Residual Stress Analysis and Process Optimization of High-Speed Milling for Deformation Control of Thin-Walled Parts
Citations
GUO Jianye, MAO Yiying, GAO Shishi, et al. Residual stress analysis and process optimization of high-speed milling for deformation control of thin-walled parts[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 86–95.
Residual Stress Analysis and Process Optimization of High-Speed Milling for Deformation Control of Thin-Walled Parts
GUO Jianye
MAO Yiying
GAO Shishi
HOU Ning
Shenyang Aerospace University, Shenyang110136, China
Citations
GUO Jianye, MAO Yiying, GAO Shishi, et al. Residual stress analysis and process optimization of high-speed milling for deformation control of thin-walled parts[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 86–95.
Abstract
Residual stress generated during the cutting process is one of the main factors causing deformation of thin-walled parts. The selection of cutting parameters has a direct impact on residual stress. By analyzing the variation law of residual stress and selecting cutting parameters reasonably, surface residual stress of the workpiece after cutting can be reduced, ultimately achieving the goal of controlling the degree of deformation of thin-walled parts and ensuring machining accuracy. Researches have been conducted on certain aspects, including change laws and influences of cutting force, cutting temperature and residual stress on the forming qualities of thin-walled parts. Based on previous studies, this paper proposed an improved algorithm to analyze the residual stress and optimize the process during formation of the thin-walled parts. Firstly based on McDowell model, this study established a theoretical model for three-dimensional residual stress, and analyzed the influence of spindle speed, feed rate per tooth and axial cutting depth on residual stress under high-speed cutting conditions through milling simulation; the results showed that the feed rate per tooth had the greatest impact on residual stress. Then based on the theoretical model and simulation analysis results, with the optimization objective of reducing residual stress and simultaneously increasing material removal