1.School of Mechanical and Automotive Engineering, Shanghai University of Engineering Science, Shanghai201620, China
2.Key Laboratory of Machinery Industry for Intelligent Manufacturing of Large Complex Thin-Walled Parts, Shanghai201620, China
3.Zhiyuan Advanced Manufacturing Research Center, Chengdu610511, China
Citations
WANG Nana, ZHANG Liqiang, XU Yangyang, et al. Flexible method for predicting deformation in skin mirror machining considering deformation continuity[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 123–130.
Abstract
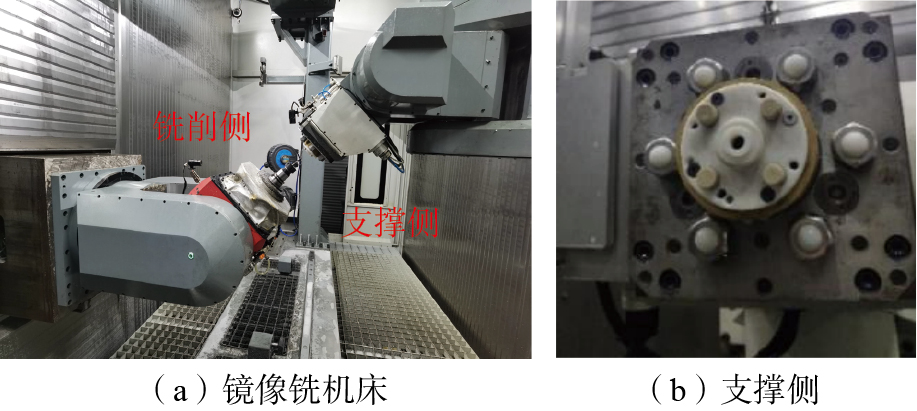
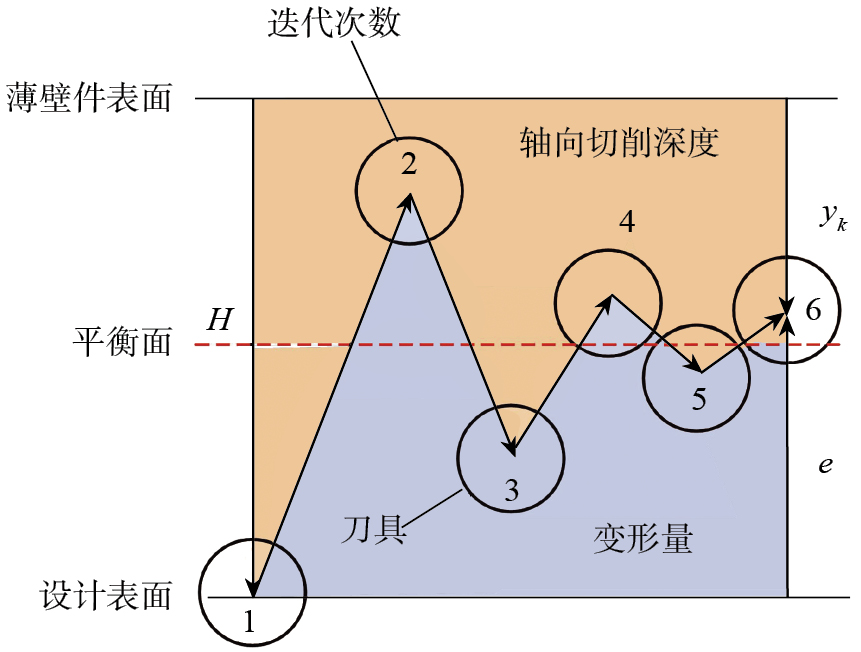
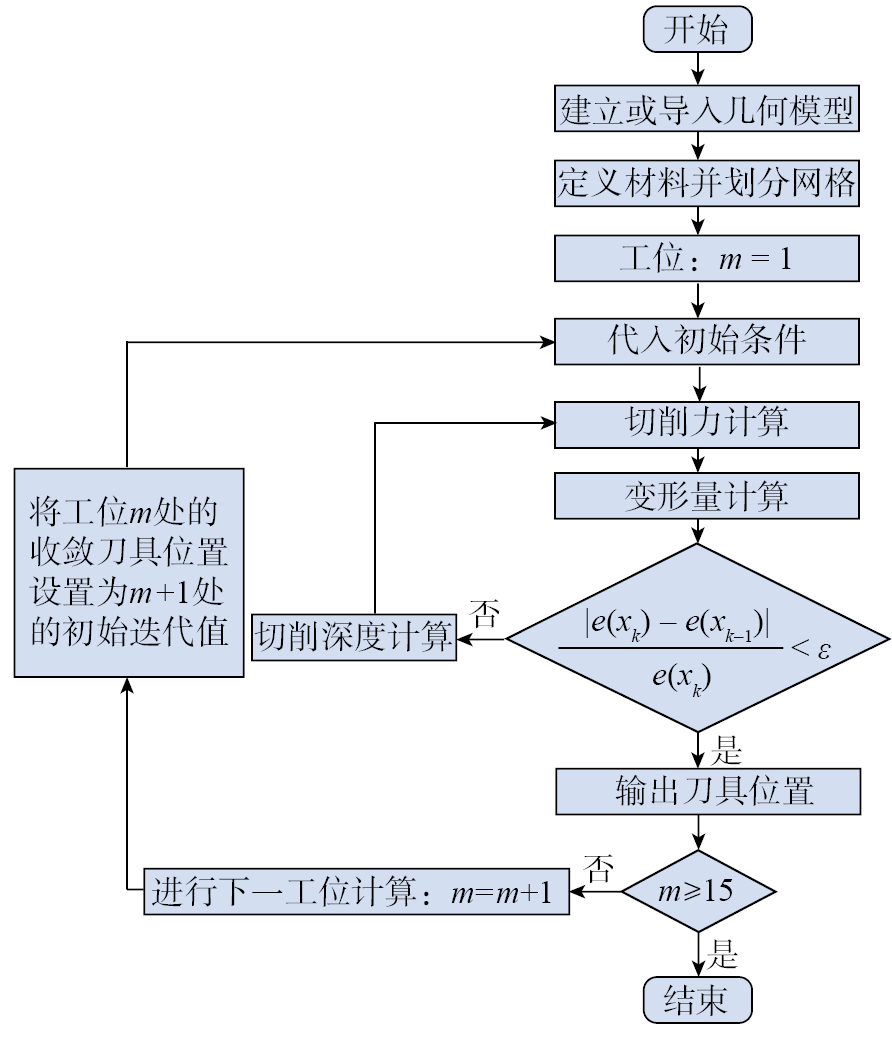
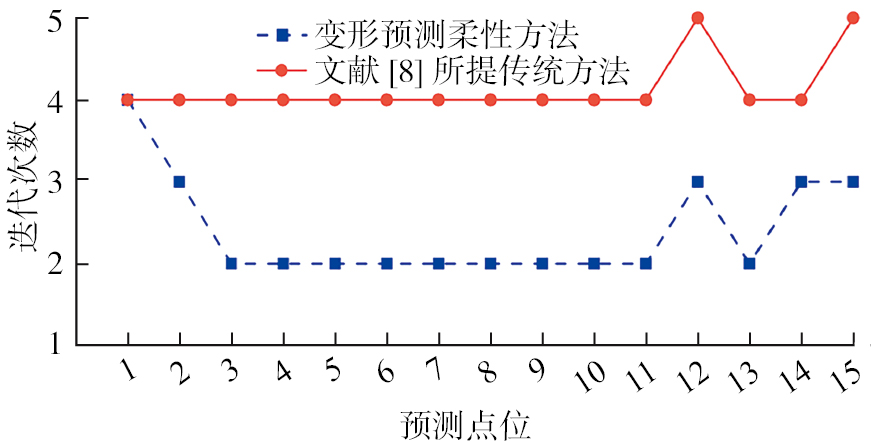
Due to the large size and small stiffness of aircraft skin, it is easy to produce machining deformation during cutting processing. Aiming at the problem of mirror machining deformation of skin, a deformation prediction flexible method based on substructure technology is proposed. This method divides the whole thin-walled part into two parts, and reduces difficulty of solving the deformation model of the whole thin-walled part by coupling the deformation models of the two parts. On the basis of considering the continuity of tool path deformation, the traditional iterative method is still used to predict machining deformation at the initial cutting position while in other cutting positions, convergence depth of the previous cutting position is used as the initial iterative value. Compared with the traditional iterative prediction method of machining deformation, the proposed method greatly improves the convergence rate. Moreover, effectiveness of the proposed method was demonstrated through finite element simulation and mirror machining experiments, with overall computational time and iteration times reduced by 46.15% and 41.94%, respectively.
