Effects of Doping Method and Sintering Additive Content on Microstructure and Thermo–Mechanical Properties of Si3N4 Ceramics
Citations
HUANG Pengjin, LI Yehua, CHEN Xuanzhi, et al. Effects of doping method and sintering additive content on microstructure and thermo–mechanical properties of Si3N4 ceramics[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 102–110,122.
1.School of Electromechanical Engineering, Guangdong University of Technology, Guangzhou510006, China
2.Guangdong Metal Ceramic 3D Technology Co., Ltd., Foshan528225, China
Citations
HUANG Pengjin, LI Yehua, CHEN Xuanzhi, et al. Effects of doping method and sintering additive content on microstructure and thermo–mechanical properties of Si3N4 ceramics[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 102–110,122.
Abstract
Si3N4 ceramics with high thermal conductivity and high strength were fabricated through gas pressure sintering at 1 MPa N2 and 1850 ℃, holding for 4 h in this study. Effects of doping methods (coating and traditional ball-milling) and sintering additive content on the phase composition, relative density, microstructure, mechanical property and thermal conductivity of the as-prepared Si3N4 ceramics were systematically studied. The results show that increasing the sintering additive content enhances the second-phase crystallinity, relative density, mechanical property, and thermal conductivity of the Si3N4 ceramics. Compared with the traditional ball-milling method introducing sintering additives, the coating method is more favorable to improving the dispersion uniformity of sintering additive, enabling Si3N4 ceramics to form a continuous network liquid phase with sintering additive mass fraction of merely 3%, thereby promoting the densification, improving microstructure uniformity, and ultimately enhancing the mechanical property and thermal conductivity of Si3N4 ceramics. The sample prepared using the coating method with sintering additive mass fraction of 5% achieved a thermal conductivity of 76.07 W·m–1·K–1, fracture toughness of 8.39 MPa·m1/2 and bending strength of 922.41 MPa, and showing a 13% increase in bending strength compared with the ball-milled sample.
