Separation Method of Completely Adaptive Empirical Mode Decomposition and Wavelet Threshold Transform for Spindle Thermal Error of CNC Machine Tool
Citations
CHEN Geng, DING Qiangqiang, SU Zhe, et al. Separation method of completely adaptive empirical mode decomposition and wavelet threshold transform for spindle thermal error of CNC machine tool[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 104–114.
图1 主轴误差
图2 五点法安装示意图[ International Organization for Standardization. ISO 230–3: 2020—Test code for machine tools—Part 3: Determination of thermal effects[S]. Geneva: ISO, 2020. 24]
1.School of Mechanical Engineering, Inner Mongolia University of Technology, Hohhot010051, China
2.Tarim University, Alaer843300, China
3.Inner Mongolia Key Laboratory of Robotics and Intelligent Equipment Technology, Inner Mongolia University of Technology, Hohhot010051, China
Citations
CHEN Geng, DING Qiangqiang, SU Zhe, et al. Separation method of completely adaptive empirical mode decomposition and wavelet threshold transform for spindle thermal error of CNC machine tool[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 104–114.
Abstract
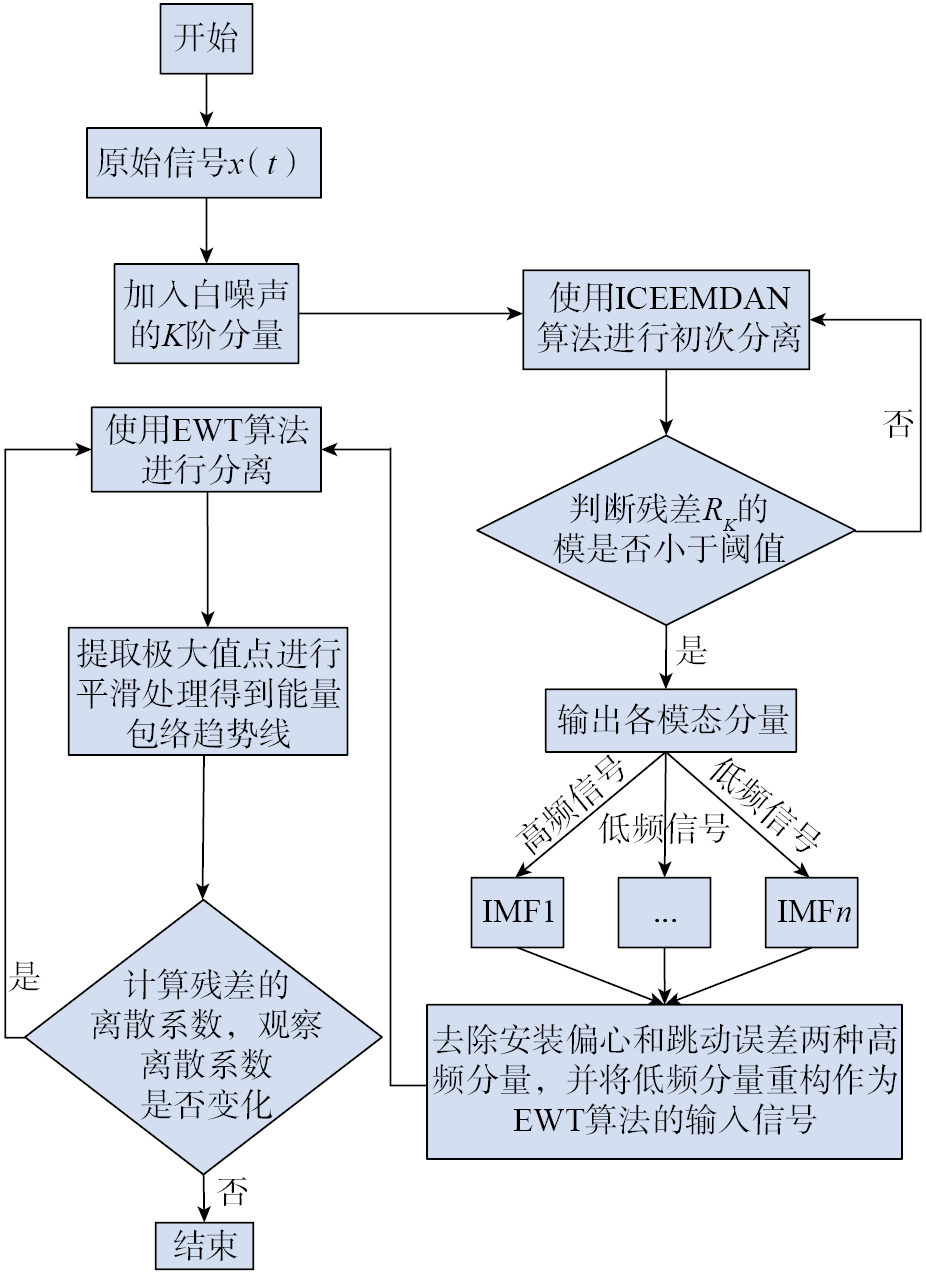
Thermal error of spindle of the CNC machine tool is one of the main factors affecting machining accuracy of the machine tool. In order to improve accuracy of the thermal error measurement and reduce the measurement technology requirements, a thermal error information separation method of machine tool based on the improved complete ensemble empirical mode decomposition with adaptive noise (ICEEMDAN) and empirical wavelet transform (EWT) is proposed. Firstly, the original signal is decomposed using the ICEEMDAN algorithm, the obtained low-frequency modal components are reconstructed and used as input of the EWT algorithm for decomposition, and the discrete coefficients are used to evaluate the decomposition effect of each iteration of the EWT algorithm. Secondly, accuracy of the ICEEMDAN–EWT algorithm was verified by decomposing a set of simulated signals, and root mean square error (RMSE) of the algorithm was reduced by 5.2% compared with the ICEEMDAN algorithm. Finally, experiments were conducted on a CKA6 163A machine tool to identify thermal errors using the five-point method, comparing the ICEEMDAN–EWT separation algorithm with the Fourier transform (FFT) algorithm. The experimental results show that compared with the FFT algorithm, the Pearson correlation of the five thermal deformation signals and machine tool temperature obtained by ICEEMDAN–EWT algorithm is improved by 3.8% and the Spearman correlation improved by 6.6%, indicating the proposed method is with higher accuracy.
