工艺参数对钛合金激光–等离子电弧同轴复合焊接的电弧电压的影响
基金项目:
国家重点研发计划(2020YFE300);广东省基础与应用基础研究基金(2025A1515010355);广东省科学院项目(2021GDASYL–20210103085,2023GDASZH–2023010105)。
中图分类号:
V26
文献标识码:
A
引用格式
蔡得涛, 罗子艺, 张屹, 等. 工艺参数对钛合金激光–等离子电弧同轴复合焊接的电弧电压的影响[J]. 航空制造技术, 2025, 68(9): 38–46.
摘要
探究新型激光–等离子电弧同轴复合焊接钛合金过程中,工艺参数对复合电弧电压的影响,以此实现对焊接质量的有效控制。采用电弧电特性采集系统,采集复合焊接进程中的电弧电信号,并利用多元线性回归手段构建工艺参数与电弧电压间的回归模型,深入剖析复合焊接工艺参数,如喷嘴高度、激光功率、等离子电流等对电弧电压的作用规律。研究发现,在本次试验设定条件下,复合焊接中的等离子电压在18~36 V区间内动态波动,且伴随喷嘴高度、电流数值以及激光功率的逐步递增,电弧电压均呈现上升态势。经回归模型量化评估,喷嘴高度对电弧电压的影响最为突出,等离子电流次之,激光功率最小。通过观察电弧形态变化,验证了回归模型对影响因素权重判断的准确性。为进一步优化焊接工艺提供了试验依据与理论基础。
关键词
激光–等离子复合焊接;钛合金;电弧电压;回归模型;工艺参数;同轴复合;
Influence of Process Parameters on Arc Voltage in Laser–Plasma Coaxial Hybrid Welding of Titanium Alloy
Citations
CAI Detao, LUO Ziyi, ZHANG Yi, et al. Influence of process parameters on arc voltage in laser–plasma coaxial hybrid welding of titanium alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 38–46.
Abstract
In order to realize the effective control of welding quality, the influence of the process parameters on the composite arc voltage in the new laser–plasma arc coaxial hybrid welding of titanium alloy was investigated. An arc electrical characteristic acquisition system was adopted to collect the arc electrical signals in the process of hybrid welding, and the multiple linear regression method was utilized to construct a regression model between the process parameters and the arc voltage, so as to deeply analyze the influence rules of hybrid welding process parameters, such as nozzle height, laser power, and plasma current, on the arc voltage. The results showed that under the conditions set in this experiment, the plasma voltage in the hybrid welding fluctuated dynamically within the range of 18–36 V. Moreover, as the nozzle height, current value, and laser power gradually increased, the arc voltage showed an upward trend. Through the quantitative evaluation of the regression model, the influence of the nozzle height on the arc voltage was the most prominent, followed by the plasma current, and the laser power had the least influence. By observing the changes in the arc morphology, the accuracy of the regression model in judging the weights of the influencing factors was verified. This provided experimental evidence and theoretical basis for further optimizing the welding process.
Keywords
Laser–plasma hybrid welding
钛合金因其比强度高、耐蚀性、易成形等优良特性,被广泛应用于航空航天、国防军工装备领域,如新一代战斗机、火箭、导弹等武器装备的关键结构材料[
WILLIAMS J C, BOYER R R. Opportunities and issues in the application of titanium alloys for aerospace components[J]. Metals, 2020, 10(6): 705.
FROES F H, WHITTAKER M. Titanium and its alloys[M]//Encyclopedia of Materials: Metals and Alloys. Amsterdam: Elsevier, 2022: 287-293.
1-3
CHAMANFAR A, HUANG M F, PASANG T, et al. Microstructure and mechanical properties of laser welded Ti–10V–2Fe–3Al (Ti1023) titanium alloy[J]. Journal of Materials Research and Technology, 2020, 9(4): 7721-7731.
4-5
CHENG H, ZHOU L G, LI Q J, et al. Effect of welding parameters on spatter formation in full-penetration laser welding of titanium alloys[J]. Journal of Materials Research and Technology, 2021, 15: 5516-5525.
6-7
8
研究表明,激光–电弧复合焊接能够有效利用电弧能量,使其在焊接穿透性和焊接速度方面有显著提高,并且能有效改善激光焊接对装配间隙的适应性,降低激光焊接的装配精度,从而实现高效率、高质量的焊接过程。该方法于1980年由Steen[
9
LIU L M, HAO X F. Improvement of laser keyhole formation with the assistance of arc plasma in the hybrid welding process of magnesium alloy[J]. Optics and Lasers in Engineering, 2009, 47(11): 1177-1182.
