Wear Mechanism and Control for Full-Stage Wear of Tool During Orthogonal Turning of GH4169
Citations
ZHANG Ziqi, LIU Zhanqiang, LÜ Wenjun. Wear mechanism and control for full-stage wear of tool during orthogonal turning of GH4169[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 78–91.
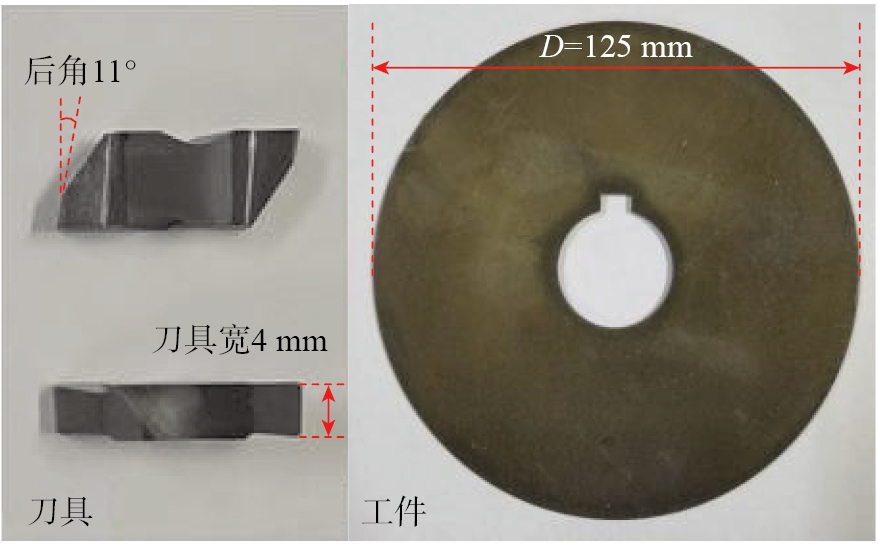
图1 直角车削试验所用刀具与工件
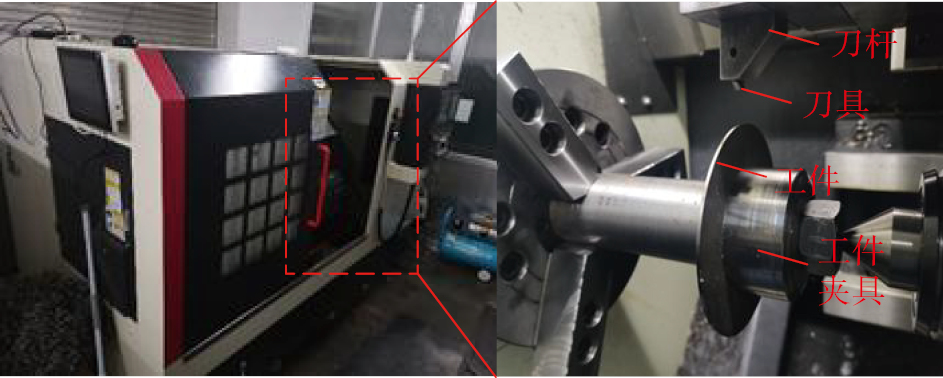
图2 直角车削试验装置
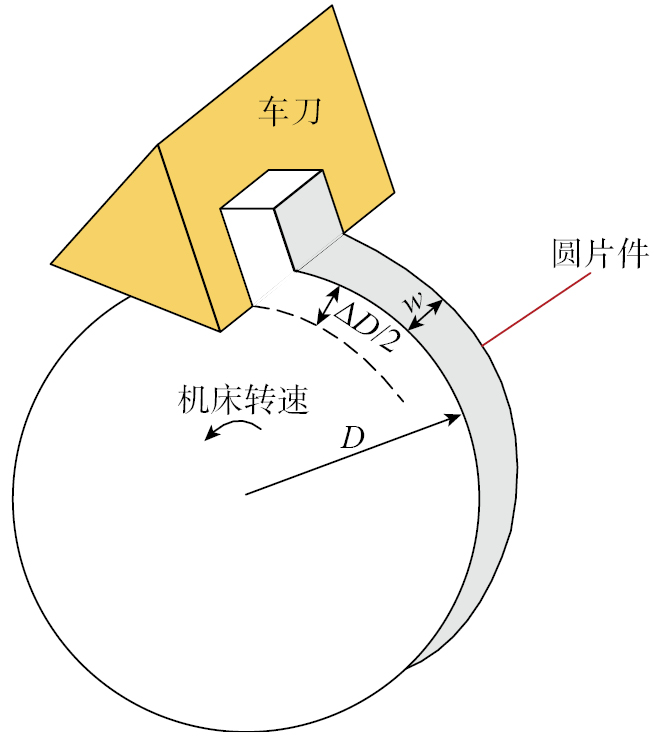
图3 圆片件的直角车削过程
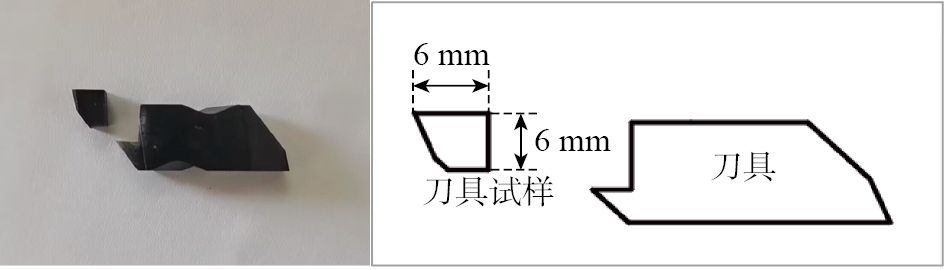
图4 磨损刀具切削刃部分取样
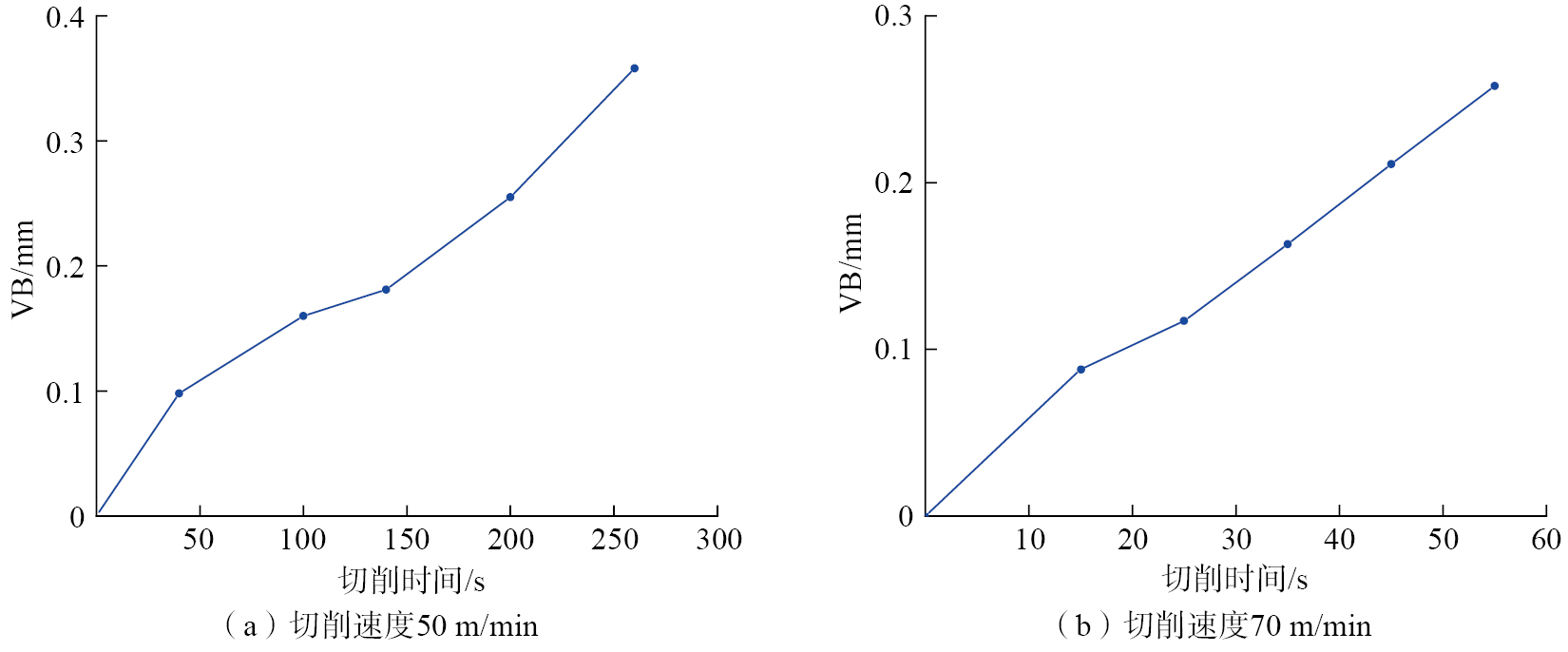
图5 后刀面磨损曲线
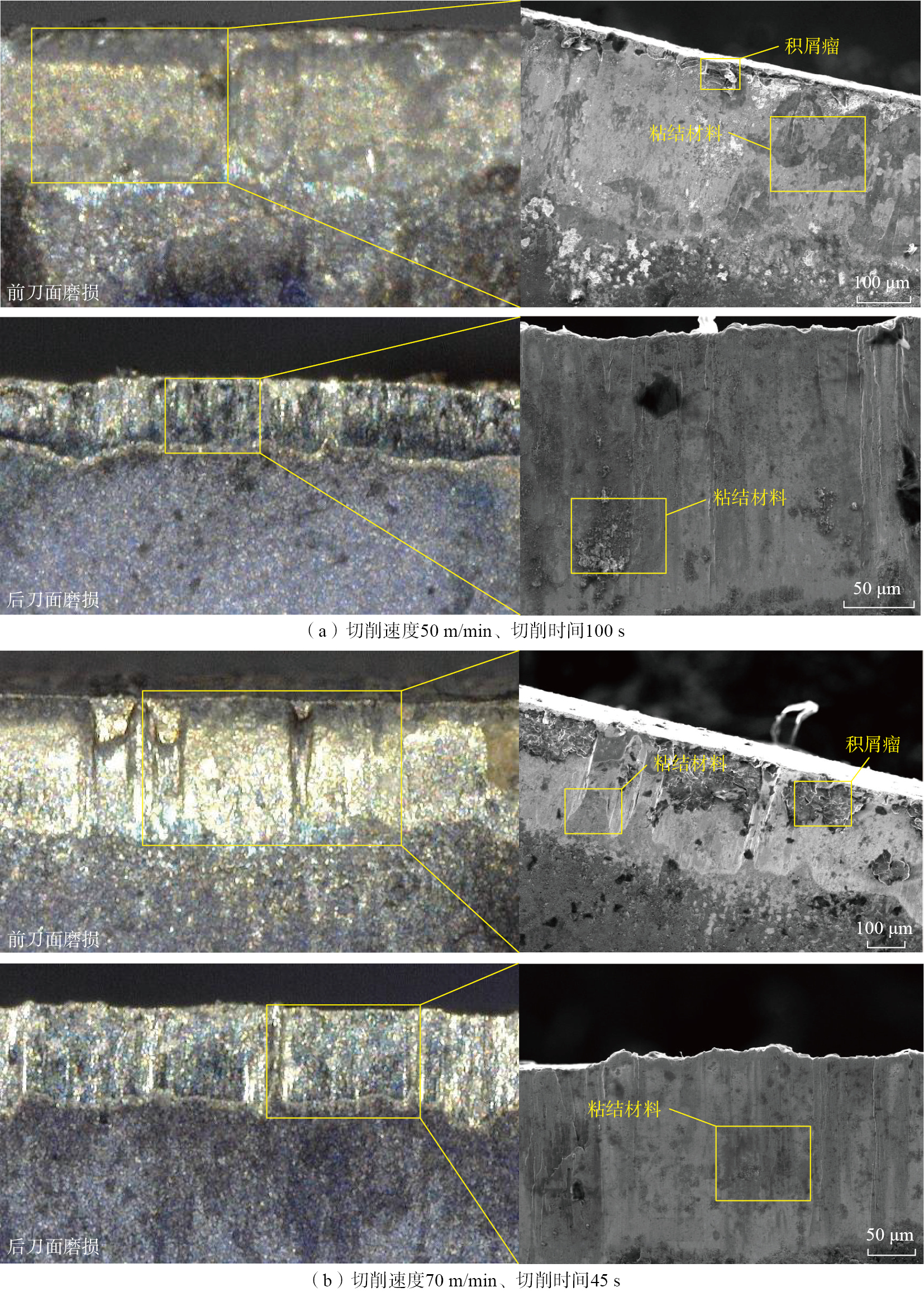
图6 初期磨损阶段刀具前、后刀面的SEM图
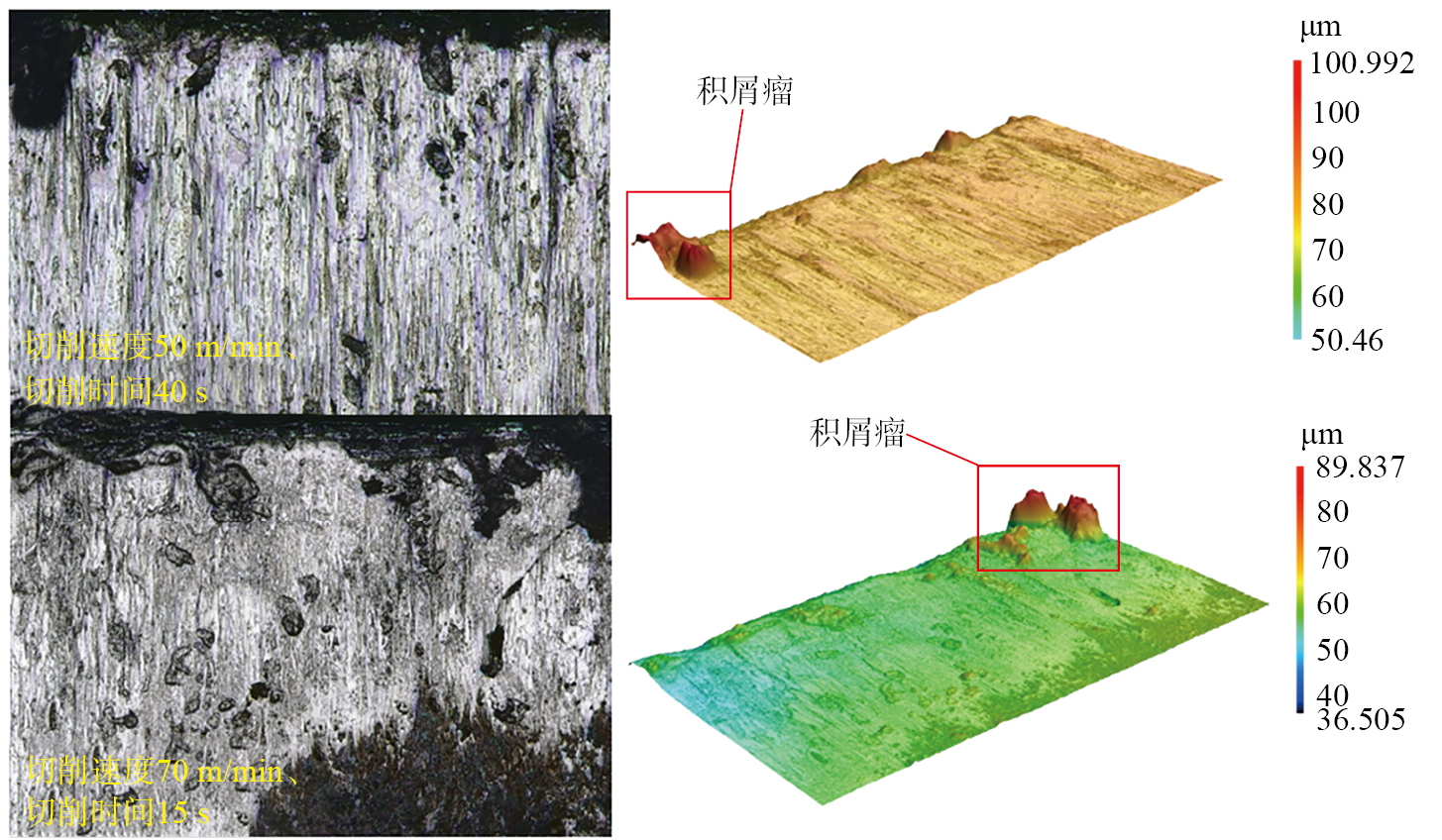
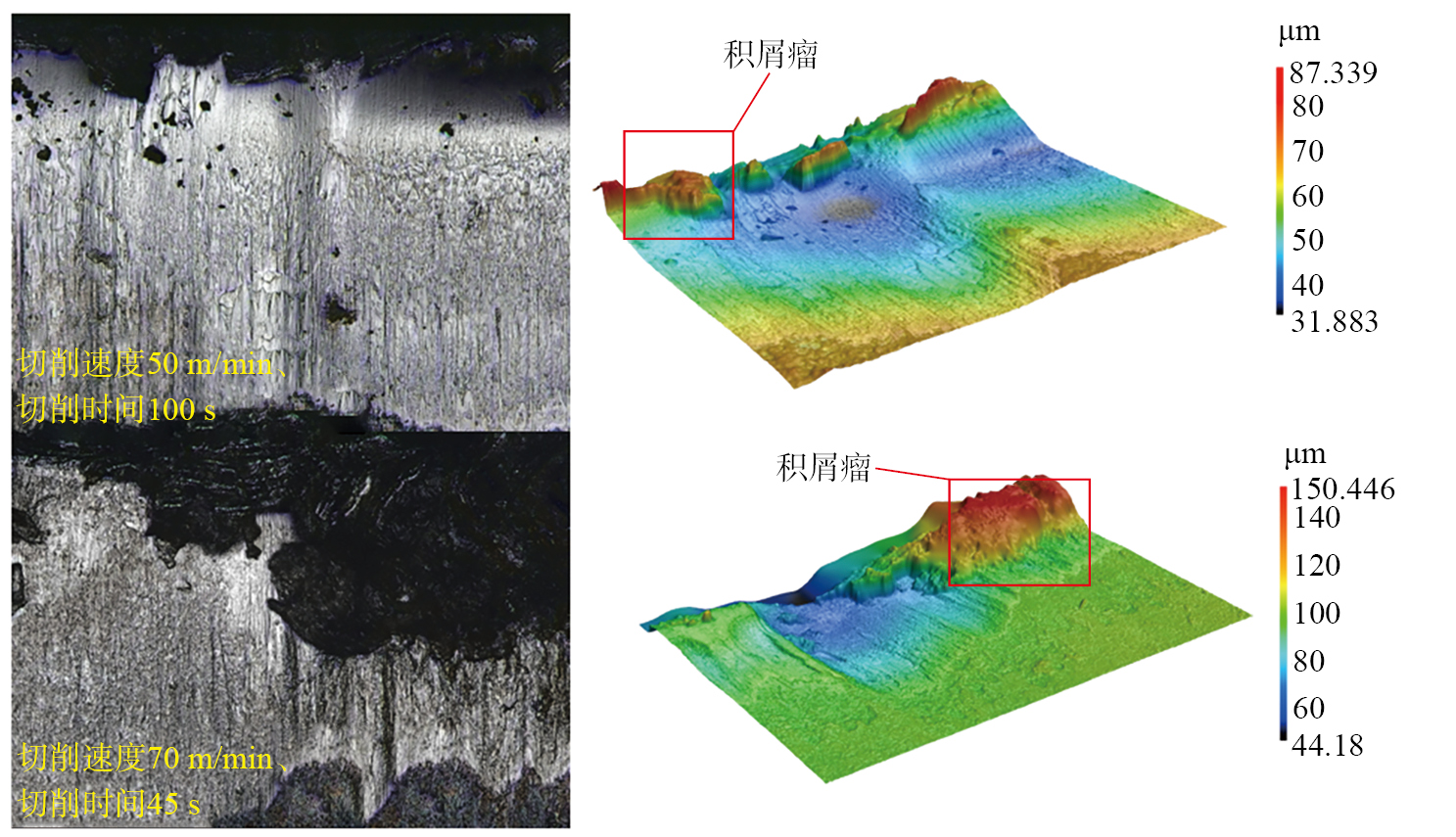
图7 初期磨损阶段前刀面的三维轮廓图
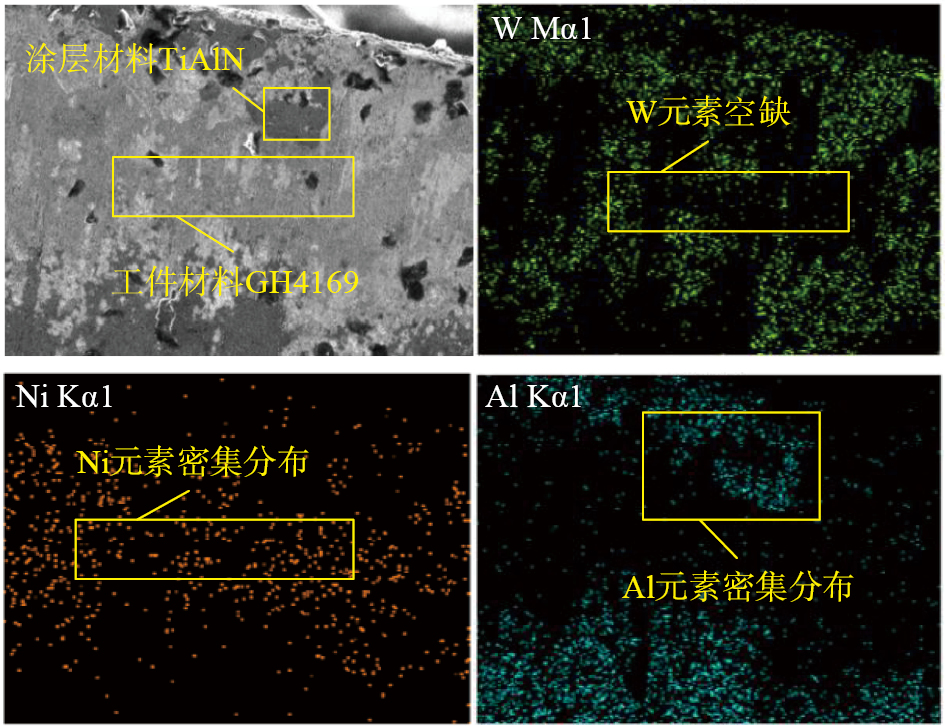
