Effect of Wire Feed Rate on Transition Behavior of Molten Droplets During Laser–MIG Hybrid Welding for Magnesium Alloy
Citations
MA Chao, LIU Yunhao, LI Peng, et al. Effect of wire feed rate on transition behavior of molten droplets during Laser–MIG hybrid welding for magnesium alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 71–76.
1.Nanjing University of Aeronautics and Astronautics, Nanjing211106, China
2.CASC 802 Research Institute of Shanghai Academy of Spaceflight Technology, Shanghai201204, China
3.Shanghai Aerospace Equipment Manufacturer Co., Ltd., Shanghai200245, China
Citations
MA Chao, LIU Yunhao, LI Peng, et al. Effect of wire feed rate on transition behavior of molten droplets during Laser–MIG hybrid welding for magnesium alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 71–76.
Abstract
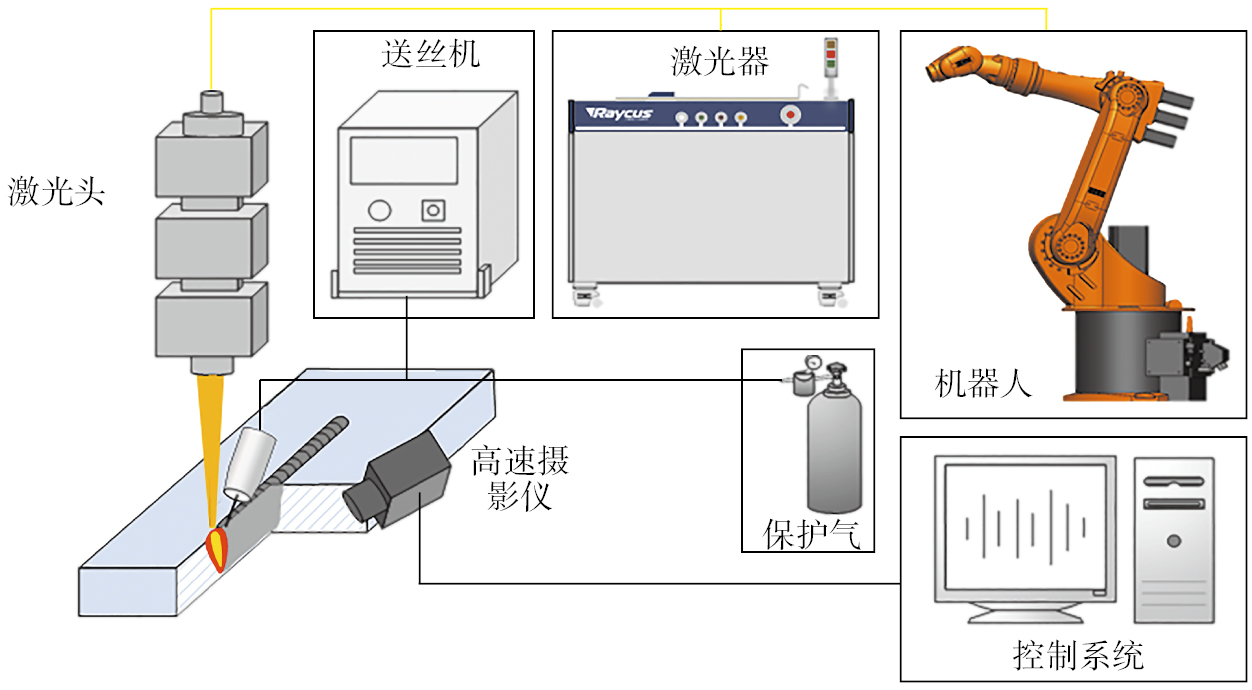
With the expectation of high stability in the laser–MIG hybrid welding for magnesium alloy, the real-time monitoring experiments of droplet transfer behavior during the hybrid laser welding process were conducted. A comparative analysis between the droplet transfer behaviors in laser–MIG hybrid welding and conventional MIG welding processes was performed, and the impact of wire feeding speed on droplet morphology and transfer frequency was investigated. The results indicate that the incorporation of a laser heat source significantly enhances the stability of droplet transfer during MIG welding. At the arc power of 2400 W approximately, the droplet transfer process in laser–MIG hybrid welding of magnesium alloy exhibits a globular transfer mode. The changes of wire feed speed have no notable effect on the type of droplet transfer. However, an increased wire feed speed contributes to compressing the arc and enhancing the stability of droplet transfer. Conversely, the excessive wire feeding speed may lead to an undesirable increase in droplet size and a reduction in droplet transfer frequency.