LIU L M, XU X K, ZHU Y L. Study on synchronous induction of arc plasma by laser in laser-double TIG hybrid welding[J]. Optics and Lasers in Engineering, 2020, 133: 106130.
10-12
激光–TIG复合焊接是最早被提出来的复合焊接形式[
9
13
14
对比激光–TIG/MIG电弧复合焊接方法,激光–等离子电弧复合焊接具有更高的压缩性,有利于提高焊接过程稳定性。目前,国内外所开展的激光–等离子复合焊接技术的试验研究仅以旁轴复合方式进行,尽管这种复合焊接方式容易实现且有一定的复合效果,但是其复合效应受两热源相对位置参数的影响很大,并且热源的非对称性无法充分利用复合热源的优势[
MAHRLE A, ROSE S, SCHNICK M, et al. Laser-assisted plasma arc welding of stainless steel[J]. Journal of Laser Applications, 2013, 25(3): 032006.
15-16
17
激光–等离子电弧同轴复合焊接过程中形成的复合等离子电弧特性,与常规等离子电弧、常见激光–旁轴等离子复合焊接电弧相比呈现出不同的特征。焊接电弧作为焊接过程中能量传递的主要载体,激光与等离子的耦合作用必然会对电弧特性产生影响。因此,本文基于研发的激光–等离子电弧同轴复合焊接系统,开展工艺参数对激光–等离子复合电弧电压影响的研究,旨在辨析影响焊接电弧稳定性的关键参数,为后续开展工艺参数优化、改善焊接接头成形及质量提供理论支撑。
本研究使用团队开发的新型复合方式实现激光–等离子电弧同轴复合焊接系统[
17
17
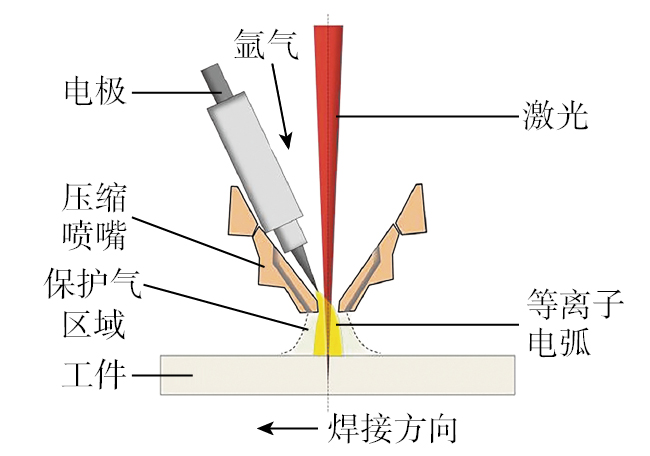

本研究选择尺寸为100 mm×100 mm×3 mm的Ti–6Al–4V(TC4)合金作为基体材料,化学成分如表1所示。采用本文课题组研制的新型激光–等离子电弧同轴复合焊接系统(图4)进行焊接。激光器采用连续波碟片激光器(TruDisk 1002,Trumpf德国),该激光器聚焦激光束的光束直径为0.2 mm,波长为1030 nm。激光–等离子电弧同轴复合焊枪是系统中最重要的组成部分之一,可分别实现激光、等离子和激光–等离子复合焊接3种焊接方式。本文主要开展工艺参数对钛合金激光–等离子电弧同轴复合焊接电弧电压的影响研究,具体工艺参数如表2所示。试验探讨了喷嘴高度、等离子电流、激光功率3个因素对等离子电弧电压的影响情况,其中喷嘴高度变化范围为3~9 mm,等离子电流变化范围是5~80 A,激光功率变化范围为0~1200 W,未特别提及的其他参数(如焊接速度、保护气体流量)将保持不变,具体工艺参数如表2所示。
