Research on Prediction of Wrinkling Defects in Free Bending Forming of AA5052 Aluminum Alloy Tube
Citations
SHI Yuanji, PAN Chao, XIA Tengfei, et al. Research on prediction of wrinkling defects in free bending forming of AA5052 aluminum alloy tube[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 111–122.
1.School of Mechanical Engineering, Nantong Institute of Technology, Nantong226002, China
2.Industrial Perception and Intelligent Manufacturing Equipment Engineering Research Center of Jiangsu Province, Nanjing Vocational University of Industry Technology, Nanjing210046, China
3.College of Material Science and Technology, Nanjing University of Aeronautics and Astronautics, Nanjing210016, China
Citations
SHI Yuanji, PAN Chao, XIA Tengfei, et al. Research on prediction of wrinkling defects in free bending forming of AA5052 aluminum alloy tube[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 111–122.
Abstract
As a forming process with less mold constraints, free bending technology is prone to the occurrence of wrinkling defects caused by instability of thin-walled tubes, which limits its application in high-end manufacturing fields. This study establishes a mechanical model for unstable wrinkling of AA5052 aluminum alloy thin-walled tubes used in aerospace vehicles. Theoretical analysis indicates that the initial geometric micro-defects in the tubes significantly reduce the forming limit under influence of the additional axial thrust. In addition, the mechanical properties of AA5052 aluminum alloy tubes were obtained through uniaxial tensile tests. On the basis of considering initial geometric micro-defects, a finite element model for predicting wrinkling during coreless free bending forming of AA5052 tubes was established using the ABAQUS/Implicit algorithm. The results indicate that the simulation prediction model incorporating initial geometric micro-defects can effectively predict the geometric shape and development trend of tube wrinkling. Finally, accuracy of the model was verified through free bending forming tests. This study is of great significance for understanding the unstable wrinkling behavior in free bending forming and improving the control level in manufacturing process.