随着现代社会的高速发展与进步,镁合金作为一种高强韧轻质材料[ 王重阳. AZ31B镁合金超声波焊接接头组织及力学性能研究[D]. 淄博: 山东理工大学, 2023.WANG Chongyang. Study on microstructure and mechanical properties of ultrasonic welded joints of AZ31B magnesium alloy[D]. Zibo: Shandong University of Technology, 2023. 1],具有密度低、比强度高、比刚度高等性能优势,应用于航空航天等领域时,可在减轻零件质量的同时提升产品性能。然而,镁合金熔点较低、热导率高,导致其焊接性较差,焊接过程中极易出现熔滴过渡不稳定、焊接飞溅、气孔等缺陷,严重制约了镁合金结构的广泛应用。激光–MIG复合焊接是一种先进的连接技术,具有能量密度集中、焊接速度快、间隙容忍度高等优势,在航空航天轻量化结构研制中具有巨大的应用前景[ PAVAN A R, ARIVAZHAGAN B, VASUDEVAN M, et al. Study on the microstructure and mechanical properties of hybrid laser+MIG welded joints of 316LN stainless steel[J]. Optics & Laser Technology, 2023, 163: 109410. 2]。
近年来,国内外学者现已针对激光–MIG复合焊接技术开展了大量的研究,如Zhao等[ ZHAO J Y, GAO Q Y, ZHANG J H, et al. Study on the effect of arc energy on the morphology and microstructure of laser–MIG composite welded heads of Invar alloys[J]. Transactions of Nanjing University of Aeronautics and Astronautics, 2022, 39(S1): 51-58. 3]发现增大电弧能量将有效增加焊缝熔宽及面积,减小焊缝深宽;Contuzzi等[ CONTUZZI N, RASHKOWETS M, CASALINO G. A methodology for multi-object optimization of laser/MIG hybrid welding process[J]. Procedia CIRP, 2023, 118: 907-911. 4]采用多目标优化方法,确定了铝镁合金的最优激光–MIG复合焊接参数;杨环宇等[ 杨环宇, 徐信坤, 巴现礼, 等. 低功率激光–双电弧焊接钛合金中厚板工艺及机理[J]. 机械制造文摘(焊接分册), 2023(3): 1-8.YANG Huanyu, XU Xinkun, BA Xianli, et al. Process and mechanism of low power laser-double arc welding of titanium alloy plate[J]. Welding Digest of Machinery Manufacturing, 2023(3): 1-8. 