rate, the Pareto simulated annealing algorithm was used for dual objective optimization of cutting parameters, and a set of optimal solutions was obtained. Finally, the optimization results were verified through milling experiments, and results showed that the error rate between residual stress values solved by the optimization algorithm and those measured by the experiment was within a reasonable range, indicating reliability of the optimization results and feasibility of the optimization algorithm.
Keywords
High-speed cutting; Titanium alloy; Cutting parameters; Residual stress; Process optimization;
钛合金切削性能差、导热系数低、易加工硬化[ NORIHIKO N. High-speed machining of titanium alloy[J]. Chinese Journal of Mechanical Engineering (English Edition), 2002, 15: 109. 1]等特点导致该材料工件在加工过程中极易产生变形。特别是对于薄壁件而言,其结构刚度较低,在切削力等因素的影响下易发生变形[ 安乐. 基于加工变形的薄壁零件侧铣铣削力理论建模[D]. 大连: 大连理工大学, 2013.AN Le. Establishment of the peripheral milling force theory model based on the deformation during machining process[D]. Dalian: Dalian University of Technology, 2013. 2];同时经过刀具切削加工后,工件内部的应力平衡被破坏,导致残余应力在薄壁件中被重新分布,并引起部分弹性恢复,进一步加剧工件的变形程度[ TANG J Q, DENG C Y, CHEN X H, et al. Analysis and optimization of milling deformations of TC4 alloy thin-walled parts based on finite element simulations[J]. Machines, 2023, 11(6): 628. 3]。其中,切削过程直接导致的工件变形可以通过改变切削力大小和改进工艺方案等措施得到有效控制,但残余应力所引起的工件变形效果更长久,影响过程更复杂。切削参数对残余应力的产生有直接作用,通过优化切削参数来减小残余应力,进而实现有效控制薄壁件变形的研究具有一定的实际意义。
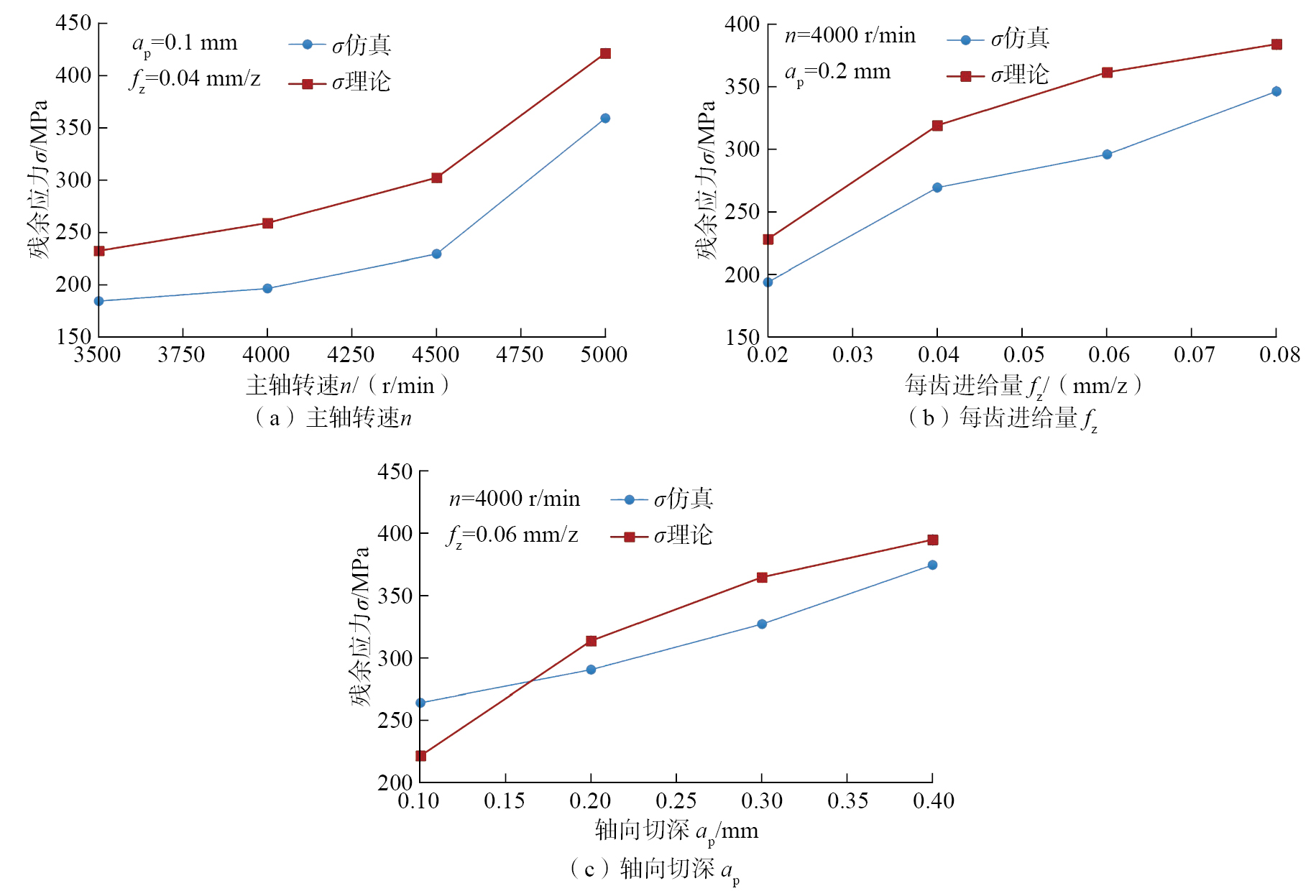
近年来,针对钛合金高速切削性能的研究已成为国内外学者广泛关注的热点,研究内容涵盖了切削力、切削温度和工件表面残余应力等关键指标的变化规律及对加工质量的影响机理。Wang等[ WANG B, LIU Z Q, CAI Y K, et al. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review[J]. International Journal of Machine Tools and Manufacture, 2021, 166: 103744. 4]总结了高速切削过程中残余应力的变化规律,研究结果表明,在切削速度较小时,工件表面存在残余压应力;随着切削速度的提高,残余压应力逐渐转变为残余拉应力并先增大后减小,进而推测出当切削速度提升至某一较高值时,残余拉应力可以保持较小值或者再次转变为残余压应力。Cheng等[ CHENG M H, JIAO L, YAN P, et al. Prediction of surface residual stress in end milling with Gaussian process regression[J]. Measurement, 2021, 178: 109333. 5]基于高斯过程回归建立了一种表面残余应力预测模型,发现相对于切削速度和切削深度而言,进给量对表面残余应力的影响较大。Rao等[ RAO B, DANDEKAR C R, SHIN Y C. An experimental and numerical study on the face milling of Ti–6Al–4V alloy: Tool performance and surface integrity[J]. Journal of Materials Processing Technology, 2011, 211(2): 294–304. 