图8 初期磨损阶段刀具前刀面磨损表面的EDS图
图9 正常磨损阶段刀具前、后刀面的SEM图
图10 正常磨损阶段刀具前刀面的三维轮廓图
图11 正常磨损阶段刀具前刀面磨损表面EDS图
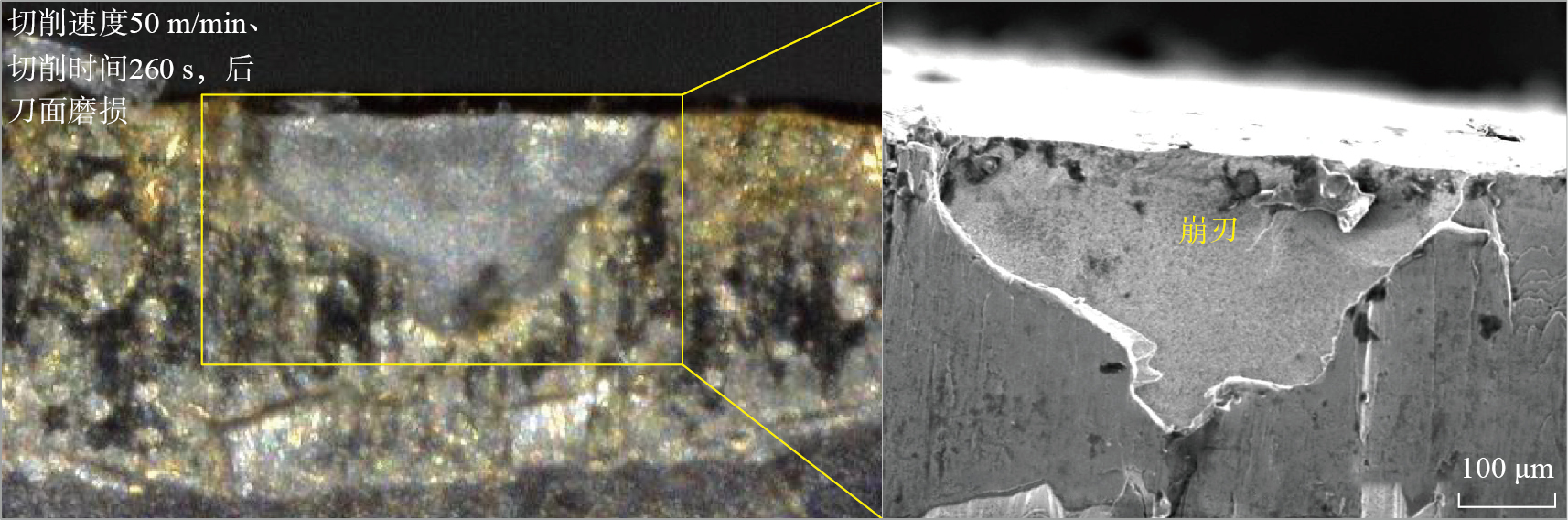
图12 急剧磨损阶段刀具崩刃
图13 急剧磨损阶段刀具前刀面的SEM图
图14 急剧磨损阶段刀具前刀面磨损表面的EDS图
图15 初期磨损阶段刀具前刀面磨损表面的SEM图
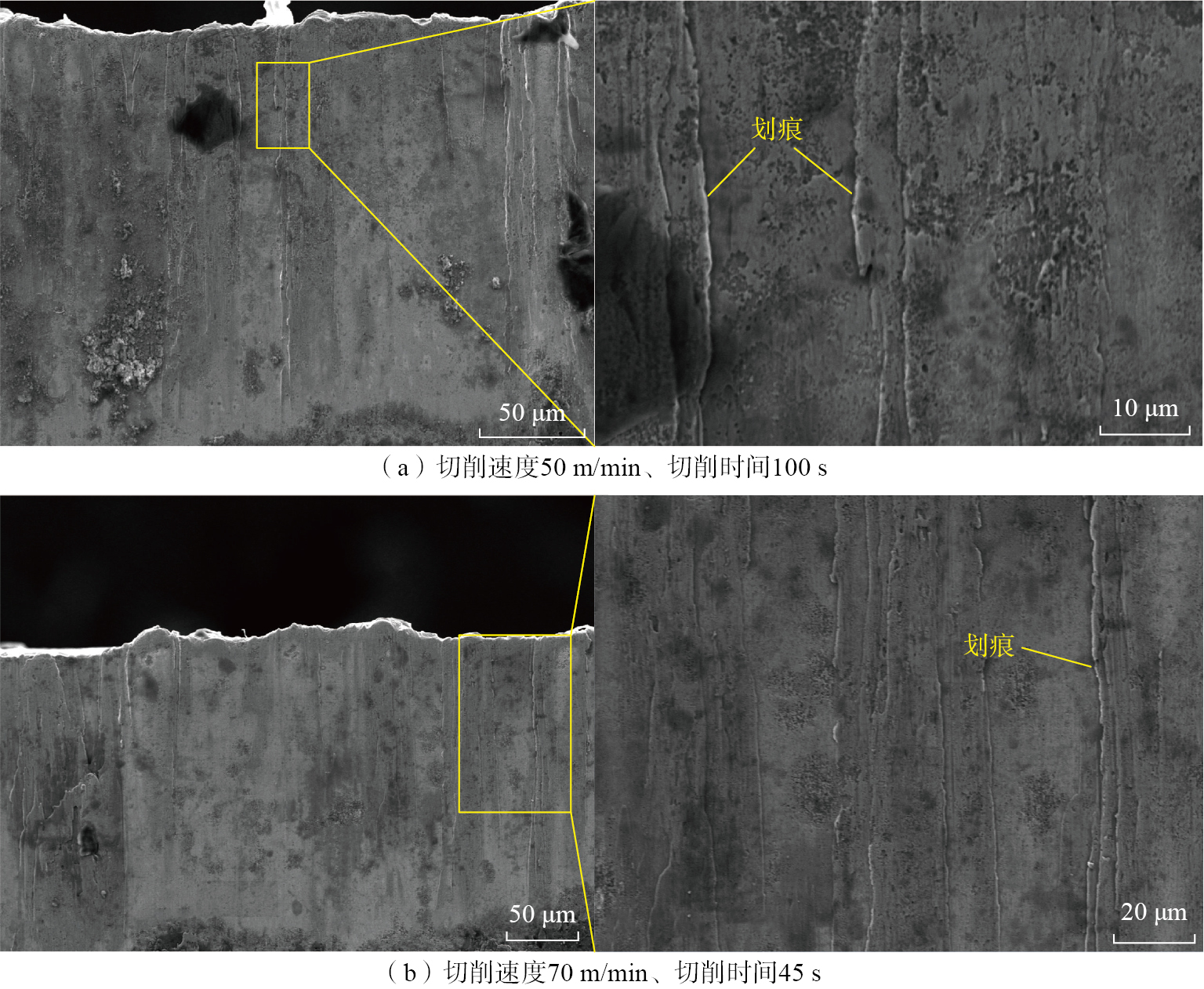
图16 正常磨损阶段刀具后刀面磨损表面的SEM图
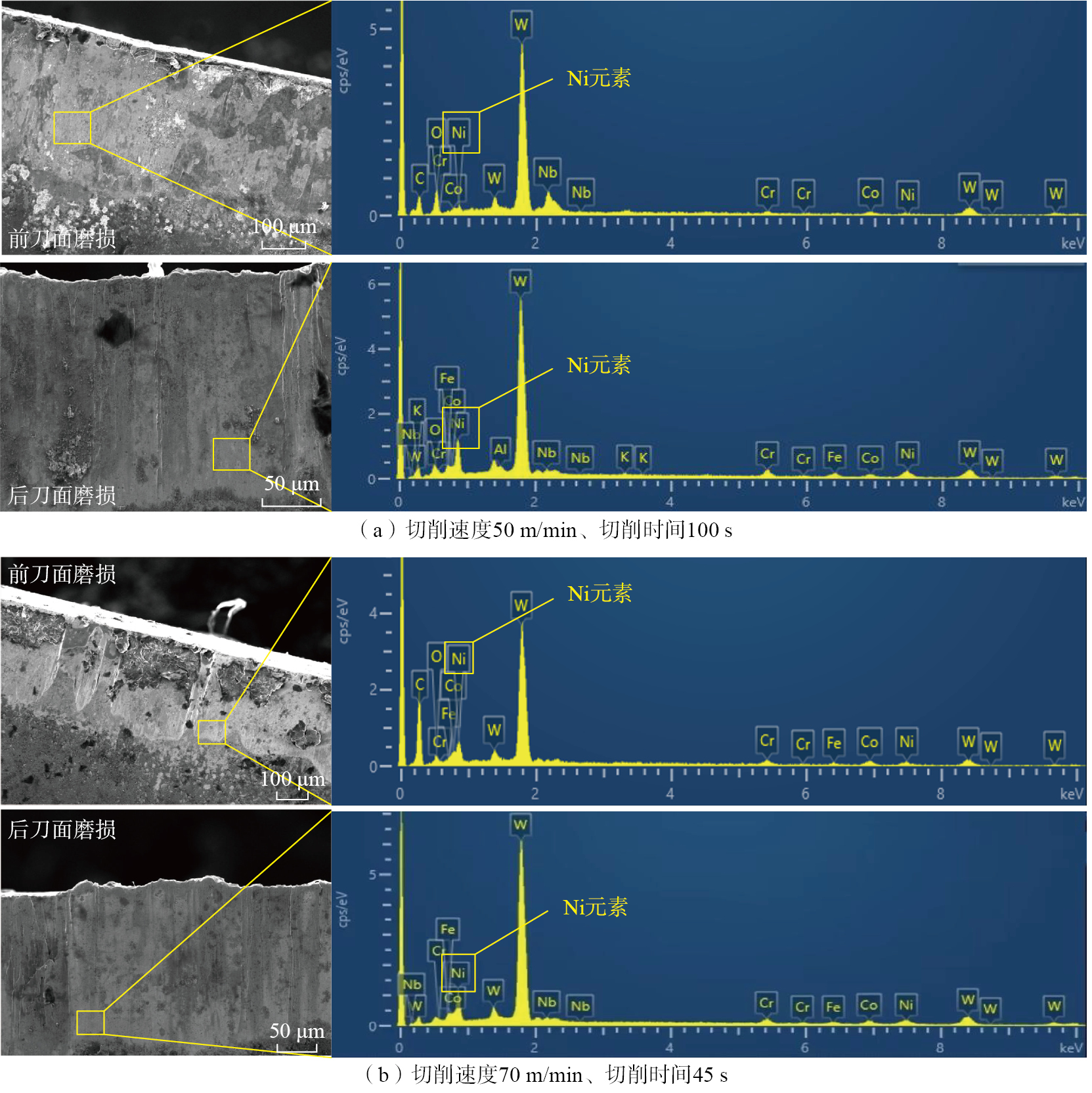
图17 初期磨损阶段刀具前、后刀面磨损表面无粘结材料区域的EDS图
图18 正常磨损阶段刀具前、后刀面磨损表面无粘结材料区域的EDS图
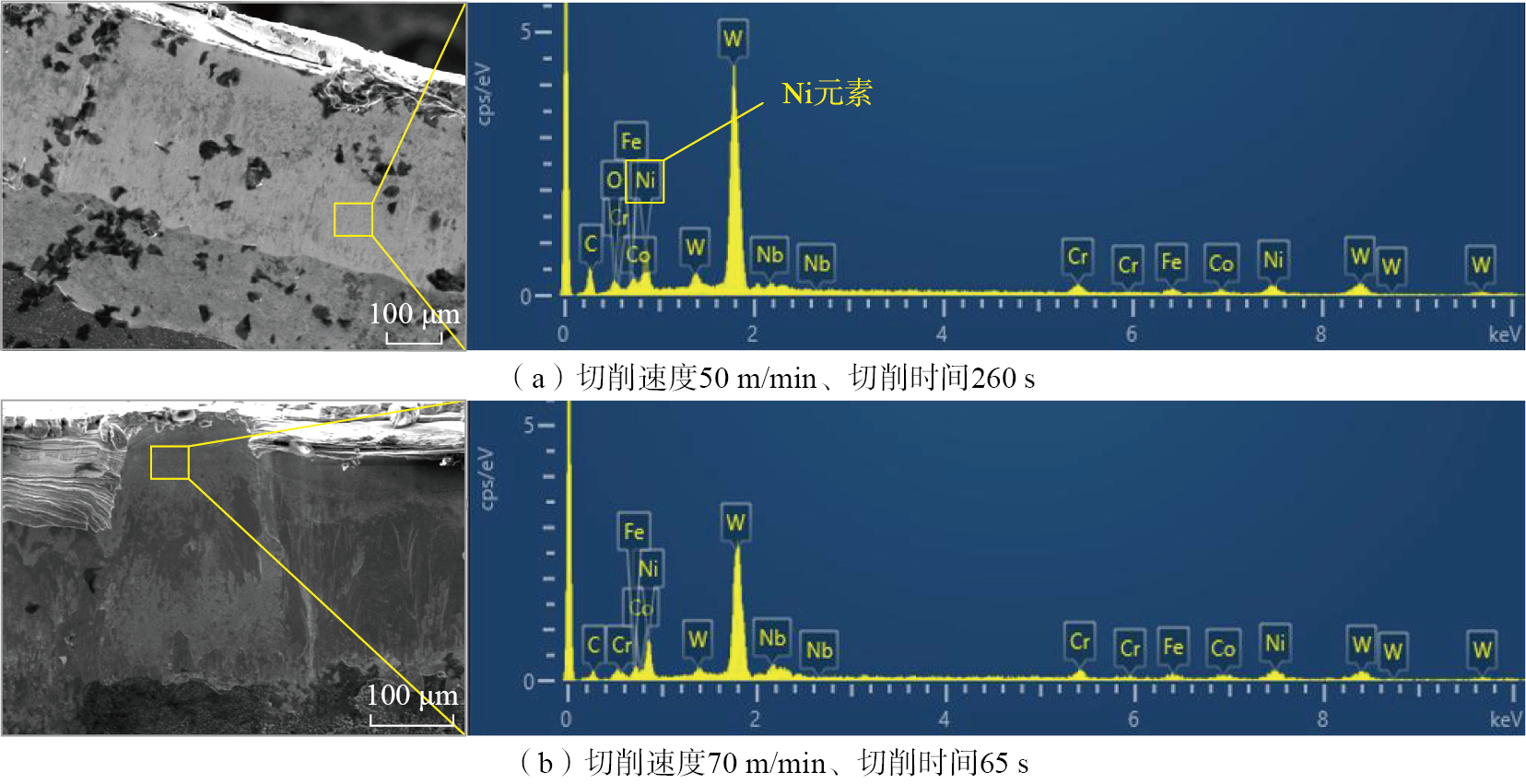
图19 急剧磨损阶段刀具前刀面磨损表面无粘结材料区域的EDS图
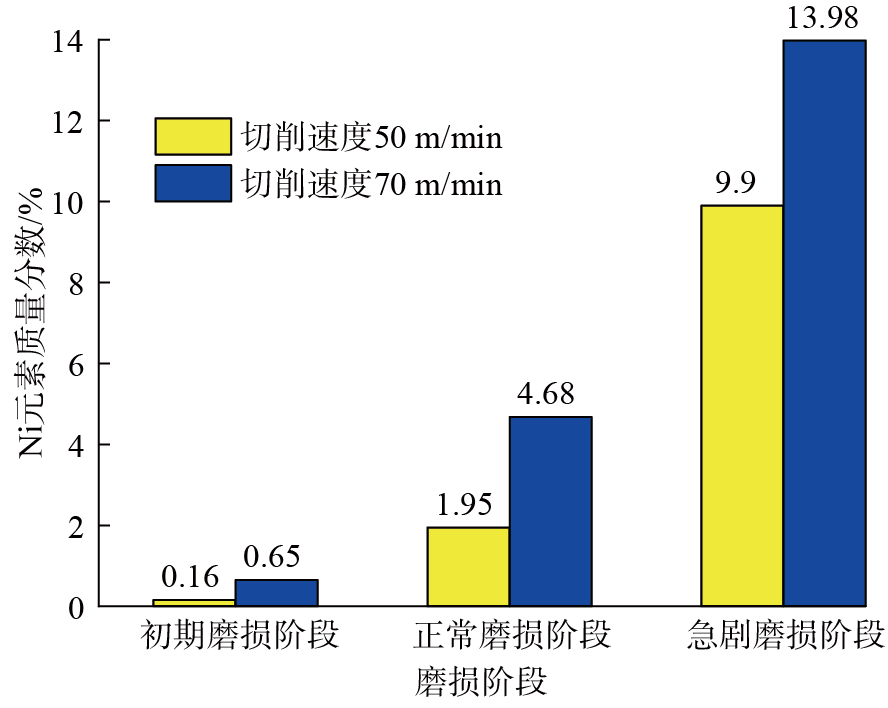
图20 刀具磨损表面无粘结材料区域内的Ni元素质量分数
图21 正常磨损阶段刀具前刀面月牙洼磨损表面物相分析
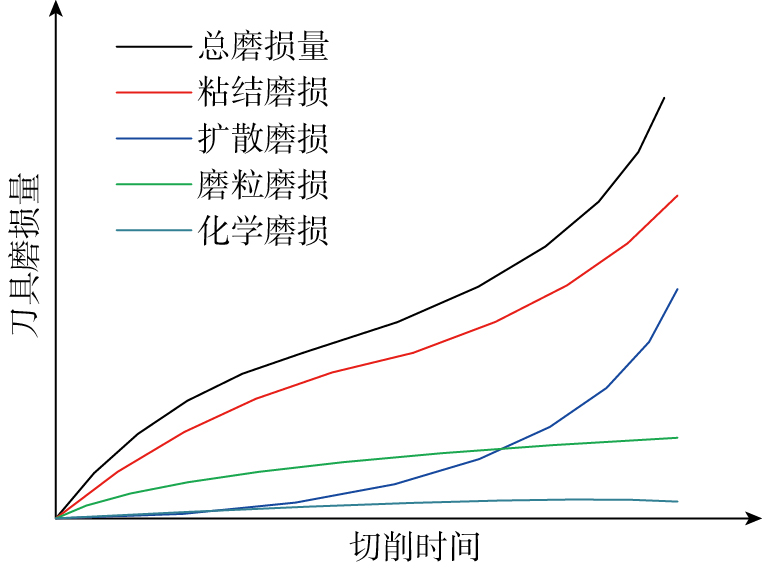
图22 磨损机理对刀具磨损量的影响
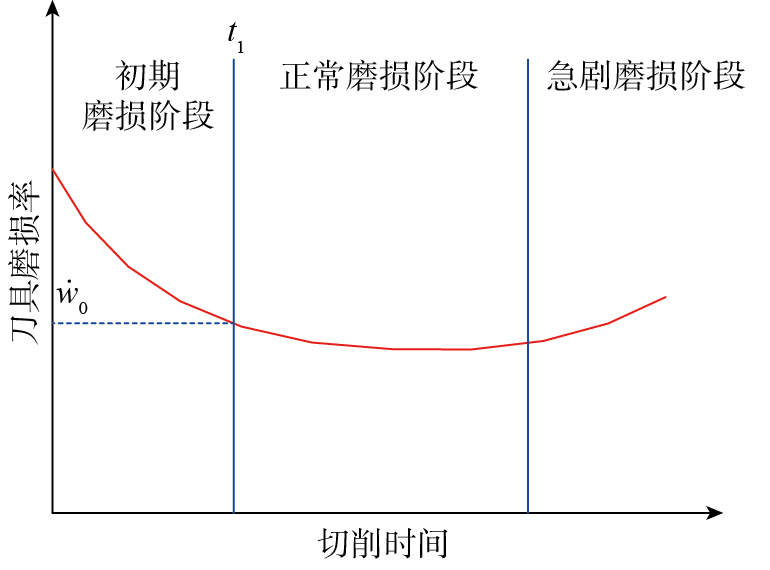
图23 刀具磨损率随切削时间的变化曲线
图24 WC、TiC、NbC硬度和相对硬度随温度的变化曲线[ MIYOSHI A, HARA A. High temperature hardness of WC, TiC, TaC, NbC and their mixed carbides[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1965, 12(2): 78-84. 19]