随着新能源汽车、先进电动列车、航空航天及LED器件的快速发展,电子元件正朝着小型化、大电流、高功率密度的方向发展,不仅要求电子元件的封装基板具备优良的导热性能以解决电子元件的散热问题,还要求基板具有优异的力学性能以保障其使用可靠性[ 郑彧, 童亚琦, 张伟儒. 高导热氮化硅陶瓷基板材料研究现状[J]. 真空电子技术, 2018(4): 13-17.ZHENG Yu, TONG Yaqi, ZHANG Weiru. Research on high thermal conductivity silicon nitride ceramic substrate materials[J]. Vacuum Electronics, 2018(4): 13-17. 廖圣俊, 周立娟, 尹凯俐, 等. 高导热氮化硅陶瓷基板研究现状[J]. 材料导报, 2020, 34(21): 21105-21114.LIAO Shengjun, ZHOU Lijuan, YIN Kaili, et al. Research status of β–Si3N4 ceramics based on high thermal conductivity[J]. Materials Reports, 2020, 34(21): 21105-21114. HU F, XIE Z P, ZHANG J, et al. Promising high-thermal-conductivity substrate material for high-power electronic device: Silicon nitride ceramics[J]. Rare Metals, 2020, 39(5): 463-478. NAKASHIMA Y, MIYAZAKI H, ZHOU Y, et al. Sintered reaction-bonded silicon nitride ceramics for power-device substrates-review-[J]. Open Ceramics, 2023, 16: 100506. 1-4]。Si3N4陶瓷具有较高的理论热导率和良好的力学性能,成为目前应用于高功率电子元件最有前景的基板材料。然而,当前制备的Si3N4陶瓷难以兼顾高热导率和高强度的综合性能[ LIU W, TONG W X, HE R X, et al. Effect of the Y2O3 additive concentration on the properties of a silicon nitride ceramic substrate[J]. Ceramics International, 2016, 42(16): 18641-18647. LIANG H Q, WANG W D, ZUO K H, et al. YB2C2: A new additive for fabricating Si3N4 ceramics with superior mechanical properties and medium thermal conductivity[J]. Ceramics International, 2020, 46(4): 5239-5243. ZHANG J, CUI W, LI F, et al. Effects of MgSiN2 addition and post-annealing on mechanical and thermal properties of Si3N4 ceramics[J]. Ceramics International, 2020, 46(10): 15719-15722. 5-7]。Si3N4陶瓷自扩散系数低,且Si和N之间形成强共价键,通过固相烧结难以实现致密化[ PAULING L. The nature of the chemical bond and the structure of molecules and crystals: An introduction to modern structural chemistry[M]. 3rd ed. Ithaca: Cornell Univerity Press, 1960. 8],因此,需要选择合适的烧结助剂实现Si3N4陶瓷的致密化,以确保陶瓷具备较高的热导率和力学性能。
Y2O3和MgO已经被证明是制备高致密和高热导率Si3N4陶瓷的典型烧结助剂。Zhou等[ ZHOU Y, OHJI T, HYUGA H, et al. Fracture resistance behavior of high-thermal-conductivity silicon nitride ceramics[J]. International Journal of Applied Ceramic Technology, 2014, 11(5): 872-882. 9]使用Y2O3–MgO作为烧结助剂,在1900 ℃下保温24 h制得Si3N4陶瓷,其热导率和弯曲强度分别为154 W·m–1·K–1和505 MPa;Zhou等[ ZHOU Y, ZHU X Y, HIRAO K, et al. Sintered reaction-bonded silicon nitride with high thermal conductivity and high strength[J]. International Journal of Applied Ceramic Technology, 2004, 5: 119-126. 10]还使用相同的烧结助剂,在1900 ℃下保温12 h制得热导率和弯曲强度分别为117 W·m–1·K–1和612 MPa的Si3N4陶瓷。Li等[ LI S, XIA Y, YAO D, et al. Enhanced thermal conductivity and flexural strength of sintered reaction-bonded silicon nitride with addition of (Y0.96Eu0.04)2O3[J]. International Journal of Applied Ceramic Technology, 2023, 20(1): 465-474. 11]也使用Y2O3–MgO作为烧结助剂,在1900 ℃下保温4 h制得热导率和弯曲强度分别为97.7 W·m–1·K–1和725 MPa的Si3N4陶瓷。