Distortion Control and Property Evaluation of In-Situ Rolling Friction Stir Welding Joints of 7075–T6 Aluminum Alloy
Citations
MENG Xiangchen, WANG Wei, XIE Yuming, et al. Distortion control and property evaluation of in-situ rolling friction stir welding joints of 7075–T6 aluminum alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 14–18.
1.State Key Laboratory of Precision Welding & Joining of Materials and Structures,Harbin Institute of Technology, Harbin150001, China
2.Zhengzhou Research Institute, Harbin Institute of Technology, Zhengzhou450046, China
3.AVIC Manufacturing Technology Institute, Beijing100024, China
4.Shanghai Aerospace Equipment Manufacturing Factory Co., Ltd., Shanghai200245, China
Citations
MENG Xiangchen, WANG Wei, XIE Yuming, et al. Distortion control and property evaluation of in-situ rolling friction stir welding joints of 7075–T6 aluminum alloy[J]. Aeronautical Manufacturing Technology, 2025, 68(9): 14–18.
Abstract
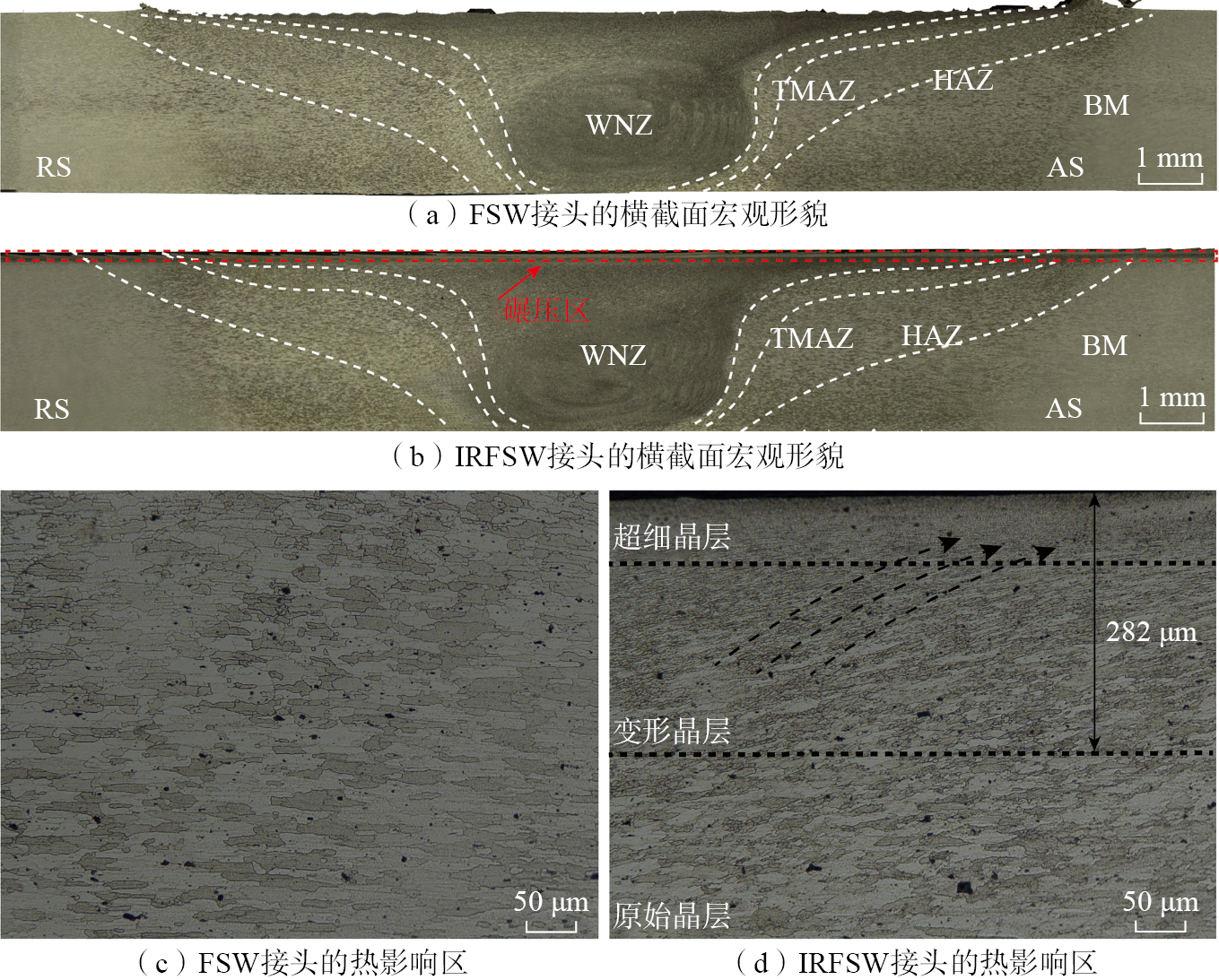
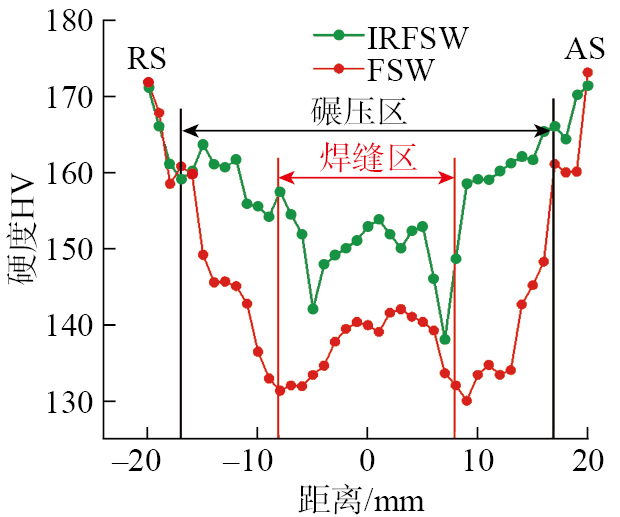
To address the deformation issue in friction stir welding (FSW) of aluminum alloy thin-walled structures, a novel method of in-situ rolling friction stir welding (IRFSW) is proposed. The effects of IRFSW on the welding distortion, microstructure and mechanical properties are studied. The results show that the IRFSW can eliminate the flash and ensure the high-quality forming of the joint. The surface grain size of IRFSW joint was obviously refined and a gradient structure with a thickness of about 282 μm was formed on the surface of the