%
| Ti | Al | V | Fe | O | N | C | H |
|---|---|---|---|---|---|---|---|
| 余量 | 5.5~6.76 | 3.5~4.5 | <0.4 | <0.2 | <0.03 | <0.005 | <0.003 |

| 参数名称 | 数值 |
|---|---|
| 激光功率/W | 300,500,800,1000,1200 |
| 等离子电流/A | 5,10,20,30,40,50,60,70,80 |
| 喷嘴高度/mm | 3,4,5,6,7,8,9 |
| 等离子气流量/(L/min) | 10 |
| 保护气流量/(L/min) | 10 |
| 焊接速度/(m/min) | 1.2 |
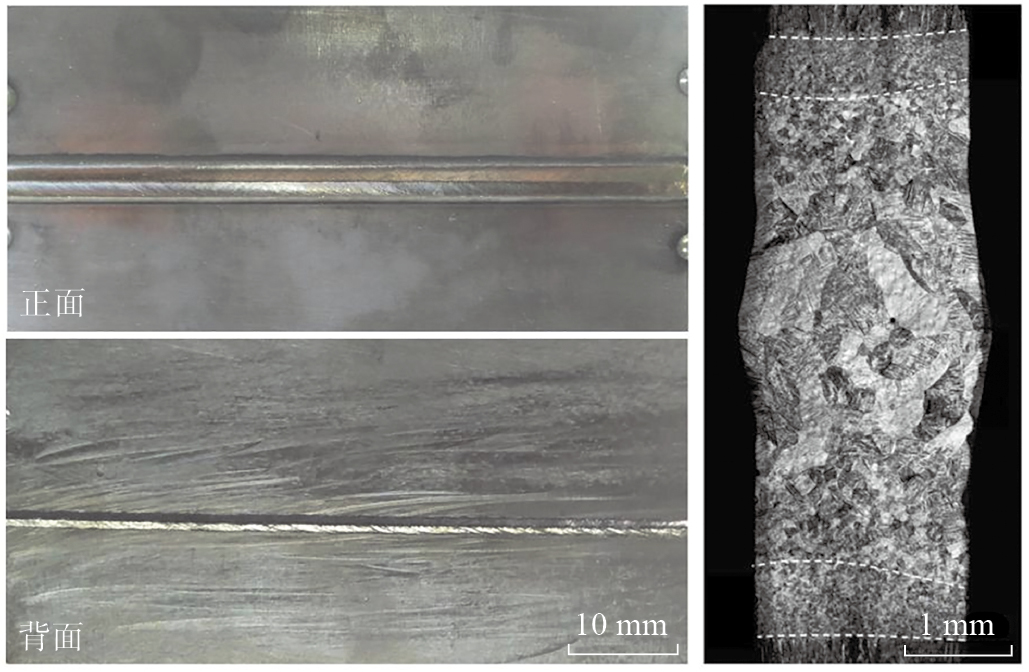
为了保护熔池,本试验气体保护系统同时采用了含99.999%工业级氩气的3种保护气体,即同轴保护气体、拖罩保护气体和底保护气体。同轴保护气体通过双层喷嘴输送以保护熔池;底部保护气体通过铜插片输送以保护熔池背面;尾随保护气体通过支架对高温钛焊缝进行保护。焊接前,用丙酮清洗试样表面以去除所有污染,再对试样表面进行研磨,去除氧化皮。
试验过程采用GWE–Ⅱ电弧电压采集系统(GWE,品固)测量焊接过程的电流电压变化,测量系统示意图如图4所示,该系统包括霍尔传感器(AHKC–EKDA,安科瑞)、电压传感器(DQ703,泰和)、采集卡(频率200 kHz)及Lab View软件(2.0)。采用Lab View软件进行试验统计分析,计算分析平均电压及脉冲周期等信息。
在设定的电流值(5~80 A)和喷嘴高度(0~9 mm)范围内,实测等离子电压随激光功率的变化规律,如图5所示。可以看出,测量得出的电压变化范围为18~36 V。当设定电流在5~20 A时,随喷嘴高度的增加会导致电压升高,曲线之间出现一个较大的空间,表示电压发生台阶式升高(图5(a)~(c))。原因是弧长过高导致引弧困难和燃弧稳定性差,电极之间需要更大的电场强度来驱动带电粒子的运动,因此电弧电压升高幅度较大。随着设定电流值的增加,电弧电离度提高,电弧导电性相对稳定,对电场强度的需求波动较小,此时,电弧电压呈现渐进式的增加。
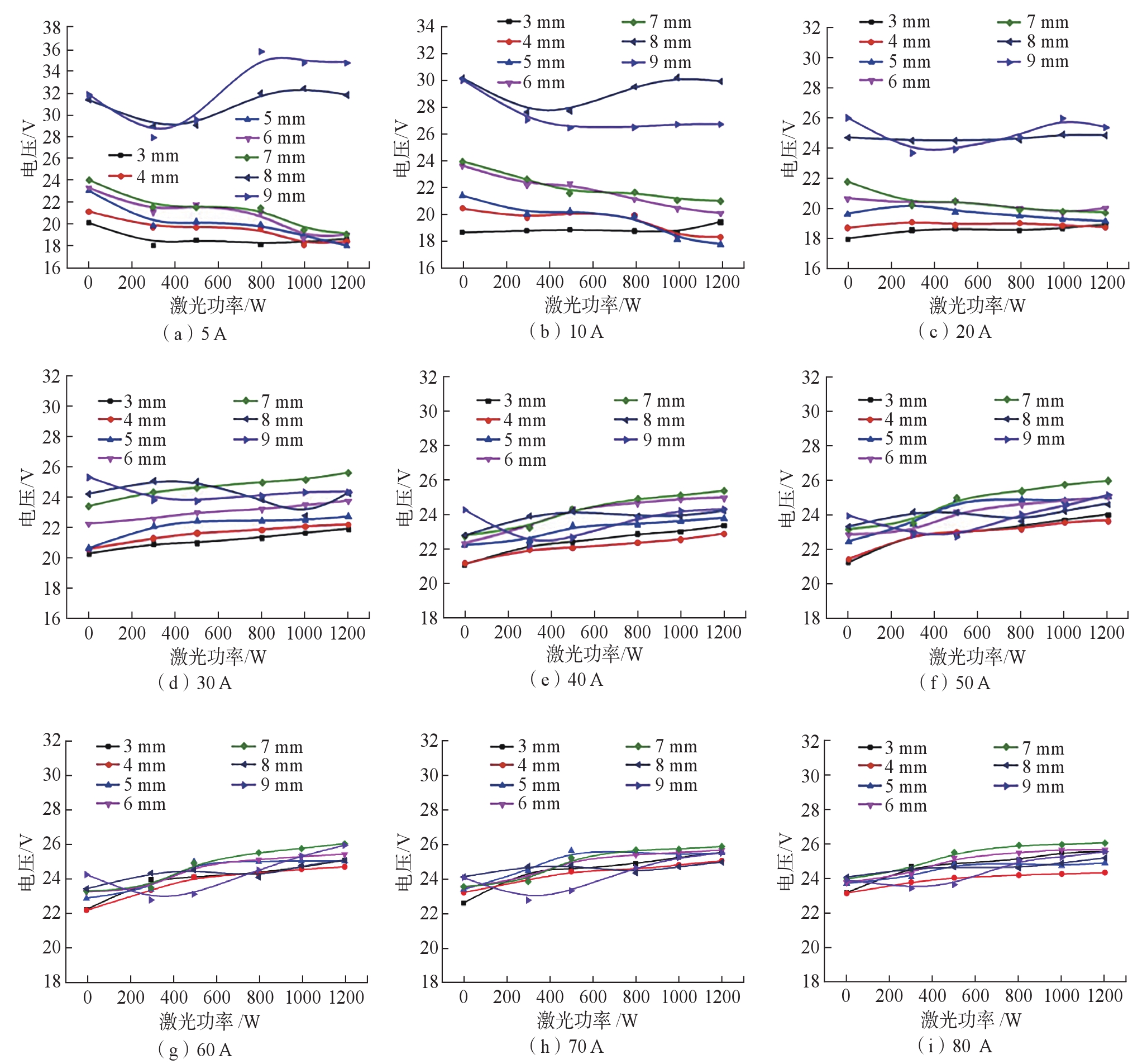