然而,目前引入Y2O3和MgO等烧结助剂的主要方法为传统球磨[ HIRANO T, YANG J, NIIHARA K. Effects of ball-milling time on the properties of low purity β–phase silicon nitride powder and the hot-pressed body[J]. Journal of the Ceramic Society of Japan, 1996, 104(1208): 348-353. YOSHIZAWA Y I, SAITO F. Characterization of abrasion powder worn from alumina balls by wet milling and its phase transformation during heating[J]. Journal of the Ceramic Society of Japan, 1996, 104(1211): 668-672. YOKOTA K, HASHIZUKA Y, NAKAHARA M, et al. Characteristics of the ground alumina powders by wet rotation ball milling[J]. Journal of the Ceramic Society of Japan, 2010, 103(1203): 1167-1171. 12-14],该方法通常以无水乙醇和研磨球为球磨介质,经过长时间球磨将烧结助剂和Si3N4粉体混合。但由于Si3N4粉体和烧结助剂的密度、粒径及沉降速率不同,使得烧结助剂难以均匀地分散在Si3N4基体中,导致液相局部富集,从而恶化Si3N4陶瓷显微结构的均匀性,继而削弱其力学性能,并降低其使用可靠性[ YE C C, YUE X Y, ZONG H, et al. In-situ synthesis of YAG@Si3N4 powders with enhanced mechanical properties[J]. Journal of Alloys and Compounds, 2018, 731: 813-821. ZHU X W, SAKKA Y. Textured silicon nitride: Processing and anisotropic properties[J]. Science and Technology of Advanced Materials, 2008, 9(3): 033001. 15-16]。因此,需要寻找一种新的掺杂方法改善烧结助剂在Si3N4基体中的分散均匀性,从而提高Si3N4陶瓷的热–力学性能和使用可靠性。
化学沉淀包覆是目前改善烧结助剂在Si3N4粉体中均匀分散,提高其力学性能最有效的策略之一[ YE C C, YUE X Y, JIANG Y, et al. Effect of different preparation methods on the microstructure and mechanical properties of Si3N4 ceramic composites[J]. Ceramics International, 2018, 44(4): 3664-3671. ANDREEV P, DROZHILKIN P, ALEKSEEVA L, et al. Spark plasma sintering of Si3N4 ceramics with Y2O3–Al2O3 (3%–10% wt.) as sintering additive[J]. Coatings, 2023, 13(2): 240. LI M, HUANG H L, WU J M, et al. Preparation and properties of Si3N4 ceramics via digital light processing using Si3N4 powder coated with Al2O3–Y2O3 sintering additives[J]. Additive Manufacturing, 2022, 53: 102713. 17-19]。例如,Ye等[ YE C C, WEI W Q, FU X, et al. Effect of sintering activation energy on Si3N4 composite ceramics[J]. Ceramics International, 2022, 48(4): 4851-4857. 20]使用尿素作为沉淀剂,通过化学沉淀法将Al2O3和Y2O3包覆在Si3N4粉体表面,有效降低Si3N4陶瓷的烧结活化能,促进Si3N4陶瓷的致密化,其弯曲强度达到740 MPa,而且在Ye等[ YE C C, YUE X Y, ZONG H, et al. In-situ synthesis of YAG@Si3N4 powders with enhanced mechanical properties[J]. Journal of Alloys and Compounds, 2018, 731: 813-821. 15]之前的研究中,研究人员发现,通过化学沉淀法引入烧结助剂可制得弯曲强度高达817 MPa的Si3N4陶瓷,比球磨方法引入烧结助剂所得Si3N4陶瓷的强度提高了约43.8%,这可归因于化学沉淀法有利于改善陶瓷微观组织的均匀性。然而,化学沉淀法通常需要加入沉淀剂,工艺复杂;且该方法一般使用去离子水作为分散液,而Si3N4粉体容易水解生成SiO2[ CHIANG J N, GHANAYEM S, HESS D. Low-temperature hydrolysis (oxidation) of plasma-deposited silicon nitride films[J]. Chemistry of Materials, 2005, 1: 194-198. BERGSTRÖM L, PUGH R J. Interfacial characterization of silicon nitride powders[J]. Journal of the American Ceramic Society, 1989, 72(1): 103-109. 