IRFSW joint. The surface microhardness of the joint was improved by grain refinement. The tensile strength of the IRFSW joint was 3.3% higher than that of conventional FSW joint. In addition, the distortion degree of IRFSW joint was reduced by 84.8% compared with conventional FSW joint.
7075铝合金属于Al–Zn–Mg–Cu系列铝合金,具有低密度、高比强度,高耐蚀和易加工等特点,广泛应用于航空航天、轨道交通等领域[ LI S S, YUE X, LI Q Y, et al. Development and applications of aluminum alloys for aerospace industry[J]. Journal of Materials Research and Technology, 2023, 27: 944-983. 1]。搅拌摩擦焊(Friction stir welding,FSW)作为一种固相焊接技术[ MENG X C, HUANG Y X, CAO J, et al. Recent progress on control strategies for inherent issues in friction stir welding[J]. Progress in Materials Science, 2021, 115: 100706. MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science and Engineering: R: Reports, 2005, 50(1–2): 1-78. 栾国红, 郭德伦. 搅拌摩擦焊技术在中国的发展和推广应用[J]. 航空制造技术, 2014, 57(17): 70-75.LUAN Guohong, GUO Delun. Development and application of friction stir welding technology in China[J]. Aeronautical Manufacturing Technology, 2014, 57(17): 70-75. 2-4],具有焊接温度低、接头性能高、绿色无污染等优势,是7075铝合金的理想焊接方法[ 卓彬, 姬书得, 王磊, 等. 焊接技术在大飞机机体研制中的应用及展望[J]. 航空制造技术, 2014, 57(17): 50-53.ZHUO Bin, JI Shude, WANG Lei, et al. Application and prospect of welding technology in lage aircraft fuselage[J]. Aeronautical Manufacturing Technology, 2014, 57(17): 50-53. MENG X C, XIE Y M, MA X T, et al. Towards friction stir remanufacturing of high-strength aluminum components[J]. Acta Metallurgica Sinica (English Letters), 2023, 36(1): 91-102. HEIDARZADEH A, MIRONOV S, KAIBYSHEV