作为制造业生产的“母机”,机床的发展程度直接影响着国家工业的发展水平。随着加工精度的不断提高,对机床主轴热误差的控制也越来越重要。相关研究表明,热误差占机床总误差的比例高达40%~70%[ HONNUNGAR S S, PRABHU RAJA V, THYLA P R, et al.Indian and international scenario on research in thermal error minimization in CNC machine tool[J]. Applied Mechanics and Materials, 2011, 110–116: 1799–1807. SHI H, XIAO Y, MEI X S, et al. Thermal error modeling of machine tool based on dimensional error of machined parts in automatic production line[J]. ISA Transactions, 2023, 135: 575–584. 田春苗, 季泽平, 阿勇嘎, 等. 基于GA–ACO–BP网络的机床主轴热误差预测[J]. 制造技术与机床, 2022(9): 153–161.TIAN Chunmiao, JI Zeping, A Yongga, et al. Thermal error prediction of machine tool spindle based on GA–ACO–BP network[J]. Manufacturing Technology & Machine Tool, 2022(9): 153–161. 1-3],且机床精度越高,受热误差的影响越严重。因此,减小热误差的影响对提高数控机床加工精度具有重要意义。
热误差补偿是一种经济、有效的减小热误差影响的方法[ 吕学祜, 郭前建, 王昊天, 等. 数控机床误差补偿关键技术综述[J]. 航空制造技术, 2022, 65(11): 104–111, 119.LÜ Xuehu, GUO Qianjian, WANG Haotian, et al. Summary of key technologies for error compensation of CNC machine tools[J]. Aeronautical Manufacturing Technology, 2022, 65(11): 104–111, 119. 杜柳青, 李仁杰, 余永维. 基于注意力机制的时空卷积数控机床热误差模型研究[J]. 农业机械学报, 2021, 52(5): 404–411.DU Liuqing, LI Renjie, YU Yongwei. Spatiotemporal convolution thermal error model of CNC machine tools based on attention mechanism[J]. Transactions of the Chinese Society for Agricultural Machinery, 2021, 52(5): 404–411. 4-5]。误差补偿法主要分为4步:误差测量、温度测量点优化、热误差建模及热误差补偿[ ZHANG H N, XIANG S T, LIU C, et al. Reverse identification of dynamic and static motion errors for five-axis machine based on specimen feature decomposition[J]. ISA Transactions, 2023, 134: 302–311. DU L Q, LV F L, LI R J, et al. Thermal error compensation method for CNC machine tools based on deep convolution neural network[J]. Journal of Physics: Conference Series, 2021, 1948(1): 012165. 