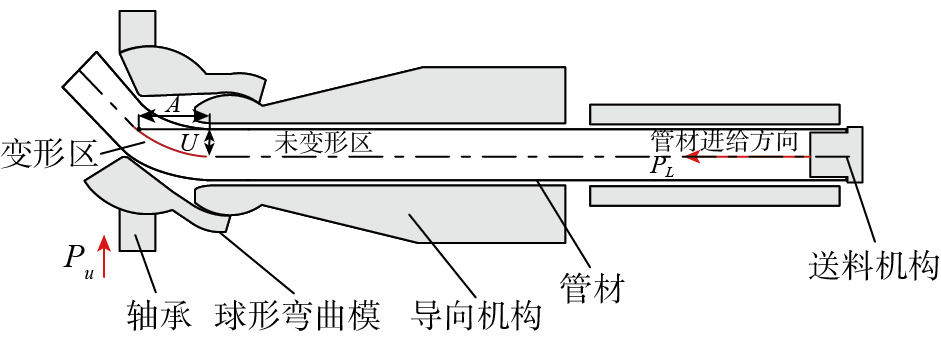
相对于其他多模具约束技术,自由弯曲成形是一种少模具约束的成形工艺。由于缺乏足够的模具支撑,在小弯曲半径下,成形管材更容易出现起皱缺陷[ 李鹏亮, 孙宾, 张志, 等. 薄壁小弯曲半径钛合金管材弯曲技术研究[J]. 航空制造技术, 2013, 56(16): 113-115.LI Pengliang, SUN Bin, ZHANG Zhi, et al. Study on bend forming process for titanium alloy tube with thin-walled and small radius[J]. Aeronautical Manufacturing Technology, 2013, 56(16): 113-115. 1],从而限制了自由弯曲成形的极限和应用范围。因此,建立预测管材自由弯曲成形起皱缺陷的模型,对实现快速评估成形性能和优化关键参数十分必要[ PAN C, CHENG C, EL-ATY A A, et al. Predicting the wrinkling in AA5052 seamless tubes manufactured by free bending forming technology[J]. Journal of Manufacturing Processes, 2023, 101: 1065-1079. 2],将有助于提高自由弯曲成形的效率和精度,同时降低生产成本和时间。通过深入研究管材自由弯曲成形的起皱问题,可为该领域的制造过程提供更好的控制方法和参考依据。
国内外研究人员在相关领域已经进行了大量研究,包括薄壁金属弯曲构件的起皱预测理论、有限元仿真及关键工艺参数影响方面。针对薄壁构件成形屈曲分析领域研究,形成了两种主要的预测理论:分叉理论和能量法则。分叉理论采用弹塑性固体变形唯一性条件,通过追踪后续屈曲行为进行起皱预测[ HILL R. A general theory of uniqueness and stability in elastic–plastic solids[J]. Journal of the Mechanics and Physics of Solids, 1958, 6(3): 236-249. HUTCHINSON J W. Plastic buckling[J]. Advances in Applied Mechanics, 1974, 14: 67-144. JU G T, KYRIAKIDES S. Bifurcation and localization instabilities in cylindrical shells under bending—Ⅱ. Predictions[J]. International Journal of Solids and Structures, 1992, 29(9): 1143-1171. PEEK R. Wrinkling of tubes in bending from finite strain three-dimensional continuum theory[J]. International Journal of Solids and Structures, 2002, 39(3): 709-723. KIM J B, YOON J W, YANG D Y. Wrinkling initiation and growth in modified Yoshida buckling test: Finite element analysis and experimental comparison[J]. International Journal of Mechanical Sciences, 2000, 42(9): 1683-1714. 徐振华, 王华, 洪荣晶, 等. 基于自由弯曲技术的管材弯曲回弹预测[J]. 