R, et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution[J]. Progress in Materials Science, 2021, 117: 100752. PADHY G K, WU C S, GAO S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review[J]. Journal of Materials Science & Technology, 2018, 34(1): 1-38. 5-8]。铝合金薄板刚性弱,易使薄壁焊接结构件变形大,大尺寸薄壁件的变形更为明显,影响结构件的尺寸精度和装配质量。为减少接头残余应力和变形,国内外学者做了大量的工作,主要集中在随焊和焊后处理的研究。Han等[ HAN W T, WAN F R, LI G, et al. Effect of trailing heat sink on residual stresses and welding distortion in friction stir welding Al sheets[J]. Science and Technology of Welding and Joining, 2011, 16(5): 453-458. 9]采用随焊激冷的方法使2024–T3和5083–H321铝合金接头峰值残余应力分别降低66%和58%,5083–H321铝合金焊件表面平整,几乎没有焊接变形。李军等[ 李军, 杨建国, 刘雪松, 等. 随焊旋转挤压控制薄板焊件应力变形新方法[J]. 机械工程学报, 2010, 46(12): 81-85.LI Jun, YANG Jianguo, LIU Xuesong, et al. New method to control residual stresses and distortion by welding with trailing rotating extrusion[J]. Journal of Mechanical Engineering, 2010, 46(12): 81-85. 10]在2 mm厚2A12–T4铝合金上用圆柱状挤压头跟随电弧对焊缝区进行旋转挤压,使焊件变形量大幅降低。Chen等[ CHEN J F, CHU J Y, JIANG W C, et al. Experimental and numerical simulation to study the reduction of welding residual stress by ultrasonic impact treatment[J]. Materials, 2020, 13(4): 837. 11]对304不锈钢进行焊后超声振动的研究,得出超声振动可以有效降低接头的残余应力。Huang等[ HUANG C C, CHUANG T H. Effects of post-weld heat treatments on the residual stress and mechanical properties of laser beam welded sae 4130 steel plates[J]. Materials and Manufanturing Processer, 1997, 12(5): 779-797. 12]研究表明焊后热处理可以释放接头的残余应力,降低焊接变形,但会对接头强度造成一定损伤。