1.The Institute of Technological Sciences, Wuhan University, Wuhan430072, China
2.School of Power and Mechanical Engineering, Wuhan University, Wuhan430072, China
Citations
HUANG Xiaolong, LUO Can, ZHANG Chen. Numerical simulation of thin-walled 5A06 aluminum alloy double-seam T-joint during oscillating laser–arc hybrid welding[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 61–70.
Abstract
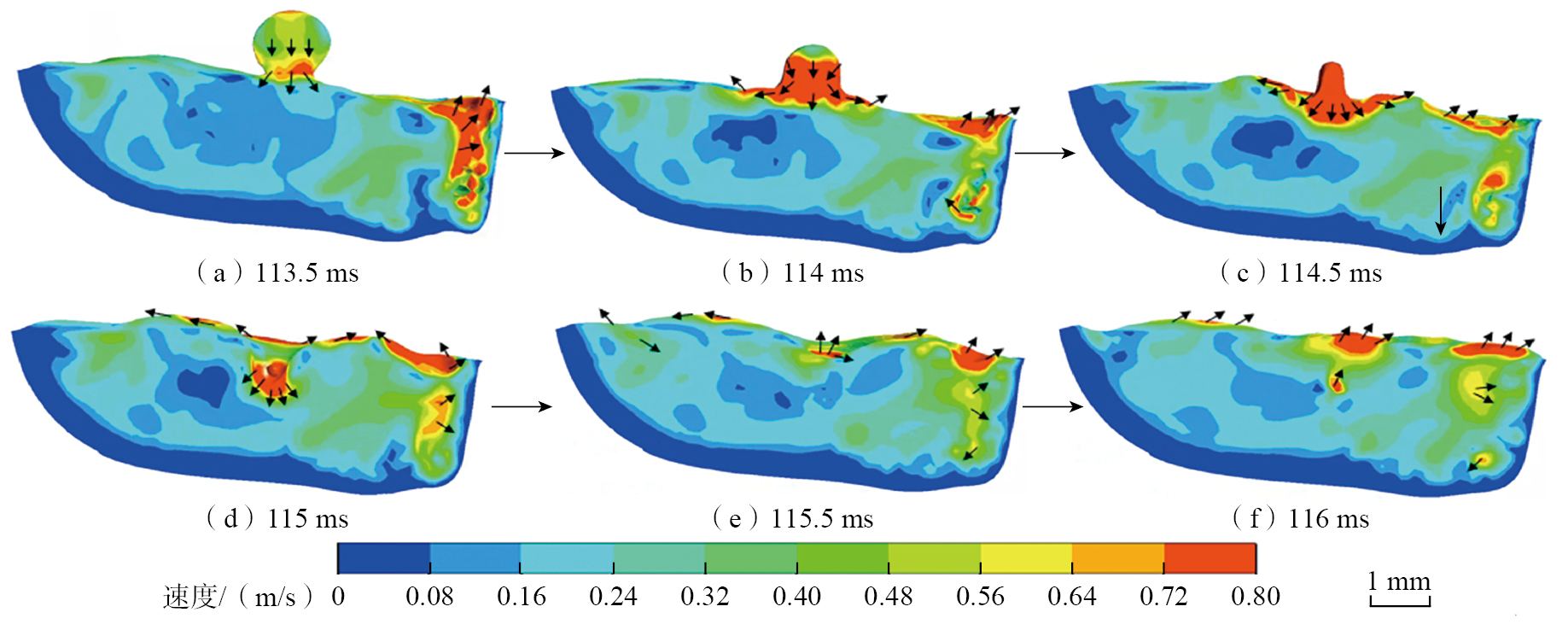
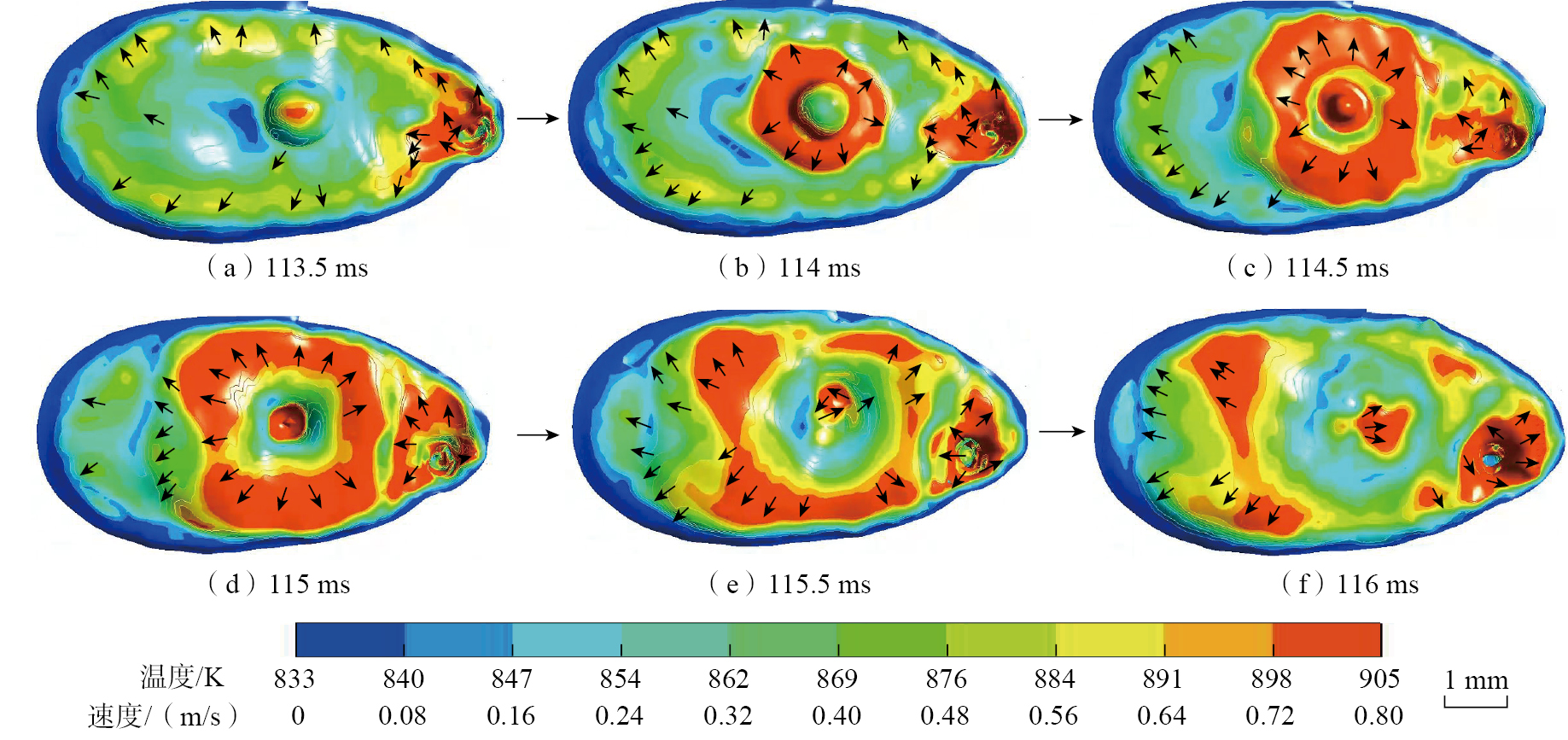
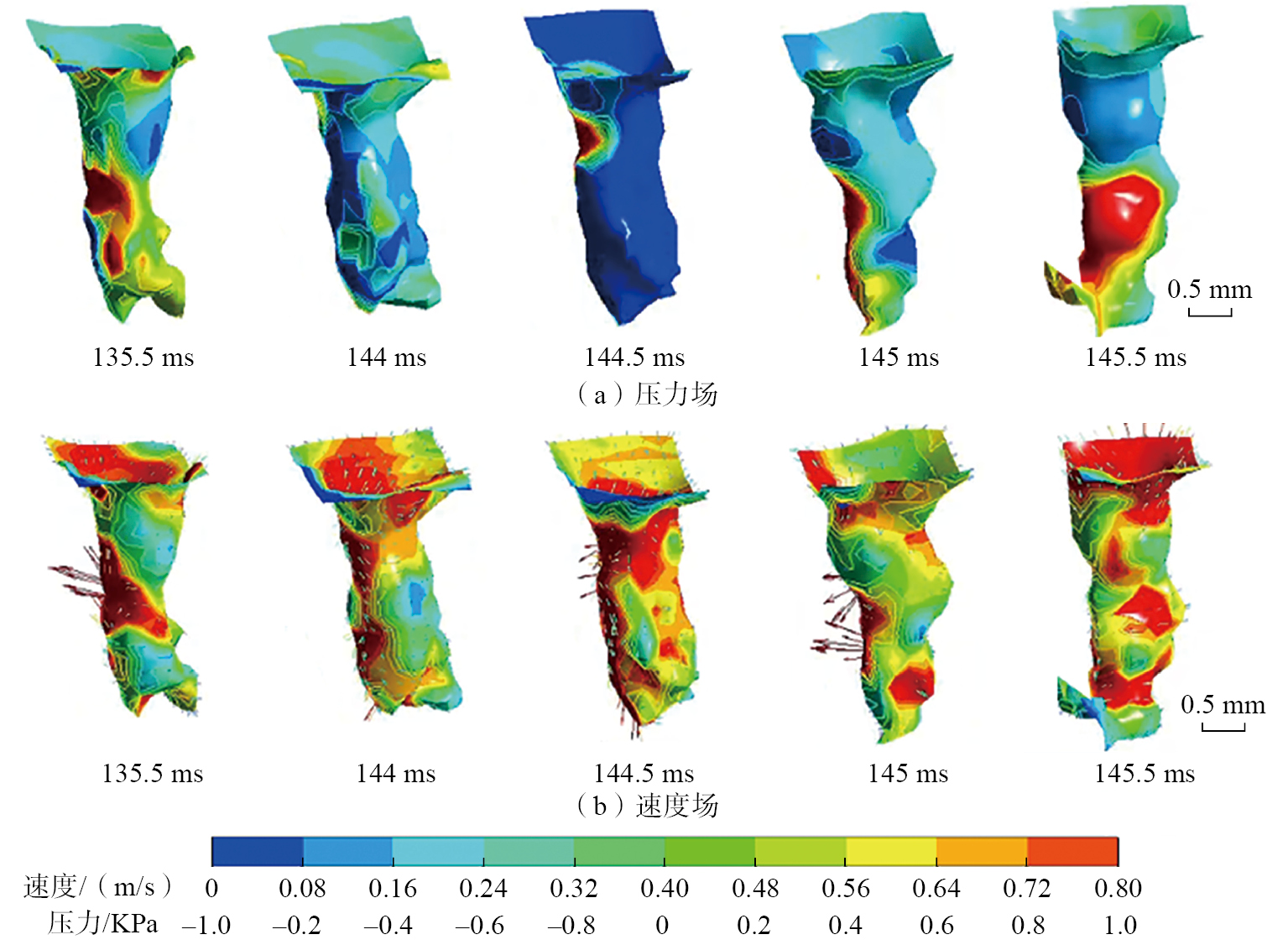
In the traditional laser welding of thin-walled aluminum alloy T-type welds, there are problems such as limited welding station, difficult control of process stability, and easy generation of defects. This study proposes a novel oscillating laser–arc hybrid welding method for aluminum alloy double-seam T-joints to solve the above problems, and welding process test and fluid dynamics analysis of weld pool were carried out. The results show that the oscillating laserarc hybrid welding can effectively inhibit the defects such as porosity, depression, and undercut in the three-sided welding process of single-pass laser welding. In laser–arc hybrid welding process, the transition of the droplet to the molten pool significantly enhances the flow rate, accelerates the heat and mass transfer from the center of the molten pool to the sides, which maintains the stability of keyhole while improving the melt flow characteristics.