如图5(a)所示,当喷嘴高度为8~9 mm,复合焊接的激光功率为300 W和500 W时,电压减少到29~30 V,该电压较单等离子焊接(激光功率为0)有所下降;而当复合焊接的激光功率为800~1200 W时,电压升高到35~36 V,此电压较单等离子焊接时升高。根据最小电压原理,电弧能够根据周围环境的变化自动增加或者减小电弧电压至最小限度。激光的加入使得电弧周围粒子数密度增加,导热性能增强,同时光致等离子和电弧等离子体的辐射以及对流换热也相应增加,电弧的散热条件变好,电弧截面积也会在一定程度上自动收缩减少散热,因而导致电弧电压的升高。
图6为等离子电压随喷嘴高度的变化规律。在其他条件不变的情况下,电弧电压与喷嘴高度成正比关系。图6中曲线的斜率表示单位长度上的电压差,其与电弧的电场强度成正比。可以看出,当电弧电流较小(<20 A)时,电弧电压随喷嘴高度的变化曲线斜率呈现明显的两段式。电弧电压随喷嘴高度的增加而增加,当喷嘴高度增加到8 mm后,电弧电压显著升高,出现1个台阶式的增长,与图5结果一致。由于电弧燃烧时遵循最小电压原则,喷嘴高度较低时,电弧导电性好,因此所需要的电场强度小,表现出曲线斜率小;喷嘴高度增加时,电弧长度增加,此时电弧导电性减弱,为了达到平衡,此时需要增加单位喷嘴高度的电场强度,表现为曲线斜率变大。加入激光后,其变化趋势一致,但单独等离子电弧电压曲线(图中黑色曲线)高于激光–等离子电弧同轴复合焊接电弧电压曲线。从图6(d)~(i)中可以看出,当设定电流值开始增加,在同一电流值的基础上,电弧电压随喷嘴高度的增加而缓慢增加,没有出现台阶式增长。因为当电弧电流增加后,电弧电离度提高,电弧导电性相对稳定,电场强度需求波动较小,因此,电弧电压随喷嘴高度的变化曲线斜率呈现相对平缓。电弧电压随激光功率的增加而上升,即单独等离子电弧电压曲线低于激光–等离子电弧同轴复合焊接曲线。但当喷嘴高度增加到8 mm后,电弧电压数据出现较大波动性,表明喷嘴高度过高引起的电弧稳定性差。

复合热源焊接中等离子的电弧电压受多个因素影响,综合前文描述的喷嘴高度、激光功率、等离子电流对电弧电压产生了不同程度影响,为了分析不同参数情况下多因素对电弧电压的影响情况,通过回归思想对大量试验数据建立多元线性回归模型,模型可以广泛应用于了解焊接电弧特性规律以及指导焊接工艺选择,回归分析自变量见表3。上述电弧电压与工艺参数的多元线性回归假设因变量与自变量之间的关系形式[
18
式中,Un为被解释变量(n=1,2,…,T),即电弧电压;为解释变量(j=1,2,…,k–1),分别表示喷嘴高度、激光功率、等离子电流等工艺参数;yn与存在线性关系;Un为众多影响Un变化的微小因素,即随机误差项;βi为回归参数(i=0,1,2…,k–1)。当给定一组数据(Un,,,…,),当n=1,2…,T时,上述模型表示为
简写为
| 变量名 | 变量维度 |
|---|---|
| 喷嘴高度/mm | 3、4、5、6、7、8、9 |
