Correlation of Cross-Sectional Geometry With Microstructure and Mechanical Properties of 7050–T7451 High-Strength Aluminum Alloy by Laser–Arc Hybrid Welding
Citations
XU Fei, GAO Wenqiang, LIU Bin, et al. Correlation of cross-sectional geometry With microstructure and mechanical properties of 7050–T7451 high-strength aluminum alloy by laser–arc hybrid welding[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 30–37, 76.
Correlation of Cross-Sectional Geometry With Microstructure and Mechanical Properties of 7050–T7451 High-Strength Aluminum Alloy by Laser–Arc Hybrid Welding
XU Fei1
GAO Wenqiang1
LIU Bin2
LEI Pengcheng2
YAN Xiaofeng2
1.AVIC Manufacturing Technology Institute, Beijing100024, China
2.AVIC Qing’an Group Co., Ltd, Xi’an710077, China
Citations
XU Fei, GAO Wenqiang, LIU Bin, et al. Correlation of cross-sectional geometry With microstructure and mechanical properties of 7050–T7451 high-strength aluminum alloy by laser–arc hybrid welding[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 30–37, 76.
Abstract
The high quality joints fabricated by laser arc hybrid welding have certain differences in the cross-sectional geometry of the weld seam. In order to study these differences quantitatively, the back width to surface width ratio (Rw) was proposed. Based on the optimization experiments of 7050–T7451 high-strength aluminum alloy with 3 mm thickness by laser arc hybrid welding, three typical welded seams were selected to investigate the correlation effect of different Rw on the macroscopic formation, microstructure, microhardness and tensile properties of the joints. The results shows that, only when the Rw exceeds a certain threshold, the weld width on both sides becomes more uniform, and porosity defects are effectively controlled. The microstructure characteristics of the weld zone from the fusion zone to the center of the weld are fine grains layer, columnar dendritic and large-scale equiaxed grains, respectively. With