表1 GH4169的化学成分(质量分数)[ 宋文刚. 镍基高温合金GH4169顺序铣削表面形貌建模及预测[D]. 济南: 山东大学, 2021.SONG Wengang. Modeling and prediction of surface morphology of nickel-based superalloy GH4169 in sequential milling[D]. Jinan: Shandong University, 2021. 15]
1.School of Mechanical Engineering, Shandong University, Jinan250061, China
2.Key Laboratory of High Efficiency and Clean Mechanical Manufacture, Shandong University, Ministry of Education, Jinan250061, China
Citations
ZHANG Ziqi, LIU Zhanqiang, LÜ Wenjun. Wear mechanism and control for full-stage wear of tool during orthogonal turning of GH4169[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 78–91.
Abstract
Nickel-based superalloy GH4169 is of special material properties, resulting in large cutting force, high cutting temperature, serious work hardening, tool–workpiece adhesion and tool wear during machining processing of GH4169. Therefore, it is beneficial to controlling tool wear by studying the tool wear mechanism during the process of TiAlN coated carbide tool’s orthogonal turning of GH4169 at different wear stages. Firstly, the orthogonal turning experiments were carried out with GH4169 disc as workpiece and TiAlN coated carbide tool as cutting tool on the CNC lathe, to obtain the tool wear states under different wear stages. Secondly, the tool wear surface was observed by scanning electron microscopy (SEM) and chemical composition of the tool wear surface material was analyzed. Thirdly, the existence of chemical wear of cutting tools was verified by X-ray diffraction (XRD) phase composition analysis. Finally, the tool wear control measures were proposed by combining the full-stage tool wear mechanism and tool wear rate model. The results show that the adhesive wear, abrasive wear, diffusion wear and chemical wear occur during the orthogonal turning of GH4169 by TiAlN coated carbide tools under the selected cutting conditions. The main tool wear mechanisms in the initial wear stage are adhesive wear and abrasive wear while those in the normal wear stage and sharp wear stage are adhesive wear and diffusion wear. Tool wear could be controlled by accelerating decreasing rate of abrasive wear in the initial wear stage or reducing diffusion wear rate in the normal wear stage.