6]认为进给量对残余应力的产生起到重要作用,并在试验中发现,切削速度对残余应力没有显著影响。Wang等[ WANG J T, ZHANG D H, WU B H, et al. Prediction of distortion induced by machining residual stresses in thin-walled components[J]. The International Journal of Advanced Manufacturing Technology, 2018, 95(9): 4153–4162. 7]通过充分的切削试验,建立了不同切削条件下残余应力的经验模型和预测薄壁件最终变形的修正有限元模型。Denkena等[ DENKENA B, NESPOR D, BÖß V, et al. Residual stresses formation after re-contouring of welded Ti–6Al–4V parts by means of 5-axis ball nose end milling[J]. CIRP Journal of Manufacturing Science and Technology, 2014, 7(4): 347–360. 8]发现平均切削速度和切削深度对残余应力影响不显著。周俊等[ 周俊, 舒林森. 高速铣削参数对镍基激光熔覆合金表面粗糙度和残余应力的影响[J]. 工具技术, 2022, 56(8): 45–48.ZHOU Jun, SHU Linsen. Effect of high speed milling parameters on surface roughness and residual stress of nickel base laser cladding alloy[J]. Tool Engineering, 2022, 56(8): 45–48. 9]利用单因素试验法,以表面粗糙度和残余应力为评价指标,研究分析了高速铣削时铣削深度、进给量和主轴转速对镍基熔覆合金表面粗糙度和残余应力的影响规律,结果表明,材料的表面粗糙度随着切削深度和进给量的增大而增大,随着主轴转速的增大而减小,表面残余应力对铣削深度和进给量较为敏感,而对主轴转速的敏感性较低。楚满福等[ 楚满福, 高军, 郑光明, 等. 高速铣削铁基高温合金表面加工硬化及残余应力研究[J]. 组合机床与自动化加工技术, 2019(8): 8–11.CHU Manfu, GAO Jun, ZHENG Guangming, et al. Surface work-hardening and residual stress in high-speed milling of iron-based superalloy[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2019(8): 8–11. 10]采用两种硬质合金涂层刀具进行高速干铣削试验,发现残余应力在进给方向和切削方向上主要表现为拉应力,切削速度、每齿进给量、切削深度对残余应力的影响均较大。Shan等[ SHAN C W, ZHANG M H, ZHANG S N, et al. Prediction of machining-induced residual stress in orthogonal cutting of Ti6Al4V[J]. The International Journal of Advanced Manufacturing Technology, 2020, 107(5): 2375–2385. 11]提出了一种正交切削加工残余应力的预测模型,考虑了机械应力和热应力,研究结果表明,残余应力随切削力和切削温度的增加而增大。Zawada-Michałowska等[ ZAWADA-MICHAŁOWSKA M, PIEŚKO P, MRÓWKA-NOWOTNIK G, et al. Effect of the technological parameters of milling on residual stress in the surface layer of thin-walled plates[J]. Materials, 2024, 17(5): 1193. 12]研究了铣削工艺参数对铝合金薄壁板表面层残余应力的影响,发现残余应力仅随切削速度的增加而增大到某个极值点,切削速度在750~900 m/min时,残余应力显著降低,这可能是由于铣削过程已进入高速切削范围,并且该推论与切削力表现出来的特征相符合。Zheng等[ ZHENG Y Y, TIAN Y Z, MA J J, et al. Residual stress formation mechanism considering cutting energy in milling of 7075 aluminum alloy[J]. The International Journal of Advanced Manufacturing Technology, 2024, 131(5): 3039–3055. 