He等[ HE Y Z, WANG D P, WANG Y, et al. Correction of buckling distortion by ultrasonic shot peening treatment for 5A06 aluminum alloy welded structure[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(6): 1531-1537. 13]对5A06铝合金进行焊后超声喷丸矫正焊接失稳变形的研究,经过超声喷丸处理后的接头焊接变形量得到显著改善。以上调控接头残余应力和焊接变形的措施,在一定程度上有效,但通常须增加额外的生产成本和工序。英国学者Wen等[ WEN S W, COLEGROVE P A, WILLIAMS S W, et al. Rolling to control residual stress and distortion in friction stir welds[J]. Science and Technology of Welding and Joining, 2010, 15(6): 440-447. 14]在搅拌头的尾部跟随一个碾压轮,对焊缝及近焊缝区进行碾压,也达到了降低接头残余应力和焊接变形的目的。但是受限于碾压盘的设计,对于结构复杂工件焊接变形和残余应力的调控难以适用。
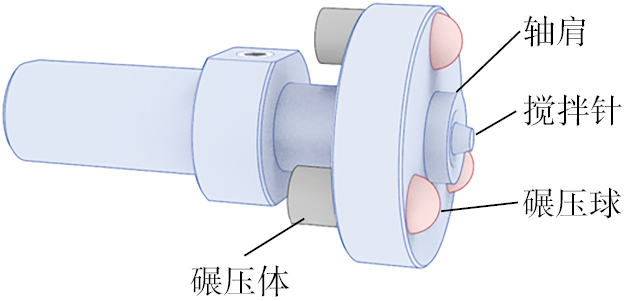
本文提出了一种新的随焊碾压搅拌摩擦方法(In-situ rolling friction stir welding,IRFSW),通过设计新的随焊碾压焊具,在焊接时对未完全冷却的接头进行同步碾压,以此对接头残余应力和微观组织进行调控,改善接头焊接变形和力学性能;同时开展了接头成形、微观组织、焊接变形和力学性能的研究,为铝合金薄壁结构搅拌摩擦焊变形控制提供技术支持。
采用Keller试剂(2.5 mL HNO3+1.5 mL HCl+1 mL HF+95 mL H2O)对抛光后的金相试样进行腐蚀,腐蚀时间为15 s;使用超景深显微镜(型号VHX–1000E,基恩士公司)观察接头横截面宏观形貌及各微区组织;采用电子万能材料试验机(型号UTM5000,深圳三思纵横股份有限公司)进行常温拉伸性能测试,拉伸速度为1 mm/min,为保证数据的可靠性,取3个样品测试其平均值;接头横截面的典型位置显微硬度分布特征采用数字式显微硬度仪(型号HXD–1000TM,上海准权仪器设备有限公司)表征,测试位置为距离接头上表层200 μm处,加载载荷为200 g,保载时间为15 s。
Fig.3 Macrostructures and microstructures of joints under the two welding processes
2.3 焊接变形
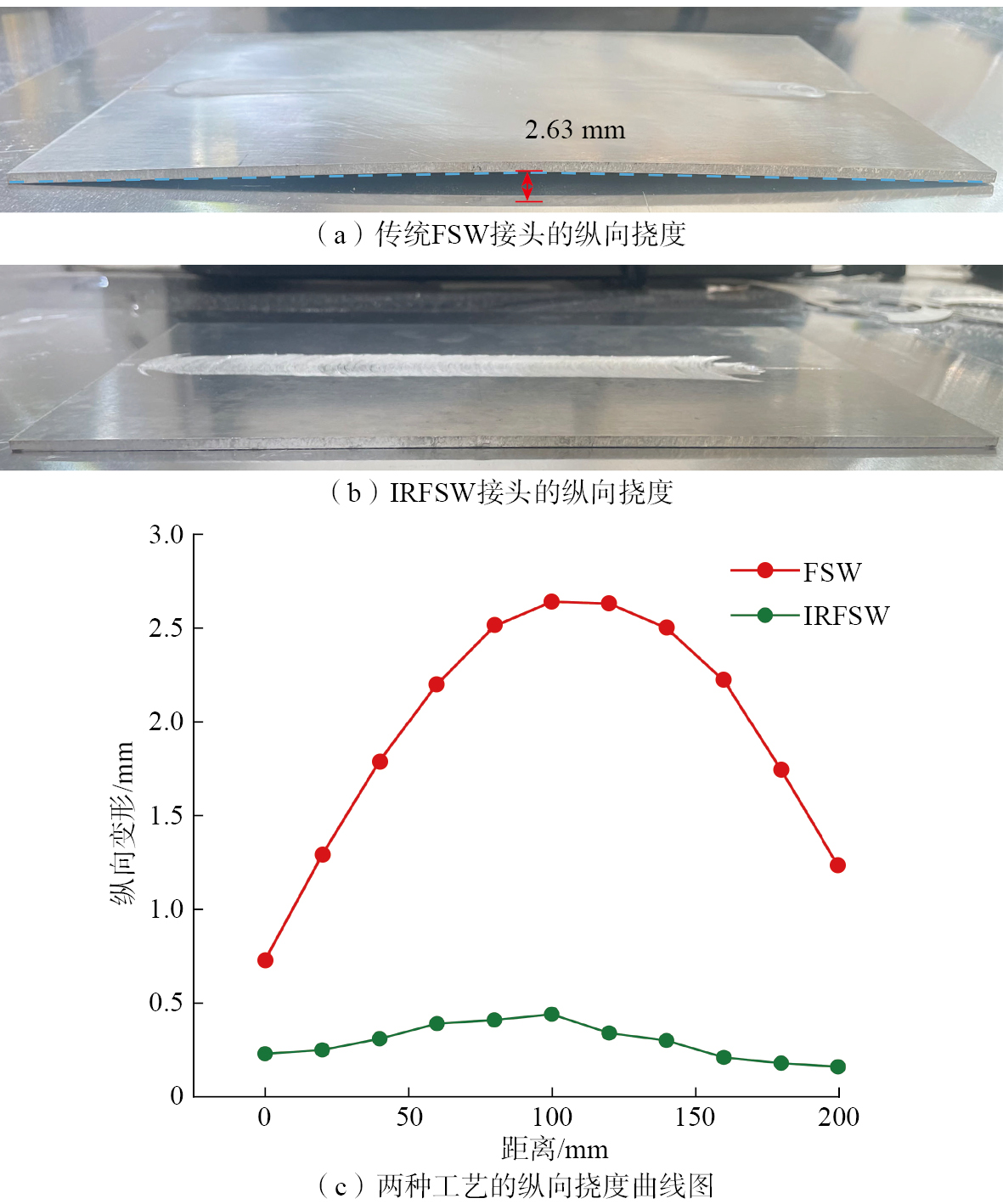
图4为两种工艺对接头纵向挠度的影响。由图4(a)和(b)可见,传统FSW接头发生明显的焊接变形,而IRFSW接头几乎无焊接变形。由图4(c)可见,IRFSW方法可以将接头的最大纵向挠度由常规FSW焊接的2.63 mm降至0.4 mm,最大纵向挠度降低了约84.8%。IRFSW方法通过设计新的随焊碾压焊具,将碾压球安装在焊具上,尽可能缩短焊具搅拌针与碾压球的距离,保证在焊接时碾压球同步碾压,而此时接头仍处于未完全冷却状态。据文献[ ZHANG L, ZHONG H L, LI S C, et al. Microstructure, mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061–T6 aluminum alloy[J]. International Journal of Fatigue, 2020, 135: 105556. 