Optimization of Process Parameters for Hot Forming of 6061 Aluminum Alloy Thin-walled Part Based on Improved J–C Constitutive Model
Citations
NI Shidong, WANG Yongchao, HUANG Qingyi, et al. Optimization of process parameters for hot forming of 6061 aluminum alloy thin-walled part based on improved J–C constitutive model[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 78–85.
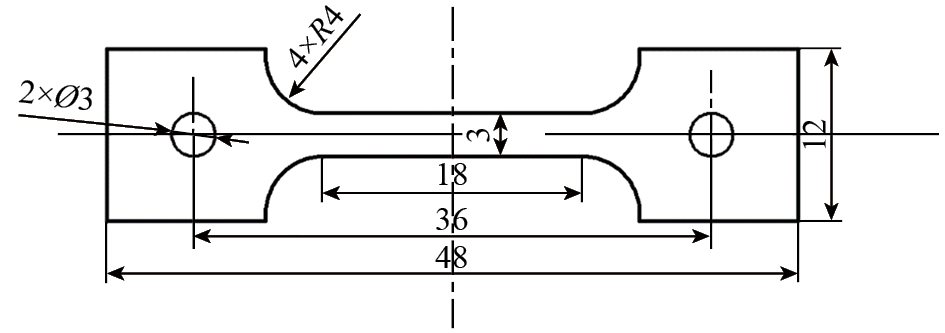
图1 拉伸试样尺寸(mm)
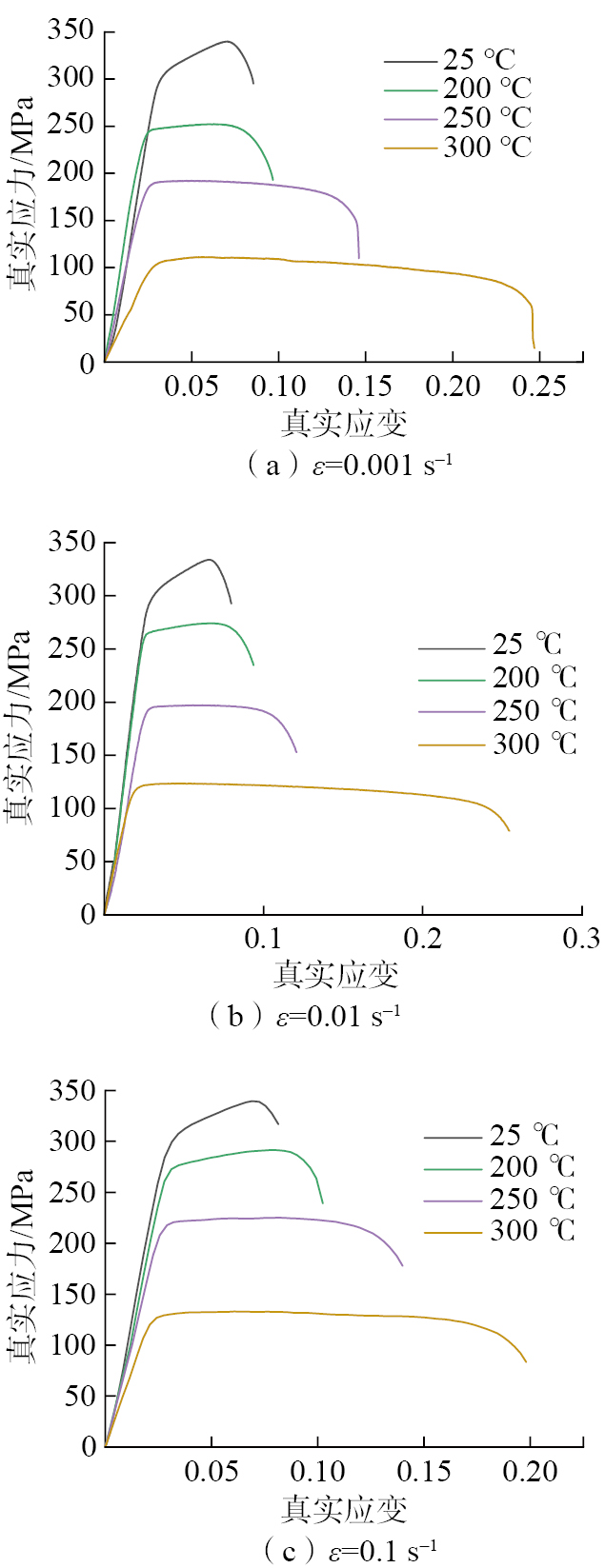
图2 6061铝合金拉伸曲线
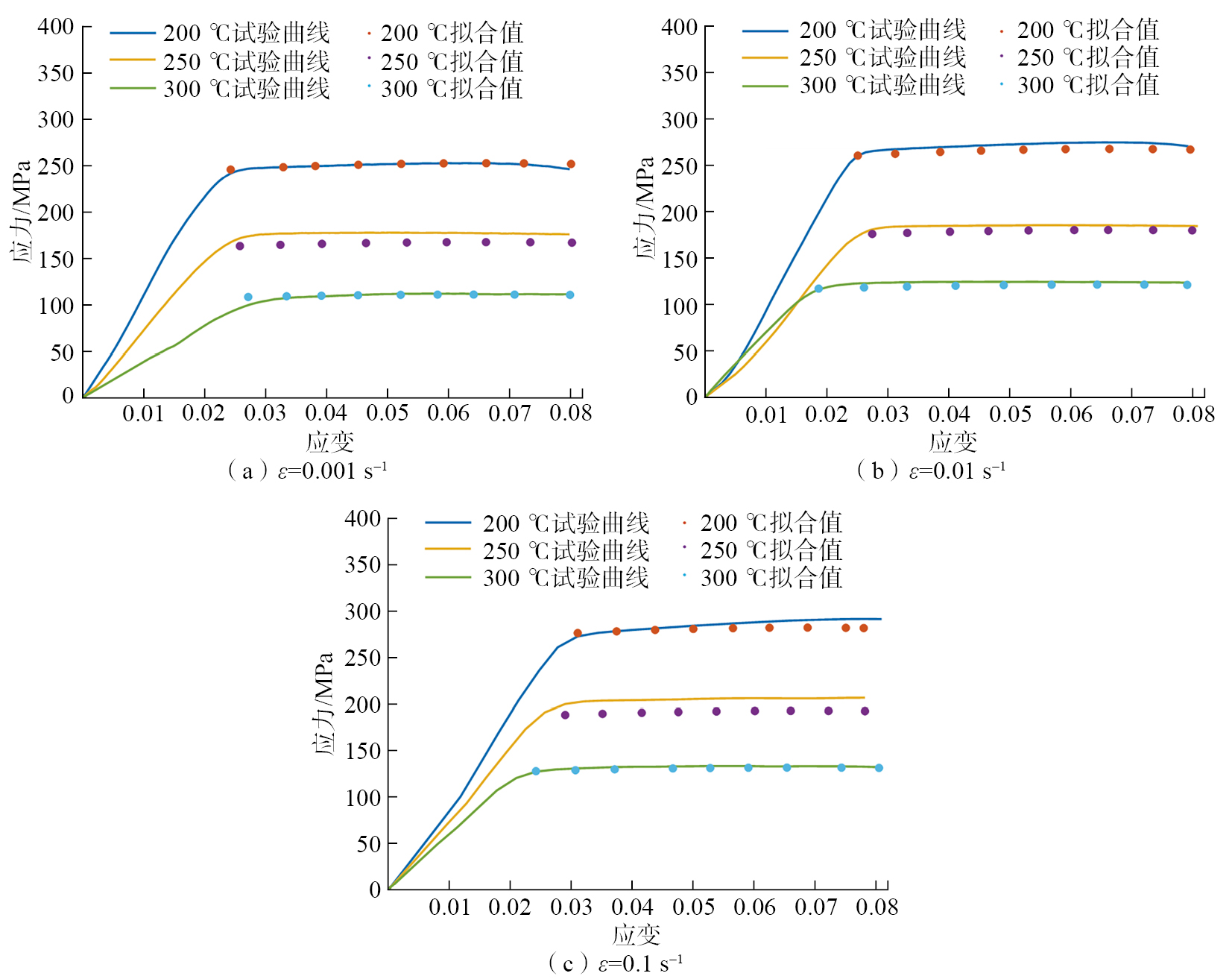
图3 改进J–C模型的预测值与真实值对比
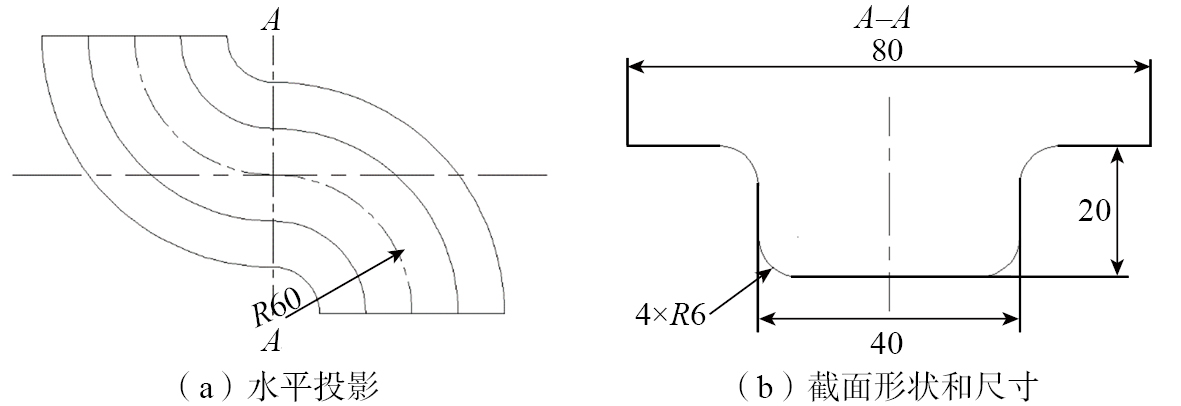
图4 双C薄壁件的尺寸(mm)
图5 双C薄壁件板料反求轮廓
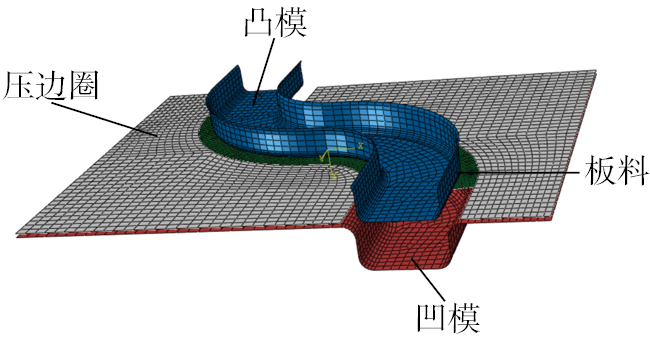
图6 双C薄壁件的有限元模型
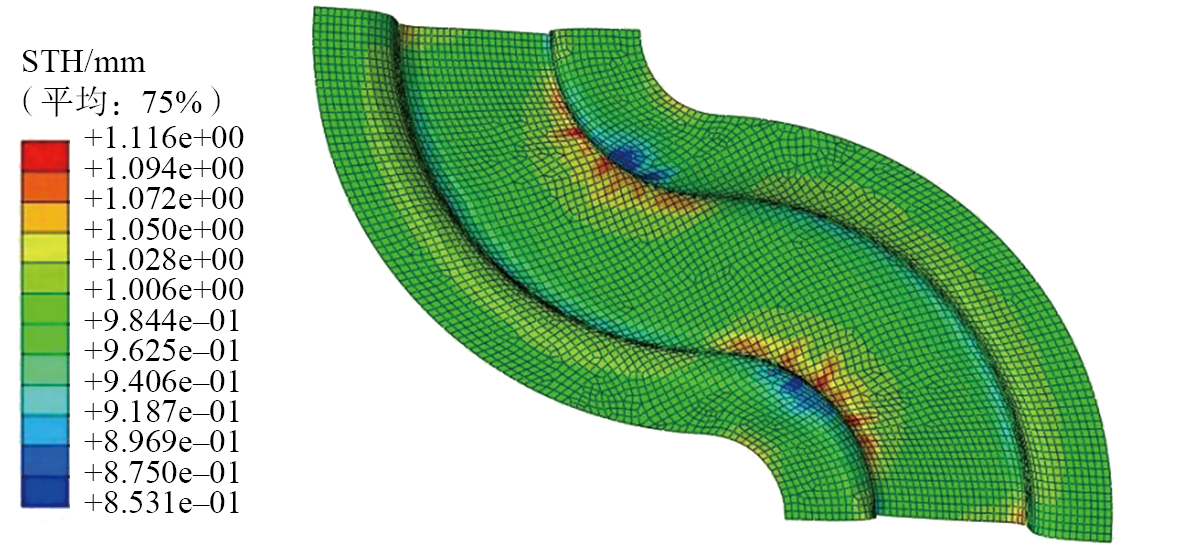
图7 材料的厚度仿真云图
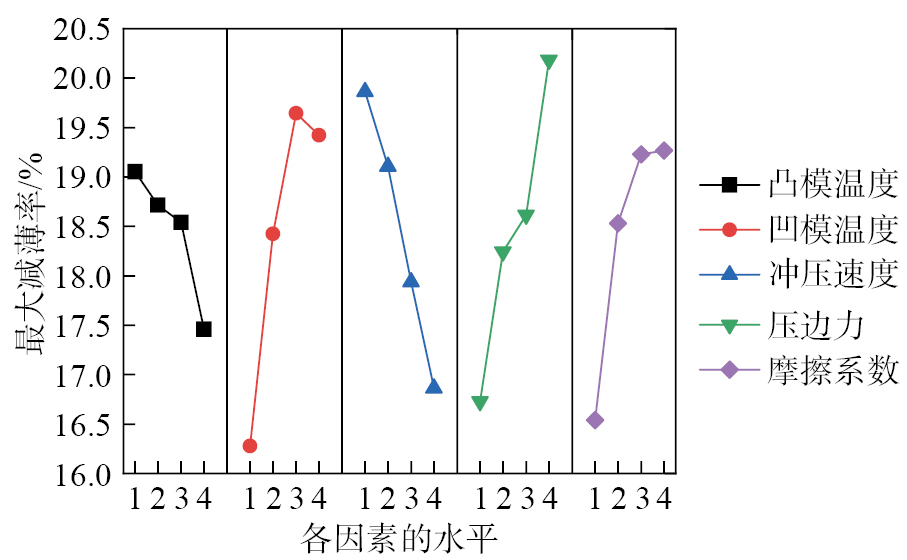
图8 因素和水平对最大减薄率的影响
图9 优化后最优工艺参数所得材料厚度的仿真结果
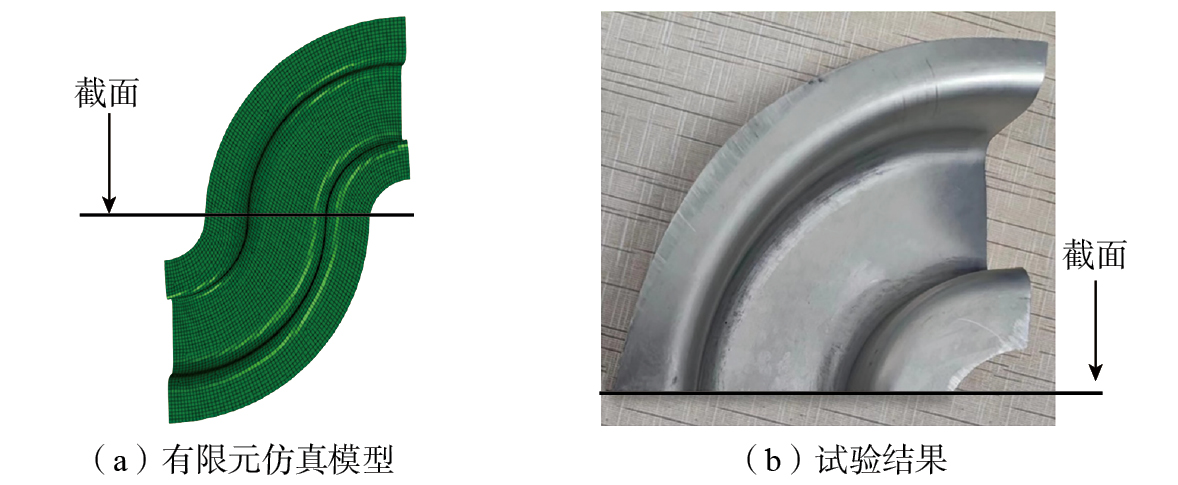
图10 有限元仿真和冲压试验结果
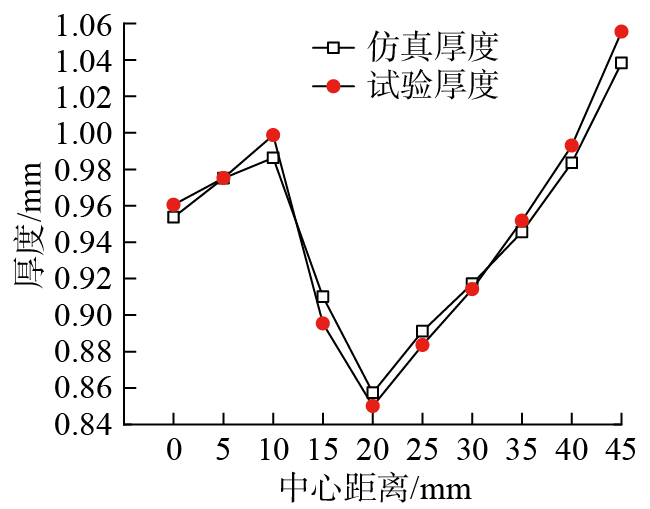
图11 有限元仿真与冲压试验的厚度结果对比
表1 6061–T6铝合金的主要元素及其质量分数
表2 改进J–C本构方程的系数
表3 6061铝合金相关材料参数[ 王燕齐. 6061铝合金板材冲压性能与伺服成形工艺研究[D]. 广州: 广东工业大学, 2019.WANG Yanqi. Research on stamping performance and servo forming process of 6061 aluminum alloy sheet[D]. Guangzhou: Guangdong University of Technology, 2019. 15]
1.AVIC Chengdu Aircraft Industry (Group) Co., Ltd., Chengdu610091, China
2.Southwest Jiaotong University, Chengdu610031, China
