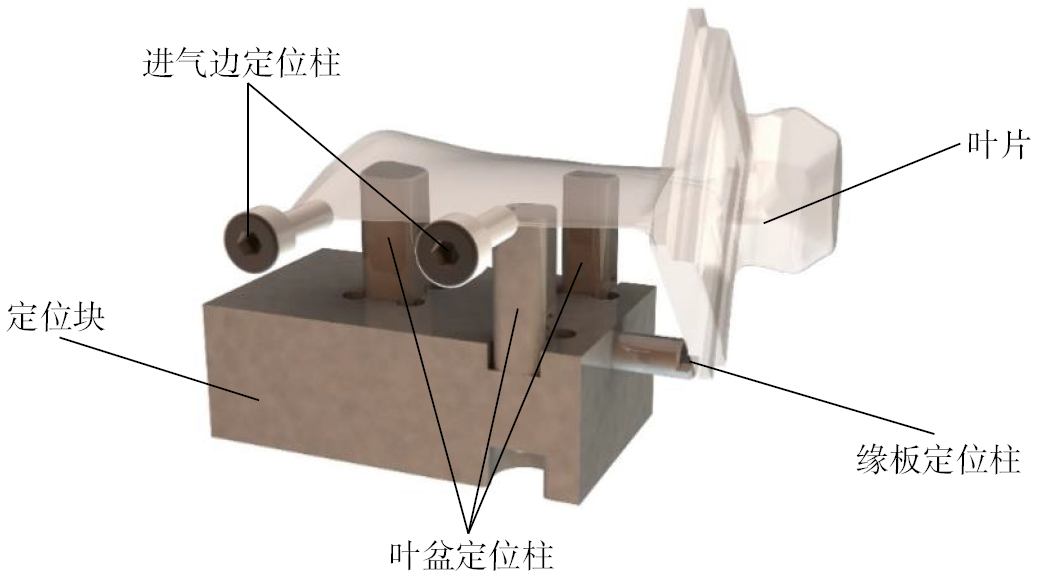
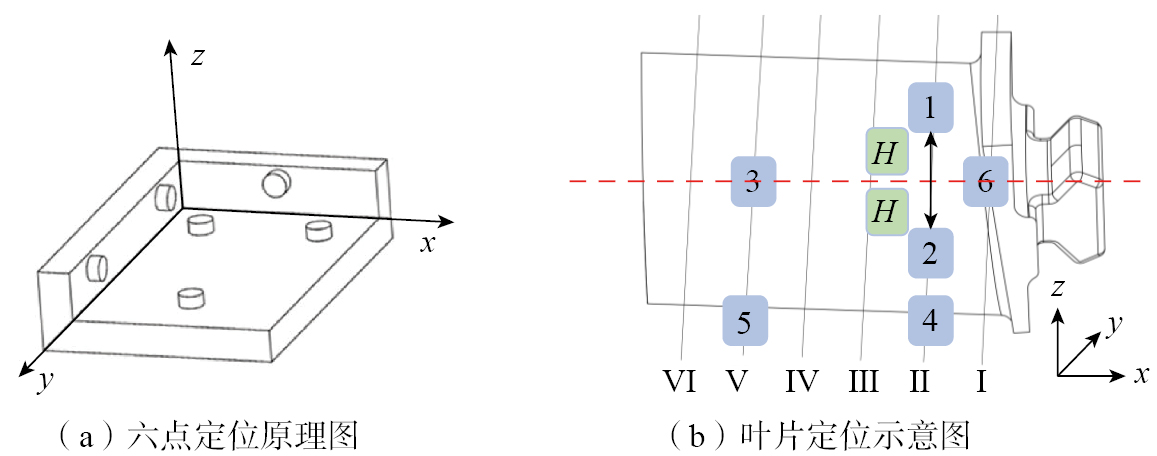
如图5(a)所示,在空间直角坐标系中,刚体具有6个自由度。采用6个支撑点来分别限制沿X、Y、Z 3个方向的移动自由度和转动自由度,称为六点定位原理[ 王山. 六点定位原理在发动机叶片夹具设计中的应用[J]. 机械设计与制造, 2020(4): 24–27.WANG Shan. The application of six-point positioning principle in design of aero-engine blade fixture[J]. Machinery Design & Manufacture, 2020(4): 24–27. 张云, 许志勇. 叶片六点优化定位规划技术研究[J]. 航空制造技术, 2023, 66(19): 84–92.ZHANG Yun, XU Zhiyong. Study on six-point optimal positioning planning technology of blade[J]. Aeronautical Manufacturing Technology, 2023, 66(19): 84–92. CAI W, HU S J, YUAN J X. A variational method of robust fixture configuration design for 3-D workpieces[J]. Journal of Manufacturing Science and Engineering, 1997, 119(4A): 593–602. 17-19]。如图5(b)所示,基于六点定位原理及叶片叶身复杂曲面结构特征,选取叶身上定位点1、2和3以限制叶片绕X轴与Z轴的转动和沿Y轴方向的移动,选取叶片进气边定位点4和5以限制叶片绕Y轴的转动和沿Z轴方向的移动,选取叶片缘板定位点6以限制叶片沿X轴方向的移动。通过上述方式可以实现叶片的完全定位。
图5 六点定位原理及叶片定位示意图
Fig.5 Six positioning principle and positioning diagram of blade
李勋, 于建华, 赵鹏. 航空发动机叶片加工变形控制技术研究现状[J]. 航空制造技术, 2016, 59(21): 41–49, 62. LIXun, YUJianhua, ZHAOPeng. Research status of machining deformation control method and technology of aeroengine blade[J]. Aeronautical Manufacturing Technology, 2016, 59(21): 41–49, 62.
[2]