镍基高温合金GH4169切削过程中切削力大[ 赵秀芬, 王玉华, 刘阳, 等. 镍基高温合金的切削加工[J]. 航空制造技术, 2010, 53(11): 46-50.ZHAO Xiufen, WANG Yuhua, LIU Yang, et al. Cutting of nickel-based high temperature alloy[J]. Aeronautical Manufacturing Technology, 2010, 53(11): 46-50. 1],在刀–工接触区域的机械载荷极高,易产生剧烈摩擦,因此切削加工性能差。另外,GH4169的导热系数低,刀–工接触区域在摩擦作用下产生极高的切削温度(可达1200 ℃)[ DUDZINSKI D, DEVILLEZ A, MOUFKI A, et al. A review of developments towards dry and high speed machining of Inconel 718 alloy[J]. International Journal of Machine Tools and Manufacture, 2004, 44(4): 439-456. 2],导致刀具材料的热力学性能减弱,刀具发生严重磨损。因此,揭示GH4169切削加工过程中的刀具磨损机理,提出适合GH4169加工工况的刀具磨损率模型,才能实现对刀具磨损的控制。
对GH4169切削加工过程中刀具磨损机理已开展的研究表明,粘结磨损、磨粒磨损、扩散磨损、化学磨损是GH4169切削加工过程中的主要刀具磨损机理。Banda等[ BANDA T, HO K Y, AKHAVAN FARID A, et al. Characterization of tool wear mechanisms and failure modes of TiAlN–NbN coated carbide inserts in face milling of Inconel 718[J]. Journal of Materials Engineering and Performance, 2022, 31(3): 2309-2320. 3]使用PVD TiAlN–NbN涂层硬质合金刀具对GH4169进行湿态面铣,结果表明,粘结磨损、磨粒磨损、热机械裂纹、扩散和氧化磨损是导致刀具磨损的主要机理。Rakesh等[ RAKESH M, DATTA S. Effects of cutting speed on chip characteristics and tool wear mechanisms during dry machining of Inconel 718 using uncoated WC tool[J]. Arabian Journal for Science and Engineering, 2019, 44(9): 7423-7440. 4]使用无涂层WC硬质合金刀具对GH4169进行干式车削,对进给速率0.1 mm/r、切削速度50~125 m/min下干车削GH4169的刀具磨损表面进行SEM观测,在刀具表面观察到工件材料的粘结,表明切削过程中发生了粘结磨损;对刀具表面粘附的工件材料进行XRD物相分析,发现其中存在Fe和Nb的氧化物,切削过程中存在氧化磨损。Musfirah等[ MUSFIRAH A H, GHANI J A, CHE HARON C H. Tool wear and surface integrity of Inconel 718 in dry and cryogenic coolant at high cutting speed[J]. Wear, 2017, 376: 125-133. 5]采用PVD TiAlN涂层硬质合金铣刀对GH4169进行低温冷却铣削与干式切削,在刀具的磨损表面观察到工件材料的粘结与硬质相NbC造成的划痕,表明切削过程中主要发生粘结磨损与磨粒磨损。Bushlya等[ BUSHLYA V, LENRICK F, BJERKE A, et al. Tool wear mechanisms of PCBN in machining Inconel 718: Analysis across multiple length scale[J]. CIRP Annals, 2021, 70(1): 73-78. 6]利用STEM–HAADF扫描透射电子显微镜对高速车削GH4169的PCBN刀具磨损表面进行观察,在刀具的后刀面磨损表面发现了工件材料的粘结。Liao等[ LIAO Y S, SHIUE R H. Carbide tool wear mechanism in turning of Inconel 718 superalloy[J]. Wear, 1996, 193(1): 16-24. 7]发现GH4169中的Ni元素和Fe元素可通过晶界扩散进入硬质合金刀具表面,使得GH4169切削过程中发生扩散磨损。宋新玉等[ 宋新玉, 赵军. 加工In718时硬质合金涂层刀具的磨损机理[J]. 工具技术, 2008, 42(7): 10-12.SONG Xinyu, ZHAO Jun. Wear mechanism of coated carbide insert in turning of Inconel 718[J]. Tool Engineering, 2008, 42(7): 10-12. 8]采用TiAlN–TiN复合涂层硬质合金刀具对GH4169进行高速干式车削,在磨损刀具的前刀面发现大量工件材料粘结,切削过程中存在粘结磨损;对刀尖部分进行EDS分析,发现磨损刀具材料中含有Ni和O,表明切削过程中存在扩散和氧化磨损。
粘结磨损、磨粒磨损、扩散磨损和化学磨损的程度均取决于刀–工接触面的温度与载荷,因此,改变切削参数与刀具几何参数可改变刀–工接触区域的温度场与应力场,通过影响不同磨损机理的程度,间接使刀具磨损率发生变化。探讨刀具磨损率与切削温度、应力等因素的关系,建立具有普适性的刀具磨损率模型,可应用于刀具磨损的预测与控制。Usui[ USUI E, SHIRAKASHI T, KITAGAWA T. Analytical prediction of cutting tool wear[J]. Wear, 1984, 100(1–3): 129-151. 9]和Takeyama[ TAKEYAMA H, MURATA R. Basic investigation of tool wear[J]. Journal of Engineering for Industry, 1963, 85(1): 33-37. 10]等基于粘结和扩散磨损过程,综合考虑了温度场和应力场变化对刀具磨损率的影响,分别提出了刀具磨损率预测模型。后续学者针对不同切削加工工况,提出了多种修正Takeyama和Usui模型。Pálmai[ PÁLMAI Z. Proposal for a new theoretical model of the cutting tool’s flank wear[J]. Wear, 2013, 303(1–2): 437-445. 11]考虑到磨粒和扩散磨损程度取决于刀具和工件的相对滑动距离,对Takeyama模型进行了修正。Binder等[ BINDER M, KLOCKE F, LUNG D. Tool wear simulation of complex shaped coated cutting tools[J]. Wear, 2015, 330: 600-607. 12]将切应力的影响引入Usui模型,以适用于法向应力极高的切削工况。