| 电流/A | 5、10、20、30、40、50、60、70、80 |
| 激光功率/W | 0、300、500、800、1000、1200 |
选择逐步回归法进行分析,研究因变量(电弧电压)与多个自变量(电流、喷嘴高度、激光功率)之间的相互关系,从一个自变量出发,确立变量间是否存在相关关系,如果存在,则要确定它们之间合适的数学表达式,即回归方程,并对所建立的回归方程的可信度依次逐步进行统计检验。在此过程中,设定检验因素显著性的F水平,步进准则:F加入≤0.0500,F剔除≥0.100。当F≤0.0500时对应变量加入方程式;F≥0.100时剔除。
先将与U(电弧电压)关系最密切的X1(等离子电流)引入模型,建立U与X1的一元线性模型1;而后引入X2(喷嘴高度),建立U与X1、X2的二元回归模型2;最后引入X3(激光功率),建立U与X1、X2、X3的三元回归模型3。在表4中可以看到3种模型的拟合优度指标(相关系数R)分别为0.616、0.731、0.737,它们都具有高度显著的线性关系。而从拟合优度方面,模型3的相关系数R高于其他两个模型,说明模型3在捕捉数据规律和减少偏离真实情况方面表现更好,能够解释更多因变量的变化,使得预测值与实际值的偏离度在整体上得到优化。
| 模型 | 相关系数R | 决定系数R2 | 调整决定系数 | 标准估计的误差 |
|---|---|---|---|---|
| 1 | 0.616a | 0.379 | 0.377 | 1.89281 |
| 2 | 0.731b | 0.535 | 0.532 | 1.64069 |
| 3 | 0.737c | 0.544 | 0.539 | 1.62805 |
从表5可以看出,模型1中回归均方为662.872,残差均方为3.583,F值为185.019,显著性概率P为0.000,在显著性水平为0.05的情形下,电压与电流具有线性关系。而模型2中回归均方为467.748,残差均方为2.692,F值等于173.764,P为0.000,说明电压与电流、喷嘴高度之间存在高度显著线性关系,且残差均方较模型1降低24.8%(Δ=0.891),表明引入喷嘴高度后模型解释力增强。模型3中,回归均方为316.873,残差均方为2.651,F1为119.550,P为0.000,因此回归模型3整体也是显著相关的,说明在引入激光功率后,残差均方进一步下降1.5%(Δ=0.041),回归均方降幅达32.3%(Δ=150.875),说明模型对数据变异的捕捉能力持续优化。综上所述,通过逐步纳入喷嘴高度和激光功率作为自变量,模型的回归均方与残差均方呈系统性递减趋势(回归均方总降幅52.2%,残差均方总降幅26.0%)。这一统计特征表明,三元回归模型(电弧电流、喷嘴高度、激光功率)对电压变化的解释能力显著优于前个两模型。其优势体现在:(1)更全面地整合了多工艺参数对电压的联合作用机制;(2) 通过降低残差方差提高了预测精度(模型3残差均方仅为模型1的74.0%);(3) 综合F1检验的显著性水平(P<0.001)验证了多变量协同效应的统计可靠性。