the Rw increasing, the width of the columnar dendritic structure gradually decreases until it disappears, while, the average grain size at the center of the weld seam gradually increases, and the tensile properties of welded joints increase firstly and then decrease. When the Rw is about 0.70, the tensile properties reach the best, with an average ultimate tensile strength of 390 MPa and elongation after fracture of 2.9%. The tensile fractures present a mixed fracture characteristic dominated by brittle fracture.
Keywords
7050–T7451 aluminum alloy; Laser arc hybrid welding; Back width to surface width ratio (Rw); Microstructure; Tensile properties;
7XXX铝合金是典型的Al–Zn–Mg–Cu系可热处理强化高强铝合金,在飞机结构材料中具有质轻、比强度高、可加工性好、抗疲劳和抗应力腐蚀优良等优点,特别适用于制备飞机的燃油、液压管路等功能结构和机身或机翼的隔板、框板等次承力结构[ 《中国航空材料手册》编辑委员会. 中国航空材料手册–第3卷–铝合金 镁合金[M]. 2版. 北京: 中国标准出版社, 2002.Editorial Committee of China Aviation Materials Manual. China aeronautical material handbook: Volume 3: Aluminium alloy, magnesium alloy[M]. 2nd ed. Beijing: Standards Press of China, 2002. 1]。
以激光束为主热源,旁轴电弧为辅助热源的激光电弧复合焊接,在激光热源“小孔效应”[ 巩水利. 先进激光加工技术[M]. 北京: 航空工业出版社, 2016.GONG Shuili. Advanced laser materials processing technology[M]. Beijing: Aviation Industry Press, 2016. 2]和两热源作用于同一熔池并产生“协同效应”[ 赵耀邦, 檀财旺, 冯杰才, 等. 复合焊接技术[M]. 北京: 中国宇航出版社, 2021.ZHAO Yaobang, TAN Caiwang, FENG Jiecai, et al. Laser-arc hybrid welding technology[M]. Beijing: China Aerospace Publishing House, 2021. 李俐群, 何平, 宫建锋. 铝合金激光–MIG复合焊熔滴对匙孔作用的模拟[J]. 焊接学报, 2022, 43(8): 1-7, 113.LI Liqun, HE Ping, GONG Jianfeng. Simulation analysis of droplet action on keyhole during laser–MIG composite welding of aluminum alloy[J]. Transactions of the China Welding Institution, 2022, 43(8): 1-7, 113. 3-4]的共同作用下,能够显著克服激光焊接对装配精度要求高的局限性,使最大间隙容许裕度由激光焊接的0.2 mm增大至1.0 mm[ 许飞, 陈俐, 巩水利, 等. 铝锂合金YAG–MIG复合焊缝成形特征及性能研究[J]. 材料工程, 2011, 39(10): 28-32, 37.XU Fei, CHEN Li, GONG Shuili, et al. Weld appearance and mechanical properties of aluminum-lithium alloy by YAG–MIG hybrid welding[J]. Journal of Materials Engineering, 2011, 39(10): 28-32, 37. 