李媛, 曲航, 戴野, 等. 电主轴热误差补偿技术的研究进展[J]. 航空制造技术, 2022, 65(11): 87–97, 103.LI Yuan, QU Hang, DAI Ye, et al. Research advances in thermal error compensation technology for motorized spindle[J]. Aeronautical Manufacturing Technology, 2022, 65(11): 87–97, 103. 6-8]。其中,误差测量的准确度决定了后续优化、建模及补偿的准确性,是整个补偿方法中最重要的步骤。热误差测量方面,主轴热误差的测量方法包括三点法、五点法、激光干涉仪、球杆仪等[ FU G Q, ZHENG Y, ZHOU L F, et al. Look-ahead prediction of spindle thermal errors with on-machine measurement and the cubic exponential smoothing-unscented Kalman filtering-based temperature prediction model of the machine tools[J]. Measurement, 2023, 210: 112536. FAN K C, WANG H, SHIOU F J, et al. Design analysis and applications of a 3D laser ball bar for accuracy calibration of multiaxis machines[J]. Journal of Manufacturing Systems, 2004, 23(3): 194–203. 王建臣, 林思琦, 沈雨欣, 等. 数控机床主轴热误差测点优化及建模技术研究[J]. 航空制造技术, 2019, 62(6): 41–46, 59.WANG Jianchen, LIN Siqi, SHEN Yuxin, et al. Measurement point optimization and modeling techniques of spindle thermal error for CNC machine tool[J]. Aeronautical Manufacturing Technology, 2019, 62(6): 41–46, 59. 9-11]。三点法只能测量单一径向的热偏移和热倾斜的混合热误差,目前使用较少;五点法是在三点法的基础上增加两个传感器,可以多测量主轴的两项热倾斜误差[ 刘阔, 韩伟, 王永青, 等. 数控机床进给轴热误差补偿技术研究综述[J]. 机械工程学报, 2021, 57(3): 156–173.LIU Kuo, HAN Wei, WANG Yongqing, et al. Review on thermal error compensation for feed axes of CNC machine tools[J]. Journal of Mechanical Engineering, 2021, 57(3): 156–173. 房芳, 吴铖洋, 项四通. 基于热图像的数控机床主轴径向热误差建模方法[J]. 机械设计与研究, 2020, 36(5): 142–145, 151.FANG Fang, WU Chengyang, XIANG Sitong. Spindle radial thermal error modeling method based on thermal image[J]. Machine Design & Research, 2020, 36(5): 142–145, 151. 冯晓冰, 杜正春, 葛广言, 等. 基于在机测量的薄壁件加工综合误差建模与补偿[J]. 