Research on Machine Learning-Based Dynamic Characteristic Recognition Method for Milling System of Curved Thin-Walled Parts
Citations
WANG Xiaojuan, SONG Qinghua, FANG Xiaohui, et al. Research on machine learning-based dynamic characteristic recognition method for milling system of curved thin-walled parts[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 69–77.
1.School of Mechanical Engineering, Shandong University, Jinan250061, China
2.State Key Laboratory of Advanced Equipment and Technology for Metal Forming, Shandong University, Jinan250061, China
3.Key Laboratory of High Efficiency and Clean Mechanical Manufacture, Shandong University, Ministry of Education, Jinan 250061, China
Citations
WANG Xiaojuan, SONG Qinghua, FANG Xiaohui, et al. Research on machine learning-based dynamic characteristic recognition method for milling system of curved thin-walled parts[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 69–77.
Abstract
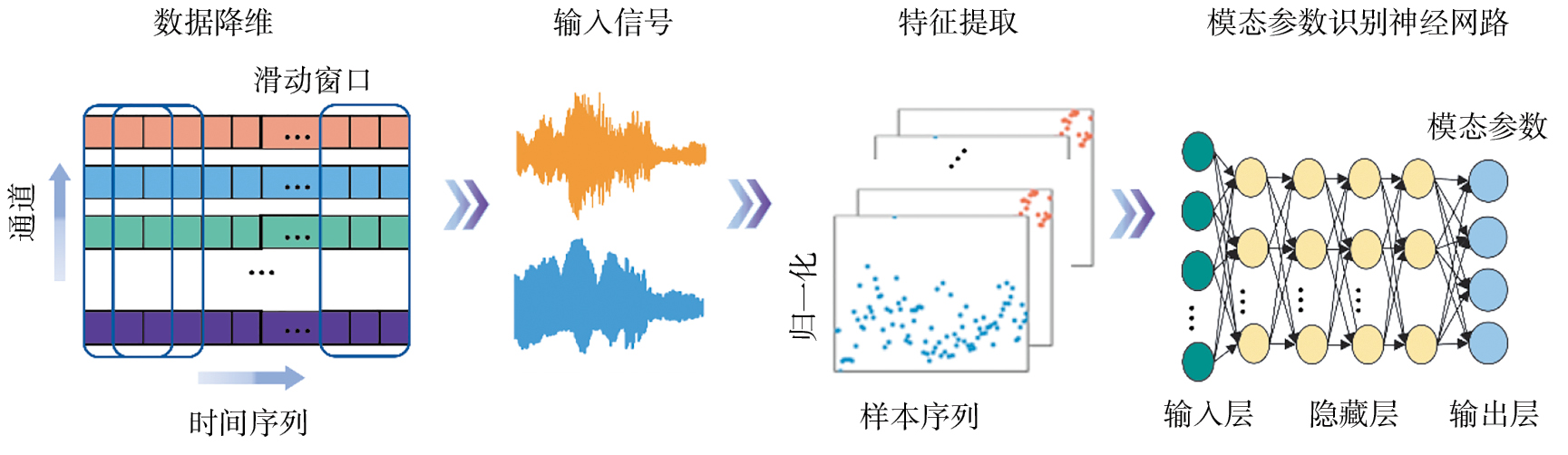
As an important part of structural dynamic analysis, modal parameters are the key to chatter prediction during milling of thin-walled components, and machine learning provides a new paradigm for traditional identification of structural modal parameters. However, for complex curved thin-walled parts, it is difficult to obtain the data in a specific environment and the amount of data collected would be large; uncertain factors such as high-dimensional nonlinear mapping relationships would affect the complex curved thin-walled parts as well. Therefore, a new method based on machine learning is proposed to identify the dynamic characteristics of curved thin-walled parts during milling process. Firstly, the state space model of curved thin-walled milling system is established, the continuous system is discretized, and the stochastic state space equation of generalized milling system discretized is derived. Secondly, based on the random subspace theory, modal parameters of the milling process of curved thin-walled parts are obtained. Then, the sliding window technology is used to reduce dimensionality of the data, extract the signal features, and establish the functional relationship between the input features and modal parameters through the neural network for modal parameter recognition, therefore, to realize the modal parameter recognition of curved thin-walled parts. Finally, milling dynamic parameters of the S-shaped standard part are obtained by using the method proposed in this study and analytical method, verifying accuracy of the proposed method.