21-22],对Si3N4陶瓷的力学性能和热导率产生不利影响。此外,Li等[ LI M, HUANG H L, WU J M, et al. Preparation and properties of Si3N4 ceramics via digital light processing using Si3N4 powder coated with Al2O3–Y2O3 sintering additives[J]. Additive Manufacturing, 2022, 53: 102713. 19]采用化学沉淀法引入Al2O3和Y2O3烧结助剂,虽然能有效改善烧结助剂的分散均匀性,但需要在1000 ℃以上的高温下煅烧,增加了包覆工艺的复杂性和成本。因此,探究一种不需要沉淀剂或高温烧结的包覆方法对Si3N4粉体和陶瓷的制备至关重要。
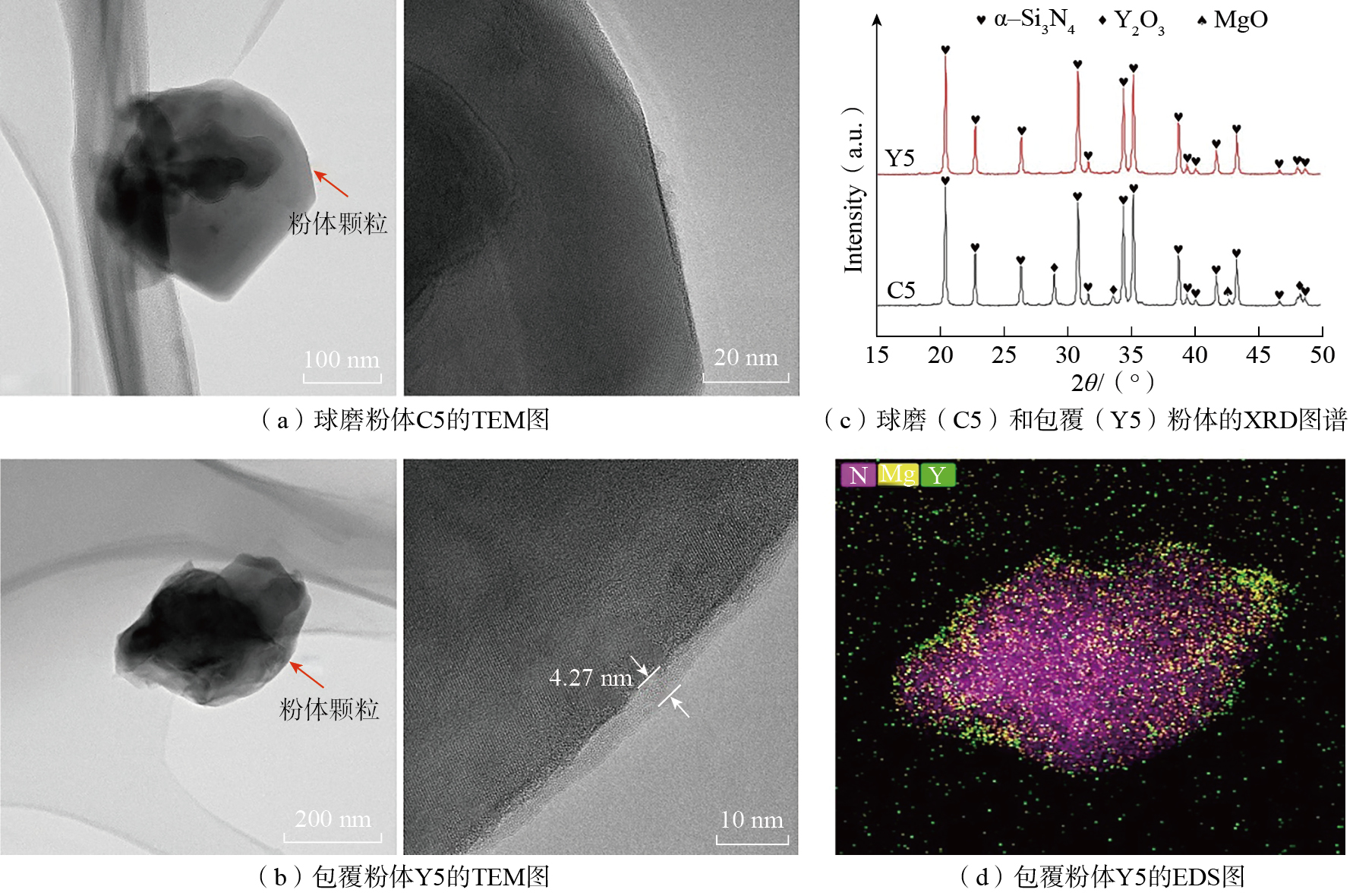
烧结助剂质量分数为5%时,球磨(C5)和包覆(Y5)粉体的TEM图如图2(a)和(b)所示。可以发现,晶格排列在球磨和包覆粉体的表面,均清晰可见。此外,包覆粉体的边缘检测到厚度为4.27 nm的非晶层(图2(b)),而球磨粉体表面光滑、圆整,没有发现非晶层的存在。球磨粉体的XRD图谱中检测到α–Si3N4、Y2O3和MgO的衍射峰,表明其主要成分为α–Si3N4、Y2O3和MgO的混合物,与表1中配方一致;而包覆粉体的XRD图谱仅显示α–Si3N4的衍射峰(图2(c))。根据Nie等[ NIE G L, LI Y H, SHENG P F, et al. Microstructure refinement-homogenization and flexural strength improvement of Al2O3 ceramics fabricated by DLP-stereolithography integrated with chemical precipitation coating process[J]. Journal of Advanced Ceramics, 2021, 10(4): 790-808. 23]的研究,钇–胺络合物包覆层在450 ℃下煅烧2 h后,分解为非晶态的Y2O3。因此,可以推测本研究包覆粉体中的Y2O3和MgO以非晶态存在。由图2(d)可知,在包覆粉体Y5中,Y和Mg元素的分布比N元素宽,且Y和Mg元素较为均匀地分布在Si3N4粉体边缘,表明包覆粉体边缘处检测到的非晶层可能由Y和Mg元素组成,且非晶层较为均匀地包覆着Si3N4粉体表面。
图2 球磨(C5)和包覆(Y5)粉体的TEM和XRD图谱及包覆粉体Y5的EDS图
Fig.2 TEM images and XRD patterns of ball-milled (C5) and coated (Y5) powder, and EDS image of coated powder (Y5)
Fig.3 EDS images of ball-milled (C5) and coated (Y5) green body
2.2 物相组成
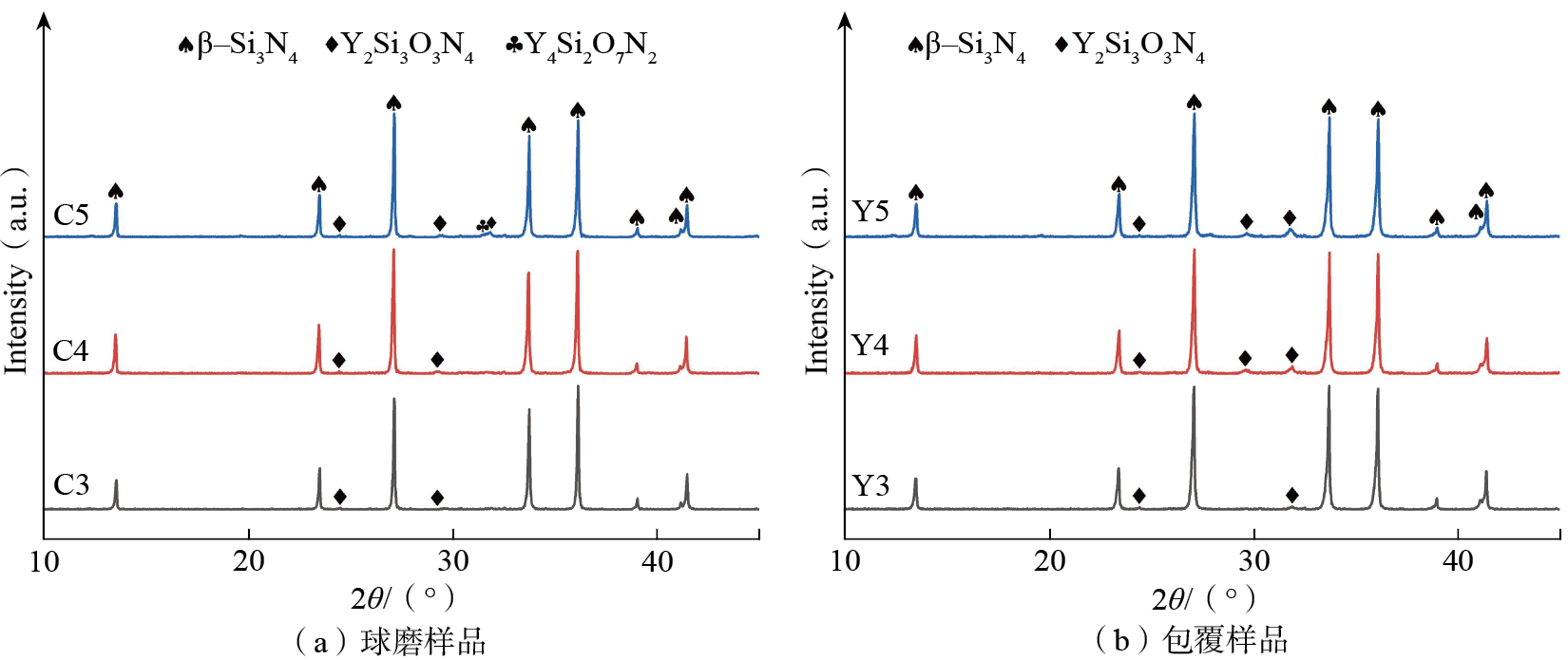
图4为样品在不同烧结助剂含量下的XRD图谱。可以看出,所有样品的主相均为β–Si3N4,说明α–Si3N4已经完全发生转变,生成了β–Si3N4。此外,所有样品中均检测到Y2Si3O3N4相,其衍射峰强度均随着烧结助剂含量的增加而增强,说明烧结助剂含量增加有利于Y2Si3O3N4的结晶。值得注意的是,相比于包覆样品Y5,球磨样品C5中还检测到Y4Si2O7N2相。Li等[ LI Y S, KIM H N, WU H B, et al. Microstructure and thermal conductivity of gas-pressure-sintered Si3N4 ceramic: The effects of Y2O3 additive content[J]. Journal of the European Ceramic Society, 2021, 41(1): 274-283. 24]的研究发现,随着Y2O3含量的提升,Si3N4陶瓷的第二相由单一的Y2Si3O3N4向Y2Si3O3N4和Y4Si2O7N2共存转变。而本研究中,样品Y5和C5的Y3+离子浓度相同,这主要是由于样品C5的烧结助剂分布不均匀,使得Y4Si2O7N2相容易在Y2O3富集区域析出。此外,所有样品中均未检测到含Mg的相,这可能是因为Mg的二次相为非晶态或结晶量低于XRD的检测最低限度。
图4 不同烧结助剂含量下样品的XRD图谱
Fig.4 XRD patterns of samples at different sintering additive contents
2.3 致密度
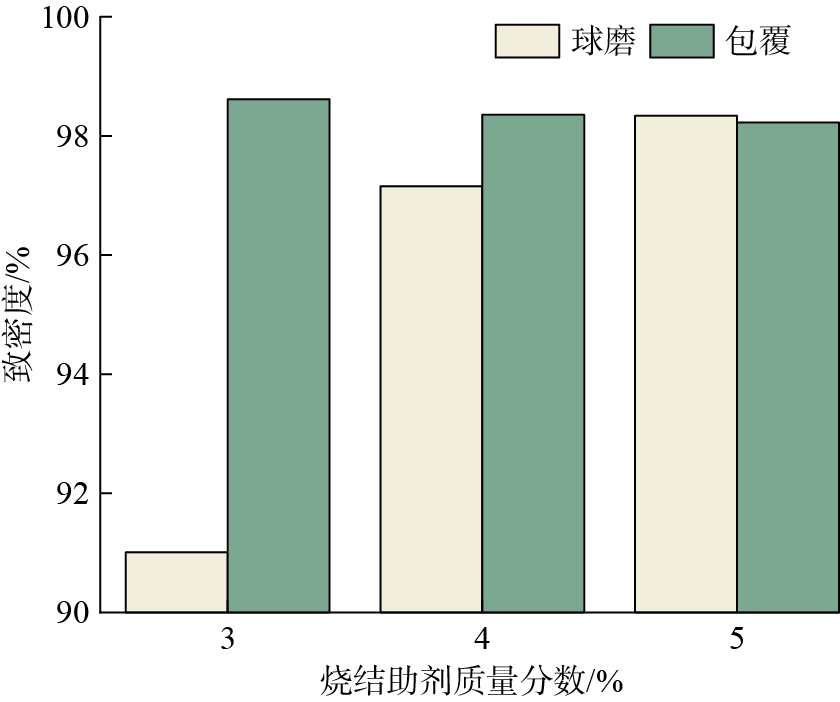