航空制造技术, 2022, 65(6): 14–20.FENG Xiaobing, DU Zhengchun, GE Guangyan, et al. Comprehensive error modeling and compensation in manufacturing of thin-walled parts based on on-machine measurement[J]. Aeronautical Manufacturing Technology, 2022, 65(6): 14–20. 12-14]。热误差建模方面,常用的误差信号分离方法有独立分量分析、主成分分析、小波变换、自适应滤波等。李艳等[ 李艳, 梁亮, 李英浩, 等. 数控车床主轴热变形检测及回转精度评定[J]. 中国机械工程, 2015, 26(12): 1611–1615.LI Yan, LIANG Liang, LI Yinghao, et al. Thermal error measurement and rotation accuracy evaluation of CNC lathe spindle[J]. China Mechanical Engineering, 2015, 26(12): 1611–1615. 15]利用傅里叶变换(FFT)误差分离方法,从传感器测得的信号中分离出多种误差影响因素,从而得到精确的主轴回转热误差信息。Yang等[ YANG J, ZHANG D S, FENG B, et al. Thermal-induced errors prediction and compensation for a coordinate boring machine based on time series analysis[J]. Mathematical Problems in Engineering, 2014, 2014(1): 784218. 16]指出三点法只能测量单一径向的绝对热变形误差,而不能获得热倾角误差。李健隽等[ 李健隽, 袁江. 主轴径向跳动热误差测量与分离[J]. 中国计量, 2020(5): 111–114.LI Jianjun, YUAN Jiang. Measurement and separation of thermal error of spindle radial runout[J]. China Metrology, 2020(5): 111–114. 17]提出一种从机床主轴径向跳动误差测量数据中分离热误差分量的方法,基于四点误差分离原理分离出圆度误差和回转误差分量从而获得热误差。刘向勇等[ 刘向勇, 魏海翔, 黄伟白, 等. 基于改进蚁群算法的主轴回转圆度误差四点法分离技术[J]. 机电工程技术, 2023, 52(7): 234–238.LIU Xiangyong, WEI Haixiang, HUANG Weibai, et al. A four-point separation technology of spindle rotation roundness error based on improved ant colony algorithm[J]. Mechanical & Electrical Engineering Technology, 2023, 52(7): 234–238. 18]通过理论分析构建四点法误差测量分离技术的数学模型,以提高回转误差的分离精度。康婷等[ 康婷, 曹宏瑞. 切削工况下机床主轴回转精度动态预测方法[J]. 机械工程学报, 2020, 56(17): 240–248.KANG Ting, CAO Hongrui. Dynamic prediction method for machine tool spindle rotational accuracy under cutting condition[J]. Journal of Mechanical Engineering, 2020, 56(17): 240–248. 19]提出一种基于动力学模型的主轴回转精度动态预测方法,通过建立主轴系统动力学模型,实现主轴振动响应和径向回转误差的动态预测。