15]可知搅拌摩擦焊的接头应力状态为拉应力。在焊接过程中碾压球直接作用于焊缝和近焊缝区,对未完全冷却的接头进行碾压处理,接头表层发生强塑性变形,产生充分的纵向拉伸塑性应变,补偿在热膨胀过程中产生的压缩塑性应变,从而降低焊缝及其邻近区域的纵向残余拉应力水平,达到减少接头焊接变形的目的[ 李军, 杨建国, 刘雪松, 等. 随焊旋转挤压控制薄板焊件应力变形新方法[J]. 机械工程学报, 2010, 46(12): 81-85.LI Jun, YANG Jianguo, LIU Xuesong, et al. New method to control residual stresses and distortion by welding with trailing rotating extrusion[J]. Journal of Mechanical Engineering, 2010, 46(12): 81-85. 10]。
图4 不同工艺的接头纵向变形结果
Fig.4 Longitudinal distortion results of the joint under different welding processes
Fig.5 Microhardness distribution of the joint surface layer
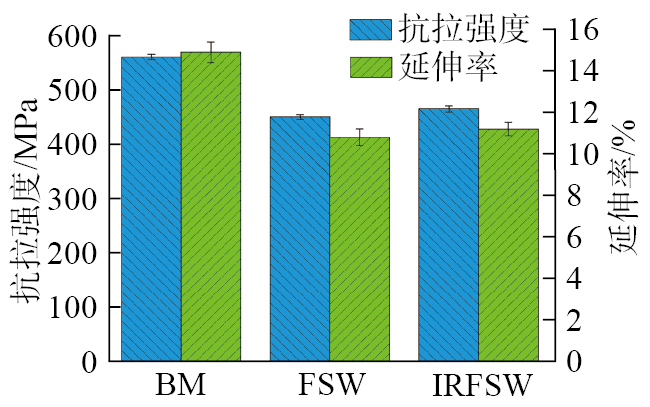
图6为两种工艺的接头拉伸性能。传统FSW接头最大抗拉强度和延伸率为(450±5)MPa和(10.8%±0.4%)。IRFSW接头的最大抗拉强度和延伸率分别为(465±6)MPa 和(11.2%±0.3%),其最大抗拉强度达到了母材的82.8%,相比传统FSW接头,最大抗拉强度提高了15 MPa(提升3.3%),延伸率提高了0.4%,随焊碾压方法实现了强度和塑性倒置关系的解耦。分析IRFSW工艺对接头强度–塑性的解耦的原因:梯度结构材料在拉伸过程中首先内部粗晶产生塑性变形,进一步加载,塑性变形向晶粒尺寸小的方向(原始晶层–变形晶层–超细晶层)渐进有序积累,使得相邻不同尺寸晶粒的内应力得到释放,抑制应变局域化。IRFSW工艺产生的梯度结构表层与塑性较好的内部粗晶的良好变形协调过程,使表面超细晶粒结构的应变局域化和裂纹萌生被抑制,从而使得IRFSW接头具有良好的强塑性匹配[ LEE H H, YOON J I, PARK H K, et al. Unique microstructure and simultaneous enhancements of strength and ductility in gradient-microstructured Cu sheet produced by single-roll angular-rolling[J]. Acta Materialia, 2019, 166: 638-649. WU S W, WANG G, WANG Q, et al. Enhancement of strength-ductility trade-off in a high-entropy alloy through a heterogeneous structure[J]. Acta Materialia, 2019, 165: 444-458. 16-17]。
LIS S, YUEX, LIQ Y, et al. Development and applications of aluminum alloys for aerospace industry[J]. Journal of Materials Research and Technology, 2023, 27: 944-983.