图5为样品在不同烧结助剂含量下的致密度。可以看出,随着烧结助剂质量分数从3%增加到5%,球磨样品的致密度从91.01%提高到98.34%,而包覆样品的致密度均保持在98%以上,说明包覆工艺有利于促进Si3N4陶瓷的烧结致密化。这主要是因为包覆样品的烧结助剂分布较为均匀,即使在烧结助剂质量分数较低(3%)时,液相仍能形成均匀的网络状分布,充分润湿Si3N4颗粒,有效促进Si3N4在烧结过程中的颗粒重排。此外,在Si3N4粉体表面原位生成的nm级厚度Y2O3和MgO非晶层[ ZHOU M R, XU L F, XI X A, et al. Investigation on the preparation and properties of monodispersed Al2O3–ZrO2 nanopowder via co-precipitation method[J]. Journal of Alloys and Compounds, 2016, 678: 337-342. 25],有助于降低Si3N4陶瓷的烧结活化能[ YE C C, WEI W Q, FU X, et al. Effect of sintering activation energy on Si3N4 composite ceramics[J]. Ceramics International, 2022, 48(4): 4851-4857. 20]和液相形成温度点,加快包覆样品的致密化过程。相反,球磨样品的烧结助剂分散均匀性较差,需要更多的烧结助剂才能形成足以润湿Si3N4颗粒的网络状分布液相[ LIU W, TONG W X, HE R X, et al. Effect of the Y2O3 additive concentration on the properties of a silicon nitride ceramic substrate[J]. Ceramics International, 2016, 42(16): 18641-18647. 5],从而实现Si3N4陶瓷的致密化。
图5 不同烧结助剂含量下样品的致密度
Fig.5 Relative densities of samples at different sintering additive contents
Fig.6 SEM images of samples at different sintering additive contents
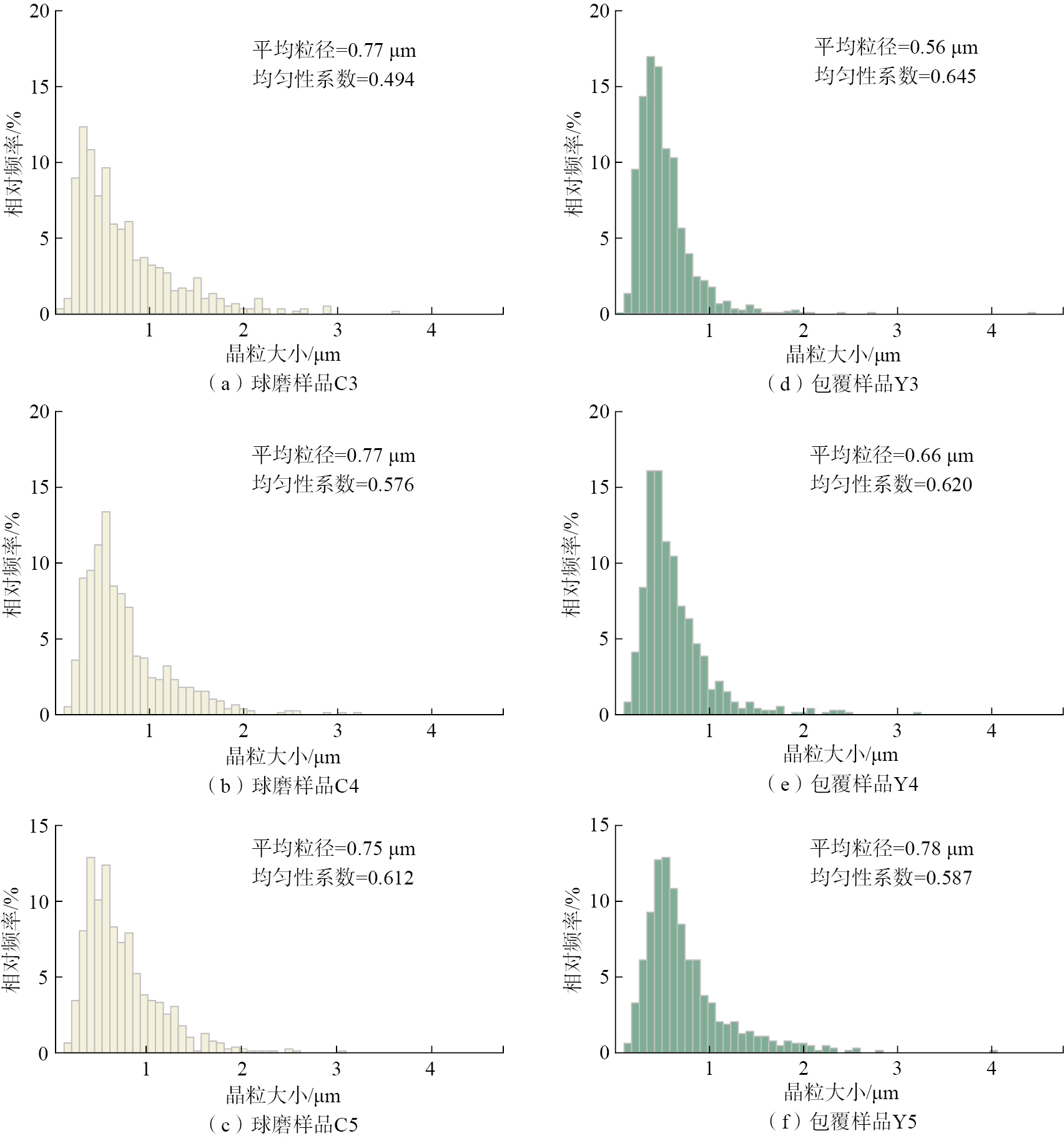
图7(a)~(c)为球磨样品在不同烧结助剂含量下的晶粒尺寸分布图。随着烧结助剂质量分数从3%增加到5%,球磨样品的平均粒径从0.77 μm减小到0.75 μm,均匀性系数从0.494增加到0.612,表明球磨样品的显微结构趋向均匀。这归因于随着烧结助剂含量的增加,液相含量也增加,并趋向于形成连续网络状分布,增加了β–Si3N4的成核点位数量,从而出现“空间位阻”效应[ KIM H, HAN B, PARK D, et al. Novel two-step sintering process to obtain a bimodal microstructure in silicon nitride[J]. Journal of the American Ceramic Society, 2002, 85(1): 245-252. DRESSLER W, KLEEBE H J, HOFFMANN M J, et al. Model experiments concerning abnormal grain growth in silicon nitride[J]. Journal of the European Ceramic Society, 1996, 16(1): 3-14. EMOTO H, MITOMO M. Control and characterization of abnormally grown grains in silicon nitride ceramics[J]. Journal of the European Ceramic Society, 1997, 17(6): 797-804. 26-28],抑制了晶粒的生长,使得球磨样品的显微结构趋向均匀。然而,随着烧结助剂质量分数从3%增加到5%,包覆样品的平均粒径从0.56 μm增大到0.78 μm,晶粒均匀性系数从0.645减小到0.587(图7(d)~(f))。这是因为包覆样品中烧结助剂分布较为均匀,仅需少量烧结助剂(质量分数3%)即可形成连续网络状分布的液相,“空间位阻”效应抑制晶粒的生长,因此包覆样品的显微结构表现出较好的均匀性。但随着烧结助剂含量的进一步增加,液相黏度降低,促进了晶粒长大,导致包覆样品的晶粒尺寸增大、显微结构均匀性恶化。尽管如此,在烧结助剂质量分数为3%和4%时,包覆样品的晶粒尺寸仍小于球磨样品,且显微结构更加均匀。
图7 不同烧结助剂含量下样品的晶粒尺寸分布图
Fig.7 Grain size distribution of samples at different sintering additive contents
2.5 力学性能和热导率
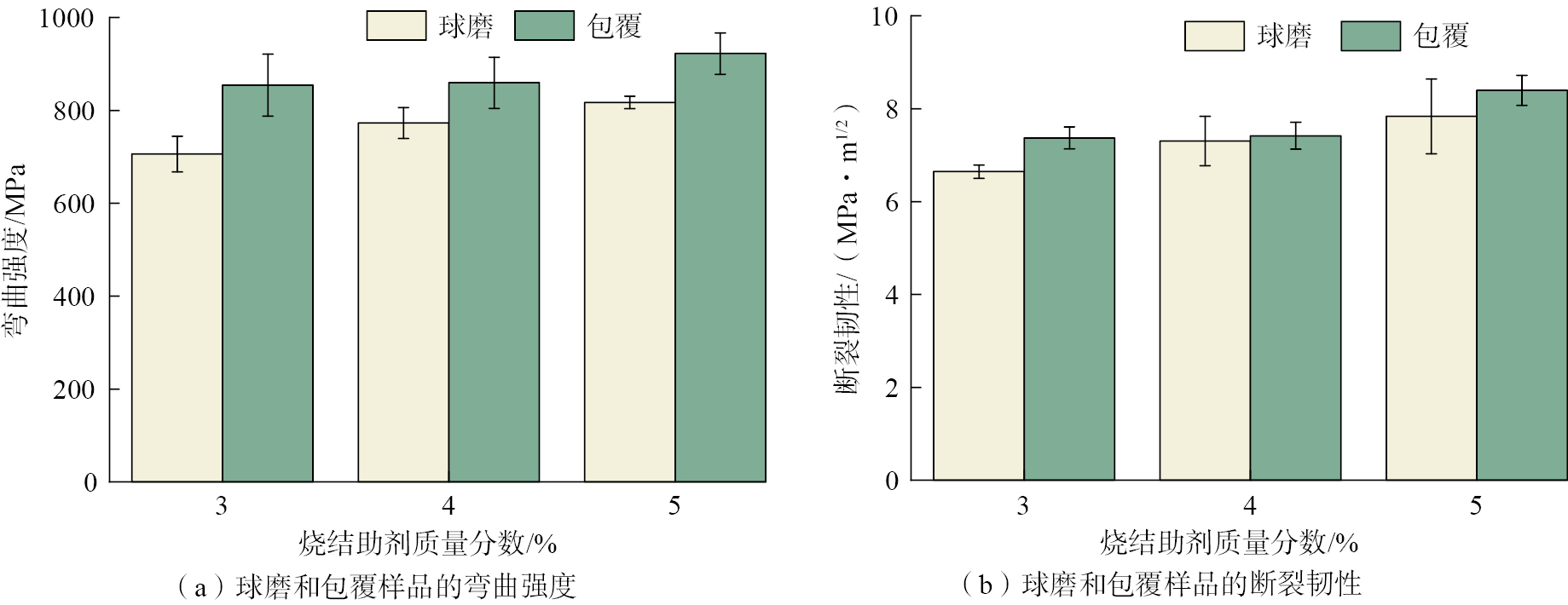
图8为样品在不同烧结助剂含量下的弯曲强度和断裂韧性。可以看出,所有样品的弯曲强度和断裂韧性均随着烧结助剂含量增加而增大。随着烧结助剂质量分数从3%增加到5%,球磨样品的弯曲强度从706.05 MPa增加到816.94 MPa,断裂韧性从6.64 MPa·m1/2增加到7.83 MPa·m1/2;而包覆样品的弯曲强度从854.66 MPa增加到922.41 MPa(较球磨样品提高了13%),断裂韧性从7.36 MPa·m1/2增加到8.39 MPa·m1/2,明显高于球磨样品。这是因为,包覆样品的致密度高于球磨样品,根据Ryskewitch–Duckworth经验公式[ GE R, ZHANG Y, LIU Y J, et al. Effect of Gd2O3 addition on mechanical, thermal and shielding properties of Al2O3 ceramics[J]. Journal of Materials Science: Materials in Electronics, 2017, 28(8): 5898-5905. 29]