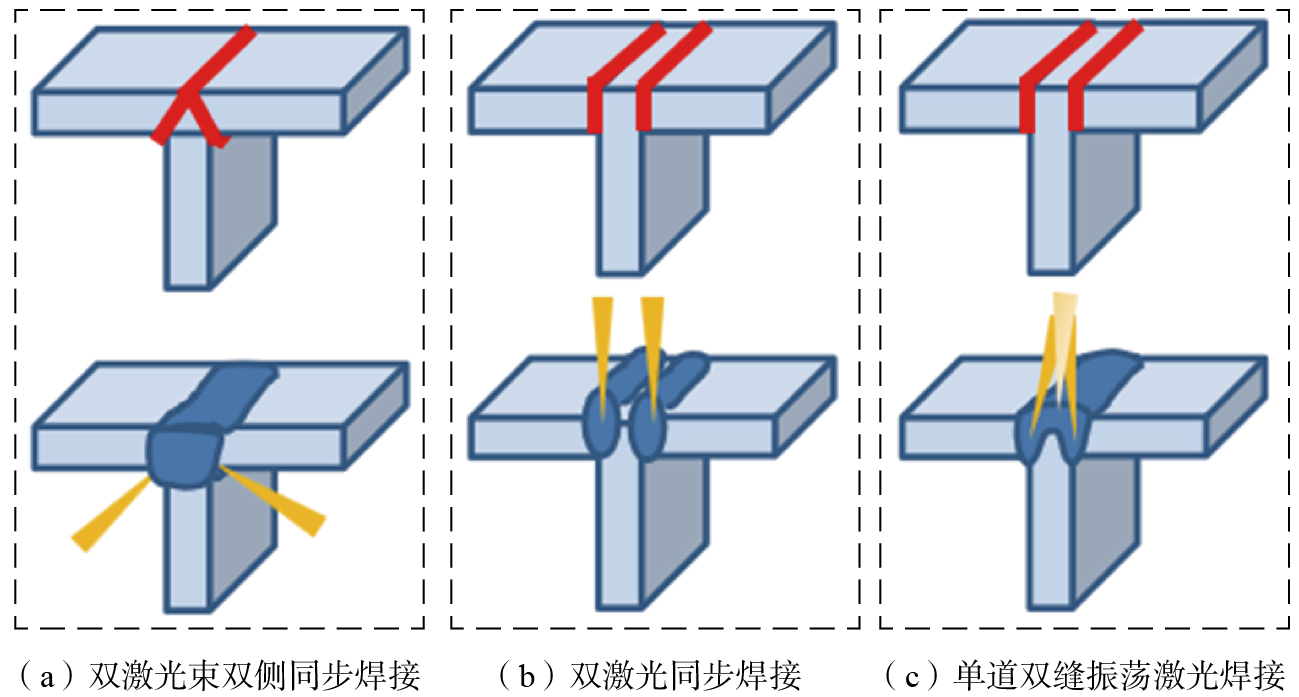
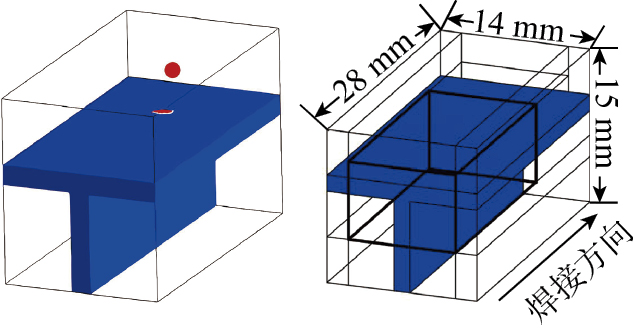
薄壁铝合金T形接头是航空航天设备中的典型结构,常用于机身、机翼覆盖件等部件[ ZHANG C, YU Y, CHEN C, et al. Suppressing porosity of a laser keyhole welded Al–6Mg alloy via beam oscillation[J]. Journal of Materials Processing Technology, 2020, 278: 116382. 1]。焊接的质量和完整性对于确保航空航天设备的结构强度、耐久性和安全性至关重要。激光焊接技术因具有焊接速度快、热影响区窄、焊缝深宽比大、变形小等特点被大量应用在铝合金薄壁T型接头的焊接中[ CHEN J C, WEI Y H, ZHAN X H, et al. Melt flow and thermal transfer during magnetically supported laser beam welding of thick aluminum alloy plates[J]. Journal of Materials Processing Technology, 2018, 254: 325-337. 2]。双激光束双侧同步焊接可以生成高质量的对称焊缝,成为被广泛认可的焊接方法[ XU F J, HE L, HOU Z, et al. Online welding status monitoring method of T–joint double-sided double arc welding based on multi–source information fusion[J]. Journal of Manufacturing Processes, 2024, 124: 1485-1505. LIU T, ZHAO Y Q, KANG Y, et al. Effect of micro morphology in different zones on mechanical properties of 2060 Al–Li alloy laser welded joints[J]. Journal of Manufacturing Processes, 2020, 50: 336-344. HAO K D, LI G, GAO M, et al. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel[J]. Journal of Materials Processing Technology, 2015, 225: 77-83. CHEN S, ZHAO Y Q, TIAN S H, et al. Study on keyhole coupling and melt flow dynamic behaviors simulation of 2219 aluminum alloy T–joint during the dual laser beam bilateral synchronous welding[J]. Journal of Manufacturing Processes, 2020, 60: 200-212. 3-6]。但是,在此工艺中,激光头需要在T型结构的内侧施焊,限制了可焊接结构的尺寸和形状,只能应用于大型结构的焊接,且两束激光热量的累积并不利于薄板的变形控制。针对此难题,本团队提出了一种全新的双缝T型接头结构(采用三板拼合,形成双缝),可在接头的外侧施焊,极大提升了焊接工艺的适用范围,可以用于小尺寸复杂结构焊接工艺。但双缝的存在需要进行两道焊接,也存在热输入大的问题。因此,本文将采用振荡扫描的激光工艺,通过振荡光束较大的作用范围扩展焊缝宽度,实现单道焊接双缝成形。
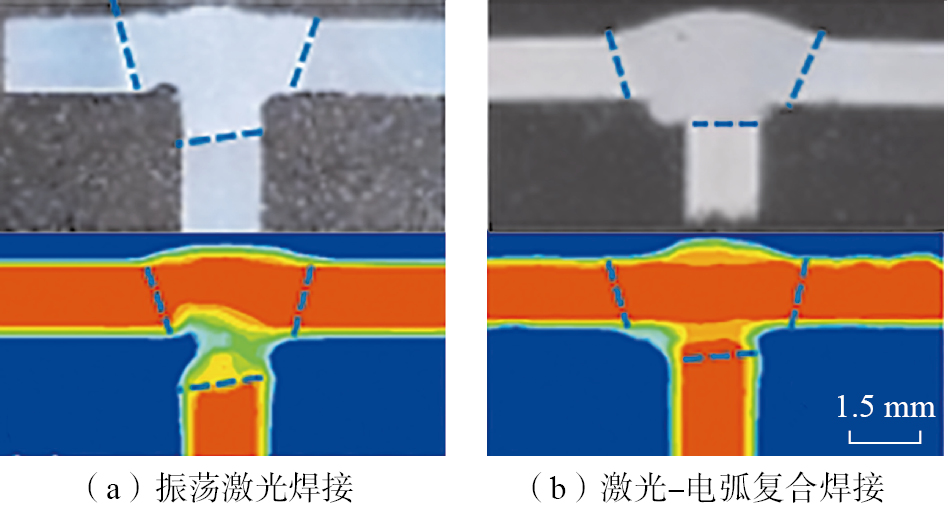
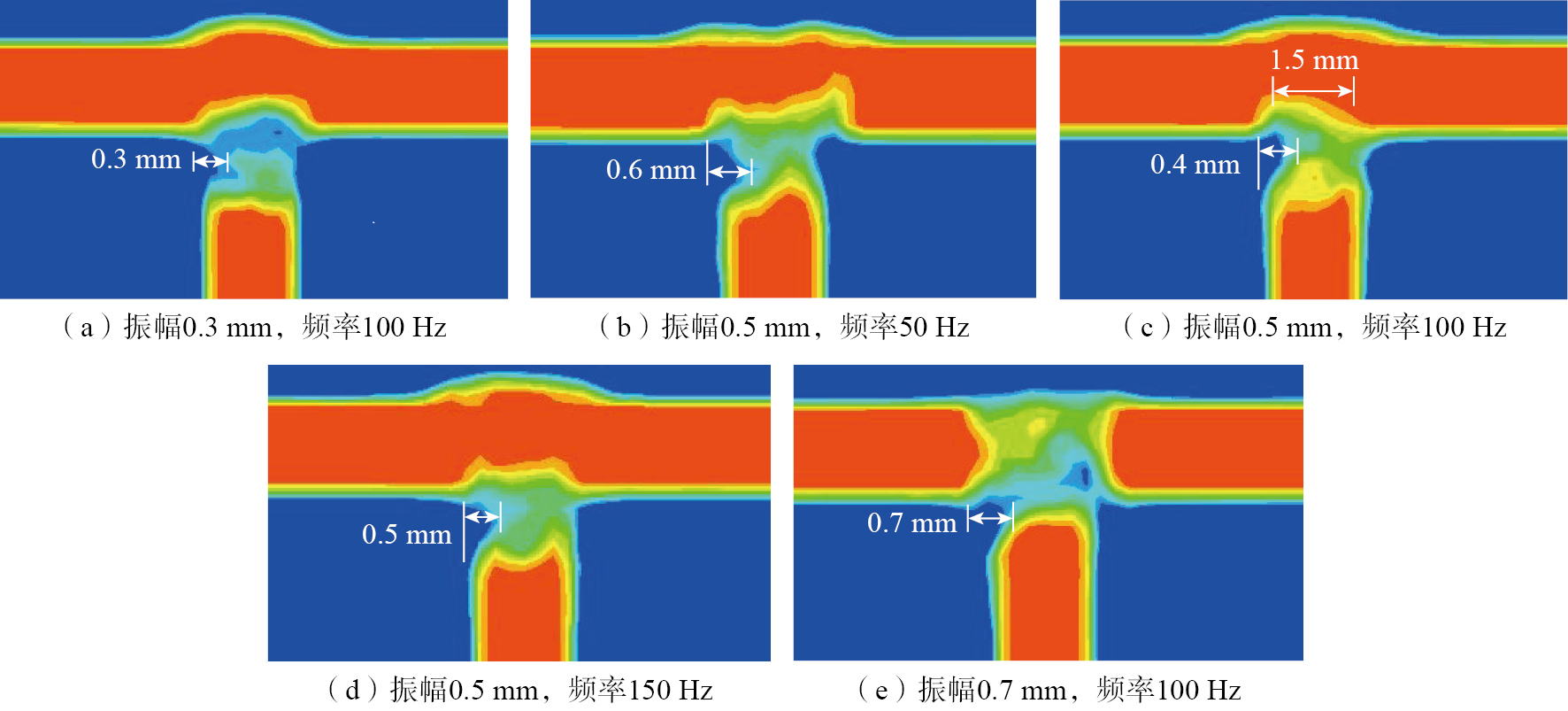
振荡激光焊接技术根据预先设定的摆动轨迹一边焊接一边摆动,对熔池产生搅拌作用,改善熔池内部的热动力学条件,实现宏观变形和微观组织的双重控制。Hao等[ ZHANG X, CHEN W, BAO G, et al. Suppression of porosity in beam weaving laser welding[J]. Science and Technology of Welding and Joining, 2004, 9(4): 374-376. 7]发现振荡激光可以显著增大熔池宽度。而Zhang等[ KIM C, KANG M, KANG N. Solidification crack and morphology for laser weave welding of Al 5J32 alloy[J]. Science and Technology of Welding and Joining, 2013, 18(1): 57-61. 8]研究了振荡激光对焊接气孔缺陷的影响,研究结果表明,振荡激光加速了熔池内部气泡的逸出,进而降低接头孔隙率。Kim等[ WANG L, GAO M, ZHANG C, et al. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061–T6 aluminum alloy[J]. Materials & Design, 2016, 108: 707-717. 9]比较了激光波形焊接对微观组织和裂纹的影响,发现振荡激光可以有效抑制凝固裂纹并细化晶粒。Wang[ WANG Z M, OLIVEIRA J P, ZENG Z, et al. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties[J]. Optics & Laser Technology, 2019, 111: 58-65. 