Kong等[ KONG G, ZONG Z J, YANG J Z, et al. Roundness error separation based on singularity detection and exact-stop of spindle in on-machine measurement of spindle rotation error[J]. Mechanical Systems and Signal Processing, 2022, 171: 108647. 20]提出一种基于主轴奇点检测和精确停止的圆度误差分离方法,利用被测运动的同步运动分离圆度误差,提高了主轴不同角度位置圆度误差测量的准确性。Baek等[ BAEK S W, HWANG I O, CHO N G. Measurement of five-degrees-of-freedom spindle error motion using multi probe error separation[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2021, 235(9): 1373–1383. 21]采用基于傅里叶模型的多探头误差分离技术(MPES)来分离形状误差信号,该技术可以防止谐波失真的发生,提高采集数据的准确度。Anandan等[ ANANDAN K P, OZDOGANLAR O B. A multi-orientation error separation technique for spindle metrology of miniature ultra-high-speed spindles[J]. Precision Engineering, 2016, 43: 119–131. 22]提出了单探头多方向技术来消除径向测量中的形状误差,从而获得微型电主轴的径向主轴误差。
但根据误差信号特征进行误差分离的方法会因为外部因素的影响,导致分离获得的误差数据准确度下降。而使用多个传感器或调整传感器的使用方式来避免或分离出无关因素的方法,只能从测量数据中分离出具有固定频率或范围的误差,无法分离出随机误差(如跳动误差等)。热误差补偿方面,陈岳坪等[ 陈岳坪, 谌炎辉, 汤慧, 等. 基于经验模态分解方法的曲面加工误差补偿[J]. 计算机集成制造系统, 2019, 25(10): 2616–2622.CHEN Yueping, CHEN Yanhui, TANG Hui, et al. Compensation for machining errors of surfaces based on empirical mode decomposition[J]. Computer Integrated Manufacturing Systems, 2019, 25(10): 2616–2622. 23]采用误差补偿技术对曲面的加工误差进行补偿,通过对加工误差进行经验模态分解,最终分解出系统误差和随机误差;曲面零件的加工试验表明,补偿加工后的曲面精度提高了86.0%。
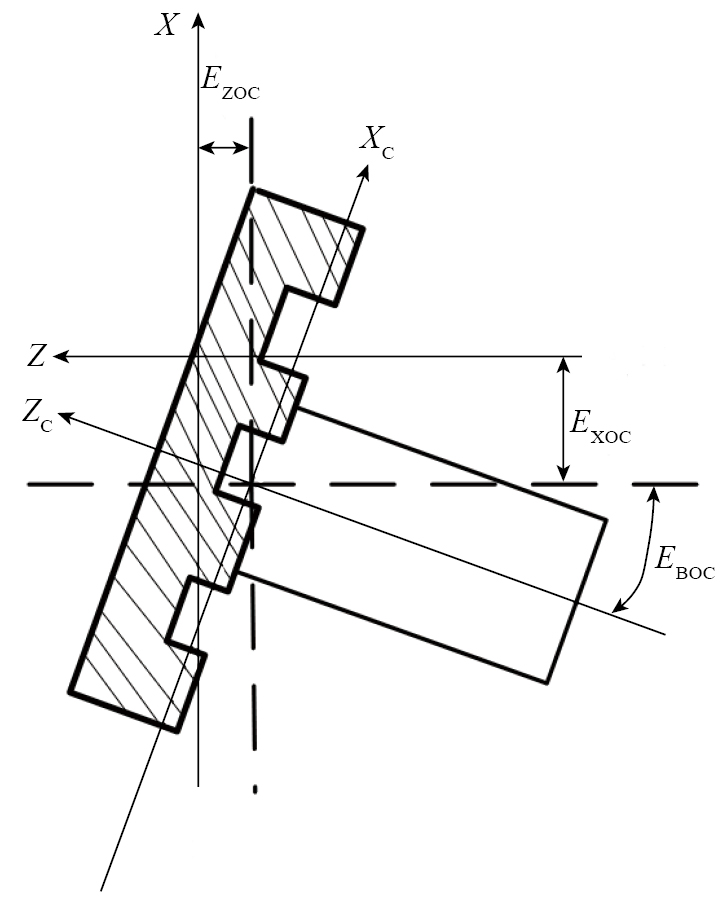
根据ISO 230–3:2020[ International Organization for Standardization. ISO 230–3: 2020—Test code for machine tools—Part 3: Determination of thermal effects[S]. Geneva: ISO, 2020. 24]中的定义,主轴热误差主要包括热伸长误差EZOC1,热偏移误差EXOC1、EYOC1,以及热倾斜误差EAOC1、EBOC1,如图1所示。
图1 主轴误差
Fig.1 Spindle error
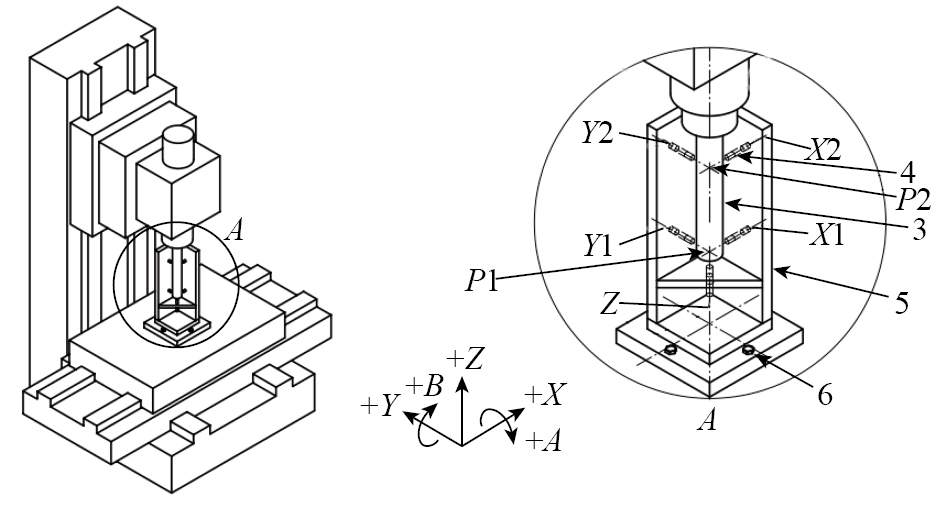
五点法是一种常用的主轴热误差测量方法,五点法测量的轴向误差一般包含主轴的轴向窜动,径向误差一般包含安装偏心和跳动误差。为了保证热误差测量的准确性,需要从获取的位移信号中分离出轴向窜动、安装偏心和跳动误差。图2为机床主轴五点法安装示意图[ International Organization for Standardization. ISO 230–3: 2020—Test code for machine tools—Part 3: Determination of thermal effects[S]. Geneva: ISO, 2020. 24]。