| 模型 | 类别 | 平方和 | 自由度df | 均方 | 检验值F1 | 显著性概率P |
|---|---|---|---|---|---|---|
| 1 | 回归 | 662.872 | 1 | 662.872 | 185.019 | 0a |
| 残差 | 1085.564 | 303 | 3.583 | – | – | |
| 总计 | 1748.436 | 304 | – | – | – | |
| 2 | 回归 | 935.496 | 2 | 467.748 | 173.764 | 0b |
| 残差 | 812.941 | 302 | 2.692 | – | – | |
| 总计 | 1748.436 | 304 | – | – | – | |
| 3 | 回归 | 950.619 | 3 | 316.873 | 119.550 | 0c |
| 残差 | 797.817 | 301 | 2.651 | – | – | |
| 总计 | 1748.436 | 304 | – | – | – |
根据表6中数据非标准化系数B的数值建立逐步回归的3个回归模型,分别为
模型1:U1=20.698+0.060X1
模型2:U2=17.963+0.058X1+0.479X2
模型3:U=17.444+0.058X1+0.479X2+0.001X3
| 模型 | 非标准化系数B | 非标准化系数的标准误差 | 标准系数(试用版) | 检验值t | 显著性概率P | |
|---|---|---|---|---|---|---|
| 1 | (常量) | 20.698 | 0.214 | – | 96.831 | 0.000 |
| 电流 | 0.060 | 0.004 | 0.616 | 13.602 | 0.000 | |
| 2 | (常量) | 17.963 | 0.329 | – | 54.617 | 0.000 |
| 电流 | 0.058 | 0.004 | 0.591 | 15.038 | 0.000 | |
| 喷嘴高度 | 0.479 | 0.048 | 0.396 | 10.064 | 0.000 | |
| 3 | (常量) | 17.444 | 0.392 | – | 44.498 | 0.000 |
| 电流 | 0.058 | 0.004 | 0.591 | 15.155 | 0.000 | |