Citations
NI Shidong, WANG Yongchao, HUANG Qingyi, et al. Optimization of process parameters for hot forming of 6061 aluminum alloy thin-walled part based on improved J–C constitutive model[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 78–85.
Abstract
6061 Aluminum alloy has low density, good corrosion resistance, oxidation resistance and weldability, therefore, is widely used in aerospace field. However, 6061 aluminum alloy has poor formability at room temperature, so hot forming technology is normally used to improve the quality of its thin-walled parts. The hot forming process of a double-C thin-walled part of 6061 aluminum alloy was studied in this paper; uniaxial hot tensile tests were conducted to investigate the deformation behavior of 6061 aluminum alloy under different temperatures and strain rates. By comprehensively considering the coupled effects of temperature and strain rate on forming quality, an improved Johnson–Cook (J–C) constitutive model was proposed to describe flow stress of materials, then parameters of the improved constitutive model were characterized using genetic algorithm. A finite element model of nonisothermal forming for the double-C thin-walled part was established, and orthogonal experiments and range analysis were conducted to rank the influence of various process parameters on stamping quality of the double-C thin-walled part. Latin hypercube sampling was employed to obtain training samples, and test samples were randomly generated. The maximum thinning rate of the double-C thin-walled part was taken as the optimization objective and simulation by ABAQUS was used to obtain response values for different samples, then an improved BP neural network was utilized to establish a mapping relationship between process parameters and the maximum thinning rate. The optimal combination of process parameters was obtained through an improved genetic algorithm, and the effectiveness of this method was verified through experiments.
Keywords
6061 Aluminum alloy; Hot stretching; Constitutive model; BP neural network; Nonisothermal forming;
轻量化一直是航空航天领域考虑的一个重要目标。6061铝合金因密度小,耐腐蚀性、抗氧化及可焊接性好而被广泛应用于航空航天等领域。然而在常温条件下,6061铝合金塑性成形能力较差,在成形过程中容易产生裂纹、褶皱等缺陷,因此常须采用温热成形工艺来提高其产品质量。差温成形是温热成形的一种,该方法在冲压时,凹模、凸模和压边圈等温度不同,所以能满足薄壁件不同部位流动的要求。吴思昕[ 吴思昕. 7075铝合金预时效–温成形工艺研究[D]. 长春: 吉林大学, 2021.WU Sixin. Research of preaging–warm forming (PAWF) process for 7075 aluminium alloy[D]. Changchun: Jilin University, 2021. 1]研究了7075铝合金的等温成形、模内淬火成形和差温成形试验,结果表明,与等温成形和模内淬火成形相比,差温成形可以显著改善材料的成形性能。本构模型是描述材料在变形时应力与应变的数学表达式,当材料处于不同温度或加工速度下时,材料的本构关系也会随之改变。研究人员针对材料的本构关系进行了诸多研究,并提出了不同模型。陈睿等[ 陈睿, 程诗敏, 温仕成, 等. 