5]提出了一种电弧能量更为集中的激光–双电弧复合焊接方法,既提高了焊接效率,又有效减少了焊接过程中的热输入。此外,镁合金激光–MIG复合焊接过程存在熔滴过渡稳定性差、熔池波动剧烈、元素烧损严重等问题。为探明镁合金激光–MIG复合焊接过程中的能量关联机制,Lei等[ LEI Z L, NI L C, LI B W, et al. Numerical simulation of droplet shapes in laser–MIG hybrid welding[J]. Optics & Laser Technology, 2017, 88: 1-10. 6]基于最小能量原理建立了三维有限元模型,模拟焊接过程中熔滴的过渡行为,并精确预测了熔滴形态;Liu等[ LIU F Y, YANG B, SUN H F, et al. Mechanism investigation for the influence of laser power on droplet transfer behaviors in laser–MIG hybrid welding[J]. Optics & Laser Technology, 2023, 157: 108750. 7]研究了激光功率对激光–MIG复合焊接熔滴迁移行为的影响机理,确定了复合焊接过程中的激光功率临界值;辛立军等[ 辛立军, 林三宝, 刘旭平, 等. 激光–电弧复合焊接镁合金过程中匙孔行为与气孔形成的关系[J].稀有金属材料与工程, 2020, 49(6): 1894-1900.XIN Lijun, LIN Sanbao, LIU Xuping, et al. Relationship between molten pool behavior and keyhole-induced porosity in pulsed laser–arc hybrid welding of magnesium alloy[J]. Rare Metal Materials and Engineering, 2020, 49(6): 1894-1900. 8]研究了激光–电弧复合焊接镁合金板材焊接过程中的匙孔波动行为与气孔分布之间的关联关系,证实了激光匙孔状态对气孔分布的决定性影响;Gao等[ GAO Y K, HAO K D, XU L Y, et al. Microstructure homogeneity and mechanical properties of laser–arc hybrid welded AZ31B magnesium alloy[J]. Journal of Magnesium and Alloys, 2024, 12(5): 1986-1995. 9]发现激光功率超过4.5 kW时,过多的光致等离子体将阻碍激光能量的传播,从而诱导焊缝缺陷形成。
Fig.2 Macroscopic morphology of magnesium alloy laser–MIG hybrid welding
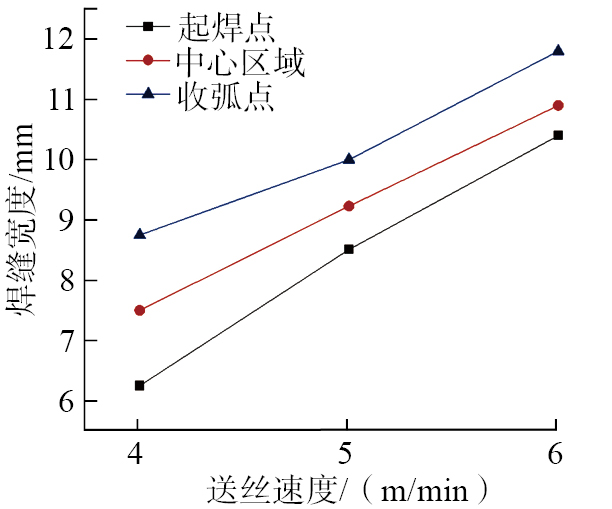