薄壁结构被广泛应用于航空航天、汽车等行业,可以提高结构效率并减轻其整体重量。然而,由于薄壁件在垂直于壁面方向上的刚度较低,在铣削过程中容易产生颤振,其稳定性直接受限于结构的动力学参数[ 李忠群, 丁鹏, 杨雨, 等. 航空薄壁零件切削加工技术研究进展[J]. 航空制造技术, 2024, 67(7): 38–53.LI Zhongqun, DING Peng, YANG Yu, et al. Research progress in machining technology of aerospace thin-walled parts[J]. Aeronautical Manufacturing Technology, 2024, 67(7): 38–53. 1],从而影响关键结构件的加工质量和使用性能。因此,准确识别动力学参数对于振动特性分析、颤振预测及结构优化设计具有重要的工程意义。
目前,薄壁件铣削模态参数识别方法主要包括试验模态分析、数值模拟和混合方法。在试验模态分析中,通过施加已知激励(如冲击或正弦扫描)并测量工件的动态响应,从而计算频率响应函数[ ZHANG X, XU H, CAO M S, et al. In-plane free vibrations of small-sag inclined cables considering bending stiffness with applications to cable tension identification[J]. Journal of Sound and Vibration, 2023, 544: 117394. ZHANG P, GAO D, LU Y, et al. Online chatter detection in milling process based on fat iterative VMD and energy ratio difference[J]. Measurement, 2022, 194: 111060. 2-3]。虽然这种方法能够获得准确的模态参数,但对激励实施方式和测量设备的精度要求较高,试验条件对结果的影响也较大,因此可能需要进行多次试验调整。此外还有锤击试验法,利用锤击施加瞬时冲击,记录工件的动态响应,其中结构的频响函数是通过人工激励获得的[ LUO M, MEI J W, ZHANG D H. Time-domain modeling of a cutter exiting a workpiece in the slot milling process[J]. Chinese Journal of Aeronautics, 2016, 29(6): 1852–1858. 4],导致识别结果严重依赖于操作人员的经验。数值模拟法中最典型的有限元分析法一直备受广大研究学者的青睐[ BAYLY P V, HALLEY J E, MANN B P, et al. Stability of interrupted cutting by temporal finite element analysis[J]. Journal of Manufacturing Science and Engineering, 2003, 125(2): 220–225. 5]。