10]和Chen[ CHEN G Y, WANG B, MAO S, et al. Research on the "∞"–shaped laser scanning welding process for aluminum alloy[J]. Optics & Laser Technology, 2019, 115: 32-41. 11]等比较了多种激光振荡模式对铝合金显微组织的影响,结果表明,圆形振荡模式对晶粒细化和减少飞溅的影响较为明显,具有较少的焊接缺陷和较好的力学性能。除了激光振荡模式外,一些研究者还研究了振荡参数对焊接性能的影响[ WAN Z X, WANG H P, LI J J, et al. Effect of beam oscillation frequency on spattering in remote laser stitch welding of thin-gage zinc-coated steel with keyhole penetration[J]. Journal of Materials Processing Technology, 2022, 302: 117482. LI S R, MI G Y, WANG C M. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties[J]. Journal of Manufacturing Processes, 2020, 53: 12-20. KANG S, SHIN J. Laser beam oscillation welding of aluminum alloy using the spatially modulated beam by diffractive optical element (DOE)[J]. Journal of Manufacturing Processes, 2021, 66: 387-396. 12-14]。但对于薄壁双缝T形接头,本团队发现采用激光振荡焊接非常容易出现咬边、塌陷、焊缝不饱满等缺陷。
振荡激光与低输入的电弧结合形成的振荡激光–电弧复合焊接工艺有望实现薄壁的高质量焊接。激光和电弧这两种不同性质热源的协同效应可以使焊接过程更加稳定,并优化焊缝的形态[ ZHANG C, GAO M, ZENG X Y. Influences of synergy effect between laser and arc on laser–arc hybrid welding of aluminum alloys[J]. Optics & Laser Technology, 2019, 120: 105766. KRISTIANSEN M, FARROKHI F, KRISTIANSEN E, et al. Application of hybrid laser arc welding for the joining of large offshore steel