图2 五点法安装示意图[ International Organization for Standardization. ISO 230–3: 2020—Test code for machine tools—Part 3: Determination of thermal effects[S]. Geneva: ISO, 2020. 24]
Fig.2 Installation diagram of five-point method[ International Organization for Standardization. ISO 230–3: 2020—Test code for machine tools—Part 3: Determination of thermal effects[S]. Geneva: ISO, 2020. 24]
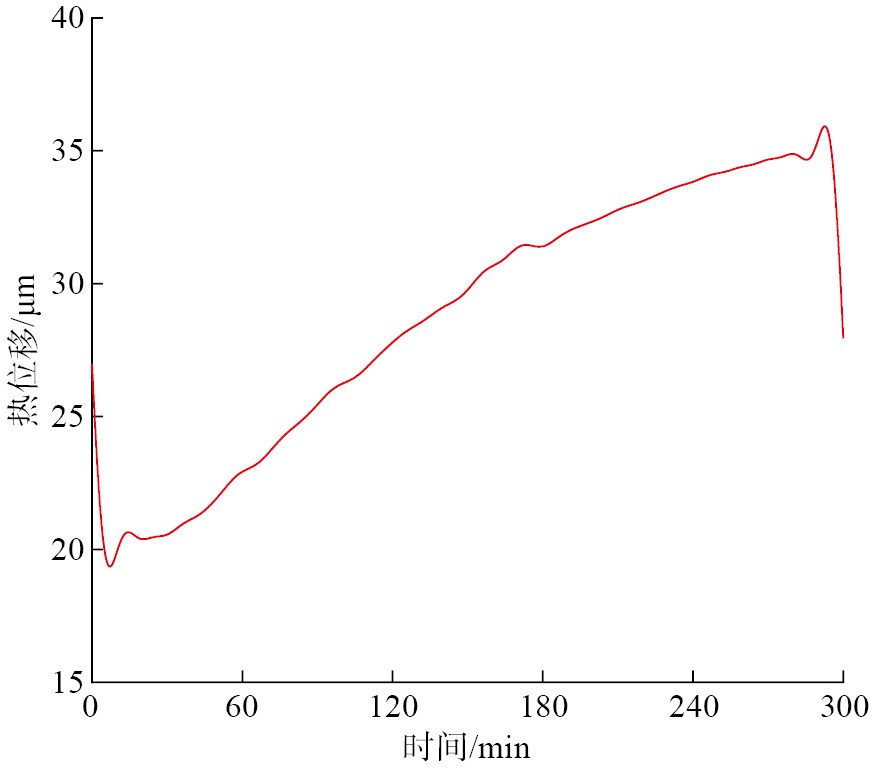
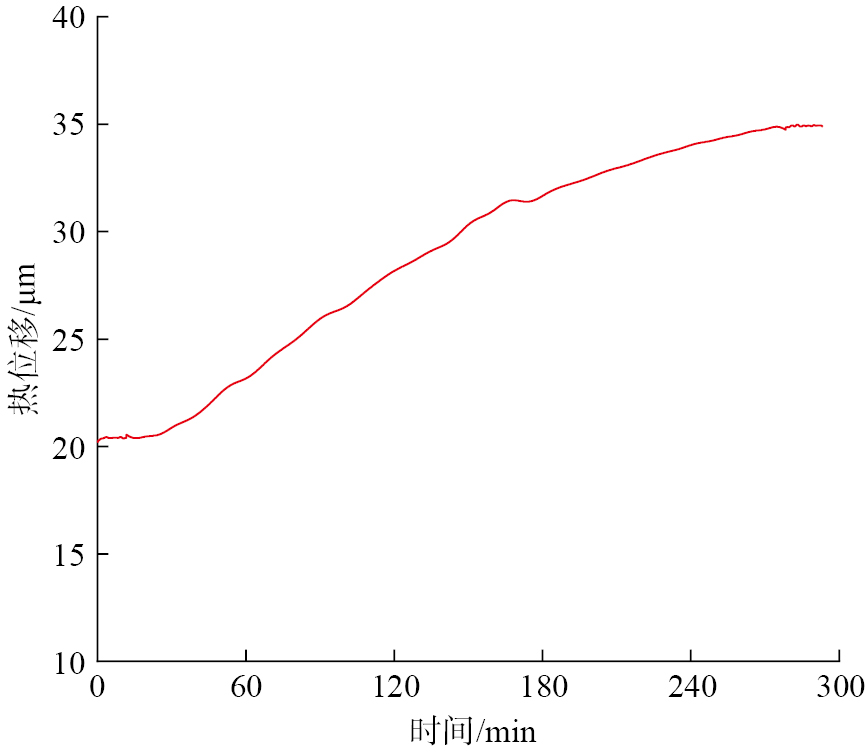
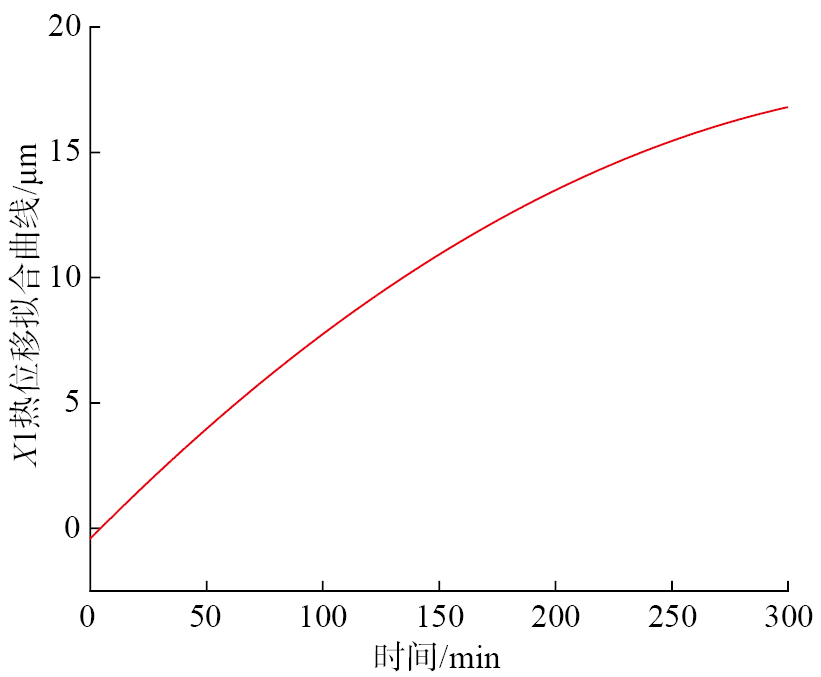
由图16可知,X1热位移信号的两端出现很明显的扭曲,这是由于边界效应影响,在信号两端分离效果较差导致出现严重模态混叠引起的。对产生边界效应的部分进行反复分解处理直到不再变化后,截取处理后整体信号的第2 min和最后1 min的数据,处理后的X1热位移如图17所示。可以看出,处理后的热位移信号变化趋势较为平缓。根据研究可知,热变形引起的位移变化,理论上应是连续且平滑的曲线[ 赵万芹, 刘昊栋, 施虎. 机床热特性研究[J]. 科学技术与工程, 2021, 21(7): 2563–2574.ZHAO Wanqin, LIU Haodong, SHI Hu. Research on the thermal characteristics of machine tools[J]. Science Technology and Engineering, 2021, 21(7): 2563–2574. 25],表明使用ICEEMDAN–EWT算法分离的热位移信号与预期结果相符。
图17 消除边界影响的X1热位移信号
Fig.17X1 thermal displacement signal after elimination of boundary effect
Fig.21 Thermal error identification curve by traditionalfive-point method
3.2 FFT信号分析
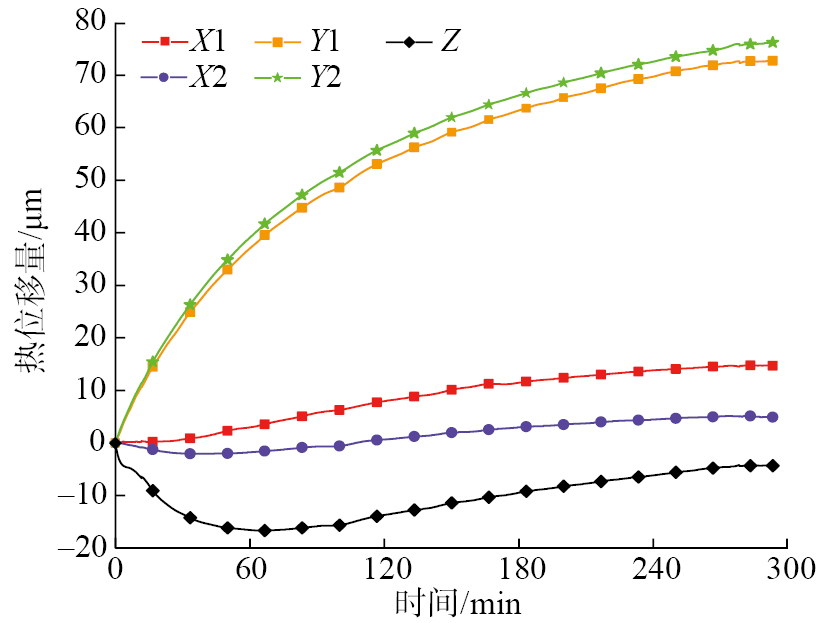
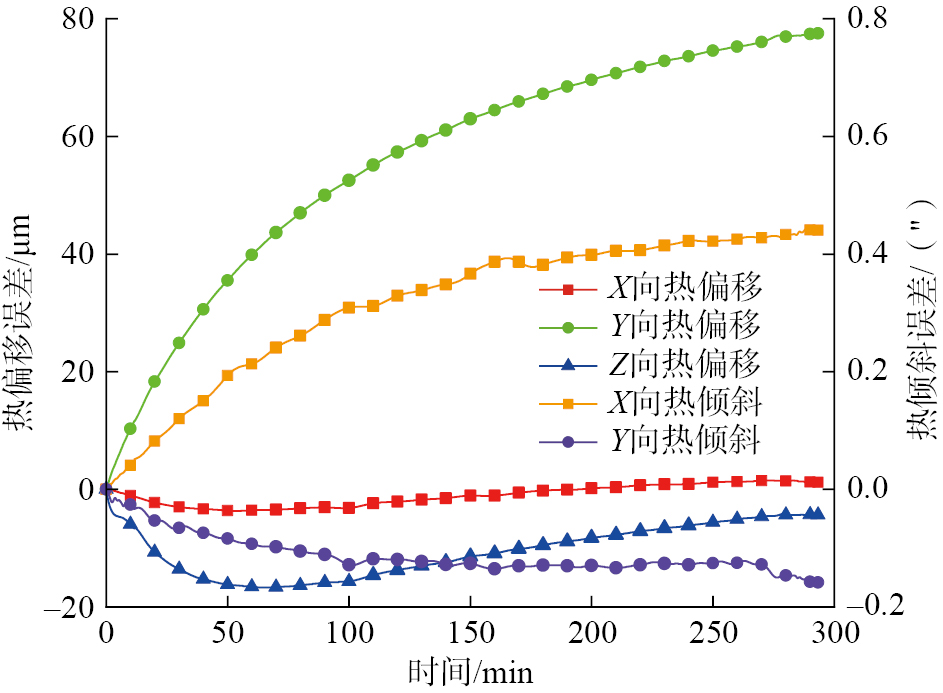
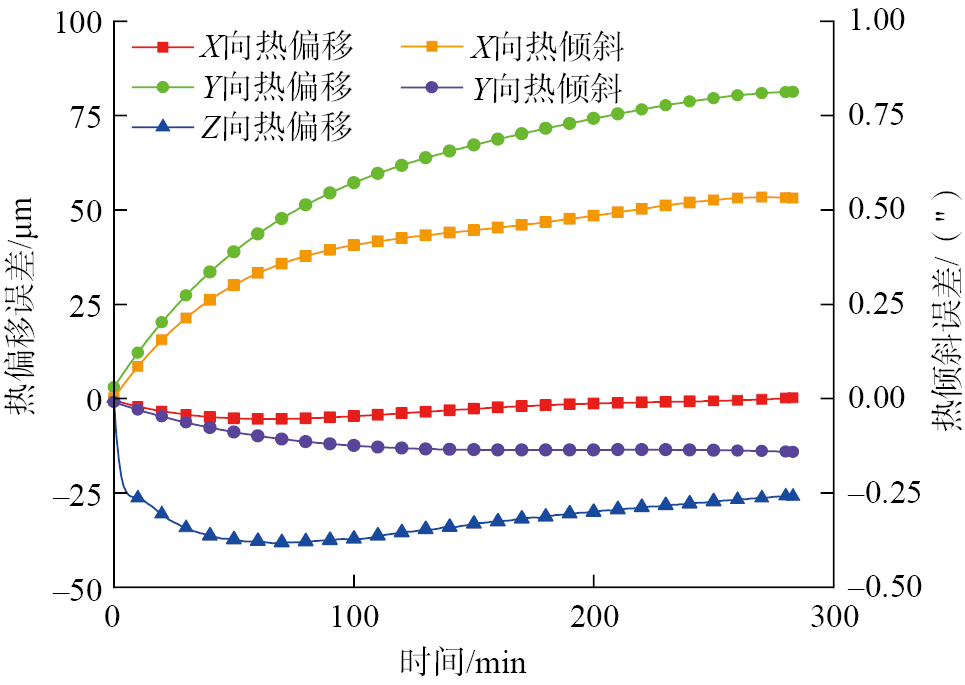
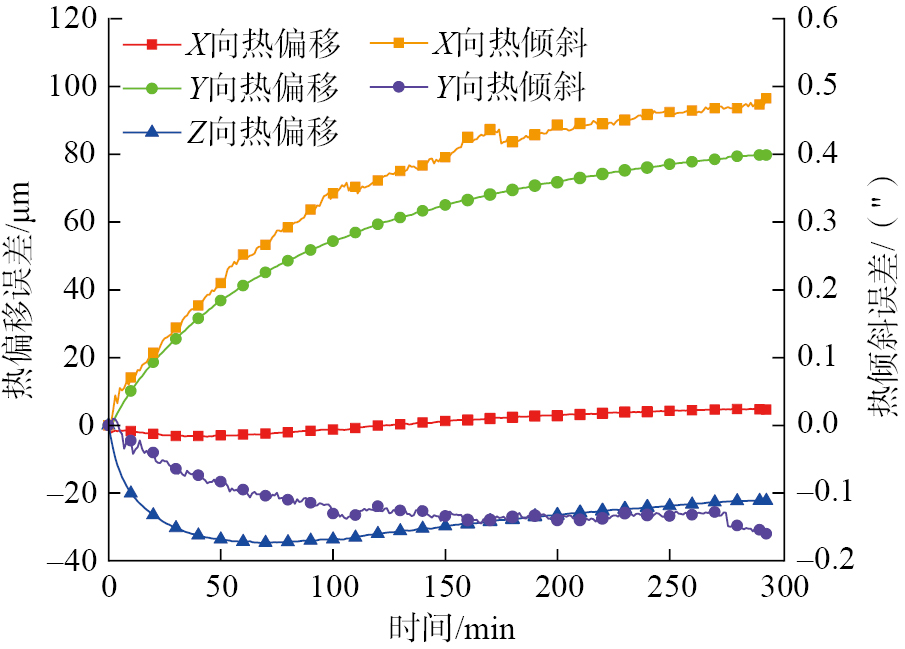
利用FFT方法对图11中的位移数据进行分析[ 李艳, 梁亮, 李英浩, 等. 数控车床主轴热变形检测及回转精度评定[J]. 中国机械工程, 2015, 26(12): 1611–1615.LI Yan, LIANG Liang, LI Yinghao, et al. Thermal error measurement and rotation accuracy evaluation of CNC lathe spindle[J]. China Mechanical Engineering, 2015, 26(12): 1611–1615. 15],并采用五点法误差辨识方法计算5项热误差,结果如图22所示。与ICEEMDAN–EWT算法的热误差辨识曲线(图19)不同,FFT法的热误差辨识结果中,X向热倾斜误差的变化最大。
图22 FFT法的热误差辨识曲线