例如,Wang等[ WANG D Z, REN J X, TIAN W J, et al. Predicting the dynamics of thin-walled parts with curved surfaces in milling based on FEM and Taylor series[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(1): 927–942. 6]提出了一种基于有限元法的铣削薄壁叶片结构时变动力学预测方法;Shi等[ SHI J H, SONG Q H, LIU Z Q, et al. A novel stability prediction approach for thin-walled component milling considering material removing process[J]. Chinese Journal of Aeronautics, 2017, 30(5): 1789–1798. 7]利用试验数据对有限元模型得到的结果进行了调整。然后建立了工件时变动力学方程;Stepan等[ STEPAN G, KISS A K, GHALAMCHI B, et al. Chatter avoidance in cutting highly flexible workpieces[J]. CIRP Annals, 2017, 66(1): 377–380. 8]建立了结构件的有限元模型,通过数值模拟计算其振动特性,预测其固有频率、振型和阻尼比等参数;Crichigno等[ CRICHIGNO FILHO J M, NEGRI D, MELOTTI S. Stable milling of cantilever plates using shell finite elements[J]. The International Journal of Advanced Manufacturing Technology, 2018, 99(9): 2677–2693. 9]建立了壳单元有限元模型,预测悬臂板在不同刀具位置的颤振稳定性。此外,动力学仿真技术也被用于估计模态参数的变化[ 杨昀, 张卫红, 党建卫, 等. 航空薄壁件铣削加工动力学仿真技术[J]. 航空制造技术, 2018, 61(7): 42–47, 69.YANG Yun, ZHANG Weihong, DANG Jianwei, et al. Dynamic modelling technology on milling process of aerospace thin-walled workpiece[J]. Aeronautical Manufacturing Technology, 2018, 61(7): 42–47, 69. 10]。虽然数值模拟能够处理复杂的几何形状和材料特性,但模型的建立和计算往往需要大量时间和计算成本,且模型精度依赖于输入材料和边界条件的准确性。混合方法通过结合试验数据和数值模拟结果,从输出信号的测量值中提取模态参数。