杨根, 张立昌, 林何, 等. 航空叶片精锻模具设计与数控加工[J]. 机床与液压, 2020, 48(15): 109–113. YANGGen, ZHANGLichang, LINHe, et al. Design and NC machining of precision forging die of aviation blade[J]. Machine Tool & Hydraulics, 2020, 48(15): 109–113.
[3]
陈雷, 李大力, 王婧雯, 等. 航空发动机叶片进排气边缘形状自动评价方法[J]. 航空动力学报, 2023, 38(4): 986–993. CHENLei, LIDali, WANGJingwen, et al. Automatic shape evaluation method of aeroengine blade inlet and exhaust edges[J]. Journal of Aerospace Power, 2023, 38(4): 986–993.
[4]
陈勇棠, 张伶俐. 全球精密锻造技术专利布局与发展态势[J]. 锻压技术, 2024, 49(4): 15–25. CHENYongtang, ZHANGLingli. Patent layout and development trend on global precision forging technology[J]. Forging & Stamping Technology, 2024, 49(4): 15–25.
[5]
张瑞, 任军学, 张淑宁, 等. 薄壁结构加工误差预测与控制研究进展[J]. 航空制造技术, 2024, 67(7): 77–95. ZHANGRui, RENJunxue, ZHANGShuning, et al. Research progress on prediction and control of machining errors in thin-walled structures[J]. Aeronautical Manufacturing Technology, 2024, 67(7): 77–95.
[6]
WUD B, WANGH, PENGJ S, et al. Machining fixture for adaptive CNC machining process of near-net-shaped jet engine blade[J]. Chinese Journal of Aeronautics, 2020, 33(4): 1311–1328.
[7]
张凱尧, 吴动波, 郭相峰, 等. 用于叶片加工的高分辨率榫头畸变测试系统[J]. 机械科学与技术, 2020, 39(1): 88–95. ZHANGKaiyao, WUDongbo, GUOXiangfeng, et al. High-resolution test system of tenon distortion for blade processing[J]. Mechanical Science and Technology for Aerospace Engineering, 2020, 39(1): 88–95.