为了达到所需的加工精度,在工艺规划过程中必须考虑加工变形,诸多研究人员对薄壁件的变形预测做了大量研究,常用的预测变形方法主要有数值分析法。Kang等[ KANG Y G, WANG Z Q. Two efficient iterative algorithms for error prediction in peripheral milling of thin-walled workpieces considering the in-cutting chip[J]. International Journal of Machine Tools and Manufacture, 2013, 73: 55-61. 1]提出了一种柔性迭代算法和双迭代算法来预测薄壁件的表面形状误差。Shi等[ SHI J H, GAO J, SONG Q H, et al. Dynamic deformation of thin-walled plate with variable thickness under moving milling force[J]. Procedia CIRP, 2017, 58: 311-316. 2]基于第一剪切变形理论和拉格朗日方程讨论了变厚度工件的动态响应,并提出了一种模拟薄壁零件无颤振变形的数值方法。除以上所用方法外,有限元法也是数值分析法中常用的一种。研究人员常使用迭代模型研究薄壁件变形[ SUTHERLAND J W, DEVOR R E. An improved method for cutting force and surface error prediction in flexible end milling systems[J]. Journal of Engineering for Industry, 1986, 108(4): 269-279. TSAI J S, LIAO C L. Finite-element modeling of static surface errors in the peripheral milling of thin-walled workpieces[J]. Journal of Materials Processing Technology, 1999, 94(2–3): 235-246. WAN M, ZHANG W H, TAN G, et al. Systematic simulation procedure of peripheral milling process of thin-walled workpiece[J]. Journal of Materials Processing Technology, 2008, 197(1–3): 122-131. 3-5]。Ratchev等[ RATCHEV S, LIU S L, HUANG W, et al. Machining simulation and system integration combining FE analysis and cutting mechanics modelling[J]. The International Journal of Advanced Manufacturing Technology, 2007, 35(1): 55-65. 6]提出了一种基于商业ABAQUS的模拟环境,可同时计算切削力和变形。Wang等[ WANG L P, SI H. Machining deformation prediction of thin-walled workpieces in five-axis flank milling[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(9): 4179-4193. 7]使用商用ANSYS计算了五轴侧铣薄壁零件的变形。吴子腾等[ 吴子腾, 张立强, 杨青平, 等. 飞机蒙皮镜像加工变形迭代预测方法[J]. 机床与液压, 2022, 50(20): 25-31.WU Ziteng, ZHANG Liqiang, YANG Qingping, et al. Iterative prediction method for deformation of aircraft skin in mirror machining[J]. Machine Tool & Hydraulics, 2022, 50(20): 25-31. 8]针对蒙皮镜像铣提出了一种加工变形迭代预测方法,然而,由于在迭代时需要反复调用有限元分析,上述方法预测变形的效率很低。为了避免重复进行有限元分析,Li等[ LI Z L, TUYSUZ O, ZHU L M, et al. Surface form error prediction in five-axis flank milling of thin-walled parts[J]. International Journal of Machine Tools and Manufacture, 2018, 128: 21-32. 9]提出了结构刚度修正方法,只需对薄壁零件进行1次有限元分析。Huang等[ HUANG W W, ZHANG Y, ZHANG X Q, et al. Wall thickness error prediction and compensation in end milling of thin-plate parts[J]. Precision Engineering, 2020, 66: 550-563. 10]将结构刚度修正方法和特殊的有限元网格方法相结合,进行端铣过程中的变形预测。Ge等[ GE G Y, XIAO Y K, FENG X B, et al. An efficient prediction method for the dynamic deformation of thin-walled parts in flank milling[J]. Computer-Aided Design, 2022, 152: 103401. 11]通过对工件刚度矩阵进行了简化和动态修改,以避免重新网格化,首次提出了一种有效的变形预测方法,降低了求解过程的计算规模。Li等[ LI W T, WANG L P, YU G. Force-induced deformation prediction and flexible error compensation strategy in flank milling of thin-walled parts[J]. Journal of Materials Processing Technology, 2021, 297: 117258. LI W T, WANG L P, YU G. Chatter prediction in flank milling of thin-walled parts considering force-induced deformation[J]. Mechanical Systems and Signal Processing, 2022, 165: 108314. 12-13]提出了一种基于静态子结构方法和结构刚度修正方法的力诱导变形预测模型,通过耦合两个子结构的变形模型,显著降低了整个薄壁件变形模型的自由度,该方法实现了小尺寸薄壁零件的高效、准确加工仿真。Xi等[ XI X L, CAI Y L, WANG H T, et al. A prediction model of the cutting force-induced deformation while considering the removed material impact[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119(3): 1579-1594. 14]通过考虑移除材料对整体刚度矩阵的影响,采用超单元法提高了变形预测的效率。
KANGY G, WANGZ Q. Two efficient iterative algorithms for error prediction in peripheral milling of thin-walled workpieces considering the in-cutting chip[J]. International Journal of Machine Tools and Manufacture, 2013, 73: 55-61.