例如,利用稳定性逆解法,先通过试验估计多种主轴转速下的临界切削深度和振动频率,再通过解析法、迭代法或回归法得到模态参数[ EYNIAN M. In-process identification of modal parameters using dimensionless relationships in milling chatter[J]. International Journal of Machine Tools and Manufacture, 2019, 143: 49–62. 11]。这种技术现已被广泛应用于解决工程中的振动问题。Powałka等[ POWAŁKA B, JEMIELNIAK K. Stability analysis in milling of flexible parts based on operational modal analysis[J]. CIRP Journal of Manufacturing Science and Technology, 2015, 9: 125–135. 12]通过采集加速度信号来估计工件的动态模态参数,并通过切削力模型计算缩放模态参数。为了准确计算模态参数并减少噪声的干扰,随机子空间(SSI)法[ ZHOU K, XIE D L, XU K, et al. A machine learning-based stochastic subspace approach for operational modal analysis of civil structures[J]. Journal of Building Engineering, 2023, 76: 107187. 13]引起了众多研究者的关注,该方法的优势在于处理大型数据集的能力及对测量噪声和干扰的固有鲁棒性[ LI B, LIANG W, YANG S M, et al. Automatic identification of modal parameters for high arch dams based on SSI incorporating SSA and K-means algorithm[J]. Applied Soft Computing, 2023, 138: 110201. 14]。例如,Wei等[ WEI Q Y, SHEN L, KÖVESDI B, et al. A lightweight stochastic subspace identification-based modal parameters identification method of time-varying structural systems[J]. Journal of Sound and Vibration, 2024, 570: 118092. 15]提出了一种轻量级的子空间迭代随机化SVD(lwSSI)方法,将随机化SVD嵌入到SSI–COV中,从而降低矩阵分解的维度,提高计算速度。随机子空间法直接对结构的响应数据进行时域处理和分析,利用空间投影理论剔除与响应数据无关的噪声信号,具备较好的抗噪声能力,对于模态密集的系统,识别效果尤为显著。随机子空间法能够较为准确地识别结构的模态参数,是目前针对梁、板等结构较为先进的振动模态参数识别方法。