13]提出了一种考虑铣削过程中能量转换的机械加工诱导残余应力分析模型,将残余应力值引入应变能模型中,并分析了有效切削功与单位时间内应变储能之间的功能转换关系。Lu等[ LU X H, XV G, CONG C, et al. Residual stress prediction of micro-milling Inconel 718 thin-walled parts[J]. The International Journal of Advanced Manufacturing Technology, 2024, 133(3): 1305–1316. 14]使用ABAQUS软件进行了有限元微铣削薄壁零件的仿真,基于仿真结果建立了加工表面残余应力预测模型,通过试验发现,残余应力的预测值与实测值在各方向上的平均相对误差均小于20%,验证了该模型的有效性和可靠性。
残余应力对加工工件的加工质量和疲劳寿命具有重要影响。在切削过程中,引发工件内部不均匀塑性变形和弹性变形的主要因素是切削力和切削热,二者通常同时存在并相互影响,因此残余应力的计算是一个复杂、受多因素影响的热弹塑性问题[ WAN M, YE X Y, WEN D Y, et al. Modeling of machining-induced residual stresses[J]. Journal of Materials Science, 2019, 54(1): 1–35. 王明杰. 航空铝合金零件铣削三维残余应力模型研究[D]. 焦作: 河南理工大学, 2014.WANG Mingjie. The research of three dimensional model of residual stress of aviation aluminum alloy parts on milling[D]. Jiaozuo: Henan Polytechnic University, 2014. 15-16]。在实际研究中,分析残余应力的产生机理对于其控制有着非常重要的理论意义[ 宋俊凯, 黄小波, 高玉魁. 残余应力测试分析技术[J]. 表面技术, 2016, 45(4): 75–82.SONG Junkai, HUANG Xiaobo, GAO Yukui. Test and analysis technology of residual stress[J]. Surface Technology, 2016, 45(4): 75–82. 17]。本文基于接触力学和几何特征变换确定铣削过程引起的机械内应力,并结合切削热导致的热应力,建立了铣削过程中工件产生的残余应力理论模型[ JOHNSON K L. 接触力学[M]. 徐秉业, 译. 北京: 高等教育出版社, 1992.JOHNSON K L. Contact mechanics[M]. XU Bingye, trans. Beijing: Higher Education Press, 1992. 18]。
McDowell模型假设Y方向的应变变化率为0,在X方向引入屈服函数,建立二维残余应力模型,即
(1)
(2)
式中,、分别为X、Y方向上的应变率;E为材料弹性模量;、分别为X、Y方向上的残余应力变化率;、、为弹性赫兹应力变化率;h为材料塑性模量;为材料泊松比;Ψ为混合系数,Ψ=1–exp[–k(3h/2G)],其中G为弹性剪切模量,G=E/[2(1+)],k为常数,根据文献[ 杨博文, 薛勇, 张治民, 等. 热等静压态TC4钛合金高温变形行为研究[J]. 热加工工艺, 2018, 47(23): 38–43.YANG Bowen, XUE Yong, ZHANG Zhimin, et al. Study on high temperature deformation behavior of HIP TC4 titanium alloy[J]. Hot Working Technology, 2018, 47(23): 38–43. 19]确定,当(3h/2G)<5时,选择k=0.2;nij为塑性应变率方向上的单位法向量。
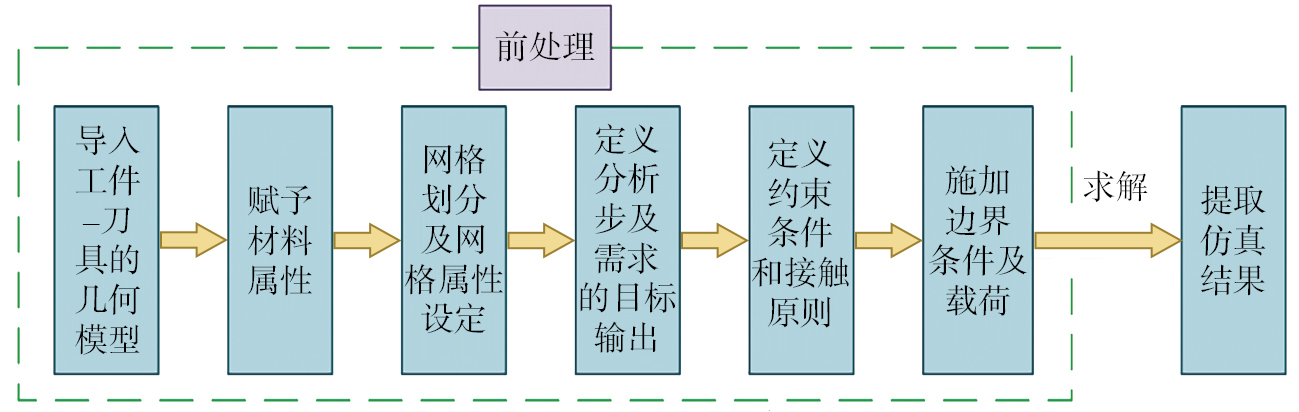
Fig.1 Finite element simulation process of milling
2.1 仿真分析过程
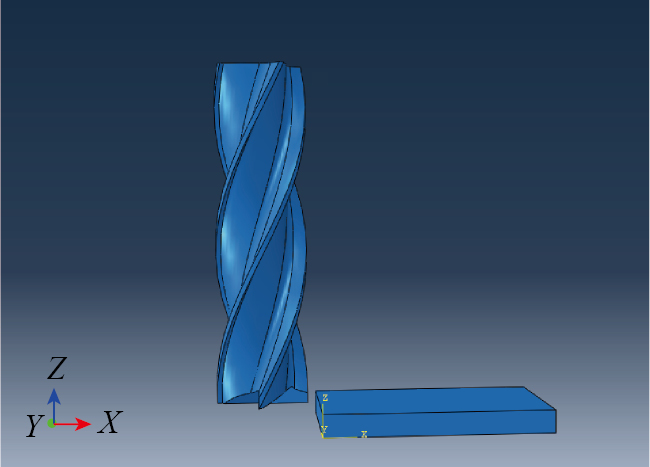