| 喷嘴高度 | 0.479 | 0.047 | 0.396 | 10.142 | 0.000 | |
| 激光功率 | 0.001 | 0 | 0.093 | 2.389 | 0.018 | |
表6中,从其t值对应的显著概率P均远小于0.05,可以判定3个模型的回归系数都是显著的。由于模型3考虑更多因素,所以选择该模型作为最终的回归方程。从回归系数表可体现出工艺参数对电弧电压的影响权重。其中,喷嘴高度X2的系数较大,说明3个影响因素中喷嘴高度对电弧电压的影响最为显著,电弧电压随喷嘴高度增加而上升的趋势明显;等离子电流X1次之,其系数为正,说明随着等离子电流增大,电弧电压也会有一定程度的增加;激光功率X3系数较小,但同样不可忽视,反映出激光功率的变化对电弧电压存在正向的推动作用,只是影响程度相对较弱。
结合2.1节试验内容,结果表明无论激光功率如何变化,当喷嘴高度增加时,会直接导致电弧长度的延长。并且,在低电流区间(电流<20 A),电弧电压随喷嘴高度变化的曲线斜率呈现明显的两段式,前期斜率较小,后期斜率增大,这种非线性变化源于喷嘴高度对导电性的阶段性调控机制。喷嘴高度较低时,电弧被压缩,电子传输路径紧凑,导电性增强,所需维持电场强度较小;喷嘴高度提升后,电弧显著拉长,电子需克服更大的路径阻抗,此时电场强度需求急剧上升。
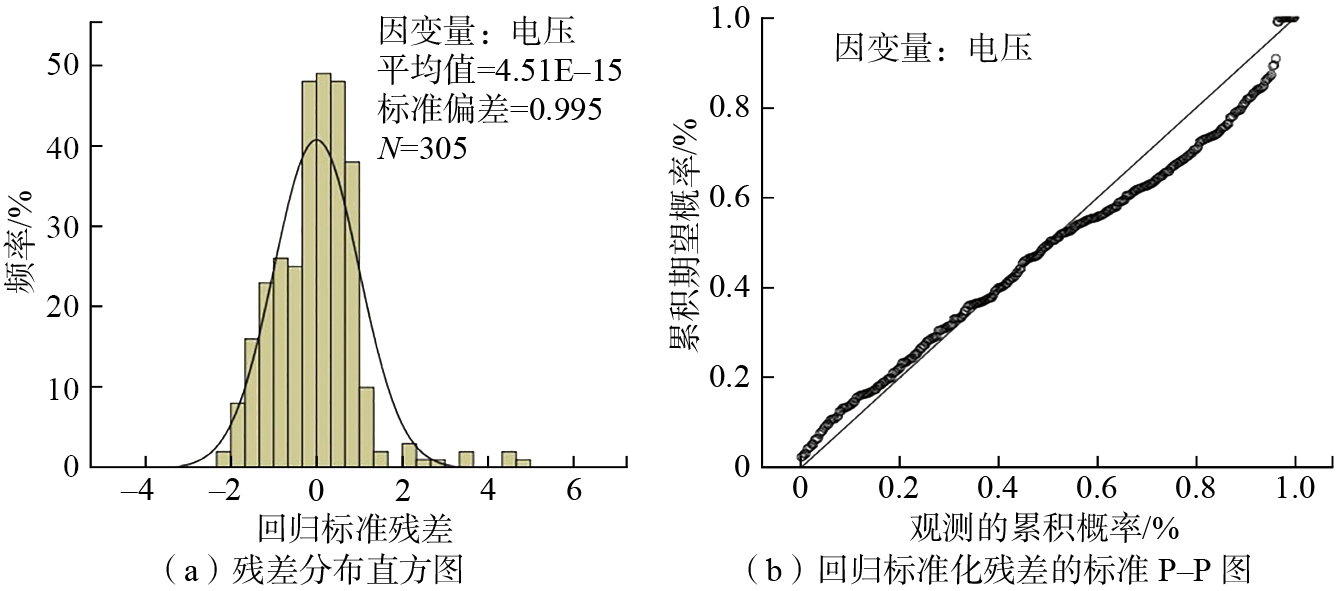
采用残差统计量表、残差分布直方图和回归标准化残差的标准P–P图等多种分析工具,评估回归模型3的拟合和预测质量(表7和图7)。通过表7可知,其残差极小值预测值(19.37)和极大值预测值(27.19),反映了模型预测值的范围,而其与实际测量值的接近程度直观展现了模型预测的准确性,意味着模型能够较好地捕捉数据中的规律,使预测值与真实值偏差较小。从图7(a)中可以看出,残差分布直方图与正态分布曲线基本吻合,这一特征具有多重意义。一方面,在众多统计推断和假设检验环节,正态分布的残差是基础前提,保证了基于该模型进行的诸如回归系数显著性检验、置信区间估计等操作的可靠性;另一方面,体现了模型3在不同取值范围内的拟合效果相对均衡,不存在对某些区域过度拟合或拟合不足的问题,整体稳定性高。图7(b)为回归标准化残差的标准P–P图,散点紧密围绕均值为0的正态分布累积概率斜线散布,再次佐证了残差服从正态分布,进一步确认模型3在拟合过程中的科学性与合理性。
| 残差 | 极小值 | 极大值 | 均值 | 标准偏差 | 统计量N |
|---|---|---|---|---|---|
| 预测值 | 19.3746 | 27.1883 | 23.2041 | 1.76834 | 305 |