结构模态参数识别是结构动力学的经典反问题,动力学建模、有限元等方法正面分析结构的动力学特性时,往往因为结构复杂、建模困难及计算量大等原因难以实现准确识别,而试验等方法对数据量、测量环境等要求较高,预测精度难以保证。近年来,数据驱动法已逐渐成为各学科中一种新兴且更有效的方法[ CHUO Y S, LEE J W, MUN C H, et al. Artificial intelligence enabled smart machining and machine tools[J]. Journal of Mechanical Science and Technology, 2022, 36(1): 1–23. 16],从数据挖掘响应特征并获取规律,从而预测其他或未知的数据,可以弥补现有方法的不足。例如,在动力学参数识别方面,李法贵等[ 李法贵, 王若奇, 孙玉文. 基于深度神经网络的机器人加工系统模态特性预测[J]. 航空制造技术, 2023, 66(3): 85–92, 124.LI Fagui, WANG Ruoqi, SUN Yuwen. Modal characteristics prediction of robotic machining systems based on deep neural network[J]. Aeronautical Manufacturing Technology, 2023, 66(3): 85–92, 124. 17]提出了一种基于深度神经网络的模态预测方法;Park等[ PARK S S, AMANI S, LEE D Y, et al. Machine learning based substructure coupling of machine tool dynamics and chatter stability[J]. CIRP Annals, 2024, 73(1): 297–300. 18]利用机器学习的方法预测铣削过程刀尖的动力学特征并进行稳定性预测;Liu等[ LIU D S, LUO M, ZHANG Z, et al. Operational modal analysis based dynamic parameters identification in milling of thin-walled workpiece[J]. Mechanical Systems and Signal Processing, 2022, 167: 108469. 19]提出了一种薄壁工件动态参数的纯输出模态辨识方法,在分析铣削力激励的基础上,建立了考虑谐波响应和噪声响应的工件响应信号模型。
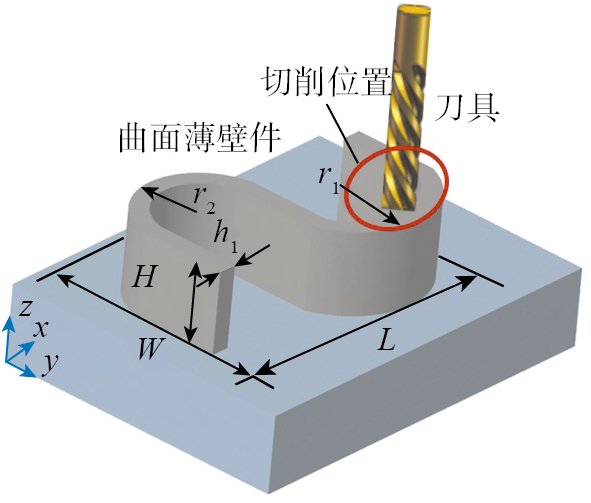
Fig.1 Geometrical shape of curved thin-walled parts
考虑x和y方向的振动,建立曲面薄壁件的铣削动力学方程如下
(1)
式中,M(t)=[mx′(t) my′(t)]T;K(t)=[kx′(t) ky′(t)]T;C(t)=[cx′(t) cy′(t)]T;q(t)=[x′(t) y′(t)]T。M∈R2n×n、K∈R2n×n、C∈R2n×n分别为质量、刚度和阻尼矩阵;[ WANG X J, SONG Q H, LIU Z Q. Dynamic model and stability prediction of thin-walled component milling with multi-modes coupling effect[J]. Journal of Materials Processing Technology, 2021, 288: 116869. 20];ap为轴向切削深度;q(t)为n×1维的t时刻位移向量;F0(t)是静态切削力。