计算机集成制造系统, 2022, 29(8): 2685-2695.XU Zhenhua, WANG Hua, HONG Rongjing, et al. Springback prediction of the tube bending based on free bending technology[J]. Computer Integrated Manufacturing Systems, 2022, 29(8): 2685-2695. 3-8],该理论在壳体和金属薄板成形方面得到了广泛研究和应用,并展现了较高的预测精度,然而由于计算复杂,通常需要结合有限元方法求解,从而限制了其应用范围。而能量法则提供了一种简化的分析方法,基于能量准则和最小势能原理,推导了薄壳的非线性弯曲响应和局部屈曲临界载荷[ SENIOR B W. Flange wrinkling in deep-drawing operations[J]. Journal of the Mechanics and Physics of Solids, 1956, 4(4): 235-246. LI L Y, KETTLE R. Nonlinear bending response and buckling of ring-stiffened cylindrical shells under pure bending[J]. International Journal of Solids and Structures, 2002, 39(3): 765-781. PAULSEN F, WELO T, SØVIK O P. A design method for rectangular hollow sections in bending[J]. Journal of Materials Processing Technology, 2001, 113(1–3): 699-704. 9-11]。Wang等[ WANG X, CAO J. On the prediction of side-wall wrinkling in sheet metal forming processes[J]. International Journal of Mechanical Sciences, 2000, 42(12): 2369-2394. 12]提出了描述数控绕弯过程中管材发生起皱的波函数表达式,并结合最小能量法则和薄壳小挠度变形理论,建立了管材数控绕弯成形起皱预测解析模型。尽管能量法则的预测精度略低于分叉理论,但由于计算相对简单且能够快速得到屈曲的临界解,因此更易应用于工程实践中,并获得了广泛应用。
相比于理论建模解析的方法,有限元法能够更准确地预测起皱的发生并进行可视化分析。在起皱预测方面,有限元方法可以分为两类。第一类是直接使用单个有限元算法或结合多个有限元算法来实现单个结构的屈曲分析。许多学者基于Static有限元算法或ABAQUS/Riks有限元算法,对薄壁构件的屈曲行为进行了分析和预测[ WANG X F, LEE L H N. Postbifurcation behavior of wrinkles in square metal sheets under Yoshida test[J]. International Journal of Plasticity, 1993, 9(1): 1-19. KIM J B, YANG D Y, YOON J W. Bifurcation instability of sheet metal during spring-back[J]. Philosophical Magazine, 2013, 93(15): 1914-1935. 张朋飞. 海底管道的垂向屈曲研究[D]. 成都: 西南石油大学, 2015.ZHANG Pengfei. Study on vertical buckling of submarine pipeline[D]. Chengdu: Southwest Petroleum University, 2015. 罗广权, 陈伟珍, 谢东津. 大口径管材小半径弯曲成形仿真分析[J]. 装备制造技术, 2022(3): 50-53, 106.LUO Guangquan, CHEN Weizhen, XIE Dongjin. Simulation analysis of minor-radius bending formation for heavy-caliber tube[J]. Equipment Manufacturing Technology, 2022(3): 50-53, 106. NADERI G, MOUSSAVI TORSHIZI S E, DIBAJIAN S H. Experimental–numerical study of wrinkling in rotary-draw bending of Tight Fit Pipes[J]. Thin-Walled Structures, 2023, 183: 110428. 