图3 镁合金激光–MIG复合焊接不同区域焊缝宽度
Fig.3 Weld width in different zones of magnesium alloy laser–MIG hybrid welding
2.2 电弧、熔滴尺寸提取及变化规律
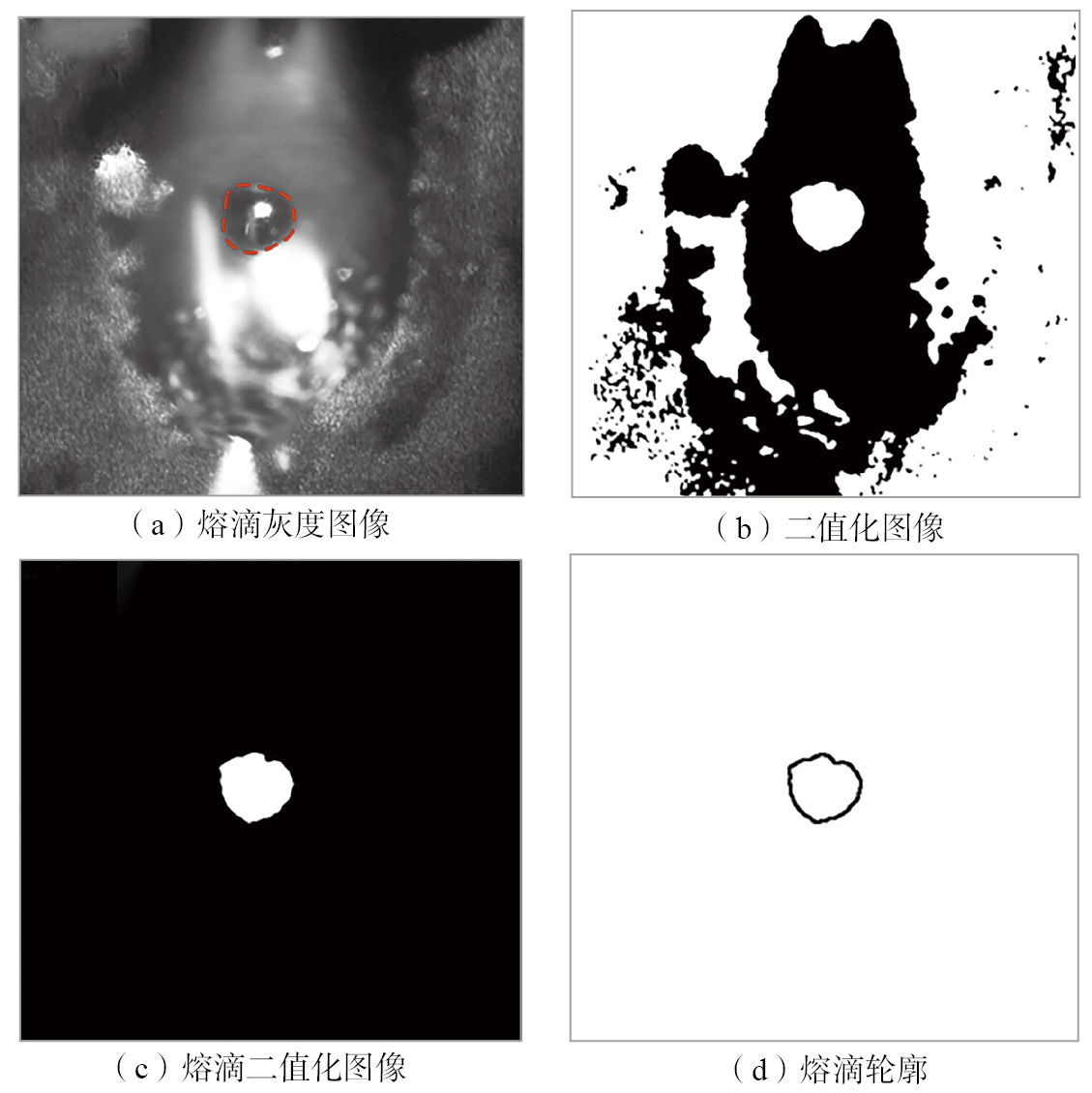
为精准表征镁合金激光–MIG复合焊接熔滴过渡过程中的各项参数,本文采用高速摄像的方式对熔滴过渡行为进行实时监测,同时对拍摄结果进行图像处理。然而,电弧图像与熔滴图像处理存在明显差异,需采用不同方法进行分别处理。电弧图像光暗对比明显,将原始图片去噪并转化为灰度图片后,采用二值法将电弧区域与其余区域分别转化为黑白两种颜色[ 李小孩. 基于同轴视觉传感的焊缝识别与跟踪研究[D]. 武汉: 华中科技大学, 2021.LI Xiaohai. Research on weld seam identification and tracking based on coaxial vision sensor[D]. Wuhan: Huazhong University of Science and Technology, 2021. 10]。在此过程中需对两大区域之间的区别灰度进行标定,确定一个临界值α,并以此为基准对图片中的每一个点进行检索,并与临界值进行比较,经比较后,将电弧区域标为黑色,其余区域标为白色,完成二值处理。
Fig.4 Image processing flow in the arc area of magnesium alloy laser–MIG hybrid welding
熔滴区域图像与背景色差区别较小,面向不同的图像难以通过同一临界值精准区分。因此,需对整体区域内的临界值进行求解,而本文中对熔滴临界值的界定则是通过OTSU法,依据灰度的分布特征计算出最佳临界值[ 李策. 基于计算机视觉的复杂结构快速建模方法研究[D]. 青岛: 青岛理工大学, 2023.LI Ce. Research on fast modeling method of complex structures based on computer vision[D]. Qingdao: Qingdao University of Technology, 2023. 11]。拟定α为临界值,x1(α)为临界值以下的像素点比例;xα为像素点均值;y1(α)为阈值以下的像素点均值,表达公式为
焊接过程中,在电阻热与电弧热的共同作用下,焊丝尖端熔化并形成熔滴。依据静力学平衡理论,当促进熔滴过渡的合力大于阻碍熔滴过渡的合力时,熔滴将顺利从焊丝端脱离落入熔池内。图8展示了电弧焊接及不同工艺参数下激光–MIG复合焊接过程中熔滴过渡形态的静态图像。结果表明,在焊缝总热输入变化较小(激光功率为1200 W,电弧功率约为2400 W)的情况下,熔滴过渡形式无显著差异,均为滴状过渡模式[ 叶广文, 刘倩雯, 范西岸, 等. 激光–MIG复合焊接熔滴过渡对焊缝表面成形的影响[J]. 