式中,Ak是一个与A0、A1有关的矩阵,此处称为系统的离散状态矩阵,描述了系统的动力学特征;Bk是一个与A0有关的矩阵,称为系统的离散输入矩阵;Ck为系统的离散输出矩阵;Dk为传递矩阵[ XU M Q, AU F T K, WANG S Q, et al. Operational modal analysis under harmonic excitation using Ramanujan subspace projection and stochastic subspace identification[J]. Journal of Sound and Vibration, 2023, 545: 117436. 21]。
由以上可推导出系统的识别模型。但在实际加工过程中,切削力的强波作用和机床等噪声影响会引入辨识误差。因此本文综合考虑系统的过程噪声和测量噪声[ XU M Q, AU F T K, WANG S Q, et al. Operational modal analysis under harmonic excitation using Ramanujan subspace projection and stochastic subspace identification[J]. Journal of Sound and Vibration, 2023, 545: 117436. 21],采用随机状态空间模型表示为
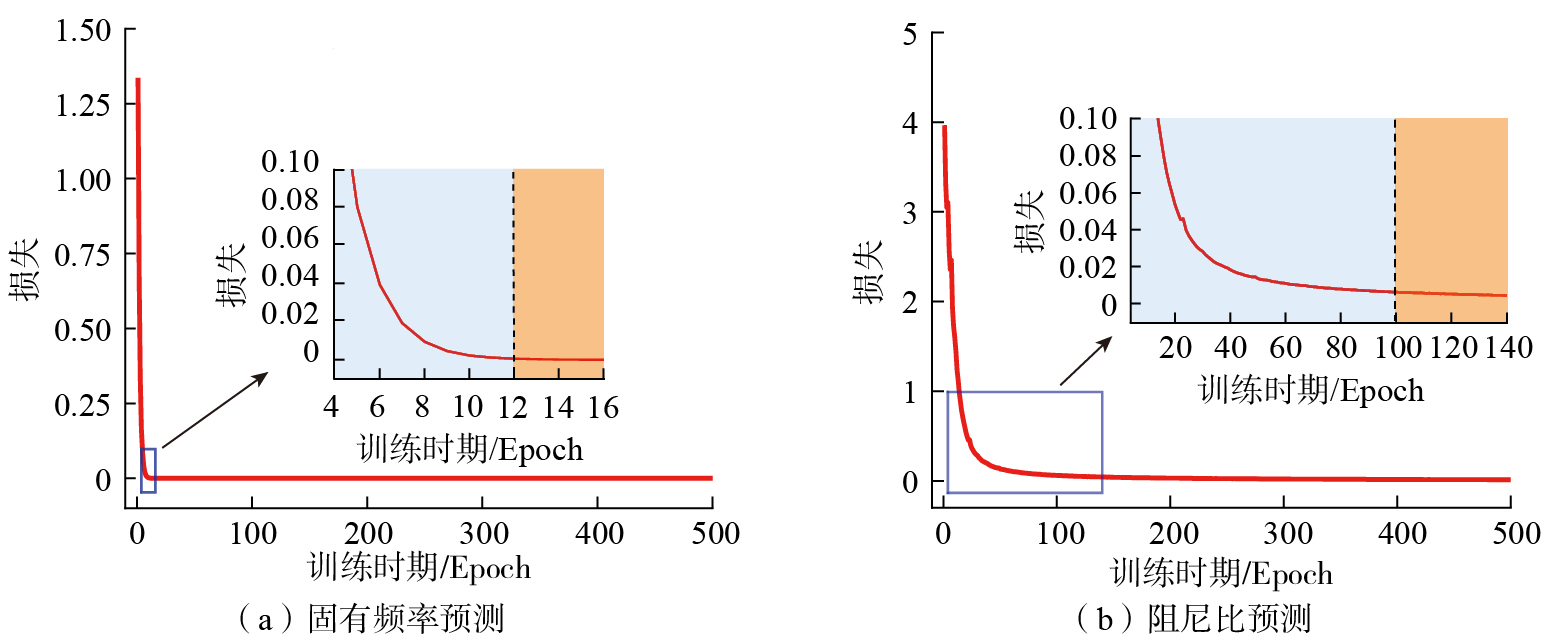
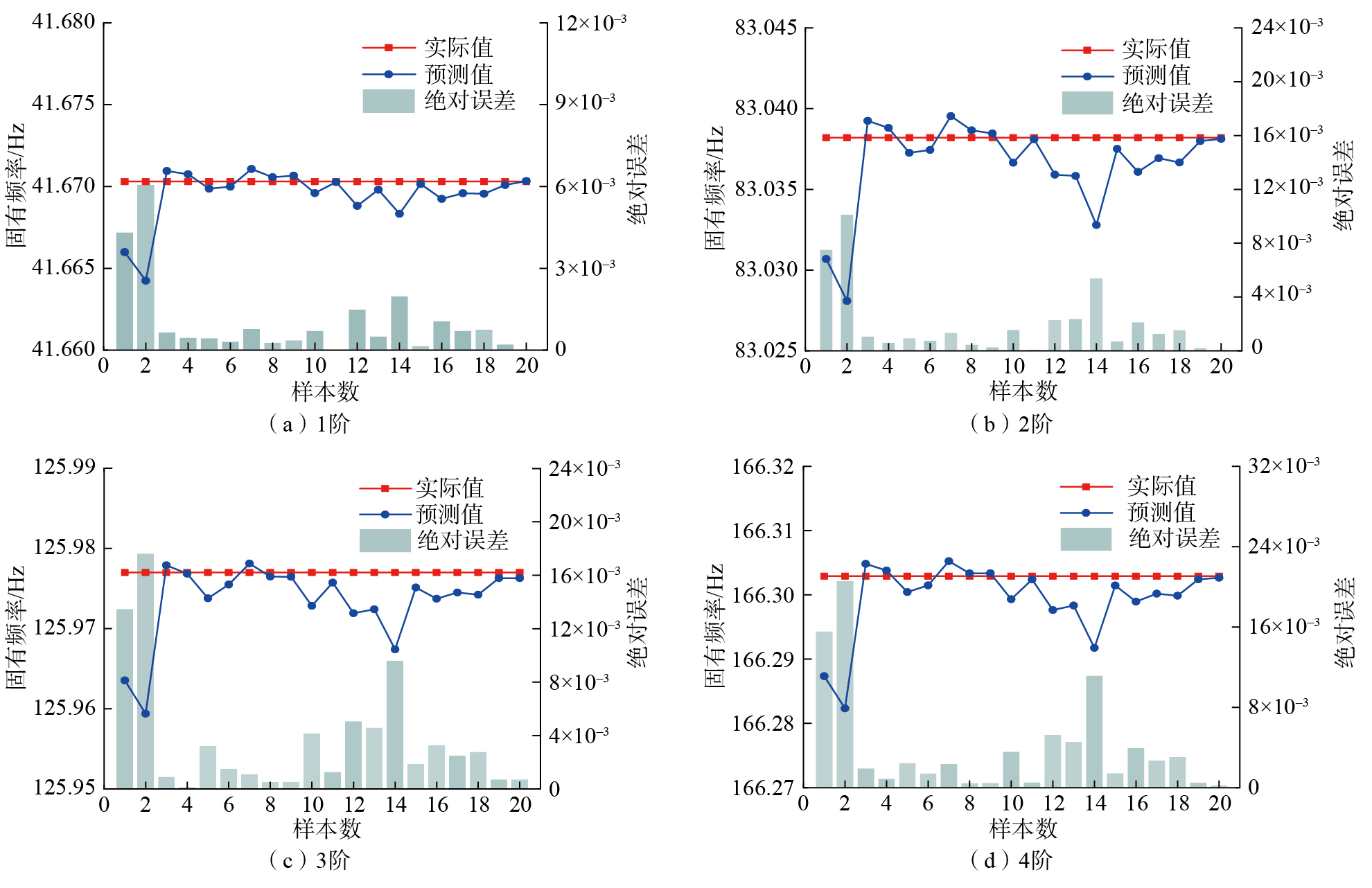
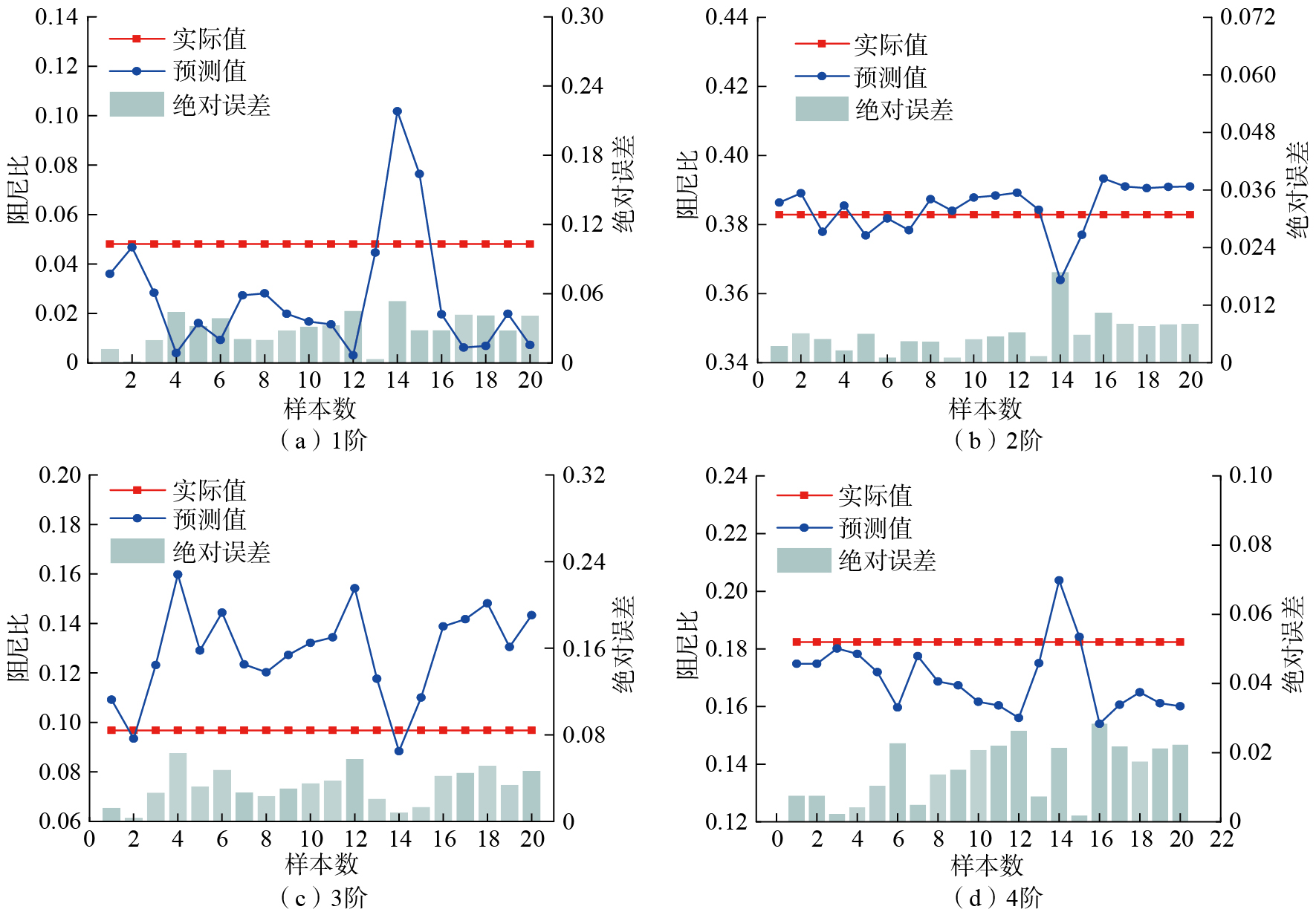
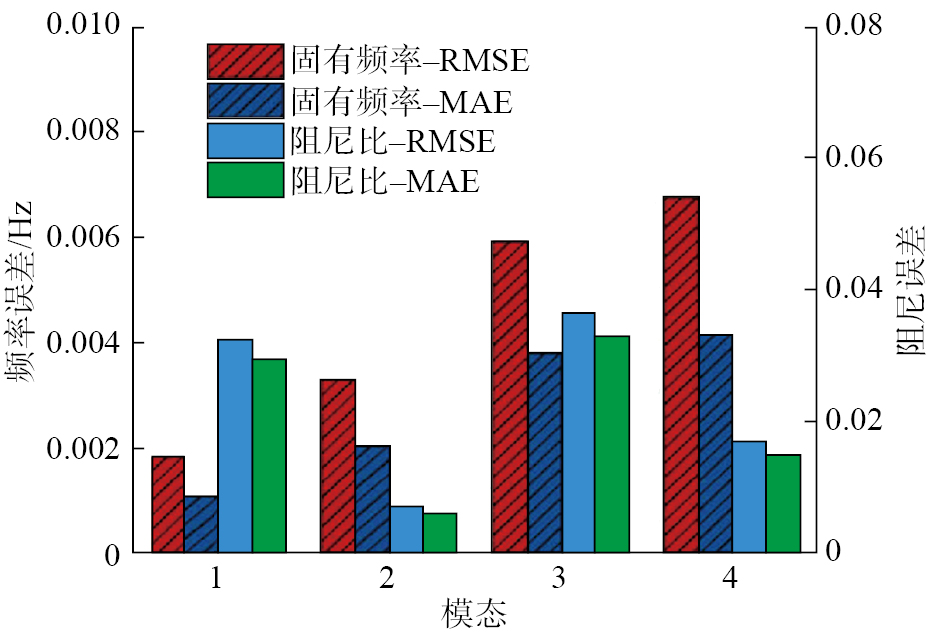
利用最优模型参数对测试样本进行模态参数神经网络预测,图7和8为曲面薄壁件切削位置1处的前4阶固有频率和阻尼比,表4对比了本文方法与解析法[ XU M Q, AU F T K, WANG S Q, et al. Operational modal analysis under harmonic excitation using Ramanujan subspace projection and stochastic subspace identification[J]. Journal of Sound and Vibration, 2023, 545: 117436. 21]的预测结果。从图7和8可以看出,模态参数神经网络模型预测的固有频率和阻尼比与实际值吻合度较好。由表4可知,本文所提方法对固有频率和阻尼比的预测,与前人研究方法的预测结果相差较小,说明本文所提方法在预测模态参数时有效且较准确。以均方根误差(RMSE)和平均绝对误差(MAE)作为神经网络模型预测效果的评价指标,如图9所示。可知,前4阶固有频率预测的最小RMSE和MAE分别为0.00182 Hz和0.00106 Hz,最大RMSE和MAE分别为0.00672 Hz和0.00415 Hz;前4阶阻尼比预测的最小RMSE和MAE分别为0.00712和0.00599,最大RMSE和MAE分别为0.03652和0.03285。RMSE和MAE指标均在允许误差范围内。