[2]
SHIJ H, GAOJ, SONGQ H, et al. Dynamic deformation of thin-walled plate with variable thickness under moving milling force[J]. Procedia CIRP, 2017, 58: 311-316.
[3]
SUTHERLANDJ W, DEVORR E. An improved method for cutting force and surface error prediction in flexible end milling systems[J]. Journal of Engineering for Industry, 1986, 108(4): 269-279.
[4]
TSAIJ S, LIAOC L. Finite-element modeling of static surface errors in the peripheral milling of thin-walled workpieces[J]. Journal of Materials Processing Technology, 1999, 94(2–3): 235-246.
[5]
WANM, ZHANGW H, TANG, et al. Systematic simulation procedure of peripheral milling process of thin-walled workpiece[J]. Journal of Materials Processing Technology, 2008, 197(1–3): 122-131.
[6]
RATCHEVS, LIUS L, HUANGW, et al. Machining simulation and system integration combining FE analysis and cutting mechanics modelling[J]. The International Journal of Advanced Manufacturing Technology, 2007, 35(1): 55-65.
[7]
WANGL P, SIH. Machining deformation prediction of thin-walled workpieces in five-axis flank milling[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(9): 4179-4193.
[8]
吴子腾, 张立强, 杨青平, 等. 飞机蒙皮镜像加工变形迭代预测方法[J]. 机床与液压, 2022, 50(20): 25-31. WUZiteng, ZHANGLiqiang, YANGQingping, et al. Iterative prediction method for deformation of aircraft skin in mirror machining[J]. Machine Tool & Hydraulics, 2022, 50(20): 25-31.
[9]
LIZ L, TUYSUZO, ZHUL M, et al. Surface form error prediction in five-axis flank milling of thin-walled parts[J]. International Journal of Machine Tools and Manufacture, 2018, 128: 21-32.
[10]
HUANGW W, ZHANGY, ZHANGX Q, et al. Wall thickness error prediction and compensation in end milling of thin-plate parts[J]. Precision Engineering, 2020, 66: 550-563.
[11]
GEG Y, XIAOY K, FENGX B, et al. An efficient prediction method for the dynamic deformation of thin-walled parts in flank milling[J]. Computer-Aided Design, 2022, 152: 103401.
[12]
LIW T, WANGL P, YUG. Force-induced deformation prediction and flexible error compensation strategy in flank milling of thin-walled parts[J]. Journal of Materials Processing Technology, 2021, 297: 117258.
[13]
LIW T, WANGL P, YUG. Chatter prediction in flank milling of thin-walled parts considering force-induced deformation[J]. Mechanical Systems and Signal Processing, 2022, 165: 108314.
[14]
XIX L, CAIY L, WANGH T, et al. A prediction model of the cutting force-induced deformation while considering the removed material impact[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119(3): 1579-1594.
[15]
吴子腾, 张立强, 杨青平, 等. 蒙皮镜像加工误差实时补偿优化方法研究[J]. 机械科学与技术, 2023,42(4): 1-7. WUZiteng, ZHANGLiqiang, YANGQingping, et al. Research on real-time compensation optimization method for skin mirror processing error[J]. Mechanical Science and Technology for Aerospace Engineering, 2023,42(4): 1-7.