Elias等[ ELIAS J V, ASAMS S, MATHEW J. Worn tool geometry-based flank wear prediction in micro turning[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2020, 234(4): 710-719. 13]认为,后刀面磨损平面与切削速度方向间的夹角(后刀面侧倾角)会影响后刀面磨损率的预测精度,因此引入了后刀面侧倾角这一参数,基于Usui刀具磨损率模型提出了直角车削加工的后刀面磨损率理论模型。Zhuang等[ ZHUANG K J, LI M, LIN F T, et al. Crater wear prediction in turning Ti6Al4V considering cutting temperature effect[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(9): 6763-6781. 14]对前刀面月牙洼磨损过程的几何形状变化进行了分析,建立了前刀面磨损率预测模型。不同切削工况下刀具磨损机理存在差异,揭示刀具磨损机理,结合具体工况建立刀具磨损率模型,是刀具磨损控制的基础。
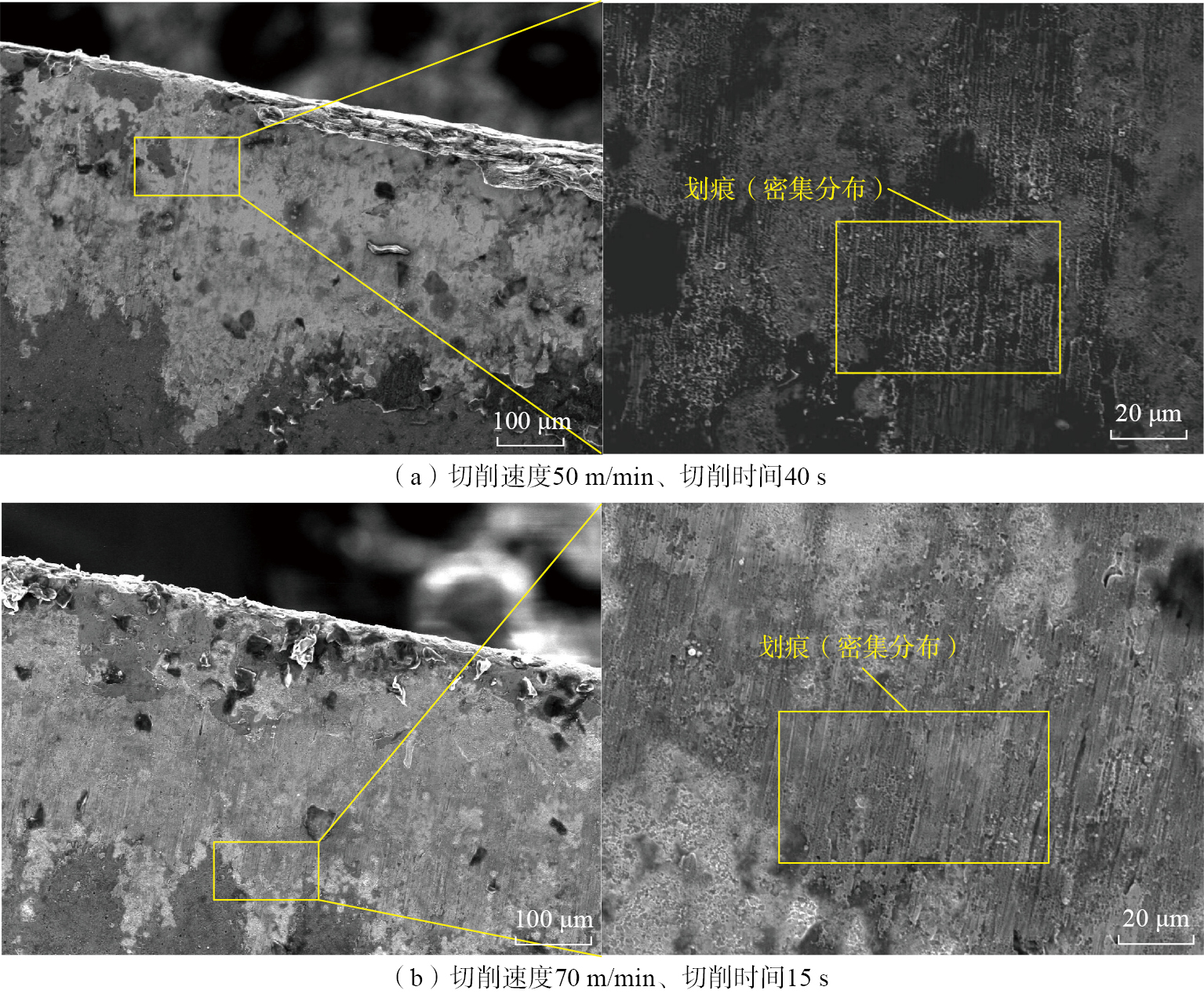
通过增大SEM的放大倍数,观察两种切削工况下不同磨损阶段刀具的磨损表面,判断刀具磨损过程中是否存在磨粒磨损。以前刀面为例,在初期磨损阶段,刀具的磨损表面存在密集分布的划痕,如图15所示,说明此阶段中,磨粒磨损是导致刀具磨损的主要原因。Fan等[ FAN Y H, WANG T, HAO Z P, et al. Research on tool wear based on multi-scale simulation in high speed cutting Inconel 718[J]. Archives of Civil and Mechanical Engineering, 2018, 18(3): 928-940. 16]的研究结果表明,GH4169中存在随机分布的TiC和NbC硬脆性相颗粒,导致了该材料在切削加工过程中的磨粒磨损。
图15 初期磨损阶段刀具前刀面磨损表面的SEM图
Fig.15 SEM images of worn surface of tool rake face in initial wear stage
Fig.20 Mass fraction of Ni element on worn surface of tool without adhesion
2.2.4 化学磨损
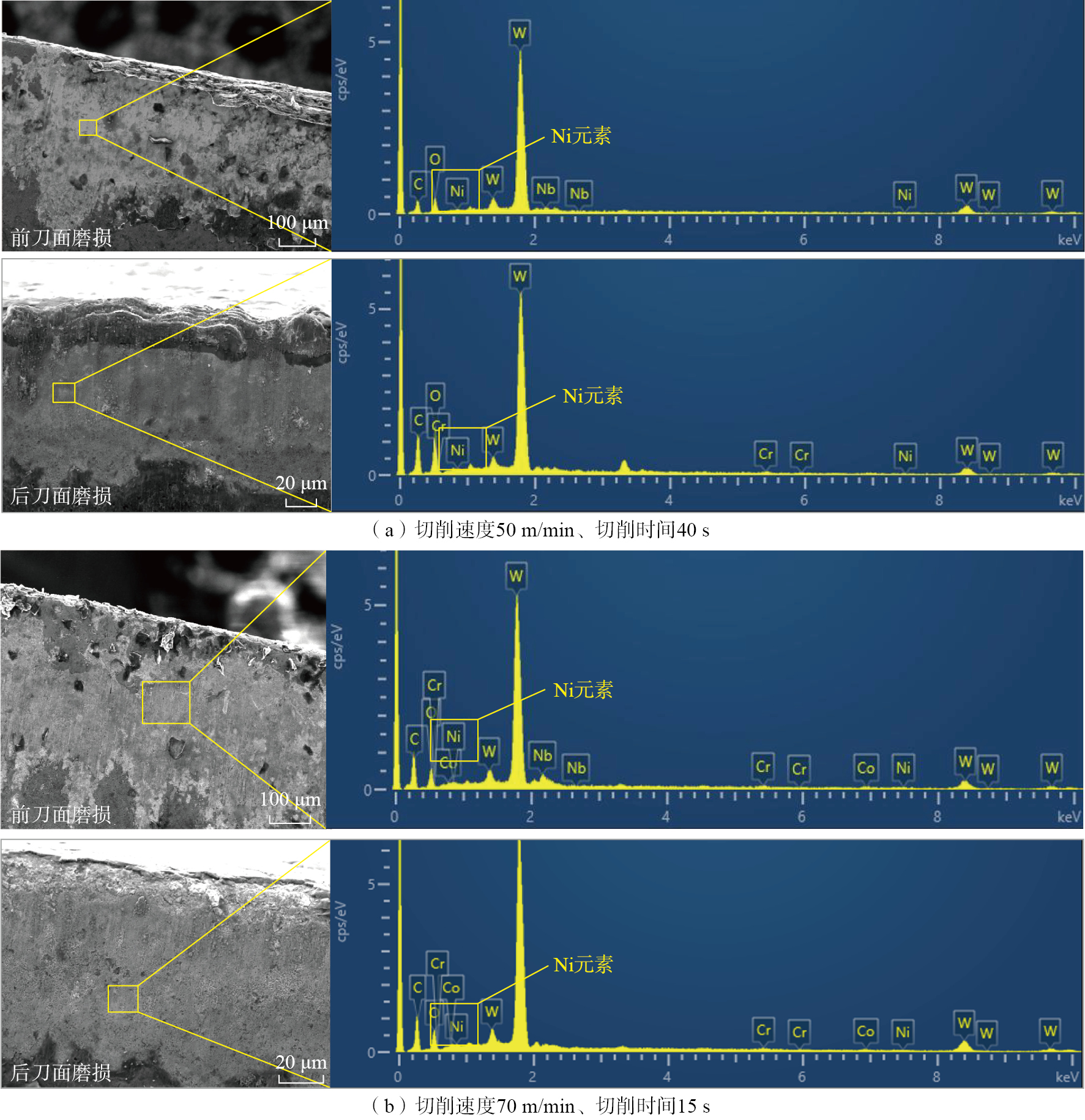
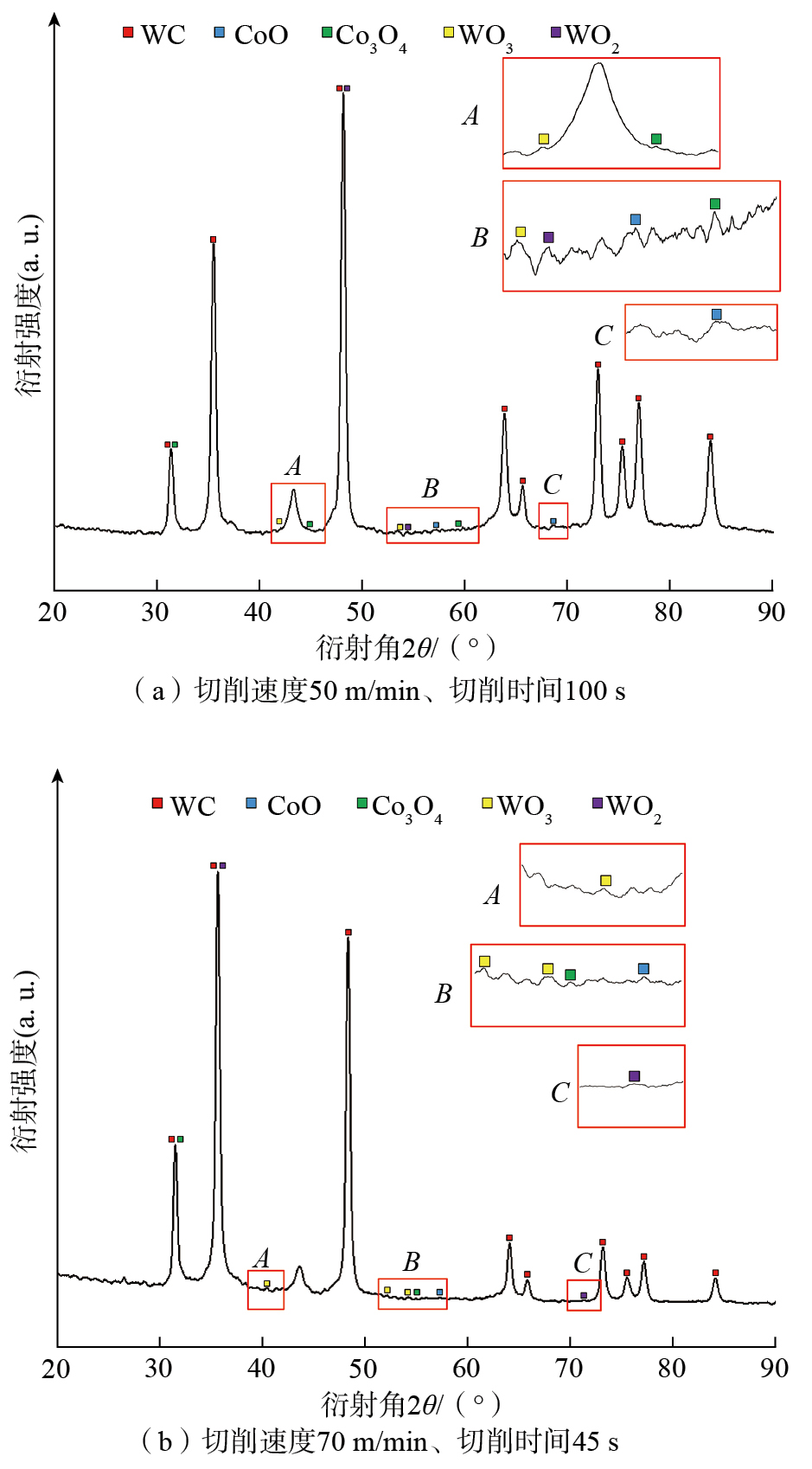
EDS分析(图17~19)表明刀具磨损表面材料中存在少量O元素,因此推断在本文切削工况下,直角车削过程中可能存在化学磨损。刀具基体材料发生氧化,生成氧化物残留在刀具磨损表面,削弱刀具的切削性能,刀具发生化学磨损。硬质合金刀具基体的主要组分WC和Co氧化后可能生成的氧化物有Co3O4、CoO、CoWO4、WO2、WO3[ LI T X, SHI T L, TANG Z R, et al. Real-time tool wear monitoring using thin-film thermocouple[J]. Journal of Materials Processing Technology, 2021, 288: 116901. 17]。图21为两种切削工况下,正常磨损阶段刀具前刀面月牙洼磨损表面的物相组成。通过分析XRD图谱中A、B、C 3段曲线中的物相组成可知,正常磨损阶段中刀具发生了氧化磨损,主要氧化物为CoO、Co3O4、WO3和WO2,在切削速度70 m/min、切削时间100 s的工况下,氧化物多为WO3。
图21 正常磨损阶段刀具前刀面月牙洼磨损表面物相分析
Fig.21 Phase analysis of crater wear surface of tool rake face in normal wear stage
Fig.23 Variation curve of tool wear rate with cutting time
磨粒磨损在刀具的初期磨损阶段较强,进入正常磨损阶段后逐渐减弱,控制磨粒磨损的程度,加快其减弱的速度,可使刀具进入正常磨损阶段的时间提前,提高刀具寿命。后刀面磨粒磨损率可表示为[ KRAMER B M. Predicted wear resistances of binary carbide coatings[J]. Journal of Vacuum Science Technology A: Vacuum Surfaces and Films, 1986, 4(6): 2870-2873. 18]
(2)
式中,Kabrasion、K为常数;为磨粒硬度与刀具表面硬度的比值,即相对硬度;Vs为刀具–工件相对滑动速度;w为切削宽度;σn为接触面法向应力。其中常数K与指数n的定义如下[ KRAMER B M. Predicted wear resistances of binary carbide coatings[J]. Journal of Vacuum Science Technology A: Vacuum Surfaces and Films, 1986, 4(6): 2870-2873. 18]。
(3)
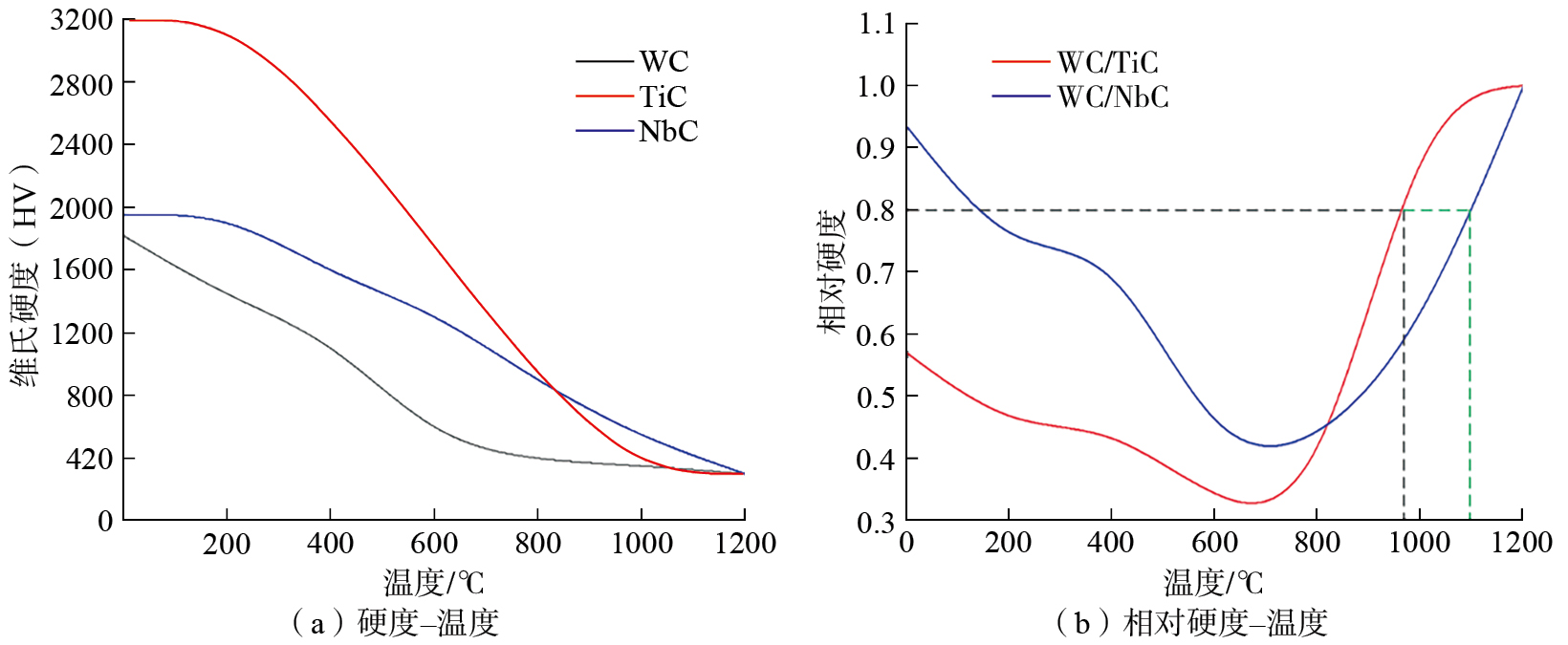
由式(2)和(3)可知,刀具表面硬度Pt与磨粒硬度Pa的比值是磨粒磨损速率的决定因素,该比值越大,磨粒磨损速率越小。在直角车削GH4169的过程中,刀具磨粒磨损是由GH4169中的TiC与NbC硬脆性相颗粒导致的。硬质合金基体WC,硬脆性相TiC、NbC的硬度与温度有关,如图24所示[ MIYOSHI A, HARA A. High temperature hardness of WC, TiC, TaC, NbC and their mixed carbides[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1965, 12(2): 78-84. 19]。可以看出,WC、TiC和NbC的硬度均随着温度的升高而下降,WC/TiC和WC/NbC的相对硬度随温度升高呈现先下降后上升的趋势,且温度高于一定值时,相对硬度超过0.8,后刀面磨粒磨损率下降。由于相对硬度达到0.8时的温度较高,因此在切削速度或进给量较大时,可通过控制初期磨损阶段的切削温度,或对工件进行前处理,以保证WC与TiC、NbC的相对硬度达到0.8,缩短初期磨损阶段的时间,达到控制刀具后刀面磨损的目的。
图24 WC、TiC、NbC硬度和相对硬度随温度的变化曲线[ MIYOSHI A, HARA A. High temperature hardness of WC, TiC, TaC, NbC and their mixed carbides[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1965, 12(2): 78-84. 19]
Fig.24 Variation curves of hardness and relative hardness of WC, TiC and NbC with temperature[ MIYOSHI A, HARA A. High temperature hardness of WC, TiC, TaC, NbC and their mixed carbides[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1965, 12(2): 78-84. 19]