5],还能极大改善焊缝表面凹陷、咬边等缺陷,使焊缝成形饱满,更好地调控焊接接头微观组织和力学性能[ 赵耀邦, 檀财旺, 冯杰才, 等. 复合焊接技术[M]. 北京: 中国宇航出版社, 2021.ZHAO Yaobang, TAN Caiwang, FENG Jiecai, et al. Laser-arc hybrid welding technology[M]. Beijing: China Aerospace Publishing House, 2021. 李俐群, 何平, 宫建锋. 铝合金激光–MIG复合焊熔滴对匙孔作用的模拟[J]. 焊接学报, 2022, 43(8): 1-7, 113.LI Liqun, HE Ping, GONG Jianfeng. Simulation analysis of droplet action on keyhole during laser–MIG composite welding of aluminum alloy[J]. Transactions of the China Welding Institution, 2022, 43(8): 1-7, 113. 许飞, 陈俐, 巩水利, 等. 铝锂合金YAG–MIG复合焊缝成形特征及性能研究[J]. 材料工程, 2011, 39(10): 28-32, 37.XU Fei, CHEN Li, GONG Shuili, et al. Weld appearance and mechanical properties of aluminum-lithium alloy by YAG–MIG hybrid welding[J]. Journal of Materials Engineering, 2011, 39(10): 28-32, 37. 陈辉, 吴圣川. 高速列车复合焊接技术[M]. 北京: 科学出版社, 2019.CHEN Hui, WU Shengchuan. Laser-arc hybrid welding technology for high-speed trains[M]. Beijing: Science Press, 2019. 3-6],从而使该技术获得越来越广泛的应用[ 时尚, 刘丰刚, 黄春平, 等. 激光复合热源焊接技术的研究进展[J]. 材料导报, 2022, 36(11): 170-177.SHI Shang, LIU Fenggang, HUANG Chunping, et al. Research progress of laser hybrid heat source welding technology[J]. Materials Reports, 2022, 36(11): 170-177. 7]。现有研究表明,7XXX铝合金在熔化焊接时易产生裂纹缺陷,导致接头力学性能严重下降,故此类材料激光电弧复合焊接技术的相关研究较少[ 王龙权, 尹天天, 张岩, 等. 7xxx高强铝合金熔化焊研究进展[J].焊接,2023(8): 44-54.WANG Longquan, YIN Tiantian, ZHANG Yan, et al. Research progress of fusion welding of 7xxx high strength aluminum alloys[J]. Welding & Joining, 2023(8): 44-54. 陈轩, 李萌蘖, 卜恒勇, 等. 7系铝合金焊接技术的研究现状及展望[J].材料导报, 2023, 37(13): 200-208.CHEN Xuan, LI Mengnie, BU Hengyong, et al. Research status and progress on the welding technologies of 7XXX series aluminum alloy[J]. Materials Reports, 2023, 37(13): 200-208. 8-9]。张林[ 张林. 7A52铝合金厚板激光–MIG复合焊接工艺研究[D]. 南京: 南京理工大学, 2018.ZHANG Lin. Study on laser–MIG hybrid welding technology of 7A52 aluminum alloy thick plate[D]. Nanjing: Nanjing University of Science and Technology, 2018. 