foundations[J]. Physics Procedia, 2017, 89: 197-204. BUNAZIV I, AKSELSEN O M, FROSTEVARG J, et al. Application of laserarc hybrid welding of steel for low-temperature service[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(5): 2601-2613. BUNAZIV I, AKSELSEN O M, REN X B, et al. Laser beam and laser-arc hybrid welding of aluminium alloys[J]. Metals, 2021, 11(8): 1150. YANG X Y, CHEN H, LI M V, et al. Porosity suppressing and grain refining of narrow-gap rotating laser–MIG hybrid welding of 5A06 aluminum alloy[J]. Journal of Manufacturing Processes, 2021, 68: 1100-1113. 15-19],电弧熔滴向熔池的过渡是对熔池形成填充,该工艺可以克服焊接面咬边、塌陷、焊缝不饱满等缺陷,优化焊缝质量[ ZHANG Z D, SUN C S, XU X K, et al. Surface quality and forming characteristics of thin-wall aluminium alloy parts manufactured by laser assisted MIG arc additive manufacturing[J]. International Journal of Lightweight Materials and Manufacture, 2018, 1(2): 89-95. LI R S, WANG G L, DING Y Y, et al. Optimization of the geometry for the end lateral extension path strategy to fabricate intersections using laser and cold metal transfer hybrid additive manufacturing[J]. Additive Manufacturing, 2020, 36: 101546. 20-21]。