Fig.8 Bending strength and fracture toughness of samples at different sintering additive contents
可以看出,陶瓷实际强度随着孔隙率的增加呈指数下降。包覆样品较低的孔隙率可以降低材料承载过程中的应力集中,提高其弯曲强度,而球磨样品较高的孔隙率将不利于裂纹扩展过程中出现的裂纹偏转和裂纹桥接,从而降低其断裂韧性。此外,包覆样品的显微结构均匀性优于球磨样品,异常长大的晶粒和不均匀的显微结构不利于提高样品的弯曲强度和断裂韧性[ YE C C, YUE X Y, ZONG H, et al. In-situ synthesis of YAG@Si3N4 powders with enhanced mechanical properties[J]. Journal of Alloys and Compounds, 2018, 731: 813-821. 15, BECHER P F, SUN E Y, PLUCKNETT K P, et al. Microstructural design of silicon nitride with improved fracture toughness: I, effects of grain shape and size[J]. Journal of the American Ceramic Society, 1998, 81(11): 2821-2830. 30]。因此,包覆样品的弯曲强度和断裂韧性均大于球磨样品。值得注意的是,球磨样品C5和包覆样品Y5具有相近的致密度、晶粒尺寸和均匀性系数,但弯曲强度和断裂韧性却相差甚远,这可以归因于第二相的差异和分布均匀性的影响,包覆样品中因液相分布较为均匀使得第二相中仅存在Y2Si3O3N4相,而球磨样品因液相富集使得Y2Si3O3N4和Y4Si2O7N2相共存,对样品残余应力的分布、断裂过程裂纹的偏转产生负面影响[ CINIBULK M K, THOMAS G, JOHNSON S M. Grain-boundary-phase crystallization and strength of silicon nitride sintered with a YSiAlON glass [J]. Journal of the American Ceramic Society, 1990, 73(6): 1606-1612. HAMPSHIRE S, POMEROY M J. Grain boundary glasses in silicon nitride: A review of chemistry, properties and crystallisation[J]. Journal of the European Ceramic Society, 2012, 32(9): 1925-1932. 31-32]。
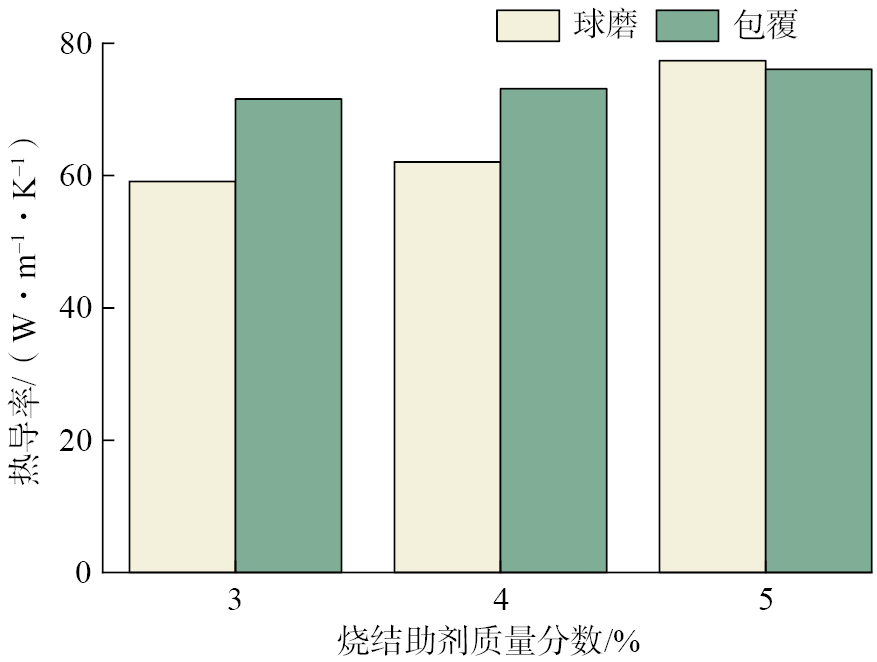
图9为样品在不同烧结助剂含量下的热导率。可以发现,球磨样品的热导率随着烧结助剂含量的增加逐渐增大。球磨样品C3、C4和C5的热导率分别为59.14 W·m–1·K–1、62.08 W·m–1·K–1和77.36 W·m–1·K–1。这是因为,随着烧结助剂含量的增加,球磨样品的致密度逐渐增大,孔隙率逐渐降低,所以热导率提高。陶瓷实际热导率与孔隙率之间的关系如下[ ZHU X, ZHOU Y, HIRAO K, et al. Potential use of only Yb2O3 in producing dense Si3N4 ceramics with high thermal conductivity by gas pressure sintering[J]. Science and Technology of Advanced Materials, 2010, 11(6): 065001. 33]。
(4)
式中,κ为陶瓷实际热导率;κ0为不含气孔时的热导率。可知,陶瓷的热导率与孔隙率成反比。
图9 不同烧结助剂含量下样品的热导率
Fig.9 Thermal conductivity of samples at different sintering additive contents
此外,包覆样品的热导率也随着烧结助剂含量的增加而增大,包覆样品Y3、Y4和Y5的热导率分别为71.57 W·m–1·K–1、73.08 W·m–1·K–1、76.07 W·m–1·K–1。Si3N4陶瓷的热导率不仅与样品气孔率密切有关,还受到晶格氧含量、晶粒尺寸、杂质等因素的影响[ KITAYAMA M, HIRAO K, TSUGE A, et al. Thermal conductivity of β–Si3N4: II, effect of lattice oxygen[J]. Journal of the American Ceramic Society, 2000, 83(8): 1985-1992. KITAYAMA M, HIRAO K, TORIYAMA M, et al. Thermal conductivity of β–Si3N4: I, effects of various microstructural factors[J]. Journal of the American Ceramic Society, 1999, 82(11): 3105-3112. FRANCL J, KINGERY W D. Thermal conductivity: IX, experimental investigation of effect of porosity on thermal conductivity[J]. Journal of the American Ceramic Society, 1954, 37(2): 99-107. 