基于J–C模型修正的7150–T6航空铝合金薄壁开孔圆管结构优化[J]. 机械工程学报, 2024, 60(11): 95–104.CHEN Rui, CHENG Shimin, WEN Shicheng, et al. Structural optimization of 7150–T6 aeronautical aluminum alloy thin-walled open circular tube based on J–C model modification[J]. Journal of Mechanical Engineering, 2024, 60(11): 95–104. 2]综合材料的静动态力学特性,提出了一种改进的Johnson–Cook(J–C)模型,能够很好地描述7150–T6铝合金薄壁件在不同应变速率下的塑性流动应力特性。黎燕等[ 黎燕, 潘成海, 滕海灏, 等. 基于修正J–C本构模型的固溶态7050铝合金中温变形行为研究[J]. 锻压技术, 2024, 49(6): 221–226.LI Yan, PAN Chenghai, TENG Haihao, et al. Study on middle temperature deformation behavior of solid-solution 7050 aluminum alloy based on modified J–C constitutive model[J]. Forging & Stamping Technology, 2024, 49(6): 221–226. 3]提出了一种考虑温度和应变速率的修正J–C模型,可准确地描述固溶态7050铝合金在中温阶段的流动应力特性。Zhang等[ ZHANG Y B, YAO S, HONG X, et al. A modified Johnson–Cook model for 7N01 aluminum alloy under dynamic condition[J]. Journal of Central South University, 2017, 24(11): 2550–2555. 4]通过将应变率硬化系数修改为与应变率相关的函数,提出了一种改进的J–C模型,该模型能更好地描述7N01铝合金的流变行为。郭小农等[ 郭小农, 宗绍晗, 张超众, 等. 国产6061–T6铝合金的修正塑性本构模型[J]. 同济大学学报(自然科学版), 2024, 52(7): 1079–1088.GUO Xiaonong, ZONG Shaohan, ZHANG Chaozhong, et al. Modified plasticity constitutive model of Chinese 6061–T6 aluminum alloy[J]. Journal of Tongji University (Natural Science), 2024, 52(7): 1079–1088. 5]提出了适用于国产6061–T6铝合金在复杂应力状态下的塑性本构模型,并校准了全过程硬化规律和新屈服准则。