为了进行金属切削的有限元分析,必须在仿真模型中充分考虑材料属性、摩擦和磨损、刀具的几何参数及热传导等多个因素对加工过程的影响。由于实际切削过程的高度复杂性,通常所建立的热力耦合有限元切削仿真模型符合以下条件[ 王关. 钛合金薄壁件有限元仿真分析及铣削参数优化研究[D]. 西安: 西安科技大学, 2022.WANG Guan. Finte element simulation analysis of titanium alloy thin-walled parts and optimization of milling parameters[D]. Xi’an: Xi’an University of Science and Technology, 2022. 陈广鹏, 江京亮, 马长城, 等. 基于ABAQUS的TC4合金切削变形区有限元仿真[J]. 工具技术, 2019, 53(2): 51–55.CHEN Guangpeng, JIANG Jingliang, MA Changcheng, et al. Finite element simulation of TC4 alloy cutting deformation zone based on ABAQUS[J]. Tool Engineering, 2019, 53(2): 51–55. 20-21]:假定刀具为刚体;当温度上升时,不考虑材料的金相结构变化;所用的材料为各向同性。
在切削加工过程中,工件会出现温度过高、应变大和弹塑性形变等问题,而切屑的形成时间相对较短,因此切削层各部分的应变、应变率和温度分布并不均匀,且梯度范围相对较大。因此,建立能够描述应变、应变率和温度对工件流动应力影响的本构方程,在仿真研究领域具有极高的重要性[ 舒平生. 基于Abaqus的A357铝合金正交切削加工有限元仿真及其实验研究[J]. 组合机床与自动化加工技术, 2015(8): 43–46, 50.SHU Pingsheng. Finite element simulation of A357 orthogonal cutting based on Abaqus and the corresponding experiment[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2015(8): 43–46, 50. 22]。在进行热力耦合分析时,J–C本构模型被广泛应用,特别是在多种金属材料产生高应变的情况下,对应计算式如下[ 刘胜. 钛合金正交切削的温度场和切削力仿真与试验研究[D]. 南京: 南京航空航天大学, 2007.LIU Sheng. Simulation and experimental study of temperature field and cutting force in orthogonal cutting of titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2007. 23]。其中,等式右边的第1部分表示材料的应变强化;第2部分表示应变率强化;第3部分表示热软化强化。
A、B、C、n、m一般由试验数据拟合得到,本文进行切削仿真采用的材料指数参考了文献[ 李军. 基于SHPB试验及仿真的钛合金切削数值模拟研究[D]. 天津: 天津大学, 2014.LI Jun. Research of numerical simulation of titanium alloy in cutting process based on SHPB experiment and simulation[D]. Tianjin: Tianjin University, 2014. 24],具体见表3。
表3 J–C本构模型的指数
Table 3 Coefficients of J–C constitutive model
A/MPa
B/MPa
C
n
m
831.355
857.932
0.015
0.302
0.724
基于塑性变形过程中的等效塑性应变,J–C损伤模型与J–C本构模型相契合,能有效模拟切削仿真中的单元网格删除。因此,本文选取J–C损伤模型作为切屑分离准则,表达式为[ 刘胜. 钛合金正交切削的温度场和切削力仿真与试验研究[D]. 南京: 南京航空航天大学, 2007.LIU Sheng. Simulation and experimental study of temperature field and cutting force in orthogonal cutting of titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2007. 23]
(9)
式中,为临界等效塑性应变;σn为压应力;σMise为Mise应力;d1~d5为材料的失效参数[ 刘胜. 钛合金正交切削的温度场和切削力仿真与试验研究[D]. 南京: 南京航空航天大学, 2007.LIU Sheng. Simulation and experimental study of temperature field and cutting force in orthogonal cutting of titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2007. 23],其值如表4所示。
NORIHIKON. High-speed machining of titanium alloy[J]. Chinese Journal of Mechanical Engineering (English Edition), 2002, 15: 109.