同时,激光的加入可促进熔池流动,有利于细化晶粒和强化性能[ MIAO Q Y, WU D J, CHAI D S, et al. Comparative study of microstructure evaluation and mechanical properties of 4043 aluminum alloy fabricated by wire-based additive manufacturing[J]. Materials & Design, 2020, 186: 108205. LIU M R, MA G Y, LIU D H, et al. Microstructure and mechanical properties of aluminum alloy prepared by laser-arc hybrid additive manufacturing[J]. Journal of Laser Applications, 2020, 32(2): 022052. 22-23]。
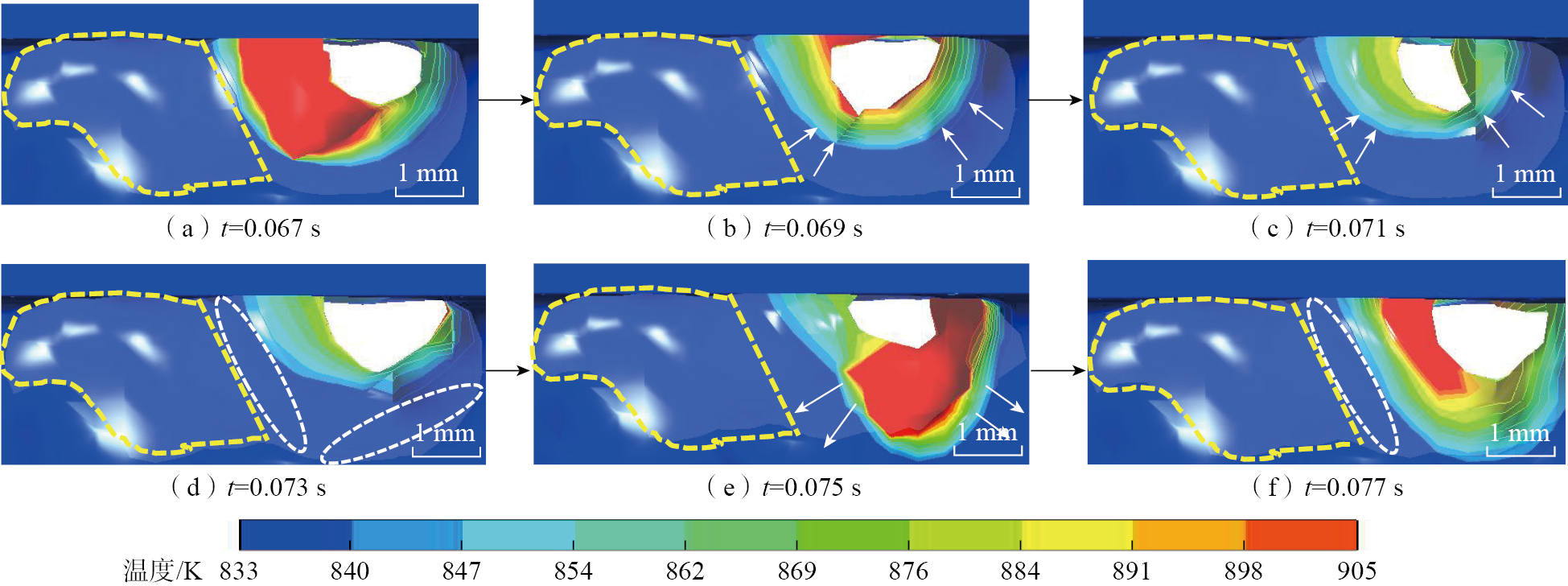
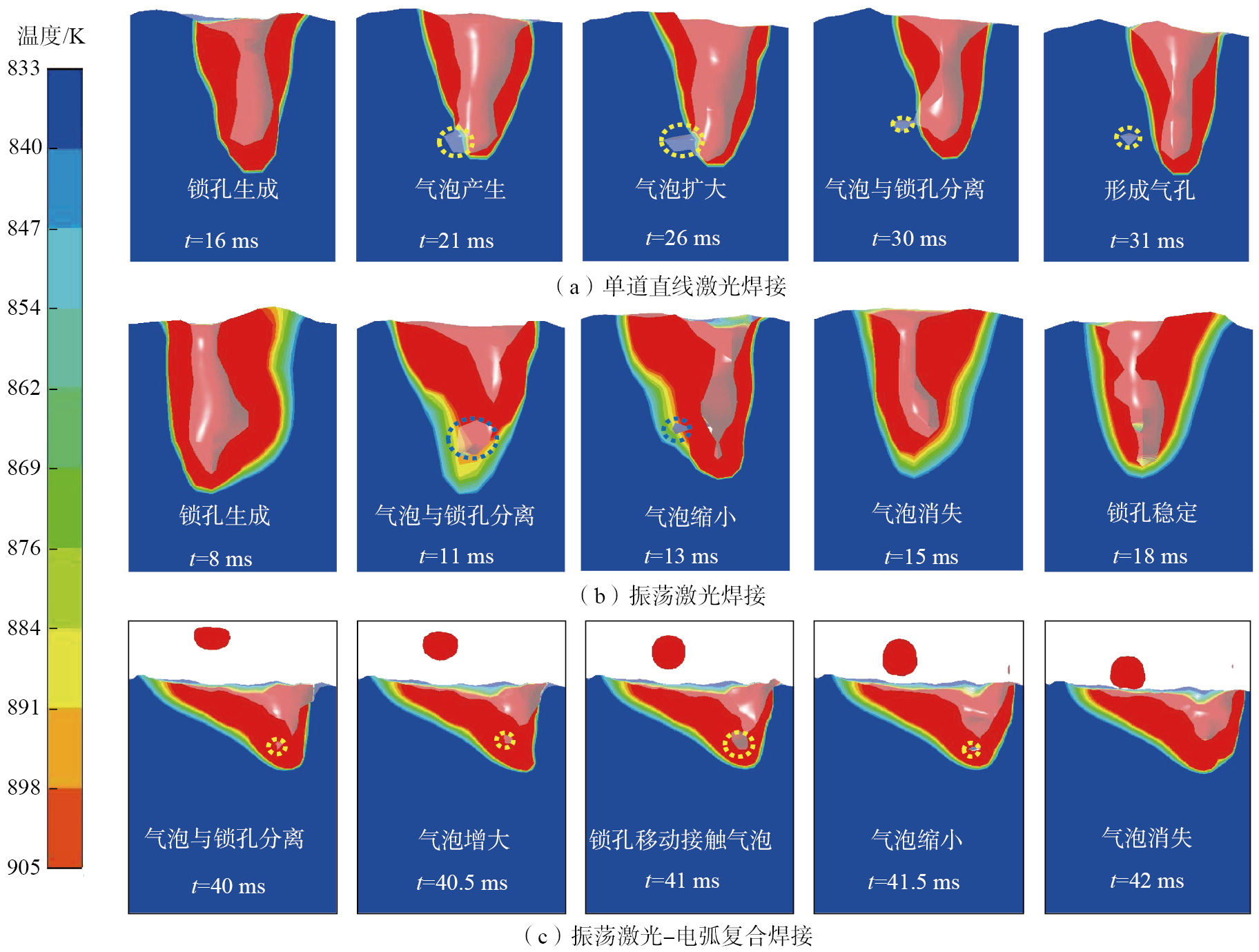
但在振荡激光–电弧复合焊接过程中,复杂的流体动力学很难通过实时试验来测试验证,而数值模拟可以实现焊接过程中熔池动态行为的可视化描述。相关学者针对气孔形成过程的数值模拟开展了大量研究。Ai等[ AI Y W, LIU J B, YE C L, et al. Analysis of the dynamic behaviors of molten pool and keyhole for the oscillating laser welding of dissimilar materials stake welded T–joints with a gap[J]. International Journal of Heat and Mass Transfer, 2024, 232: 125877. 24]建立了带间隙的异种材料T形接头焊接的熔池和锁孔动态模型,分析了焊缝成形过程中间隙对熔池和锁孔动态行为的影响。Zheng等[ ZHENG Z G, SHAO C D, LAN L, et al. Numerical simulation on pore formation and suppression for dual-beam laser welding of sandwich structure[J]. The International Journal of Advanced Manufacturing Technology, 2024, 130(11): 6011-6025. 25]提出了一种考虑双光束光线追踪的数值模型,研究了平行双光束激光焊接T型结构过程中光斑间距对孔形成的影响。目前,对铝合金激光摆动焊接的数值模拟研究大多集中在气孔生成和抑制的机理上,在振荡激光与电弧的共同作用下对熔池传热、传质过程影响的研究较少。
Fig.1 Comparison of the orientation of laser heat source under different laser welding process with variant T–shape joint mode
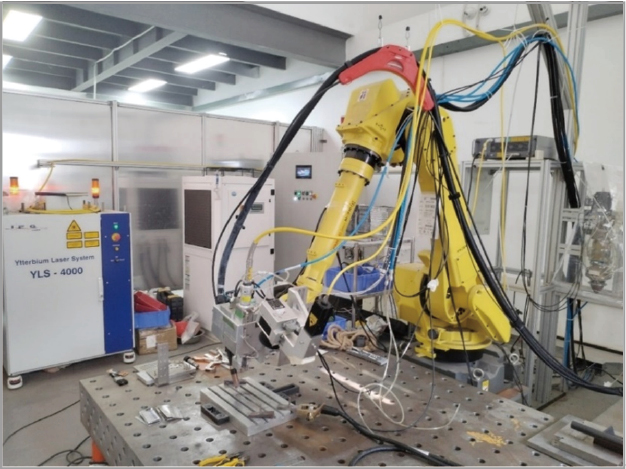
图2 振荡激光–电弧复合焊接系统实物
Fig.2 Oscillating laser– arc hybrid welding system