Wang等[ WANG Y, XIN L B, LIU H W, et al. Modeling of strain hardening behaviors of 6061 aluminum alloy considering strain rate and temperature effects[J]. Journal of Materials Research and Technology, 2024, 30: 4973–4985. 6]考虑了应变率和温度的影响,提出了一个改进的J–C模型。
成形工艺参数的优化,是一个非线性规划问题。直接调用成形件的有限元模型会花费很多计算时间,而使用代理模型则能减少时间成本,提高优化计算的效率。欧阳旭宇等[ 欧阳旭宇, 常海超, 冯佰威, 等. 基于信息矩阵的动态嵌套Kriging模型在船型优化中的应用研究[J]. 船舶力学, 2023, 27(8): 1139–1149.OUYANG Xuyu, CHANG Haichao, FENG Baiwei, et al. Information matrix-based dynamically embedded Kriging models in hull form optimization[J]. Journal of Ship Mechanics, 2023, 27(8): 1139–1149. 7]提出了一种基于信息矩阵的动态嵌套Kriging模型,利用增量拉丁超立方进行自适应采样,并验证了该方法的有效性与鲁棒性。Yu等[ YU S W, ZHU K J, GAO S W. A hybrid MPSO–BP structure adaptive algorithm for RBFNs[J]. Neural Computing and Applications, 2009, 18(7): 769–779. 8]将混合编码粒子群优化算法与神经网络结合,提出了一个改进的径向基神经网络,通过求解非线性问题,证明了该方法的有效性。Xie等[ XIE Y M, DU L F, ZHAO J B, et al. Multi-objective optimization of process parameters in stamping based on an improved RBM–BPNN network and MOPSO algorithm[J]. Structural and Multidisciplinary Optimization, 2021, 64(6): 4209–4235. 9]通过将受限波尔茨曼机和BP神经网络进行结合,提出了一种混合代理模型,并通过测试函数对混合模型进行了验证,证明其有效性。智能算法一般用于解决优化问题,在众多方案中寻找最优方案。Xiao等[ XIAO W C, CAI H R, LU W, et al. Multi-objective optimization with automatic simulation for partition temperature control in aluminum hot stamping process[J]. Structural and Multidisciplinary Optimization, 2022, 65(3): 84. 