34-36]。包覆样品基本实现了致密化,其热导率受气孔的影响可忽略不计,主要受晶粒尺寸的影响,随着烧结助剂含量的增加,包覆样品的晶粒尺寸增加,提高了声子的自由程[ KITAYAMA M, HIRAO K, TORIYAMA M, et al. Thermal conductivity of β–Si3N4: I, effects of various microstructural factors[J]. Journal of the American Ceramic Society, 1999, 82(11): 3105-3112. 35],进而提高了热导率。值得注意的是,当烧结助剂质量分数低于5%时,包覆样品的热导率高于球磨样品,这是因为包覆样品的致密度高于球磨样品,有利于声子传播[ LI Y S, KIM H N, WU H B, et al. Microstructure and thermal conductivity of gas-pressure-sintered Si3N4 ceramic: The effects of Y2O3 additive content[J]. Journal of the European Ceramic Society, 2021, 41(1): 274-283. 24]。但当烧结助剂质量分数增加到5%时,球磨和包覆样品的热导率差别不大,这是因为此时的球磨和包覆样品具有相近的致密度和晶粒尺寸。
郑彧, 童亚琦, 张伟儒. 高导热氮化硅陶瓷基板材料研究现状[J]. 真空电子技术, 2018(4): 13-17. ZHENGYu, TONGYaqi, ZHANGWeiru. Research on high thermal conductivity silicon nitride ceramic substrate materials[J]. Vacuum Electronics, 2018(4): 13-17.
[2]
廖圣俊, 周立娟, 尹凯俐, 等. 高导热氮化硅陶瓷基板研究现状[J]. 材料导报, 2020, 34(21): 21105-21114. LIAOShengjun, ZHOULijuan, YINKaili, et al. Research status of β–Si3N4 ceramics based on high thermal conductivity[J]. Materials Reports, 2020, 34(21): 21105-21114.
[3]
HUF, XIEZ P, ZHANGJ, et al. Promising high-thermal-conductivity substrate material for high-power electronic device: Silicon nitride ceramics[J]. Rare Metals, 2020, 39(5): 463-478.
[4]
NAKASHIMAY, MIYAZAKIH, ZHOUY, et al. Sintered reaction-bonded silicon nitride ceramics for power-device substrates-review-[J]. Open Ceramics, 2023, 16: 100506.
[5]
LIUW, TONGW X, HER X, et al. Effect of the Y2O3 additive concentration on the properties of a silicon nitride ceramic substrate[J]. Ceramics International, 2016, 42(16): 18641-18647.
[6]
LIANGH Q, WANGW D, ZUOK H, et al. YB2C2: A new additive for fabricating Si3N4 ceramics with superior mechanical properties and medium thermal conductivity[J]. Ceramics International, 2020, 46(4): 5239-5243.
[7]
ZHANGJ, CUIW, LIF, et al. Effects of MgSiN2 addition and post-annealing on mechanical and thermal properties of Si3N4 ceramics[J]. Ceramics International, 2020, 46(10): 15719-15722.
[8]
PAULINGL. The nature of the chemical bond and the structure of molecules and crystals: An introduction to modern structural chemistry[M]. 3rd ed. Ithaca: Cornell Univerity Press, 1960.
[9]
ZHOUY, OHJIT, HYUGAH, et al. Fracture resistance behavior of high-thermal-conductivity silicon nitride ceramics[J]. International Journal of Applied Ceramic Technology, 2014, 11(5): 872-882.