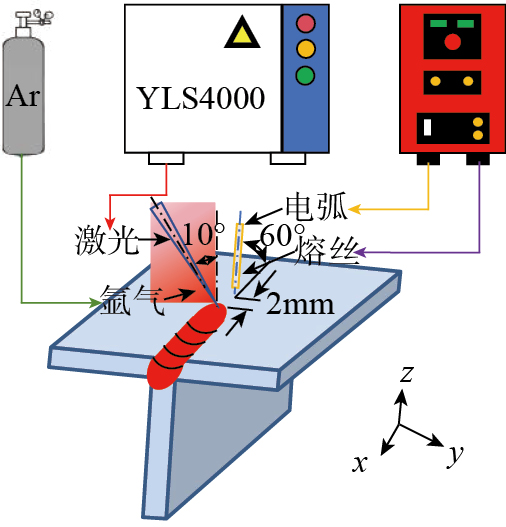
图3 激光–电弧复合焊接过程的试验设置
Fig.3 Experimental setup of oscillating laser–arc hybrid welding process
表1 激光焊接参数
Table 1 Parameters of laser welding
序号
焊接速度/(mm/s)
功率/kW
振荡频率/Hz
振幅/mm
1
30
3.2
50
0.5
2
100
0.5
3
150
0.5
4
200
0.5
5
100
0.3
6
100
0.7
7
straight
0
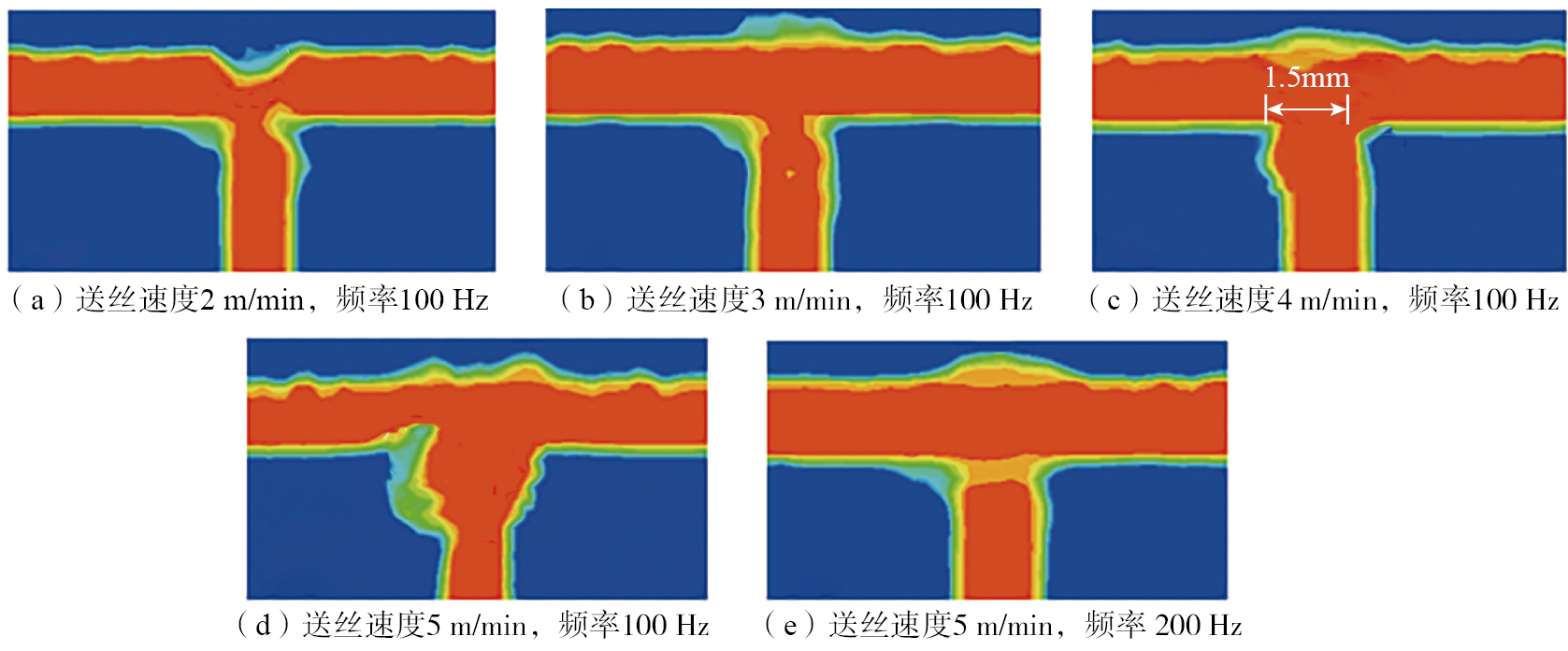
表2 振荡激光–电弧复合焊接参数
Table 2 Parameters of oscillating laser–arc hybrid welding
序号
焊接速度/(mm/s)
激光功kW
送丝速度/(m/min)
振荡频率/Hz
振幅/mm
1
50
3
2
100
0.5
2
3
100
3
4
100
4
5
100
5
5
200
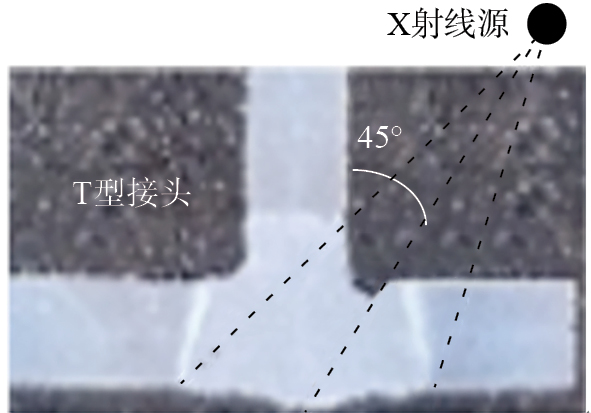
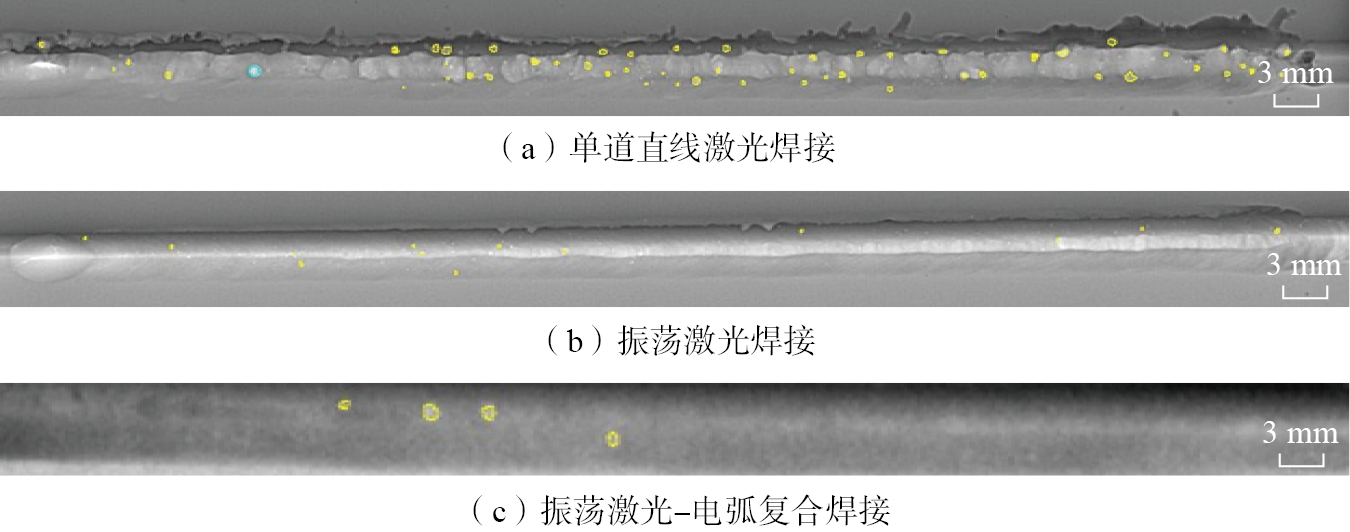
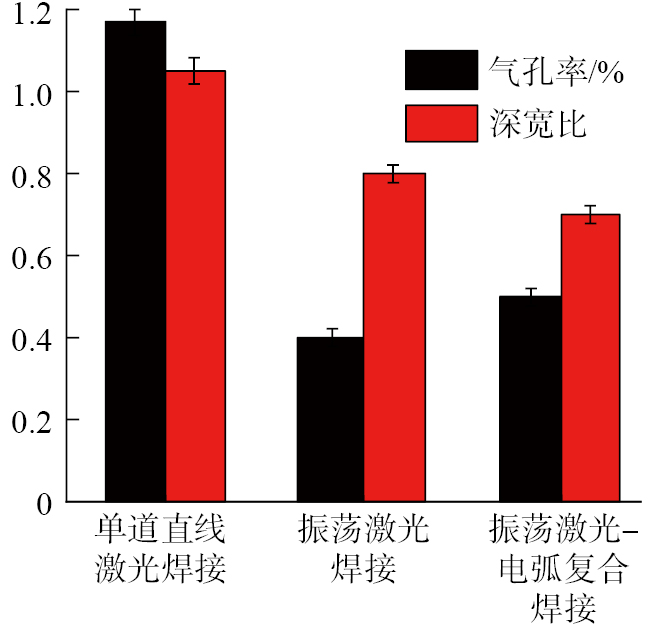
焊接后,使用ZXF–A–130数字射线实时成像系统(科迈特公司,中国)进行焊缝的无损检测,检测过程中射线源与垂直板夹角为45°(图4)。使用ImageJ图像处理软件对无损检测的图像进行处理,并使用区域标记法筛选出目标感兴趣区(Region of interest,ROI);通过ROI图与降噪图像之间的数学操作计算出差分图,并利用Otsu阈值分割得到焊接点气孔的精确分布;最后通过区域标记法统计出气孔的面积参数以及所占焊接区域比例,得出焊缝的气孔率。无损测试后,制备焊缝横截面和纵截面试样,进行焊缝形貌观测,测量焊缝横截面的熔宽与熔深,得到焊缝成形系数(深宽比)。
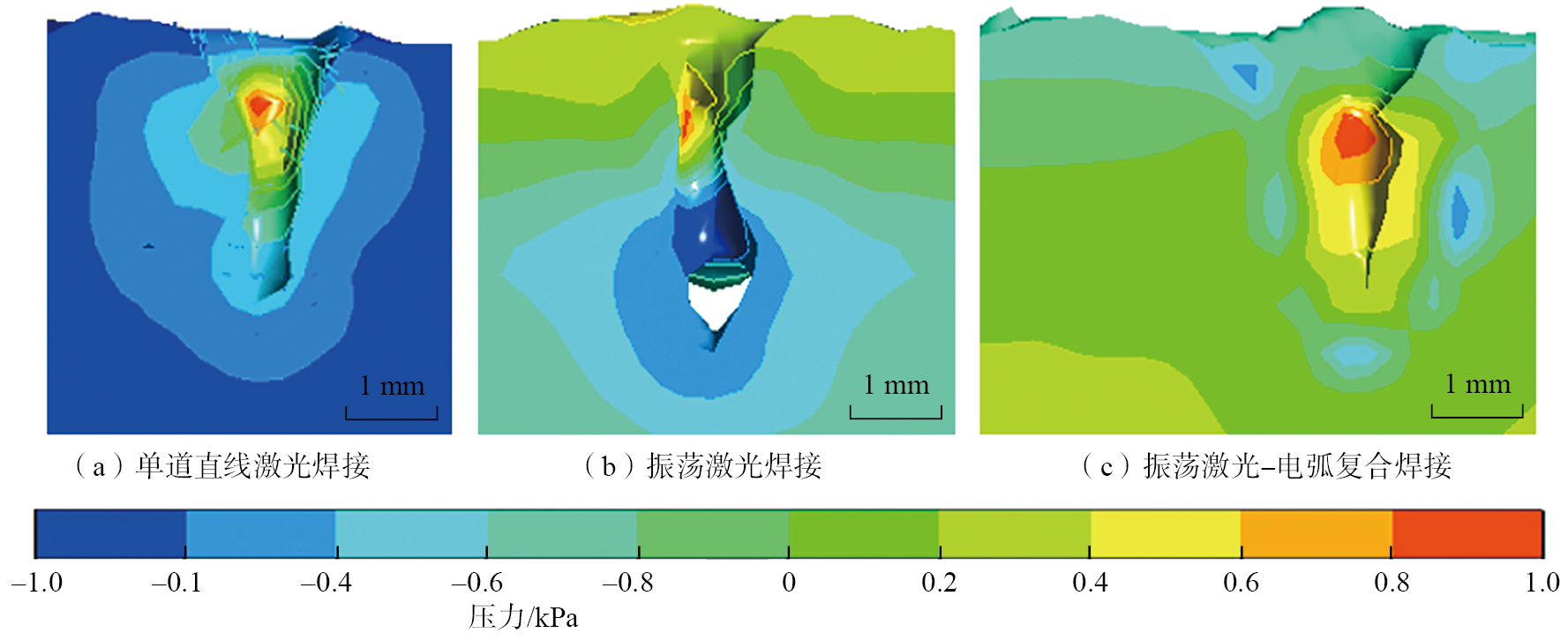
电弧等离子体的存在使熔池表面产生一个电弧压力,假设电弧压力呈高斯分布[ HAO K D, LI G, GAO M, et al. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel[J]. Journal of Materials Processing Technology, 2015, 225: 77-83. 5],则大小为
ZHANGC, YUY, CHENC, et al. Suppressing porosity of a laser keyhole welded Al–6Mg alloy via beam oscillation[J]. Journal of Materials Processing Technology, 2020, 278: 116382.