13-17]。然而在一些复杂边界条件下的大变形行为中,隐式算法计算收敛困难,虽然显式算法可以解决这个问题,但是显式算法得到的屈曲波纹不是真正的起皱波纹,因此单独使用显式算法不能检测分叉点或预测起皱的发生。为了实现较准确的显式算法屈曲分析,一些学者在研究中引入微缺陷来扰动初始网格,以提高预测精度。Wong等[ WONG W, PELLEGRINO S. Wrinkled membranes III: Numerical simulations[J]. Journal of Mechanics of Materials and Structures, 2006, 1(1): 63-95. 18]通过屈曲模态分析,并将一阶屈曲模态作为初始微缺陷进行有限元仿真,较好地预测了薄膜拉伸的屈曲行为。刘楠等[ 刘楠. 复杂边界条件下薄壁件塑性成形失稳起皱预测[D]. 西安: 西北工业大学, 2015.LIU Nan. Prediction of instability and wrinkling of thin-walled parts in plastic forming under complex boundary conditions[D]. Xi’an: Northwestern Polytechnical University, 2015. LIU N, YANG H, LI H, et al. An imperfection-based perturbation method for plastic wrinkling prediction in tube bending under multi-die constraints[J]. International Journal of Mechanical Sciences, 2015, 98: 178-194. 19-20]通过将随机厚度和几何微缺陷引入有限元动态显式(ABAQUS/Explicit)算法中,实现了管材数控弯曲过程中起皱有限元预测模型的建立,该研究对金属管材塑性成形中的起皱研究具有重要意义,为后续相关研究提供了参考。在此基础上,刘碧颖[ 刘碧颖. 几何微缺陷耦合各向异性的薄壁钛管塑性成形起皱预测[D]. 西安: 西北工业大学, 2017.LIU Biying. Prediction of wrinkling in plastic forming of thin-walled titanium tubes coupled with geometric microdefects and anisotropy[D]. Xi’an: Northwestern Polytechnical University, 2017. 21]建立了考虑管材各向异性和几何微缺陷的数控弯曲成形起皱预测仿真模型。在金属薄壁管材推弯成形方面,中国科学院金属研究所Song等[ SONG H W, XIE W L, ZHANG S H, et al. Granular media filler assisted push bending method of thin-walled tubes with small bending radius[J]. International Journal of Mechanical Sciences, 2021, 198: 106365. 22]采用耦合有限元法和离散元法建立了填充金属颗粒的管材推弯成形起皱预测仿真模型,并进行了试验验证。另一种方法是将褶皱不稳定理论与传统的数值模拟算法结合,预测起皱发生,通过将能量法则引入ABAQUS/Explicit算法,研究人员建立了大口径薄壁管和钛合金薄壁管的起皱预测模型[ YANG H, YAN J, ZHAN M, et al. 3D numerical study on wrinkling characteristics in NC bending of aluminum alloy thin-walled tubes with large diameters under multi-die constraints[J]. Computational Materials Science, 2009, 45(4): 1052-1067. 23]。此外结合能量准则与材料本构模型,一些学者还提出了铝合金方管三点弯曲的起皱预测模型[ CORNELISSEN R, MALJAARS J, HOFMEYER H. Buckling and wrinkling of rectangular hollow sections curved in three-point-roll bending[J]. The International Journal of Advanced Manufacturing Technology, 2021, 112(7): 2091-2107. 24]。