图7 预测的固有频率
Fig.7 Predicted inherent frequency
图8 预测的阻尼比
Fig.8 Predicted damping ratio
表4 不同方法的结果对比
Table 4 Result comparison of different methods
模态阶数
固有频率/Hz
阻尼比/%
本文方法
解析法[ XU M Q, AU F T K, WANG S Q, et al. Operational modal analysis under harmonic excitation using Ramanujan subspace projection and stochastic subspace identification[J]. Journal of Sound and Vibration, 2023, 545: 117436. 21]
本文方法
解析法[ XU M Q, AU F T K, WANG S Q, et al. Operational modal analysis under harmonic excitation using Ramanujan subspace projection and stochastic subspace identification[J]. Journal of Sound and Vibration, 2023, 545: 117436. 21]
1
41.6695
41.6638
0.0633
0.0481
2
83.0366
83.2968
0.3848
0.3829
3
125.9735
125.0109
0.1284
0.0968
4
166.2993
166.3029
0.1698
0.1824
图9 神经网络模型的预测评价指标
Fig.9 Evaluation index of prediction for neural network model
李忠群, 丁鹏, 杨雨, 等. 航空薄壁零件切削加工技术研究进展[J]. 航空制造技术, 2024, 67(7): 38–53. LIZhongqun, DINGPeng, YANGYu, et al. Research progress in machining technology of aerospace thin-walled parts[J]. Aeronautical Manufacturing Technology, 2024, 67(7): 38–53.
[2]
ZHANGX, XUH, CAOM S, et al. In-plane free vibrations of small-sag inclined cables considering bending stiffness with applications to cable tension identification[J]. Journal of Sound and Vibration, 2023, 544: 117394.