10]采用激光–MIG复合穿孔焊+MIG盖面的方法实现了20 mm厚7A52铝合金的高效焊接。侯艳喜等[ 侯艳喜, 罗子艺, 易耀勇, 等. A7N01铝合金激光–MIG复合焊接焊缝成形与组织性能研究[J]. 激光技术, 2020, 44(3): 304-309.HOU Yanxi, LUO Ziyi, YI Yaoyong, et al. Study on weld formation and microstructure of A7N01 aluminum alloy by hybrid laser–MIG welding[J]. Laser Technology, 2020, 44(3): 304-309. 11]开展了6 mm厚A7N01铝合金的复合焊接,焊接接头平均抗拉强度为271 MPa,达到母材的60%。当采用激光电弧复合焊接7XXX铝合金时,在机械手等运动机构驱动和激光光纤传输作用下,该方法具有比固相焊(例如搅拌摩擦焊)和常规熔焊更大的工艺柔性和工艺可达性。
在工程实践中发现,当激光电弧复合焊接采用不同的优化焊接参数组合实现铝合金薄壁结构深熔穿透焊接时,焊缝质量均能够达到相应航空行业标准(HB/Z 20018—2012)[ 中国航空综合技术研究所. 铝合金激光电弧复合焊接工艺: HB/Z 20016—2012[S]. 北京: 国家国防科技工业局, 2012.AVIC China Aero-Polytechnology Establishment. Process for laser-arc hybrid welding of aluminum alloy: HB/Z 20016—2012[S]. Beijing: State Administration of Science, Technology and Industry for National Defence, 2012. 12]Ⅰ级要求。然而,焊缝正反面熔宽会存在一些差异,也伴随着焊缝横截面几何形状的差异。研究表明,2.5 mm厚6061铝合金激光穿透焊缝(未填充焊材)横截面形貌分为钉头形和近X形,且其形状受激光功率密度和焊接热输入双重因素的影响[ 许飞, 陈俐, 郭路云. 6061铝合金激光穿透焊的焊缝成形[J]. 航空制造技术, 2015, 58(11): 99-101, 104.XU Fei, CHEN Li, GUO Luyun. Weld appearance of 6061 aluminum alloy by laser beam full penetration welding[J]. Aeronautical Manufacturing Technology, 2015, 58(11): 99-101, 104. 13]。在对2.5 mm厚2024–T4铝合金开展激光填丝焊时,钉头形焊缝的室温拉伸性能略高于近X形[ 许飞, 陈俐, 何恩光, 等. 2024–T4铝合金光纤激光填丝焊缝成形与组织性能的相关性[J]. 材料工程, 2017, 45(11): 90-95.XU Fei, CHEN Li, HE Enguang, et al. Correlation of weld appearance with microstructure and mechanical properties of 2024–T4 aluminum alloy welded by fiber laser with filler wire[J]. Journal of Materials Engineering, 2017, 45(11): 90-95. 14]。无论钉头形或近X形,均可以用焊缝背宽比Rw(焊缝背面熔宽与正面熔宽之比)[ 陈俐. 航空钛合金激光焊接全熔透稳定性及其焊接物理冶金研究[D].武汉: 华中科技大学, 2005.CHEN Li. Study on full penetration stability and welding physical metallurgy of aviation titanium alloy by laser welding[D]. Wuhan: Huazhong University of Science and Technology, 2005. 15]来定量、直观地表征焊缝横截面几何形状。