[2]
安乐. 基于加工变形的薄壁零件侧铣铣削力理论建模[D]. 大连: 大连理工大学, 2013. ANLe. Establishment of the peripheral milling force theory model based on the deformation during machining process[D]. Dalian: Dalian University of Technology, 2013.
[3]
TANGJ Q, DENGC Y, CHENX H, et al. Analysis and optimization of milling deformations of TC4 alloy thin-walled parts based on finite element simulations[J]. Machines, 2023, 11(6): 628.
[4]
WANGB, LIUZ Q, CAIY K, et al. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review[J]. International Journal of Machine Tools and Manufacture, 2021, 166: 103744.
[5]
CHENGM H, JIAOL, YANP, et al. Prediction of surface residual stress in end milling with Gaussian process regression[J]. Measurement, 2021, 178: 109333.
[6]
RAOB, DANDEKARC R, SHINY C. An experimental and numerical study on the face milling of Ti–6Al–4V alloy: Tool performance and surface integrity[J]. Journal of Materials Processing Technology, 2011, 211(2): 294–304.
[7]
WANGJ T, ZHANGD H, WUB H, et al. Prediction of distortion induced by machining residual stresses in thin-walled components[J]. The International Journal of Advanced Manufacturing Technology, 2018, 95(9): 4153–4162.
[8]
DENKENAB, NESPORD, BÖßV, et al. Residual stresses formation after re-contouring of welded Ti–6Al–4V parts by means of 5-axis ball nose end milling[J]. CIRP Journal of Manufacturing Science and Technology, 2014, 7(4): 347–360.
[9]
周俊, 舒林森. 高速铣削参数对镍基激光熔覆合金表面粗糙度和残余应力的影响[J]. 工具技术, 2022, 56(8): 45–48. ZHOUJun, SHULinsen. Effect of high speed milling parameters on surface roughness and residual stress of nickel base laser cladding alloy[J]. Tool Engineering, 2022, 56(8): 45–48.
[10]
楚满福, 高军, 郑光明, 等. 高速铣削铁基高温合金表面加工硬化及残余应力研究[J]. 组合机床与自动化加工技术, 2019(8): 8–11. CHUManfu, GAOJun, ZHENGGuangming, et al. Surface work-hardening and residual stress in high-speed milling of iron-based superalloy[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2019(8): 8–11.
[11]
SHANC W, ZHANGM H, ZHANGS N, et al. Prediction of machining-induced residual stress in orthogonal cutting of Ti6Al4V[J]. The International Journal of Advanced Manufacturing Technology, 2020, 107(5): 2375–2385.