中国激光, 2022, 49(8): 127-139.YE Guangwen, LIU Qianwen, FAN Xi’an, et al. Effect of droplet transition on weld surface formation of laser–MIG hybrid welding[J]. Chinese Journal of Lasers, 2022, 49(8): 127-139. 12]。然而,电弧焊接过程中(试验1),由于缺少激光对电弧的诱导与压缩,电弧能量分布较为分散,能量集中度较低,导致熔滴难以稳定过渡并进入熔池,从而影响了焊缝的成形质量。
图8 镁合金激光–MIG复合焊接熔滴过渡形态
Fig.8 Mg alloy laser–MIG hybrid welding melt drop transition form
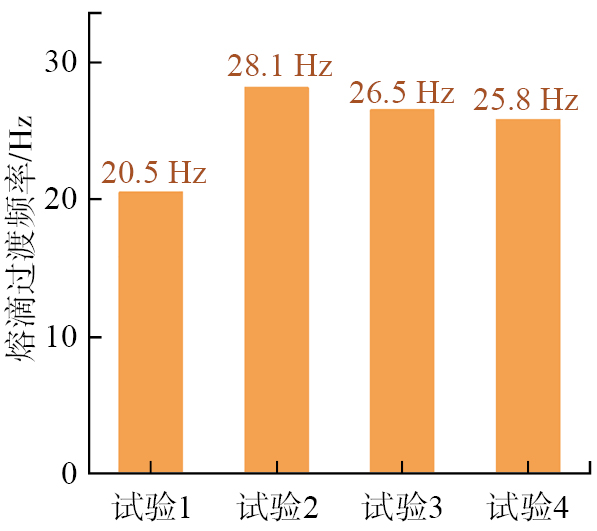
Fig.9 Frequency of melt drop transition in laser–MIG hybrid welding of magnesium alloys
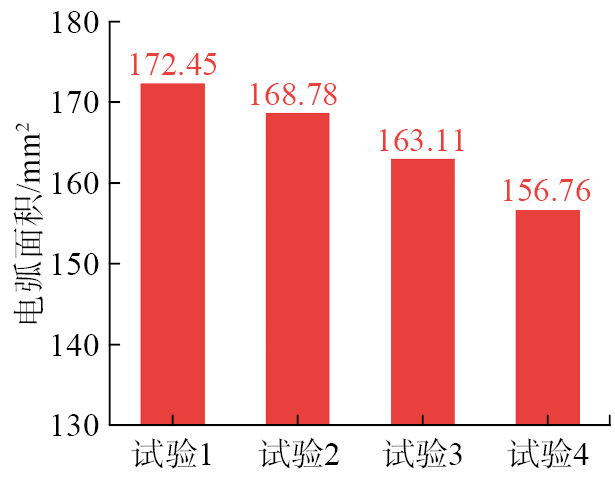
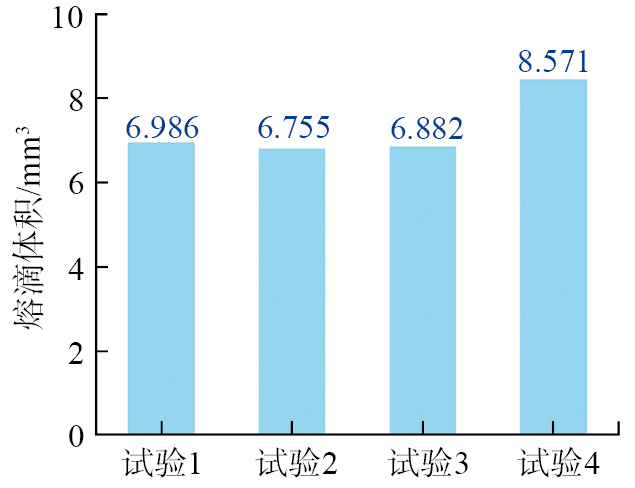
基于激光–MIG复合焊接熔滴过渡过程受力行为,进一步分析送丝速度变化对熔滴过渡行为的影响机理。在激光–MIG复合焊接过程中,驱动熔滴过渡的力主要为重力、等离子流力、电磁收缩力等,而表面张力,反冲压力会抑制熔滴脱落[ ZHANG X C, GAO H M, LI Z W. Forces analysis of droplets and accurate control of metal transfer in GMAW by utilizing droplet resonance[J]. Journal of Manufacturing Processes, 2021, 70: 121-131. LIU S Y, ZHANG F L, DONG S N, et al. Characteristics analysis of droplet transfer in laser–MAG hybrid welding process[J]. International Journal of Heat and Mass Transfer, 2018, 121: 805-811. 13-14]。由试验结果可知,随着熔滴尺寸的变化,表面张力在焊丝径向方向的分力、电磁收缩力在焊丝径向方向的分力、熔滴重力均处于持续波动状态。在焊接电流随送丝速度的增大而逐步降低的情况下,随着送丝速度增加,熔滴尺寸逐步增加,即熔滴重力增加;而焊接电流降低会使得熔滴过渡的合力下降,熔滴尺寸逐步增大,且过渡频率逐渐降低。
王重阳. AZ31B镁合金超声波焊接接头组织及力学性能研究[D]. 淄博: 山东理工大学, 2023. WANGChongyang. Study on microstructure and mechanical properties of ultrasonic welded joints of AZ31B magnesium alloy[D]. Zibo: Shandong University of Technology, 2023.