与激光焊(未填充焊材)和激光填丝焊相比,在电弧及其与激光“协同效应”作用下,电弧主要作用于焊缝正面[ XU G X, LI P F, LI L, et al. Influence of arc power on keyhole-induced porosity in laser + GMAW hybrid welding of aluminum alloy: Numerical and experimental studies[J]. Materials, 2019, 12(8): 1328. ZHANG C, GAO M, JIANG M, et al. Effect of weld characteristic on mechanical strength of laser-arc hybrid-welded Al–Mg–Si–Mn aluminum alloy[J]. Metallurgical and Materials Transactions A, 2016, 47(11): 5438-5449. 16-17]且电弧焊缝熔宽常常远大于激光焊缝熔宽,故焊缝正面熔宽一般大于背面熔宽,即Rw<1。在激光强穿透性和“小孔效应”作用下,激光功率对焊缝背面熔宽的影响相对较大。通过固定其他焊接参数,单因素调控激光功率,从而获得不同Rw的焊缝成形。本文针对不同Rw的焊缝成形,及其与焊接接头组织和力学性能的相关性开展研究,揭示其定量影响规律,为进一步推动7050–T7451高强铝合金的工程应用提供试验基础和理论支撑。
Table 1 Chemical composition of base metal and filler wire(mass fraction)
%
材料
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
Zr
Al
7050–T7451
≤0.12
≤0.15
2.0–2.6
≤0.10
1.9–2.6
≤0.04
5.7–6.7
≤0.06
0.08–0.15
余量
ER5356
0.25
0.40
0.10
0.05–0.20
4.5~5.5
0.05–0.20
0.25
0.15
—
余量
表2 母材和焊丝的室温拉伸性能
Table 2 Tensile properties of base metal and filler wire
材料
抗拉强度Rm/MPa
屈服强度Rp0.2/MPa
断后延伸率A/%
7050–T7451
517
442
7.3
ER5356
268
152
20.5
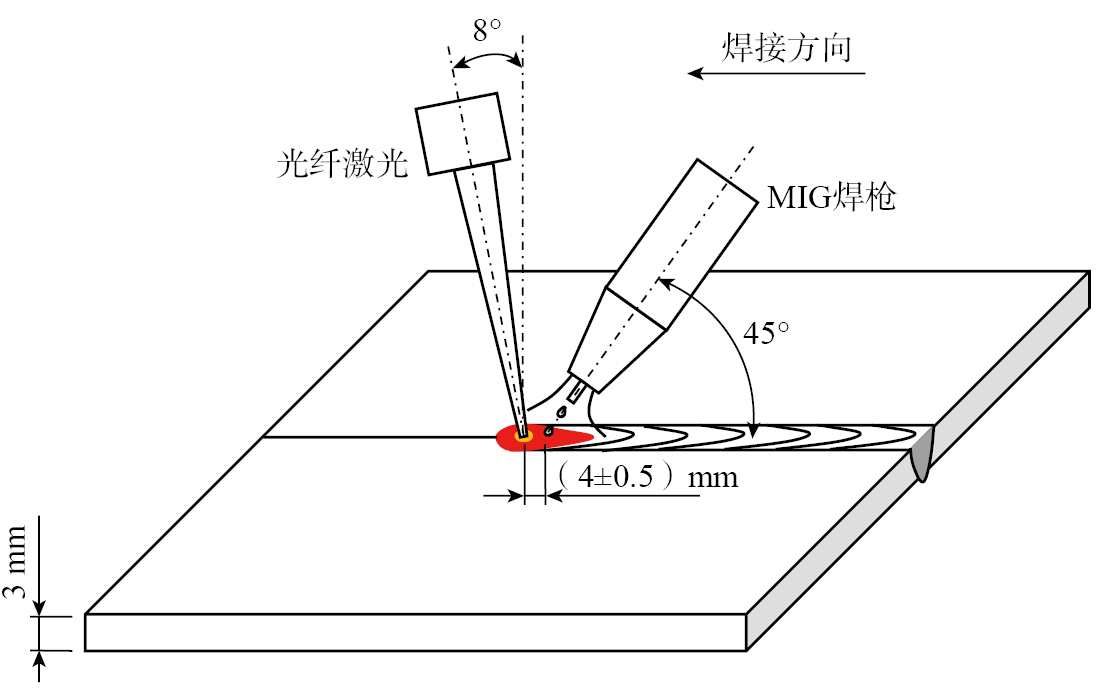
激光电弧复合焊接系统包括额定功率5 kW的光纤激光器、TPS4000型推–拉丝式铝焊专机和六轴联动焊接机械手。通过激光引导MIG电弧[ 崔丽, 贺定勇, 李晓延, 等. 焊接方向对光纤激光–MIG复合焊接钛合金焊缝成形的影响[J]. 中国激光, 2011, 38(1): 68-75.CUI Li, HE Dingyong, LI Xiaoyan, et al. Effects of welding direction on weld shape of fiber laser–MIG hybrid welded titanium alloys[J]. Chinese Journal of Lasers, 2011, 38(1): 68-75. 18]实现旁轴激光电弧复合焊接,如图1所示。激光束的中轴线逆向焊接方向偏转8°,激光束焦距为255 mm,焦斑直径为ϕ0.525 mm,焊接过程均采用零离焦。焊缝背面熔透情况来优化控制焊接热输入,获得不同的Rw,即固定焊接速度,在焊接过程中仅调节激光功率在2200~2800 W范围内,其他焊接参数(焊接速度、焊接电流、电弧电压、送丝速度以及保护气流量等)均采用前期优化工艺结果,具体参数如表3所示。
图1 复合焊接示意图
Fig.1 Schematic diagram of laser–MIG arc hybrid welding
表3 7050-T7451铝合金激光电弧复合焊接主要焊接参数
Table 3 Main welding parameters of laser arc hybrid welding of 7050–T7451 aluminum alloy
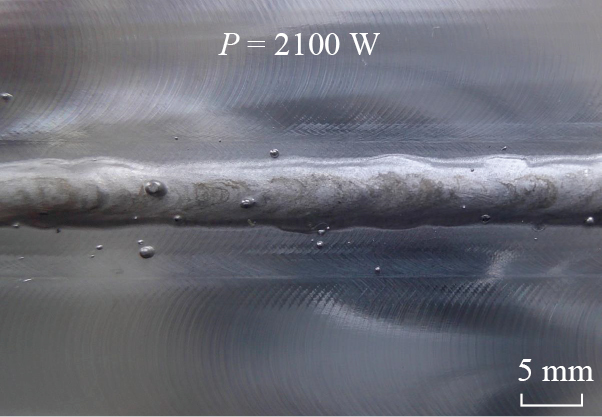
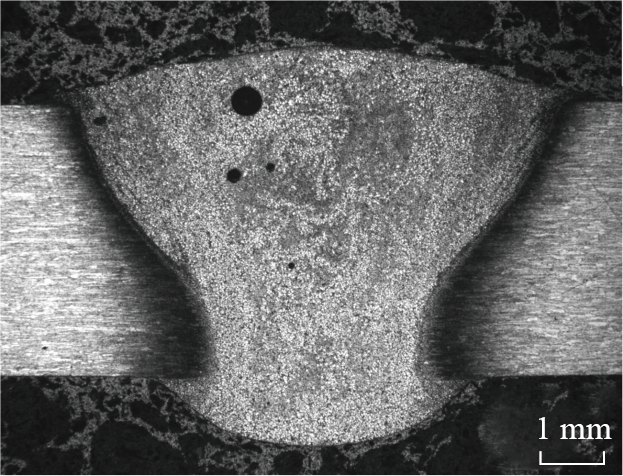