[8]
董辉跃, 柯映林. 铣削加工中薄壁件装夹方案优选的有限元模拟[J]. 浙江大学学报(工学版), 2004, 38(1): 17–21. DONGHuiyue, KEYinglin. Finite element simulation for optimal clamping scheme of thin-walled workpiece in milling process[J]. Journal of Zhejiang University (Engineering Science), 2004, 38(1): 17–21.
[9]
任华兴, 赵本华, 王燕, 等. 基于装配误差分析的空间高精度驱动机构装配技术研究[J]. 载人航天, 2022, 28(6): 823–832. RENHuaxing, ZHAOBenhua, WANGYan, et al. Research on assembly technology of space high-precision driving mechanism based on analysis of assembly error[J]. Manned Spaceflight, 2022, 28(6): 823–832.
[10]
郑志阳, 张阳, 张钊, 等. 基于GA–SVR的薄壁叶片辅助支撑布局优化方法[J]. 航空学报, 2023, 44(4): 426805. ZHENGZhiyang, ZHANGYang, ZHANGZhao, et al. Layout optimization of auxiliary support for thin-walled blade based on GA–SVR[J]. Acta Aeronautica et Astronautica Sinica, 2023, 44(4): 426805.
[11]
FEIJ X, LINB, XIAOJ L, et al. Investigation of moving fixture on deformation suppression during milling process of thin-walled structures[J]. Journal of Manufacturing Processes, 2018, 32: 403–411.
[12]
WANGY, CHENX, GINDYN. Surface error decomposition for fixture development[J]. The International Journal of Advanced Manufacturing Technology, 2007, 31(9): 948–956.
[13]
杨元, 王仲奇, 杨勃, 等. 基于SVR的航空薄壁件夹具布局优化预测模型[J]. 计算机集成制造系统, 2017, 23(6): 1302–1309. YANGYuan, WANGZhongqi, YANGBo, et al. Prediction model for aeronautical thin-walled part fixture layout optimization based on SVR[J]. Computer Integrated Manufacturing Systems, 2017, 23(6): 1302–1309.
[14]
刘志峰, 赵林忠, 李迎, 等. 基于多体系统理论的榫卯加工中心夹具系统精度建模分析[J]. 组合机床与自动化加工技术, 2016(7): 122–126. LIUZhifeng, ZHAOLinzhong, LIYing, et al. Precision modeling and analysis of fixture system of tenon machining center based on theory of multi-body system[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2016(7): 122–126.
[15]
QIAOY Q, ZHAOB, WUD B, et al. Nonlinear bonding analysis of bolt connection and secondary tightening strategy[J/OL]. International Journal on Interactive Design and Manufacturing (IJIDeM), 2024. https://doi.org/10.21203/rs.3.rs-3635045/v1.
[16]
金和喜, 魏克湘, 李建明, 等. 航空用钛合金研究进展[J]. 中国有色金属学报, 2015, 25(2): 280–292. JINHexi, WEIKexiang, LIJianming, et al. Research development of titanium alloy in aerospace industry[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 280–292.
[17]
王山. 六点定位原理在发动机叶片夹具设计中的应用[J]. 机械设计与制造, 2020(4): 24–27. WANGShan. The application of six-point positioning principle in design of aero-engine blade fixture[J]. Machinery Design & Manufacture, 2020(4): 24–27.
[18]
张云, 许志勇. 叶片六点优化定位规划技术研究[J]. 航空制造技术, 2023, 66(19): 84–92. ZHANGYun, XUZhiyong. Study on six-point optimal positioning planning technology of blade[J]. Aeronautical Manufacturing Technology, 2023, 66(19): 84–92.
[19]
CAIW, HUS J, YUANJ X. A variational method of robust fixture configuration design for 3-D workpieces[J]. Journal of Manufacturing Science and Engineering, 1997, 119(4A): 593–602.