[10]
ZHOUY, ZHUX Y, HIRAOK, et al. Sintered reaction-bonded silicon nitride with high thermal conductivity and high strength[J]. International Journal of Applied Ceramic Technology, 2004, 5: 119-126.
[11]
LIS, XIAY, YAOD, et al. Enhanced thermal conductivity and flexural strength of sintered reaction-bonded silicon nitride with addition of (Y0.96Eu0.04)2O3[J]. International Journal of Applied Ceramic Technology, 2023, 20(1): 465-474.
[12]
HIRANOT, YANGJ, NIIHARAK. Effects of ball-milling time on the properties of low purity β–phase silicon nitride powder and the hot-pressed body[J]. Journal of the Ceramic Society of Japan, 1996, 104(1208): 348-353.
[13]
YOSHIZAWAY I, SAITOF. Characterization of abrasion powder worn from alumina balls by wet milling and its phase transformation during heating[J]. Journal of the Ceramic Society of Japan, 1996, 104(1211): 668-672.
[14]
YOKOTAK, HASHIZUKAY, NAKAHARAM, et al. Characteristics of the ground alumina powders by wet rotation ball milling[J]. Journal of the Ceramic Society of Japan, 2010, 103(1203): 1167-1171.
[15]
YEC C, YUEX Y, ZONGH, et al. In-situ synthesis of YAG@Si3N4 powders with enhanced mechanical properties[J]. Journal of Alloys and Compounds, 2018, 731: 813-821.
[16]
ZHUX W, SAKKAY. Textured silicon nitride: Processing and anisotropic properties[J]. Science and Technology of Advanced Materials, 2008, 9(3): 033001.
[17]
YEC C, YUEX Y, JIANGY, et al. Effect of different preparation methods on the microstructure and mechanical properties of Si3N4 ceramic composites[J]. Ceramics International, 2018, 44(4): 3664-3671.
[18]
ANDREEVP, DROZHILKINP, ALEKSEEVAL, et al. Spark plasma sintering of Si3N4 ceramics with Y2O3–Al2O3 (3%–10% wt.) as sintering additive[J]. Coatings, 2023, 13(2): 240.
[19]
LIM, HUANGH L, WUJ M, et al. Preparation and properties of Si3N4 ceramics via digital light processing using Si3N4 powder coated with Al2O3–Y2O3 sintering additives[J]. Additive Manufacturing, 2022, 53: 102713.
[20]
YEC C, WEIW Q, FUX, et al. Effect of sintering activation energy on Si3N4 composite ceramics[J]. Ceramics International, 2022, 48(4): 4851-4857.
[21]
CHIANGJ N, GHANAYEMS, HESSD. Low-temperature hydrolysis (oxidation) of plasma-deposited silicon nitride films[J]. Chemistry of Materials, 2005, 1: 194-198.
[22]
BERGSTRÖML, PUGHR J. Interfacial characterization of silicon nitride powders[J]. Journal of the American Ceramic Society, 1989, 72(1): 103-109.
[23]
NIEG L, LIY H, SHENGP F, et al. Microstructure refinement-homogenization and flexural strength improvement of Al2O3 ceramics fabricated by DLP-stereolithography integrated with chemical precipitation coating process[J]. Journal of Advanced Ceramics, 2021, 10(4): 790-808.
[24]
LIY S, KIMH N, WUH B, et al. Microstructure and thermal conductivity of gas-pressure-sintered Si3N4 ceramic: The effects of Y2O3 additive content[J]. Journal of the European Ceramic Society, 2021, 41(1): 274-283.
[25]
ZHOUM R, XUL F, XIX A, et al. Investigation on the preparation and properties of monodispersed Al2O3–ZrO2 nanopowder via co-precipitation method[J]. Journal of Alloys and Compounds, 2016, 678: 337-342.
[26]
KIMH, HANB, PARKD, et al. Novel two-step sintering process to obtain a bimodal microstructure in silicon nitride[J]. Journal of the American Ceramic Society, 2002, 85(1): 245-252.
[27]
DRESSLERW, KLEEBEH J, HOFFMANNM J, et al. Model experiments concerning abnormal grain growth in silicon nitride[J]. Journal of the European Ceramic Society, 1996, 16(1): 3-14.
[28]
EMOTOH, MITOMOM. Control and characterization of abnormally grown grains in silicon nitride ceramics[J]. Journal of the European Ceramic Society, 1997, 17(6): 797-804.
[29]
GER, ZHANGY, LIUY J, et al. Effect of Gd2O3 addition on mechanical, thermal and shielding properties of Al2O3 ceramics[J]. Journal of Materials Science: Materials in Electronics, 2017, 28(8): 5898-5905.
[30]
BECHERP F, SUNE Y, PLUCKNETTK P, et al. Microstructural design of silicon nitride with improved fracture toughness: I, effects of grain shape and size[J]. Journal of the American Ceramic Society, 1998, 81(11): 2821-2830.
[31]
CINIBULKM K, THOMASG, JOHNSONS M. Grain-boundary-phase crystallization and strength of silicon nitride sintered with a YSiAlON glass [J]. Journal of the American Ceramic Society, 1990, 73(6): 1606-1612.
[32]
HAMPSHIRES, POMEROYM J. Grain boundary glasses in silicon nitride: A review of chemistry, properties and crystallisation[J]. Journal of the European Ceramic Society, 2012, 32(9): 1925-1932.
[33]
ZHUX, ZHOUY, HIRAOK, et al. Potential use of only Yb2O3 in producing dense Si3N4 ceramics with high thermal conductivity by gas pressure sintering[J]. Science and Technology of Advanced Materials, 2010, 11(6): 065001.
[34]
KITAYAMAM, HIRAOK, TSUGEA, et al. Thermal conductivity of β–Si3N4: II, effect of lattice oxygen[J]. Journal of the American Ceramic Society, 2000, 83(8): 1985-1992.
[35]
KITAYAMAM, HIRAOK, TORIYAMAM, et al. Thermal conductivity of β–Si3N4: I, effects of various microstructural factors[J]. Journal of the American Ceramic Society, 1999, 82(11): 3105-3112.
[36]
FRANCLJ, KINGERYW D. Thermal conductivity: IX, experimental investigation of effect of porosity on thermal conductivity[J]. Journal of the American Ceramic Society, 1954, 37(2): 99-107.