其他焊接参数不变,通过调节激光功率获得不同Rw的激光电弧复合焊缝。试验表明,当激光能量不足以动态持续稳定“焊接小孔”内的金属蒸气/等离子体压力、促使小孔闭合的表面张力以及液态熔池对小孔的重力等多重作用力平衡时,Rw≤0.60,焊缝背面熔宽的均匀性相对较差(图3),局部会产生明显的几何尺寸突变。在背面熔宽突变处,由于焊接过程中该部位熔池中的小孔瞬间失稳或闭合,导致焊缝背面熔宽不均匀且小孔底部易产生气孔,这些气孔在随后的冷却过程中无法及时逸出熔池,在对应或滞后位置的焊缝内部形成单个状气孔(图4),严重时单个状气孔的尺寸相对较大,造成焊缝质量无法稳定达到Ⅰ级质量要求[ 中国航空综合技术研究所. 铝合金激光电弧复合焊接工艺: HB/Z 20016—2012[S]. 北京: 国家国防科技工业局, 2012.AVIC China Aero-Polytechnology Establishment. Process for laser-arc hybrid welding of aluminum alloy: HB/Z 20016—2012[S]. Beijing: State Administration of Science, Technology and Industry for National Defence, 2012. 12]。
图3Rw≈0.50时的激光电弧复合焊缝背面成形
Fig.3 Back formation of laser arc hybrid welding at Rw≈0.50
图4 单个状气孔缺陷
Fig.4 Single shaped pore defect
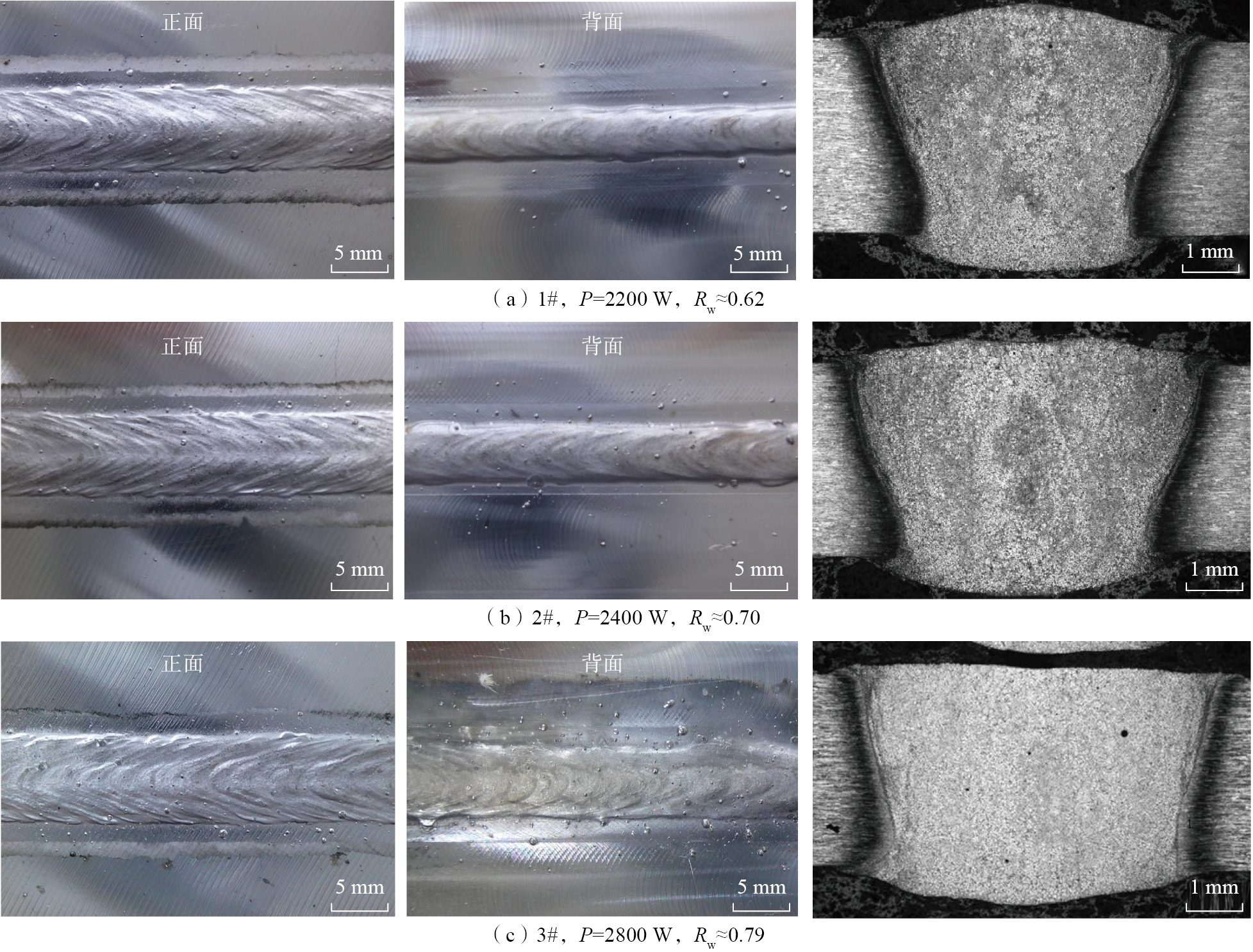
为了消除焊缝熔宽突变及其内部的单个状气孔对焊缝性能的影响,特选取正反面熔宽均匀性良好且其Rw具有明显差异的3条典型焊缝,不同Rw的宏观成形和横截面形貌如图5所示。3条焊缝成形饱满,经X射线和外观质量检验,焊接接头均符合HB/Z 20016—2012[ 中国航空综合技术研究所. 铝合金激光电弧复合焊接工艺: HB/Z 20016—2012[S]. 北京: 国家国防科技工业局, 2012.AVIC China Aero-Polytechnology Establishment. Process for laser-arc hybrid welding of aluminum alloy: HB/Z 20016—2012[S]. Beijing: State Administration of Science, Technology and Industry for National Defence, 2012. 12]的Ⅰ级质量要求。
图5 不同Rw的宏观成形和横截面形貌
Fig.5 Macroscopic formation and cross-section morphology of different Rw
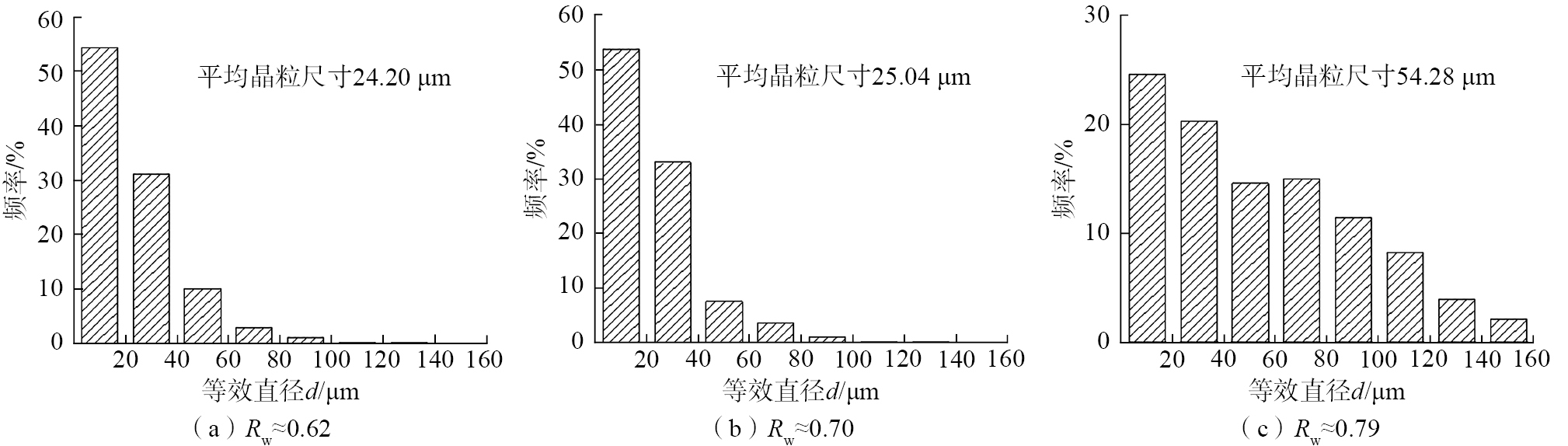
Fig.8 Grain sizes of weld seams center with different Rw
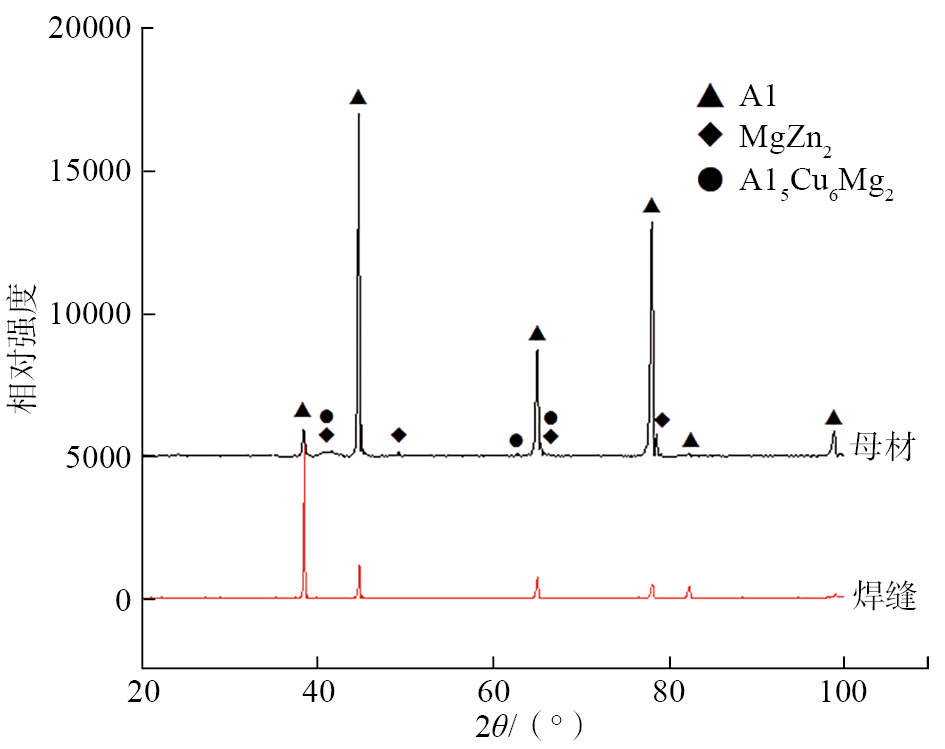
7050–T7451铝合金激光电弧复合焊接接头焊缝中心区和母材区的相组成分析结果如图9所示。在复合热源作用下,母材中原有的时效强化相MgZn2、Al5Cu6Mg2等溶解于液态熔池中,伴随着热源的远离,熔池快速凝固,这些时效强化相并未在凝固过程中充分析出,也是导致7050–T7451铝合金焊接接头出现一定程度软化现象的主要原因。为改善焊态接头软化现象,通常采用焊后热处理方法[ LIU D H, WU D J, GE C R, et al. Superior strength of laser-arc hybrid additive manufactured Al–Zn–Mg–Cu alloy enabled by a tunable microstructure[J]. Additive Manufacturing, 2023, 68: 103526. 19],促进焊接接头中时效强化相的充分析出,从而实现良好的强度恢复效果。
图9 7050–T7451铝合金焊缝区和母材区的XRD图谱
Fig.9 XRD spectrum of weld zone and base metal of 7050–T7451 aluminum alloy
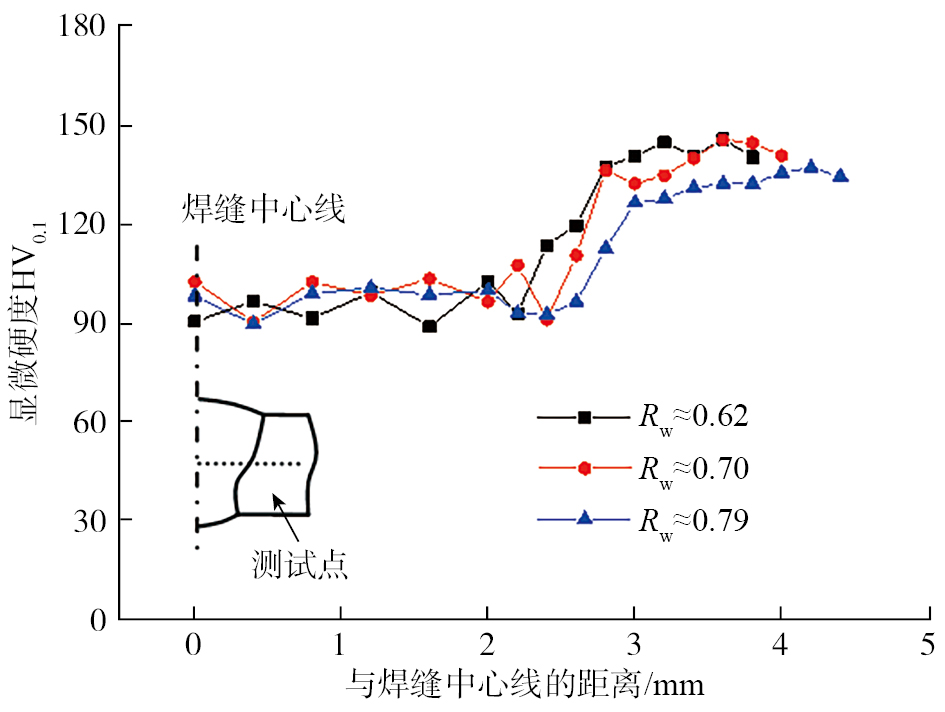
2.3 不同Rw的焊接接头硬度分布