在传统管材弯曲成形技术中已经进行了许多起皱缺陷的研究。然而在自由弯曲成形方面,对管材起皱的研究相对较少。熊昊[ 熊昊. 金属管材无芯自由弯曲成形极限的影响因素研究[D]. 南京: 南京航空航天大学, 2019.XIONG Hao. Study on influencing factors of bending formation limit of core-free metal pipe[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2019. 25]系统研究了无芯自由弯曲成形中几何参数、材料参数和工艺参数对起皱的影响,并总结出提高成形极限的方法,但没有在理论上进行管材自由弯曲成形极限的预测,也没有建立起皱预测的有限元模型,而且该研究仅限于无芯自由弯曲成形。郭训忠等[ 郭训忠, 程诚, 郭嘉鑫, 等. 芯棒结构对薄壁管材自由弯曲成形质量的影响[J]. 锻压技术, 2021, 46(4): 127-136.GUO Xunzhong, CHENG Cheng, GUO Jiaxin, et al. Influence of mandrel structure on forming quality in free bending for thin-walled tube[J]. Forging & Stamping Technology, 2021, 46(4): 127-136. 26]研究了芯棒结构、伸出长度和芯球数量等几何参数对管材自由弯曲成形的影响,但未涉及起皱方面的研究。程旋[ 程旋. 矩形截面空心构件三维自由弯曲成形机理及缺陷调控研究[D]. 南京: 南京航空航天大学, 2020.CHENG Xuan. Study on forming mechanism and defect control of rectangular-section hollow component in three-dimensional free bending[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020. 27]详细研究了关键参数对矩形管自由弯曲成形中壁厚分布、收缩率及弯曲半径的影响,但对起皱只作了简单概述。Yang等[ YANG Q C, LIU C M, CHENG C, et al. Six-axis free bending and twisting analysis of spiral square tube[J]. International Journal of Mechanical Sciences, 2022, 228: 107459. 28]建立了方管自由弯曲仿真模型并分析了内侧壁厚分布,但也未详细研究起皱缺陷。
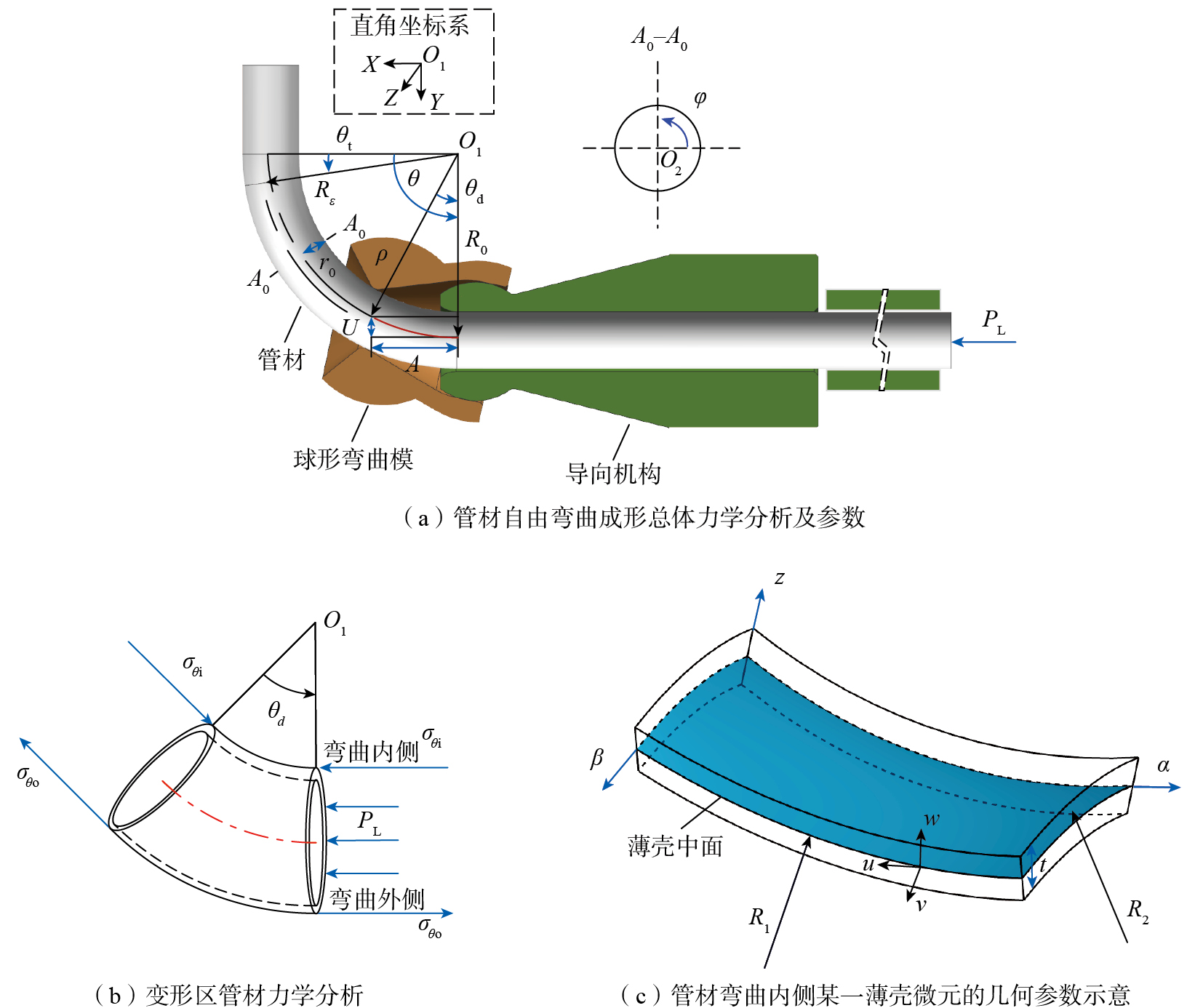
由于管材起皱主要与弯曲内侧金属的法向变形有关,因此忽略薄壳u、v方向上的变形,从而将Calladine[ CALLADINE C R. The static-geometric analogy in the equations of thin shell structures[J]. Mathematical Proceedings of the Cambridge Philosophical Society, 1977, 82(2): 335-351. 29]提出的薄壳几何方程简化为
根据式(4)和Wang等[ WANG X, CAO J. On the prediction of side-wall wrinkling in sheet metal forming processes[J]. International Journal of Mechanical Sciences, 2000, 42(12): 2369-2394. 12]提出的薄壳应变能方程,则在自由弯曲成形过程中管材弯曲内侧起皱变形能Uw可以表示为
Fig.5 Sensitivity analysis of wrinkling in tubes under axial compression