[2]
MENGX C, HUANGY X, CAOJ, et al. Recent progress on control strategies for inherent issues in friction stir welding[J]. Progress in Materials Science, 2021, 115: 100706.
[3]
MISHRAR S, MAZ Y. Friction stir welding and processing[J]. Materials Science and Engineering: R: Reports, 2005, 50(1–2): 1-78.
[4]
栾国红, 郭德伦. 搅拌摩擦焊技术在中国的发展和推广应用[J]. 航空制造技术, 2014, 57(17): 70-75. LUANGuohong, GUODelun. Development and application of friction stir welding technology in China[J]. Aeronautical Manufacturing Technology, 2014, 57(17): 70-75.
[5]
卓彬, 姬书得, 王磊, 等. 焊接技术在大飞机机体研制中的应用及展望[J]. 航空制造技术, 2014, 57(17): 50-53. ZHUOBin, JIShude, WANGLei, et al. Application and prospect of welding technology in lage aircraft fuselage[J]. Aeronautical Manufacturing Technology, 2014, 57(17): 50-53.
[6]
MENGX C, XIEY M, MAX T, et al. Towards friction stir remanufacturing of high-strength aluminum components[J]. Acta Metallurgica Sinica (English Letters), 2023, 36(1): 91-102.
[7]
HEIDARZADEHA, MIRONOVS, KAIBYSHEVR, et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution[J]. Progress in Materials Science, 2021, 117: 100752.
[8]
PADHYG K, WUC S, GAOS. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review[J]. Journal of Materials Science & Technology, 2018, 34(1): 1-38.
[9]
HANW T, WANF R, LIG, et al. Effect of trailing heat sink on residual stresses and welding distortion in friction stir welding Al sheets[J]. Science and Technology of Welding and Joining, 2011, 16(5): 453-458.
[10]
李军, 杨建国, 刘雪松, 等. 随焊旋转挤压控制薄板焊件应力变形新方法[J]. 机械工程学报, 2010, 46(12): 81-85. LIJun, YANGJianguo, LIUXuesong, et al. New method to control residual stresses and distortion by welding with trailing rotating extrusion[J]. Journal of Mechanical Engineering, 2010, 46(12): 81-85.
[11]
CHENJ F, CHUJ Y, JIANGW C, et al. Experimental and numerical simulation to study the reduction of welding residual stress by ultrasonic impact treatment[J]. Materials, 2020, 13(4): 837.
[12]
HUANGC C, CHUANGT H. Effects of post-weld heat treatments on the residual stress and mechanical properties of laser beam welded sae 4130 steel plates[J]. Materials and Manufanturing Processer, 1997, 12(5): 779-797.
[13]
HEY Z, WANGD P, WANGY, et al. Correction of buckling distortion by ultrasonic shot peening treatment for 5A06 aluminum alloy welded structure[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(6): 1531-1537.
[14]
WENS W, COLEGROVEP A, WILLIAMSS W, et al. Rolling to control residual stress and distortion in friction stir welds[J]. Science and Technology of Welding and Joining, 2010, 15(6): 440-447.
[15]
ZHANGL, ZHONGH L, LIS C, et al. Microstructure, mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061–T6 aluminum alloy[J]. International Journal of Fatigue, 2020, 135: 105556.
[16]
LEEH H, YOONJ I, PARKH K, et al. Unique microstructure and simultaneous enhancements of strength and ductility in gradient-microstructured Cu sheet produced by single-roll angular-rolling[J]. Acta Materialia, 2019, 166: 638-649.
[17]
WUS W, WANGG, WANGQ, et al. Enhancement of strength-ductility trade-off in a high-entropy alloy through a heterogeneous structure[J]. Acta Materialia, 2019, 165: 444-458.