由于焊缝熔合区附近的晶粒形态存在显著差异,显微硬度测试时该部位及其附近的测量间隔选取200 µm,而其他区域(焊缝区、HAZ和母材区)的测量间隔均选取400 µm,焊接接头横截面厚度中心方向的显微硬度分布结果如图10所示。不同焊缝Rw的焊缝中心显微硬度比较均匀,并未出现明显的硬度低谷,其差异性非常小(不超过4.7%),即焊缝中心区微观组织形态、晶粒尺寸、晶界结构等对其显微硬度的影响非常微弱。焊缝中心区平均显微硬度约为母材的67%~73%。从细晶层区至HAZ,显微硬度逐渐增高,未出现明显的硬度低谷[ 许飞, 陈俐, 芦伟, 等. 热输入对6A02铝合金光纤激光焊缝成形的影响[J]. 焊接学报, 2017, 38(8): 1203001.XU Fei, CHEN Li, LU Wei, et al. Effect of heat input on weld appearance for fiber laser welding 6A02 aluminum alloy[J]. Transactions of the China Welding Institution, 2017, 38(8): 1203001. 20],且HAZ的显微硬度与母材基本。
图10 不同Rw的焊接接头横截面横向显微硬度
Fig.10 Transverse microhardness of welded joints with different Rw
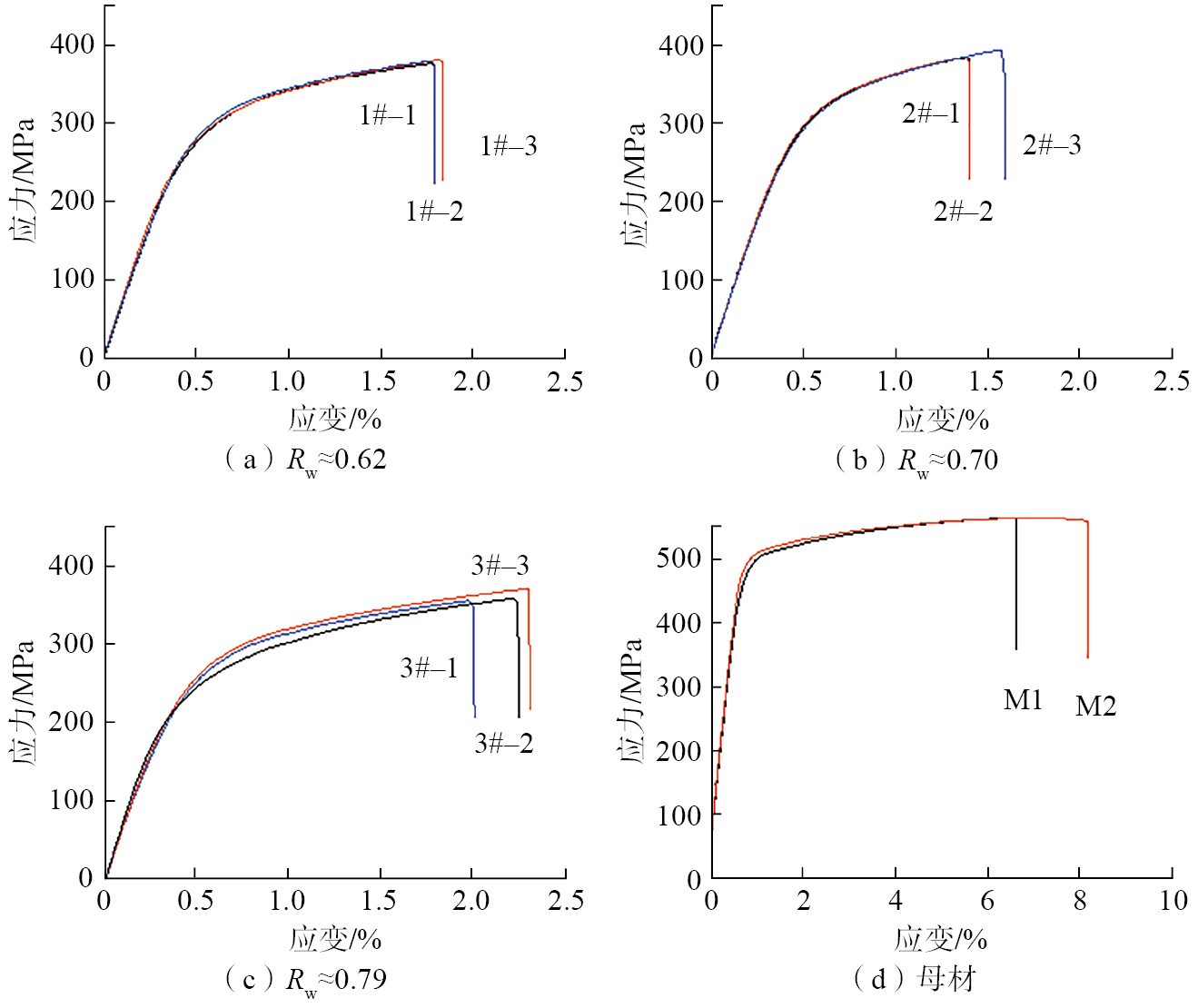
Table 5 Tensile test results of joints with different Rw and base metal
焊缝背宽比Rw
平均抗拉强度Rm /MPa
平均规定0.2%延伸强度Rp0.2 /MPa
平均断后伸长率A/%
断裂位置(3件/组)
0.62
379
307
2.2
全部熔合区附近
0.70
390
331
2.9
全部熔合区附近
0.79
370
278
2.5
全部熔合区附近
母材
517
442
7.3
——
图11 不同Rw的焊接接头和母材的应力–应变曲线
Fig.11 Stress–strain curves of base metal and welded joints with different Rw
焊接接头的拉伸性能不仅与其微观组织特征密切相关,还与焊缝横截面几何形状(即Rw)、焊接接头缺陷尺寸及分布(包括表面缺陷和内部缺陷)、显微硬度(包括强化相的析出程度)等有关。由前文分析可知,本试验条件下所选取的3条典型焊缝均达到相关Ⅰ级质量要求[ 中国航空综合技术研究所. 铝合金激光电弧复合焊接工艺: HB/Z 20016—2012[S]. 北京: 国家国防科技工业局, 2012.AVIC China Aero-Polytechnology Establishment. Process for laser-arc hybrid welding of aluminum alloy: HB/Z 20016—2012[S]. Beijing: State Administration of Science, Technology and Industry for National Defence, 2012. 12],且焊缝表面成形饱满,焊态时的焊缝区显微硬度差异不大,可以得出焊接接头拉伸性能之间的差异主要由Rw和其接头微观组织决定。当Rw约为0.62和0.70时,其焊缝中心区平均晶粒尺寸相差不大,此时Rw成为焊接接头拉伸性能的主要影响因素。当Rw为0.62时,焊缝正/背面熔宽尺寸差异显著,在拉伸过程中,受焊缝几何形状不均匀程度大的影响,焊缝中心区的塑性变形不均匀,抗变形能力差,易产生局部应力集中,从而导致焊缝强度较低。随着Rw增大,焊缝几何形状不均匀程度下降,焊接接头在拉伸过程中能够吸收更多的能量实现等轴晶之间的均匀变形,焊缝区塑性变形分布趋于均匀,接头抗变形能力提高,从而使焊接接头具有更高的抗拉强度和更优的断裂延伸率。当Rw进一步增大时,伴随着焊接热输入的增加,焊缝区晶粒异常长大,根据经典的Hall–Petch关系,其对于接头力学性能的恶化作用大于焊缝几何形状均匀度对力学性能的贡献作用,从而使焊接接头的力学性能呈现下降趋势。
时尚, 刘丰刚, 黄春平, 等. 激光复合热源焊接技术的研究进展[J]. 材料导报, 2022, 36(11): 170-177. SHIShang, LIUFenggang, HUANGChunping, et al. Research progress of laser hybrid heat source welding technology[J]. Materials Reports, 2022, 36(11): 170-177.