在切削速度或进给量较小时,切削温度低,WC与TiC、NbC的相对硬度难以达到0.8。扩散磨损在正常磨损阶段后逐渐增强,可通过控制扩散磨损的程度,降低的值,从而降低直角车削GH4169的刀具后刀面磨损程度。后刀面扩散磨损率可表示为[ KANNATEY-ASIBU E JR. A transport-diffusion equation in metal cutting and its application to analysis of the rate of flank wear[J]. Journal of Engineering for Industry, 1985, 107(1): 81-89. 20]
赵秀芬, 王玉华, 刘阳, 等. 镍基高温合金的切削加工[J]. 航空制造技术, 2010, 53(11): 46-50. ZHAOXiufen, WANGYuhua, LIUYang, et al. Cutting of nickel-based high temperature alloy[J]. Aeronautical Manufacturing Technology, 2010, 53(11): 46-50.
[2]
DUDZINSKID, DEVILLEZA, MOUFKIA, et al. A review of developments towards dry and high speed machining of Inconel 718 alloy[J]. International Journal of Machine Tools and Manufacture, 2004, 44(4): 439-456.
[3]
BANDAT, HOK Y, AKHAVAN FARIDA, et al. Characterization of tool wear mechanisms and failure modes of TiAlN–NbN coated carbide inserts in face milling of Inconel 718[J]. Journal of Materials Engineering and Performance, 2022, 31(3): 2309-2320.
[4]
RAKESHM, DATTAS. Effects of cutting speed on chip characteristics and tool wear mechanisms during dry machining of Inconel 718 using uncoated WC tool[J]. Arabian Journal for Science and Engineering, 2019, 44(9): 7423-7440.
[5]
MUSFIRAHA H, GHANIJ A, CHE HARONC H. Tool wear and surface integrity of Inconel 718 in dry and cryogenic coolant at high cutting speed[J]. Wear, 2017, 376: 125-133.
[6]
BUSHLYAV, LENRICKF, BJERKEA, et al. Tool wear mechanisms of PCBN in machining Inconel 718: Analysis across multiple length scale[J]. CIRP Annals, 2021, 70(1): 73-78.
[7]
LIAOY S, SHIUER H. Carbide tool wear mechanism in turning of Inconel 718 superalloy[J]. Wear, 1996, 193(1): 16-24.
[8]
宋新玉, 赵军. 加工In718时硬质合金涂层刀具的磨损机理[J]. 工具技术, 2008, 42(7): 10-12. SONGXinyu, ZHAOJun. Wear mechanism of coated carbide insert in turning of Inconel 718[J]. Tool Engineering, 2008, 42(7): 10-12.
ELIASJ V, ASAMSS, MATHEWJ. Worn tool geometry-based flank wear prediction in micro turning[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2020, 234(4): 710-719.
[14]
ZHUANGK J, LIM, LINF T, et al. Crater wear prediction in turning Ti6Al4V considering cutting temperature effect[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(9): 6763-6781.
[15]
宋文刚. 镍基高温合金GH4169顺序铣削表面形貌建模及预测[D]. 济南: 山东大学, 2021. SONGWengang. Modeling and prediction of surface morphology of nickel-based superalloy GH4169 in sequential milling[D]. Jinan: Shandong University, 2021.
[16]
FANY H, WANGT, HAOZ P, et al. Research on tool wear based on multi-scale simulation in high speed cutting Inconel 718[J]. Archives of Civil and Mechanical Engineering, 2018, 18(3): 928-940.
[17]
LIT X, SHIT L, TANGZ R, et al. Real-time tool wear monitoring using thin-film thermocouple[J]. Journal of Materials Processing Technology, 2021, 288: 116901.
[18]
KRAMERB M. Predicted wear resistances of binary carbide coatings[J]. Journal of Vacuum Science Technology A: Vacuum Surfaces and Films, 1986, 4(6): 2870-2873.
[19]
MIYOSHIA, HARAA. High temperature hardness of WC, TiC, TaC, NbC and their mixed carbides[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1965, 12(2): 78-84.
[20]
KANNATEY-ASIBUEJR. A transport-diffusion equation in metal cutting and its application to analysis of the rate of flank wear[J]. Journal of Engineering for Industry, 1985, 107(1): 81-89.