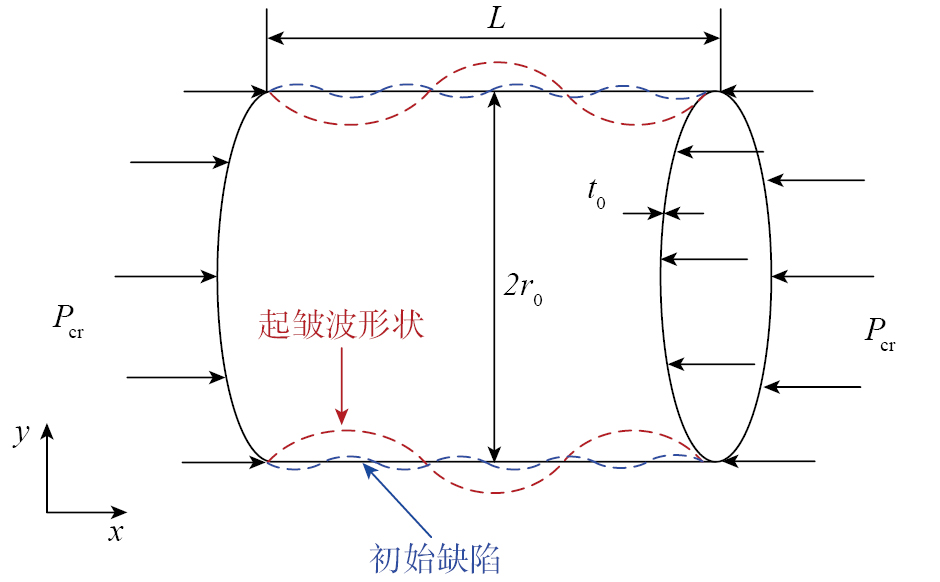
根据Karman–Donnell薄壁壳大挠度平衡方程[ XUE J H, YUAN D, HAN F, et al. An extension of Karman–Donnell’s theory for non-shallow, long cylindrical shells undergoing large deflection[J]. European Journal of Mechanics-A/Solids, 2013, 37: 329-335. GODOY L A, FLORES F G. Stresses in thin spherical shells with imperfections. Part I: Influence of axisymmetric imperfections[J]. Thin-Walled Structures, 1987, 5(1): 5-20. 30-31],理想管材轴向受压条件下发生起皱的临界载荷PcL可表示为
(29)
假设管材的初始几何微缺陷波函数为
(30)
式中,ξ为初始几何微缺陷的比例因子;m′为起皱波的波数,t0为管材的原始壁厚。
因此,考虑初始几何微缺陷的Karman–Donnell方程表示为
(31)
将理想管材和带有初始几何微缺陷的管材在轴向受压下发生起皱的临界载荷(PcL,Pcr)的比值设为ρs,为变量,并将式(30)代入式(31),可以得到无量纲常数ρs与ξ的关系式如下[ ZHANG X C, WU X G, ZHANG D, et al. Axial compressive behaviors of reinforced concrete composite column with precast ultra-high performance concrete (UHPC) jacket[J]. Journal of Building Engineering, 2022, 48: 103956. 吴香国. 不完整结构屈曲及其可靠性评定方法研究[D]. 哈尔滨: 哈尔滨工程大学, 2006.WU Xiangguo. Study on buckling of incomplete structure and its reliability evaluation method[D]. Harbin: Harbin Engineering University, 2006. 32-33]。
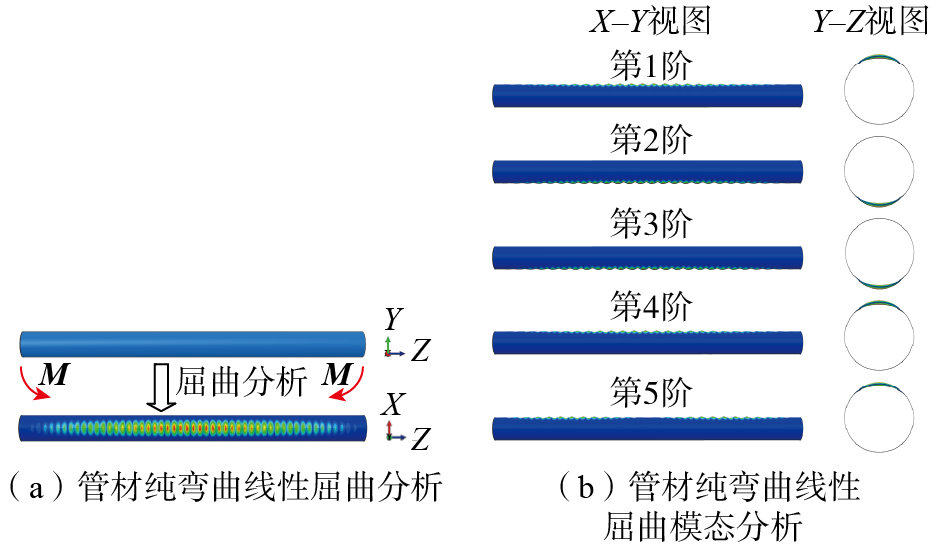
Fig.7 Linear buckling modal simulation analysis of pure bending for tubes
通过观察管材第1阶屈曲模态形状,发现该初始几何微缺陷为衰减模型,中心处缺陷幅值最大,两端缺陷幅值逐渐减小。引入的初始几何微缺陷二维形状可用式(34)[ 刘楠. 复杂边界条件下薄壁件塑性成形失稳起皱预测[D]. 西安: 西北工业大学, 2015.LIU Nan. Prediction of instability and wrinkling of thin-walled parts in plastic forming under complex boundary conditions[D]. Xi’an: Northwestern Polytechnical University, 2015. 19]进行描述。
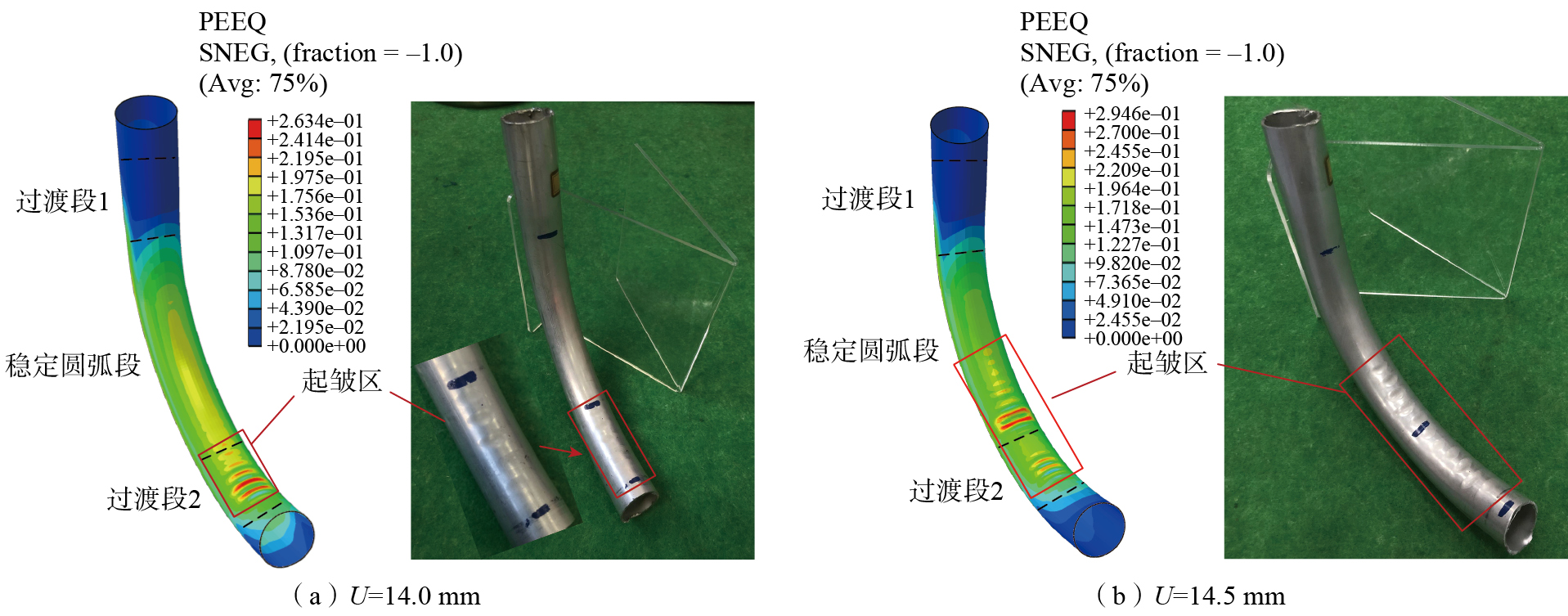
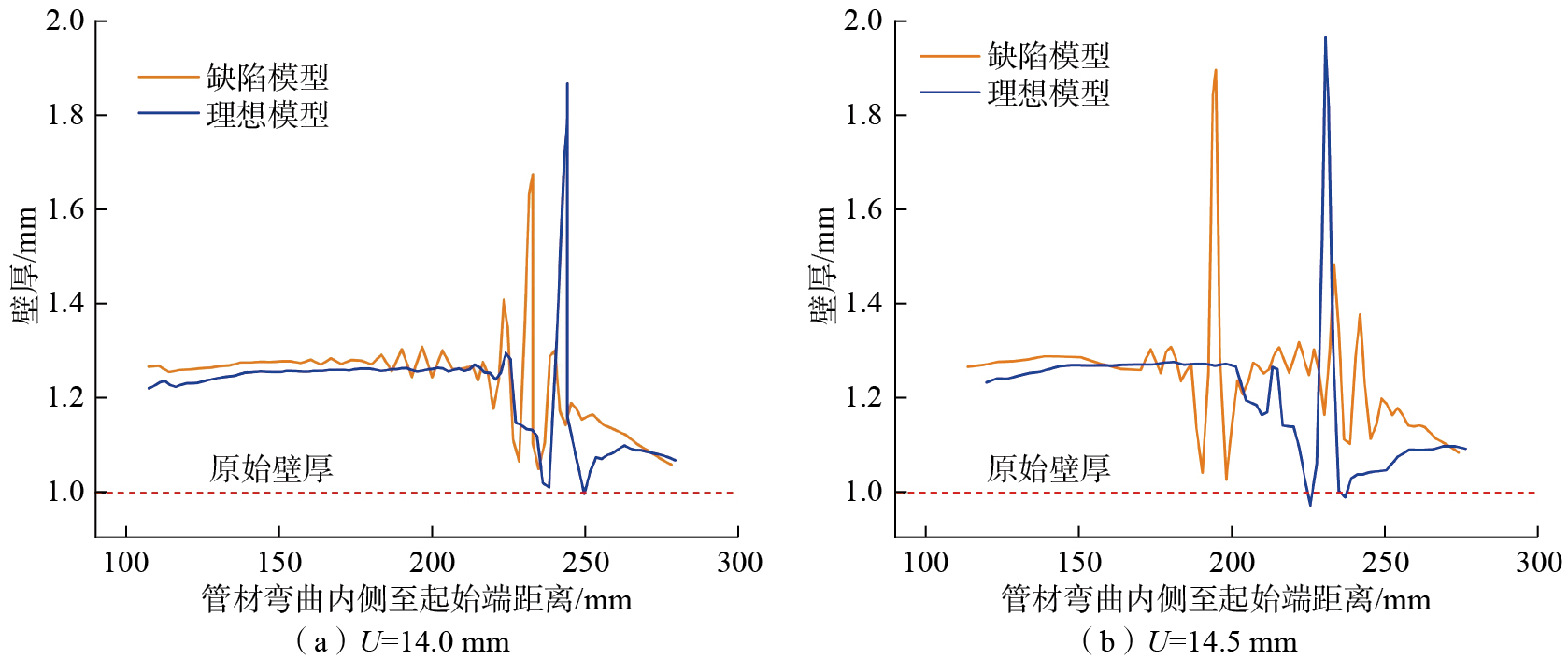
Fig.12 Comparison between simulation and experimental results for free bending forming of tubes with initial geometric micro-defects under different eccentric distances
李鹏亮, 孙宾, 张志, 等. 薄壁小弯曲半径钛合金管材弯曲技术研究[J]. 航空制造技术, 2013, 56(16): 113-115. LIPengliang, SUNBin, ZHANGZhi, et al. Study on bend forming process for titanium alloy tube with thin-walled and small radius[J]. Aeronautical Manufacturing Technology, 2013, 56(16): 113-115.