[8]
王龙权, 尹天天, 张岩, 等. 7xxx高强铝合金熔化焊研究进展[J].焊接,2023(8): 44-54. WANGLongquan, YINTiantian, ZHANGYan, et al. Research progress of fusion welding of 7xxx high strength aluminum alloys[J]. Welding & Joining, 2023(8): 44-54.
[9]
陈轩, 李萌蘖, 卜恒勇, 等. 7系铝合金焊接技术的研究现状及展望[J].材料导报, 2023, 37(13): 200-208. CHENXuan, LIMengnie, BUHengyong, et al. Research status and progress on the welding technologies of 7XXX series aluminum alloy[J]. Materials Reports, 2023, 37(13): 200-208.
[10]
张林. 7A52铝合金厚板激光–MIG复合焊接工艺研究[D]. 南京: 南京理工大学, 2018. ZHANGLin. Study on laser–MIG hybrid welding technology of 7A52 aluminum alloy thick plate[D]. Nanjing: Nanjing University of Science and Technology, 2018.
[11]
侯艳喜, 罗子艺, 易耀勇, 等. A7N01铝合金激光–MIG复合焊接焊缝成形与组织性能研究[J]. 激光技术, 2020, 44(3): 304-309. HOUYanxi, LUOZiyi, YIYaoyong, et al. Study on weld formation and microstructure of A7N01 aluminum alloy by hybrid laser–MIG welding[J]. Laser Technology, 2020, 44(3): 304-309.
[12]
中国航空综合技术研究所. 铝合金激光电弧复合焊接工艺: HB/Z 20016—2012[S]. 北京: 国家国防科技工业局, 2012. AVIC China Aero-Polytechnology Establishment. Process for laser-arc hybrid welding of aluminum alloy: HB/Z 20016—2012[S]. Beijing: State Administration of Science, Technology and Industry for National Defence, 2012.
许飞, 陈俐, 何恩光, 等. 2024–T4铝合金光纤激光填丝焊缝成形与组织性能的相关性[J]. 材料工程, 2017, 45(11): 90-95. XUFei, CHENLi, HEEnguang, et al. Correlation of weld appearance with microstructure and mechanical properties of 2024–T4 aluminum alloy welded by fiber laser with filler wire[J]. Journal of Materials Engineering, 2017, 45(11): 90-95.
[15]
陈俐. 航空钛合金激光焊接全熔透稳定性及其焊接物理冶金研究[D].武汉: 华中科技大学, 2005. CHENLi. Study on full penetration stability and welding physical metallurgy of aviation titanium alloy by laser welding[D]. Wuhan: Huazhong University of Science and Technology, 2005.
[16]
XUG X, LIP F, LIL, et al. Influence of arc power on keyhole-induced porosity in laser + GMAW hybrid welding of aluminum alloy: Numerical and experimental studies[J]. Materials, 2019, 12(8): 1328.
[17]
ZHANGC, GAOM, JIANGM, et al. Effect of weld characteristic on mechanical strength of laser-arc hybrid-welded Al–Mg–Si–Mn aluminum alloy[J]. Metallurgical and Materials Transactions A, 2016, 47(11): 5438-5449.
[18]
崔丽, 贺定勇, 李晓延, 等. 焊接方向对光纤激光–MIG复合焊接钛合金焊缝成形的影响[J]. 中国激光, 2011, 38(1): 68-75. CUILi, HEDingyong, LIXiaoyan, et al. Effects of welding direction on weld shape of fiber laser–MIG hybrid welded titanium alloys[J]. Chinese Journal of Lasers, 2011, 38(1): 68-75.
[19]
LIUD H, WUD J, GEC R, et al. Superior strength of laser-arc hybrid additive manufactured Al–Zn–Mg–Cu alloy enabled by a tunable microstructure[J]. Additive Manufacturing, 2023, 68: 103526.
[20]
许飞, 陈俐, 芦伟, 等. 热输入对6A02铝合金光纤激光焊缝成形的影响[J]. 焊接学报, 2017, 38(8): 1203001. XUFei, CHENLi, LUWei, et al. Effect of heat input on weld appearance for fiber laser welding 6A02 aluminum alloy[J]. Transactions of the China Welding Institution, 2017, 38(8): 1203001.