10]采用分区温度对板料进行热冲压,基于非支配多目标遗传算法对板料的最大减薄率与增厚率进行了优化。田志强等[ 田志强, 姜兴宇, 杨国哲, 等. 一种面向航天复杂构件的柔性作业车间能耗优化调度问题研究[J]. 机械工程学报, 2023, 59(8): 273–287.TIAN Zhiqiang, JIANG Xingyu, YANG Guozhe, et al. Energy efficient scheduling of flexible job shop with aerospace complex components[J]. Journal of Mechanical Engineering, 2023, 59(8): 273–287. 11]采用了一种加权树与多目标遗传算法结合的方法,以解决初始解影响算法精度的问题,使产生的初始解具有方向性。
本文利用遗传算法求解参数,通过减小预测值与实测值之间的误差而获得最优参数,遗传算法通过模拟自然进化来搜索问题的最优解,对目标函数没有特殊要求[ 周靖. 硼钢热冲压热模拟实验与损伤演化建模仿真研究[D]. 北京: 北京科技大学, 2015.ZHOU Jing. Study on hot stamping and damage evolution of boron steel by thermal simulating experiment, modelling and simulation[D]. Beijing: University of Science and Technology Beijing, 2015. 12],且遗传算法的全局搜索能力较强。根据参考文献[ 郭元恒. 2124铝合金热变形损伤本构及成形分析[D]. 成都: 西南交通大学, 2021.GUO Yuanheng. Damage constitutive and forming analysis for thermoforming of 2124 aluminum alloy[D]. Chengdu: Southwest Jiaotong University, 2021. 13]建立目标函数,优化后函数为
Fig.3 Comparison between predicted and true value of improved J–C model
3 6061铝合金薄壁件差温成形工艺参数优化
3.1 改进的GA–BP模型