[2]
PANC, CHENGC, EL-ATYA A, et al. Predicting the wrinkling in AA5052 seamless tubes manufactured by free bending forming technology[J]. Journal of Manufacturing Processes, 2023, 101: 1065-1079.
[3]
HILLR. A general theory of uniqueness and stability in elastic–plastic solids[J]. Journal of the Mechanics and Physics of Solids, 1958, 6(3): 236-249.
[4]
HUTCHINSONJ W. Plastic buckling[J]. Advances in Applied Mechanics, 1974, 14: 67-144.
[5]
JUG T, KYRIAKIDESS. Bifurcation and localization instabilities in cylindrical shells under bending—Ⅱ. Predictions[J]. International Journal of Solids and Structures, 1992, 29(9): 1143-1171.
[6]
PEEKR. Wrinkling of tubes in bending from finite strain three-dimensional continuum theory[J]. International Journal of Solids and Structures, 2002, 39(3): 709-723.
[7]
KIMJ B, YOONJ W, YANGD Y. Wrinkling initiation and growth in modified Yoshida buckling test: Finite element analysis and experimental comparison[J]. International Journal of Mechanical Sciences, 2000, 42(9): 1683-1714.
[8]
徐振华, 王华, 洪荣晶, 等. 基于自由弯曲技术的管材弯曲回弹预测[J]. 计算机集成制造系统, 2022, 29(8): 2685-2695. XUZhenhua, WANGHua, HONGRongjing, et al. Springback prediction of the tube bending based on free bending technology[J]. Computer Integrated Manufacturing Systems, 2022, 29(8): 2685-2695.
[9]
SENIORB W. Flange wrinkling in deep-drawing operations[J]. Journal of the Mechanics and Physics of Solids, 1956, 4(4): 235-246.
[10]
LIL Y, KETTLER. Nonlinear bending response and buckling of ring-stiffened cylindrical shells under pure bending[J]. International Journal of Solids and Structures, 2002, 39(3): 765-781.
[11]
PAULSENF, WELOT, SØVIKO P. A design method for rectangular hollow sections in bending[J]. Journal of Materials Processing Technology, 2001, 113(1–3): 699-704.
[12]
WANGX, CAOJ. On the prediction of side-wall wrinkling in sheet metal forming processes[J]. International Journal of Mechanical Sciences, 2000, 42(12): 2369-2394.