[3]
ZHANGP, GAOD, LUY, et al. Online chatter detection in milling process based on fat iterative VMD and energy ratio difference[J]. Measurement, 2022, 194: 111060.
[4]
LUOM, MEIJ W, ZHANGD H. Time-domain modeling of a cutter exiting a workpiece in the slot milling process[J]. Chinese Journal of Aeronautics, 2016, 29(6): 1852–1858.
[5]
BAYLYP V, HALLEYJ E, MANNB P, et al. Stability of interrupted cutting by temporal finite element analysis[J]. Journal of Manufacturing Science and Engineering, 2003, 125(2): 220–225.
[6]
WANGD Z, RENJ X, TIANW J, et al. Predicting the dynamics of thin-walled parts with curved surfaces in milling based on FEM and Taylor series[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(1): 927–942.
[7]
SHIJ H, SONGQ H, LIUZ Q, et al. A novel stability prediction approach for thin-walled component milling considering material removing process[J]. Chinese Journal of Aeronautics, 2017, 30(5): 1789–1798.
[8]
STEPANG, KISSA K, GHALAMCHIB, et al. Chatter avoidance in cutting highly flexible workpieces[J]. CIRP Annals, 2017, 66(1): 377–380.
[9]
CRICHIGNO FILHOJ M, NEGRID, MELOTTIS. Stable milling of cantilever plates using shell finite elements[J]. The International Journal of Advanced Manufacturing Technology, 2018, 99(9): 2677–2693.
[10]
杨昀, 张卫红, 党建卫, 等. 航空薄壁件铣削加工动力学仿真技术[J]. 航空制造技术, 2018, 61(7): 42–47, 69. YANGYun, ZHANGWeihong, DANGJianwei, et al. Dynamic modelling technology on milling process of aerospace thin-walled workpiece[J]. Aeronautical Manufacturing Technology, 2018, 61(7): 42–47, 69.
[11]
EYNIANM. In-process identification of modal parameters using dimensionless relationships in milling chatter[J]. International Journal of Machine Tools and Manufacture, 2019, 143: 49–62.
[12]
POWAŁKAB, JEMIELNIAKK. Stability analysis in milling of flexible parts based on operational modal analysis[J]. CIRP Journal of Manufacturing Science and Technology, 2015, 9: 125–135.
[13]
ZHOUK, XIED L, XUK, et al. A machine learning-based stochastic subspace approach for operational modal analysis of civil structures[J]. Journal of Building Engineering, 2023, 76: 107187.
[14]
LIB, LIANGW, YANGS M, et al. Automatic identification of modal parameters for high arch dams based on SSI incorporating SSA and K-means algorithm[J]. Applied Soft Computing, 2023, 138: 110201.
[15]
WEIQ Y, SHENL, KÖVESDIB, et al. A lightweight stochastic subspace identification-based modal parameters identification method of time-varying structural systems[J]. Journal of Sound and Vibration, 2024, 570: 118092.
[16]
CHUOY S, LEEJ W, MUNC H, et al. Artificial intelligence enabled smart machining and machine tools[J]. Journal of Mechanical Science and Technology, 2022, 36(1): 1–23.
[17]
李法贵, 王若奇, 孙玉文. 基于深度神经网络的机器人加工系统模态特性预测[J]. 航空制造技术, 2023, 66(3): 85–92, 124. LIFagui, WANGRuoqi, SUNYuwen. Modal characteristics prediction of robotic machining systems based on deep neural network[J]. Aeronautical Manufacturing Technology, 2023, 66(3): 85–92, 124.
[18]
PARKS S, AMANIS, LEED Y, et al. Machine learning based substructure coupling of machine tool dynamics and chatter stability[J]. CIRP Annals, 2024, 73(1): 297–300.
[19]
LIUD S, LUOM, ZHANGZ, et al. Operational modal analysis based dynamic parameters identification in milling of thin-walled workpiece[J]. Mechanical Systems and Signal Processing, 2022, 167: 108469.
[20]
WANGX J, SONGQ H, LIUZ Q. Dynamic model and stability prediction of thin-walled component milling with multi-modes coupling effect[J]. Journal of Materials Processing Technology, 2021, 288: 116869.
[21]
XUM Q, AUF T K, WANGS Q, et al. Operational modal analysis under harmonic excitation using Ramanujan subspace projection and stochastic subspace identification[J]. Journal of Sound and Vibration, 2023, 545: 117436.