[12]
ZAWADA-MICHAŁOWSKAM, PIEŚKOP, MRÓWKA-NOWOTNIKG, et al. Effect of the technological parameters of milling on residual stress in the surface layer of thin-walled plates[J]. Materials, 2024, 17(5): 1193.
[13]
ZHENGY Y, TIANY Z, MAJ J, et al. Residual stress formation mechanism considering cutting energy in milling of 7075 aluminum alloy[J]. The International Journal of Advanced Manufacturing Technology, 2024, 131(5): 3039–3055.
[14]
LUX H, XVG, CONGC, et al. Residual stress prediction of micro-milling Inconel 718 thin-walled parts[J]. The International Journal of Advanced Manufacturing Technology, 2024, 133(3): 1305–1316.
[15]
WANM, YEX Y, WEND Y, et al. Modeling of machining-induced residual stresses[J]. Journal of Materials Science, 2019, 54(1): 1–35.
[16]
王明杰. 航空铝合金零件铣削三维残余应力模型研究[D]. 焦作: 河南理工大学, 2014. WANGMingjie. The research of three dimensional model of residual stress of aviation aluminum alloy parts on milling[D]. Jiaozuo: Henan Polytechnic University, 2014.
[17]
宋俊凯, 黄小波, 高玉魁. 残余应力测试分析技术[J]. 表面技术, 2016, 45(4): 75–82. SONGJunkai, HUANGXiaobo, GAOYukui. Test and analysis technology of residual stress[J]. Surface Technology, 2016, 45(4): 75–82.
[18]
JOHNSONK L. 接触力学[M]. 徐秉业, 译. 北京: 高等教育出版社, 1992. JOHNSONK L. Contact mechanics[M]. XUBingye, trans. Beijing: Higher Education Press, 1992.
[19]
杨博文, 薛勇, 张治民, 等. 热等静压态TC4钛合金高温变形行为研究[J]. 热加工工艺, 2018, 47(23): 38–43. YANGBowen, XUEYong, ZHANGZhimin, et al. Study on high temperature deformation behavior of HIP TC4 titanium alloy[J]. Hot Working Technology, 2018, 47(23): 38–43.
[20]
王关. 钛合金薄壁件有限元仿真分析及铣削参数优化研究[D]. 西安: 西安科技大学, 2022. WANGGuan. Finte element simulation analysis of titanium alloy thin-walled parts and optimization of milling parameters[D]. Xi’an: Xi’an University of Science and Technology, 2022.
[21]
陈广鹏, 江京亮, 马长城, 等. 基于ABAQUS的TC4合金切削变形区有限元仿真[J]. 工具技术, 2019, 53(2): 51–55. CHENGuangpeng, JIANGJingliang, MAChangcheng, et al. Finite element simulation of TC4 alloy cutting deformation zone based on ABAQUS[J]. Tool Engineering, 2019, 53(2): 51–55.
[22]
舒平生. 基于Abaqus的A357铝合金正交切削加工有限元仿真及其实验研究[J]. 组合机床与自动化加工技术, 2015(8): 43–46, 50. SHUPingsheng. Finite element simulation of A357 orthogonal cutting based on Abaqus and the corresponding experiment[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2015(8): 43–46, 50.
[23]
刘胜. 钛合金正交切削的温度场和切削力仿真与试验研究[D]. 南京: 南京航空航天大学, 2007. LIUSheng. Simulation and experimental study of temperature field and cutting force in orthogonal cutting of titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2007.
[24]
李军. 基于SHPB试验及仿真的钛合金切削数值模拟研究[D]. 天津: 天津大学, 2014. LIJun. Research of numerical simulation of titanium alloy in cutting process based on SHPB experiment and simulation[D]. Tianjin: Tianjin University, 2014.
[25]
李许庆, 石艳, 胥云, 等. 航发叶片铣削弹性变形量预测与工艺参数优化[J]. 制造技术与机床, 2021(3): 98–102. LIXuqing, SHIYan, XUYun, et al. Prediction of elastic deformation and optimization of process parameters in aeroengine blade milling[J]. Manufacturing Technology & Machine Tool, 2021(3): 98–102.