[2]
CHENJ C, WEIY H, ZHANX H, et al. Melt flow and thermal transfer during magnetically supported laser beam welding of thick aluminum alloy plates[J]. Journal of Materials Processing Technology, 2018, 254: 325-337.
[3]
XUF J, HEL, HOUZ, et al. Online welding status monitoring method of T–joint double-sided double arc welding based on multi–source information fusion[J]. Journal of Manufacturing Processes, 2024, 124: 1485-1505.
[4]
LIUT, ZHAOY Q, KANGY, et al. Effect of micro morphology in different zones on mechanical properties of 2060 Al–Li alloy laser welded joints[J]. Journal of Manufacturing Processes, 2020, 50: 336-344.
[5]
HAOK D, LIG, GAOM, et al. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel[J]. Journal of Materials Processing Technology, 2015, 225: 77-83.
[6]
CHENS, ZHAOY Q, TIANS H, et al. Study on keyhole coupling and melt flow dynamic behaviors simulation of 2219 aluminum alloy T–joint during the dual laser beam bilateral synchronous welding[J]. Journal of Manufacturing Processes, 2020, 60: 200-212.
[7]
ZHANGX, CHENW, BAOG, et al. Suppression of porosity in beam weaving laser welding[J]. Science and Technology of Welding and Joining, 2004, 9(4): 374-376.
[8]
KIMC, KANGM, KANGN. Solidification crack and morphology for laser weave welding of Al 5J32 alloy[J]. Science and Technology of Welding and Joining, 2013, 18(1): 57-61.
[9]
WANGL, GAOM, ZHANGC, et al. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061–T6 aluminum alloy[J]. Materials & Design, 2016, 108: 707-717.
[10]
WANGZ M, OLIVEIRAJ P, ZENGZ, et al. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties[J]. Optics & Laser Technology, 2019, 111: 58-65.
[11]
CHENG Y, WANGB, MAOS, et al. Research on the "∞"–shaped laser scanning welding process for aluminum alloy[J]. Optics & Laser Technology, 2019, 115: 32-41.
[12]
WANZ X, WANGH P, LIJ J, et al. Effect of beam oscillation frequency on spattering in remote laser stitch welding of thin-gage zinc-coated steel with keyhole penetration[J]. Journal of Materials Processing Technology, 2022, 302: 117482.
[13]
LIS R, MIG Y, WANGC M. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties[J]. Journal of Manufacturing Processes, 2020, 53: 12-20.
[14]
KANGS, SHINJ. Laser beam oscillation welding of aluminum alloy using the spatially modulated beam by diffractive optical element (DOE)[J]. Journal of Manufacturing Processes, 2021, 66: 387-396.
[15]
ZHANGC, GAOM, ZENGX Y. Influences of synergy effect between laser and arc on laser–arc hybrid welding of aluminum alloys[J]. Optics & Laser Technology, 2019, 120: 105766.
[16]
KRISTIANSENM, FARROKHIF, KRISTIANSENE, et al. Application of hybrid laser arc welding for the joining of large offshore steel foundations[J]. Physics Procedia, 2017, 89: 197-204.
[17]
BUNAZIVI, AKSELSENO M, FROSTEVARGJ, et al. Application of laserarc hybrid welding of steel for low-temperature service[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(5): 2601-2613.
[18]
BUNAZIVI, AKSELSENO M, RENX B, et al. Laser beam and laser-arc hybrid welding of aluminium alloys[J]. Metals, 2021, 11(8): 1150.
[19]
YANGX Y, CHENH, LIM V, et al. Porosity suppressing and grain refining of narrow-gap rotating laser–MIG hybrid welding of 5A06 aluminum alloy[J]. Journal of Manufacturing Processes, 2021, 68: 1100-1113.
[20]
ZHANGZ D, SUNC S, XUX K, et al. Surface quality and forming characteristics of thin-wall aluminium alloy parts manufactured by laser assisted MIG arc additive manufacturing[J]. International Journal of Lightweight Materials and Manufacture, 2018, 1(2): 89-95.
[21]
LIR S, WANGG L, DINGY Y, et al. Optimization of the geometry for the end lateral extension path strategy to fabricate intersections using laser and cold metal transfer hybrid additive manufacturing[J]. Additive Manufacturing, 2020, 36: 101546.
[22]
MIAOQ Y, WUD J, CHAID S, et al. Comparative study of microstructure evaluation and mechanical properties of 4043 aluminum alloy fabricated by wire-based additive manufacturing[J]. Materials & Design, 2020, 186: 108205.
[23]
LIUM R, MAG Y, LIUD H, et al. Microstructure and mechanical properties of aluminum alloy prepared by laser-arc hybrid additive manufacturing[J]. Journal of Laser Applications, 2020, 32(2): 022052.
[24]
AIY W, LIUJ B, YEC L, et al. Analysis of the dynamic behaviors of molten pool and keyhole for the oscillating laser welding of dissimilar materials stake welded T–joints with a gap[J]. International Journal of Heat and Mass Transfer, 2024, 232: 125877.
[25]
ZHENGZ G, SHAOC D, LANL, et al. Numerical simulation on pore formation and suppression for dual-beam laser welding of sandwich structure[J]. The International Journal of Advanced Manufacturing Technology, 2024, 130(11): 6011-6025.