[2]
PAVANA R, ARIVAZHAGANB, VASUDEVANM, et al. Study on the microstructure and mechanical properties of hybrid laser+MIG welded joints of 316LN stainless steel[J]. Optics & Laser Technology, 2023, 163: 109410.
[3]
ZHAOJ Y, GAOQ Y, ZHANGJ H, et al. Study on the effect of arc energy on the morphology and microstructure of laser–MIG composite welded heads of Invar alloys[J]. Transactions of Nanjing University of Aeronautics and Astronautics, 2022, 39(S1): 51-58.
[4]
CONTUZZIN, RASHKOWETSM, CASALINOG. A methodology for multi-object optimization of laser/MIG hybrid welding process[J]. Procedia CIRP, 2023, 118: 907-911.
[5]
杨环宇, 徐信坤, 巴现礼, 等. 低功率激光–双电弧焊接钛合金中厚板工艺及机理[J]. 机械制造文摘(焊接分册), 2023(3): 1-8. YANGHuanyu, XUXinkun, BAXianli, et al. Process and mechanism of low power laser-double arc welding of titanium alloy plate[J]. Welding Digest of Machinery Manufacturing, 2023(3): 1-8.
[6]
LEIZ L, NIL C, LIB W, et al. Numerical simulation of droplet shapes in laser–MIG hybrid welding[J]. Optics & Laser Technology, 2017, 88: 1-10.
[7]
LIUF Y, YANGB, SUNH F, et al. Mechanism investigation for the influence of laser power on droplet transfer behaviors in laser–MIG hybrid welding[J]. Optics & Laser Technology, 2023, 157: 108750.
[8]
辛立军, 林三宝, 刘旭平, 等. 激光–电弧复合焊接镁合金过程中匙孔行为与气孔形成的关系[J].稀有金属材料与工程, 2020, 49(6): 1894-1900. XINLijun, LINSanbao, LIUXuping, et al. Relationship between molten pool behavior and keyhole-induced porosity in pulsed laser–arc hybrid welding of magnesium alloy[J]. Rare Metal Materials and Engineering, 2020, 49(6): 1894-1900.
[9]
GAOY K, HAOK D, XUL Y, et al. Microstructure homogeneity and mechanical properties of laser–arc hybrid welded AZ31B magnesium alloy[J]. Journal of Magnesium and Alloys, 2024, 12(5): 1986-1995.
[10]
李小孩. 基于同轴视觉传感的焊缝识别与跟踪研究[D]. 武汉: 华中科技大学, 2021. LIXiaohai. Research on weld seam identification and tracking based on coaxial vision sensor[D]. Wuhan: Huazhong University of Science and Technology, 2021.
[11]
李策. 基于计算机视觉的复杂结构快速建模方法研究[D]. 青岛: 青岛理工大学, 2023. LICe. Research on fast modeling method of complex structures based on computer vision[D]. Qingdao: Qingdao University of Technology, 2023.
[12]
叶广文, 刘倩雯, 范西岸, 等. 激光–MIG复合焊接熔滴过渡对焊缝表面成形的影响[J]. 中国激光, 2022, 49(8): 127-139. YEGuangwen, LIUQianwen, FANXi’an, et al. Effect of droplet transition on weld surface formation of laser–MIG hybrid welding[J]. Chinese Journal of Lasers, 2022, 49(8): 127-139.
[13]
ZHANGX C, GAOH M, LIZ W. Forces analysis of droplets and accurate control of metal transfer in GMAW by utilizing droplet resonance[J]. Journal of Manufacturing Processes, 2021, 70: 121-131.
[14]
LIUS Y, ZHANGF L, DONGS N, et al. Characteristics analysis of droplet transfer in laser–MAG hybrid welding process[J]. International Journal of Heat and Mass Transfer, 2018, 121: 805-811.