[13]
WANGX F, LEEL H N. Postbifurcation behavior of wrinkles in square metal sheets under Yoshida test[J]. International Journal of Plasticity, 1993, 9(1): 1-19.
[14]
KIMJ B, YANGD Y, YOONJ W. Bifurcation instability of sheet metal during spring-back[J]. Philosophical Magazine, 2013, 93(15): 1914-1935.
[15]
张朋飞. 海底管道的垂向屈曲研究[D]. 成都: 西南石油大学, 2015. ZHANGPengfei. Study on vertical buckling of submarine pipeline[D]. Chengdu: Southwest Petroleum University, 2015.
NADERIG, MOUSSAVI TORSHIZIS E, DIBAJIANS H. Experimental–numerical study of wrinkling in rotary-draw bending of Tight Fit Pipes[J]. Thin-Walled Structures, 2023, 183: 110428.
[18]
WONGW, PELLEGRINOS. Wrinkled membranes III: Numerical simulations[J]. Journal of Mechanics of Materials and Structures, 2006, 1(1): 63-95.
[19]
刘楠. 复杂边界条件下薄壁件塑性成形失稳起皱预测[D]. 西安: 西北工业大学, 2015. LIUNan. Prediction of instability and wrinkling of thin-walled parts in plastic forming under complex boundary conditions[D]. Xi’an: Northwestern Polytechnical University, 2015.
[20]
LIUN, YANGH, LIH, et al. An imperfection-based perturbation method for plastic wrinkling prediction in tube bending under multi-die constraints[J]. International Journal of Mechanical Sciences, 2015, 98: 178-194.
[21]
刘碧颖. 几何微缺陷耦合各向异性的薄壁钛管塑性成形起皱预测[D]. 西安: 西北工业大学, 2017. LIUBiying. Prediction of wrinkling in plastic forming of thin-walled titanium tubes coupled with geometric microdefects and anisotropy[D]. Xi’an: Northwestern Polytechnical University, 2017.
[22]
SONGH W, XIEW L, ZHANGS H, et al. Granular media filler assisted push bending method of thin-walled tubes with small bending radius[J]. International Journal of Mechanical Sciences, 2021, 198: 106365.
[23]
YANGH, YANJ, ZHANM, et al. 3D numerical study on wrinkling characteristics in NC bending of aluminum alloy thin-walled tubes with large diameters under multi-die constraints[J]. Computational Materials Science, 2009, 45(4): 1052-1067.
[24]
CORNELISSENR, MALJAARSJ, HOFMEYERH. Buckling and wrinkling of rectangular hollow sections curved in three-point-roll bending[J]. The International Journal of Advanced Manufacturing Technology, 2021, 112(7): 2091-2107.
[25]
熊昊. 金属管材无芯自由弯曲成形极限的影响因素研究[D]. 南京: 南京航空航天大学, 2019. XIONGHao. Study on influencing factors of bending formation limit of core-free metal pipe[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2019.
[26]
郭训忠, 程诚, 郭嘉鑫, 等. 芯棒结构对薄壁管材自由弯曲成形质量的影响[J]. 锻压技术, 2021, 46(4): 127-136. GUOXunzhong, CHENGCheng, GUOJiaxin, et al. Influence of mandrel structure on forming quality in free bending for thin-walled tube[J]. Forging & Stamping Technology, 2021, 46(4): 127-136.
[27]
程旋. 矩形截面空心构件三维自由弯曲成形机理及缺陷调控研究[D]. 南京: 南京航空航天大学, 2020. CHENGXuan. Study on forming mechanism and defect control of rectangular-section hollow component in three-dimensional free bending[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2020.
[28]
YANGQ C, LIUC M, CHENGC, et al. Six-axis free bending and twisting analysis of spiral square tube[J]. International Journal of Mechanical Sciences, 2022, 228: 107459.
[29]
CALLADINEC R. The static-geometric analogy in the equations of thin shell structures[J]. Mathematical Proceedings of the Cambridge Philosophical Society, 1977, 82(2): 335-351.
[30]
XUEJ H, YUAND, HANF, et al. An extension of Karman–Donnell’s theory for non-shallow, long cylindrical shells undergoing large deflection[J]. European Journal of Mechanics-A/Solids, 2013, 37: 329-335.
[31]
GODOYL A, FLORESF G. Stresses in thin spherical shells with imperfections. Part I: Influence of axisymmetric imperfections[J]. Thin-Walled Structures, 1987, 5(1): 5-20.
[32]
ZHANGX C, WUX G, ZHANGD, et al. Axial compressive behaviors of reinforced concrete composite column with precast ultra-high performance concrete (UHPC) jacket[J]. Journal of Building Engineering, 2022, 48: 103956.
[33]
吴香国. 不完整结构屈曲及其可靠性评定方法研究[D]. 哈尔滨: 哈尔滨工程大学, 2006. WUXiangguo. Study on buckling of incomplete structure and its reliability evaluation method[D]. Harbin: Harbin Engineering University, 2006.