代理模型是模拟试验的常用方法,其中BP神经网络是常用的代理模型之一。作为一种前馈神经网络,BP神经网络具有良好的泛化能力和自适应能力,在冲压领域中,可以利用BP神经网络强大的预测能力进行工艺参数优化。调整BP神经网络的权值和阈值是降低误差的核心,然而初始的权值和阈值是随机产生的,这可能会导致神经网络的训练时间过长且精度较低。因此,为了提高BP神经网络训练结果的精度,通过对选择算子,变异算子及恒定的交叉、变异概率进行改进,提出了一种改进的遗传算法(GA),再引入自适应学习率及自适应调整隐含层,将改进的遗传算法和BP神经网络相结合,构成了改进的GA–BP模型[ XIE Y M, LI W, LIU C, et al. Optimization of stamping process parameters based on improved GA–BP neural network model[J]. International Journal of Precision Engineering and Manufacturing, 2023, 24(7): 1129–1145. 14],以此来优化BP神经网络的初始权值和阈值,提高模型的精度。
Fig.6 Finite element model of double-C thin-walled part
在定义材料属性时,板料设置为6061铝合金,厚度为1 mm;在进行装配时,模具间隙设置为板料厚度的1.1倍。6061铝合金的相关材料参数如表3所示[ 王燕齐. 6061铝合金板材冲压性能与伺服成形工艺研究[D]. 广州: 广东工业大学, 2019.WANG Yanqi. Research on stamping performance and servo forming process of 6061 aluminum alloy sheet[D]. Guangzhou: Guangdong University of Technology, 2019. 15]。
表3 6061铝合金相关材料参数[ 王燕齐. 6061铝合金板材冲压性能与伺服成形工艺研究[D]. 广州: 广东工业大学, 2019.WANG Yanqi. Research on stamping performance and servo forming process of 6061 aluminum alloy sheet[D]. Guangzhou: Guangdong University of Technology, 2019. 15]
Table 3 Material parameters of 6061 aluminum alloy[ 王燕齐. 6061铝合金板材冲压性能与伺服成形工艺研究[D]. 广州: 广东工业大学, 2019.WANG Yanqi. Research on stamping performance and servo forming process of 6061 aluminum alloy sheet[D]. Guangzhou: Guangdong University of Technology, 2019. 15]
吴思昕. 7075铝合金预时效–温成形工艺研究[D]. 长春: 吉林大学, 2021. WUSixin. Research of preaging–warm forming (PAWF) process for 7075 aluminium alloy[D]. Changchun: Jilin University, 2021.