Fig.22 Thermal error identification curve by FFT method
3.3 分离效果评估
Pearson和Spearman相关性分析方法是根据误差和温度数据间的变化趋势来计算二者间的相关性,相关性数值在–1~1之间。相关性越高,数值越接近1;相关性越低,数值越接近–1。使用Pearson和Spearman相关性分析方法计算图19、21和22的5项热误差数据与15个温度数据的整体相关性,结果如表4所示。根据热传导和热变形机理,相关性越高表明所分离的热误差数据越准确[ 赵万芹, 刘昊栋, 施虎. 机床热特性研究[J]. 科学技术与工程, 2021, 21(7): 2563–2574.ZHAO Wanqin, LIU Haodong, SHI Hu. Research on the thermal characteristics of machine tools[J]. Science Technology and Engineering, 2021, 21(7): 2563–2574. 25]。
表4 3种方法的热误差和温度相关性
Table 4 Correlation between thermal displacement andtemperature of the three methods
HONNUNGARS S, PRABHU RAJAV, THYLAP R, et al.Indian and international scenario on research in thermal error minimization in CNC machine tool[J]. Applied Mechanics and Materials, 2011, 110–116: 1799–1807.
[2]
SHIH, XIAOY, MEIX S, et al. Thermal error modeling of machine tool based on dimensional error of machined parts in automatic production line[J]. ISA Transactions, 2023, 135: 575–584.
[3]
田春苗, 季泽平, 阿勇嘎, 等. 基于GA–ACO–BP网络的机床主轴热误差预测[J]. 制造技术与机床, 2022(9): 153–161. TIANChunmiao, JIZeping, AYongga, et al. Thermal error prediction of machine tool spindle based on GA–ACO–BP network[J]. Manufacturing Technology & Machine Tool, 2022(9): 153–161.
[4]
吕学祜, 郭前建, 王昊天, 等. 数控机床误差补偿关键技术综述[J]. 航空制造技术, 2022, 65(11): 104–111, 119. LÜXuehu, GUOQianjian, WANGHaotian, et al. Summary of key technologies for error compensation of CNC machine tools[J]. Aeronautical Manufacturing Technology, 2022, 65(11): 104–111, 119.
[5]
杜柳青, 李仁杰, 余永维. 基于注意力机制的时空卷积数控机床热误差模型研究[J]. 农业机械学报, 2021, 52(5): 404–411. DULiuqing, LIRenjie, YUYongwei. Spatiotemporal convolution thermal error model of CNC machine tools based on attention mechanism[J]. Transactions of the Chinese Society for Agricultural Machinery, 2021, 52(5): 404–411.