| 标准差(预测值) | –2.166 | 2.253 | 0.000 | 1.000 | 305 |
| 残差 | –3.44526 | 7.70437 | 0.00000 | 1.62000 | 305 |
| 标准差(残差) | –2.116 | 4.732 | 0.000 | 0.995 | 305 |
通过复合电弧形态验证不同喷嘴高度、焊接电流和激光功率的变化规律对电压的回归模型影响,结果如图8所示。
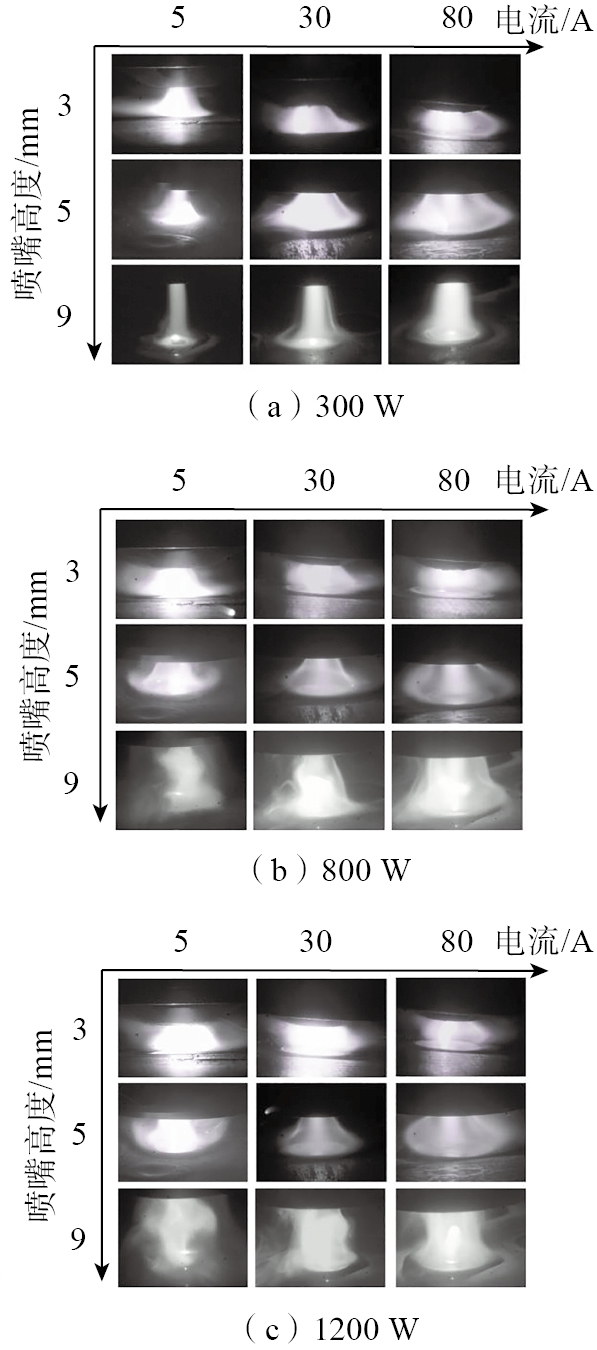
从图8中可以看出,当激光功率和电弧电流固定的情况下,电弧形态随喷嘴高度变化显著。当喷嘴高度增加到9 mm时,复合电弧在5 A时的稳定性降低,电弧形状开始变得不稳定,而随着电流的增加,电弧形态逐渐趋于稳定。在喷嘴高度相同时,随着电流的增加,电弧形态由钟罩形逐渐转变为鼓状,这种现象在喷嘴高度为3 mm和5 mm时尤为明显。当电弧长度过长时,电弧的上部沿径向收缩,接近圆柱体的形状,弧根处仍然为钟罩形。在保持同一喷嘴高度和电流的前提下,激光功率的增加会导致电弧体积扩大。通过对比不同激光功率下的电弧形态,可以得出电弧的稳定性受到喷嘴高度与激光功率的共同影响。当喷嘴高度进一步增加时,加入激光后,原本受弧长影响变得不稳定的等离子电弧在光致等离子体的影响下,形态表现出更强的不稳定性。通过图8,可以反映出激光功率、电流和喷嘴高度之间的复杂关系。考虑到电弧的稳定性,推荐工艺参数为喷嘴高度3~5 mm、电流30~80 A、激光功率800~1200 W。
(1)激光–等离子电弧复合焊接过程中,在电流5~80 A、喷嘴高度0~9 mm、激光功率0~1200 W范围内,复合焊接中等离子电压在18~36 V之间波动,随着喷嘴高度的增加,电流电压升高。当等离子电流从15 A增加到50 A后,等离子电弧对激光的稳定作用增强,电弧电压随等离子电流的增加而升高。较高的激光功率(如800~1200 W)下,激光的加入使得电弧周围粒子数密度增加显著,导热增强,同时光致等离子和电弧等离子体的辐射以及对流换热也增加,电弧的散热条件变好,电弧截面积也要在一定程度上自动收缩减小散热,从而导致电弧电压升高至35~36 V。
(2)从工艺参数对电弧电压的回归模型结果可见,复合热源焊接中等离子电弧电压受喷嘴高度、激光功率、等离子电流等因素不同程度影响,喷嘴高度对电弧电压影响最大,其次是等离子电流,最后是激光功率。综合电弧的电特性和电弧形态变化,推荐喷嘴高度3~5 mm、电流30~80 A,激光功率800~1200 W作为进一步的研究工艺参数范围。
 | 蔡得涛 高级工程师,研究方向为激光焊接。 |
参考文献
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] | |