[2]
陈睿, 程诗敏, 温仕成, 等. 基于J–C模型修正的7150–T6航空铝合金薄壁开孔圆管结构优化[J]. 机械工程学报, 2024, 60(11): 95–104. CHENRui, CHENGShimin, WENShicheng, et al. Structural optimization of 7150–T6 aeronautical aluminum alloy thin-walled open circular tube based on J–C model modification[J]. Journal of Mechanical Engineering, 2024, 60(11): 95–104.
[3]
黎燕, 潘成海, 滕海灏, 等. 基于修正J–C本构模型的固溶态7050铝合金中温变形行为研究[J]. 锻压技术, 2024, 49(6): 221–226. LIYan, PANChenghai, TENGHaihao, et al. Study on middle temperature deformation behavior of solid-solution 7050 aluminum alloy based on modified J–C constitutive model[J]. Forging & Stamping Technology, 2024, 49(6): 221–226.
[4]
ZHANGY B, YAOS, HONGX, et al. A modified Johnson–Cook model for 7N01 aluminum alloy under dynamic condition[J]. Journal of Central South University, 2017, 24(11): 2550–2555.
[5]
郭小农, 宗绍晗, 张超众, 等. 国产6061–T6铝合金的修正塑性本构模型[J]. 同济大学学报(自然科学版), 2024, 52(7): 1079–1088. GUOXiaonong, ZONGShaohan, ZHANGChaozhong, et al. Modified plasticity constitutive model of Chinese 6061–T6 aluminum alloy[J]. Journal of Tongji University (Natural Science), 2024, 52(7): 1079–1088.
[6]
WANGY, XINL B, LIUH W, et al. Modeling of strain hardening behaviors of 6061 aluminum alloy considering strain rate and temperature effects[J]. Journal of Materials Research and Technology, 2024, 30: 4973–4985.
[7]
欧阳旭宇, 常海超, 冯佰威, 等. 基于信息矩阵的动态嵌套Kriging模型在船型优化中的应用研究[J]. 船舶力学, 2023, 27(8): 1139–1149. OUYANGXuyu, CHANGHaichao, FENGBaiwei, et al. Information matrix-based dynamically embedded Kriging models in hull form optimization[J]. Journal of Ship Mechanics, 2023, 27(8): 1139–1149.
[8]
YUS W, ZHUK J, GAOS W. A hybrid MPSO–BP structure adaptive algorithm for RBFNs[J]. Neural Computing and Applications, 2009, 18(7): 769–779.
[9]
XIEY M, DUL F, ZHAOJ B, et al. Multi-objective optimization of process parameters in stamping based on an improved RBM–BPNN network and MOPSO algorithm[J]. Structural and Multidisciplinary Optimization, 2021, 64(6): 4209–4235.
[10]
XIAOW C, CAIH R, LUW, et al. Multi-objective optimization with automatic simulation for partition temperature control in aluminum hot stamping process[J]. Structural and Multidisciplinary Optimization, 2022, 65(3): 84.
[11]
田志强, 姜兴宇, 杨国哲, 等. 一种面向航天复杂构件的柔性作业车间能耗优化调度问题研究[J]. 机械工程学报, 2023, 59(8): 273–287. TIANZhiqiang, JIANGXingyu, YANGGuozhe, et al. Energy efficient scheduling of flexible job shop with aerospace complex components[J]. Journal of Mechanical Engineering, 2023, 59(8): 273–287.
[12]
周靖. 硼钢热冲压热模拟实验与损伤演化建模仿真研究[D]. 北京: 北京科技大学, 2015. ZHOUJing. Study on hot stamping and damage evolution of boron steel by thermal simulating experiment, modelling and simulation[D]. Beijing: University of Science and Technology Beijing, 2015.
[13]
郭元恒. 2124铝合金热变形损伤本构及成形分析[D]. 成都: 西南交通大学, 2021. GUOYuanheng. Damage constitutive and forming analysis for thermoforming of 2124 aluminum alloy[D]. Chengdu: Southwest Jiaotong University, 2021.
[14]
XIEY M, LIW, LIUC, et al. Optimization of stamping process parameters based on improved GA–BP neural network model[J]. International Journal of Precision Engineering and Manufacturing, 2023, 24(7): 1129–1145.
[15]
王燕齐. 6061铝合金板材冲压性能与伺服成形工艺研究[D]. 广州: 广东工业大学, 2019. WANGYanqi. Research on stamping performance and servo forming process of 6061 aluminum alloy sheet[D]. Guangzhou: Guangdong University of Technology, 2019.