[6]
ZHANGH N, XIANGS T, LIUC, et al. Reverse identification of dynamic and static motion errors for five-axis machine based on specimen feature decomposition[J]. ISA Transactions, 2023, 134: 302–311.
[7]
DUL Q, LVF L, LIR J, et al. Thermal error compensation method for CNC machine tools based on deep convolution neural network[J]. Journal of Physics: Conference Series, 2021, 1948(1): 012165.
[8]
李媛, 曲航, 戴野, 等. 电主轴热误差补偿技术的研究进展[J]. 航空制造技术, 2022, 65(11): 87–97, 103. LIYuan, QUHang, DAIYe, et al. Research advances in thermal error compensation technology for motorized spindle[J]. Aeronautical Manufacturing Technology, 2022, 65(11): 87–97, 103.
[9]
FUG Q, ZHENGY, ZHOUL F, et al. Look-ahead prediction of spindle thermal errors with on-machine measurement and the cubic exponential smoothing-unscented Kalman filtering-based temperature prediction model of the machine tools[J]. Measurement, 2023, 210: 112536.
[10]
FANK C, WANGH, SHIOUF J, et al. Design analysis and applications of a 3D laser ball bar for accuracy calibration of multiaxis machines[J]. Journal of Manufacturing Systems, 2004, 23(3): 194–203.
[11]
王建臣, 林思琦, 沈雨欣, 等. 数控机床主轴热误差测点优化及建模技术研究[J]. 航空制造技术, 2019, 62(6): 41–46, 59. WANGJianchen, LINSiqi, SHENYuxin, et al. Measurement point optimization and modeling techniques of spindle thermal error for CNC machine tool[J]. Aeronautical Manufacturing Technology, 2019, 62(6): 41–46, 59.
[12]
刘阔, 韩伟, 王永青, 等. 数控机床进给轴热误差补偿技术研究综述[J]. 机械工程学报, 2021, 57(3): 156–173. LIUKuo, HANWei, WANGYongqing, et al. Review on thermal error compensation for feed axes of CNC machine tools[J]. Journal of Mechanical Engineering, 2021, 57(3): 156–173.
冯晓冰, 杜正春, 葛广言, 等. 基于在机测量的薄壁件加工综合误差建模与补偿[J]. 航空制造技术, 2022, 65(6): 14–20. FENGXiaobing, DUZhengchun, GEGuangyan, et al. Comprehensive error modeling and compensation in manufacturing of thin-walled parts based on on-machine measurement[J]. Aeronautical Manufacturing Technology, 2022, 65(6): 14–20.
[15]
李艳, 梁亮, 李英浩, 等. 数控车床主轴热变形检测及回转精度评定[J]. 中国机械工程, 2015, 26(12): 1611–1615. LIYan, LIANGLiang, LIYinghao, et al. Thermal error measurement and rotation accuracy evaluation of CNC lathe spindle[J]. China Mechanical Engineering, 2015, 26(12): 1611–1615.
[16]
YANGJ, ZHANGD S, FENGB, et al. Thermal-induced errors prediction and compensation for a coordinate boring machine based on time series analysis[J]. Mathematical Problems in Engineering, 2014, 2014(1): 784218.
[17]
李健隽, 袁江. 主轴径向跳动热误差测量与分离[J]. 中国计量, 2020(5): 111–114. LIJianjun, YUANJiang. Measurement and separation of thermal error of spindle radial runout[J]. China Metrology, 2020(5): 111–114.
[18]
刘向勇, 魏海翔, 黄伟白, 等. 基于改进蚁群算法的主轴回转圆度误差四点法分离技术[J]. 机电工程技术, 2023, 52(7): 234–238. LIUXiangyong, WEIHaixiang, HUANGWeibai, et al. A four-point separation technology of spindle rotation roundness error based on improved ant colony algorithm[J]. Mechanical & Electrical Engineering Technology, 2023, 52(7): 234–238.
[19]
康婷, 曹宏瑞. 切削工况下机床主轴回转精度动态预测方法[J]. 机械工程学报, 2020, 56(17): 240–248. KANGTing, CAOHongrui. Dynamic prediction method for machine tool spindle rotational accuracy under cutting condition[J]. Journal of Mechanical Engineering, 2020, 56(17): 240–248.
[20]
KONGG, ZONGZ J, YANGJ Z, et al. Roundness error separation based on singularity detection and exact-stop of spindle in on-machine measurement of spindle rotation error[J]. Mechanical Systems and Signal Processing, 2022, 171: 108647.
[21]
BAEKS W, HWANGI O, CHON G. Measurement of five-degrees-of-freedom spindle error motion using multi probe error separation[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2021, 235(9): 1373–1383.
[22]
ANANDANK P, OZDOGANLARO B. A multi-orientation error separation technique for spindle metrology of miniature ultra-high-speed spindles[J]. Precision Engineering, 2016, 43: 119–131.
[23]
陈岳坪, 谌炎辉, 汤慧, 等. 基于经验模态分解方法的曲面加工误差补偿[J]. 计算机集成制造系统, 2019, 25(10): 2616–2622. CHENYueping, CHENYanhui, TANGHui, et al. Compensation for machining errors of surfaces based on empirical mode decomposition[J]. Computer Integrated Manufacturing Systems, 2019, 25(10): 2616–2622.
[24]
International Organization for Standardization. ISO 230–3: 2020—Test code for machine tools—Part 3: Determination of thermal effects[S]. Geneva: ISO, 2020.
[25]
赵万芹, 刘昊栋, 施虎. 机床热特性研究[J]. 科学技术与工程, 2021, 21(7): 2563–2574. ZHAOWanqin, LIUHaodong, SHIHu. Research on the thermal characteristics of machine tools[J]. Science Technology and Engineering, 2021, 21(7): 2563–2574.