Research Progress on Precision Forming Technology for Titanium Alloy Corrugated Sheet of Honeycomb Core
Citations
LEI Yiwen, HE Wenbo, ZHANG Qianwen, et al. Research progress on precision forming technology for titanium alloy corrugated sheet of honeycomb core[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 58–68.
图1 钛合金蜂窝夹层结构示意图
图2 拉伸法成形蜂窝芯[ 李翔城. 组合式铝蜂窝嵌入作用机制及降冲击性能研究[D]. 长沙: 国防科技大学, 2020.LI Xiangcheng. Study on the cutting mechanism of combined aluminum honeycomb and its property on the shock resistance[D]. Changsha: National University of Defense Technology, 2020. 21]
图3 扩散连接/拉伸成形法的成形过程和拉伸夹具[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]
图4 扩散连接/拉伸成形法制备钛合金蜂窝芯[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]
图5 激光近净成形制备钛合金蜂窝结构[ BARANOWSKI P, PŁATEK P, ANTOLAK-DUDKA A, et al. Deformation of honeycomb cellular structures manufactured with laser engineered net shaping (LENS) technology under quasi-static loading: Experimental testing and simulation[J]. Additive Manufacturing, 2019, 25: 307–316. 27]
图6 激光选区熔化制备钛合金蜂窝芯[ LI S Y, GUO S, HUANG H Y, et al. Microstructure and mechanical properties of TC4/TA2 honeycomb structure fabricated by selective laser melting (SLM)[J]. Journal of Alloys and Compounds, 2024, 1002: 175437. 29]
图7 辊压成形法制备钛合金蜂窝芯
图8 热压成形瓦楞板原理及样件[ DU Z H, ZHANG K F. The hot bending and diffusion bonding of TiAl-based alloy for corrugated-core sandwich structure[J]. Journal of Materials Engineering and Performance, 2019, 28(4): 1986–1994. 41]
图9 电磁/准静态成形钛合金瓦楞板[ ZHU C X, XU J, YU H P, et al. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103929. 39]
图10 电辅助冲压成形瓦楞结构[ LI C Z, XU Z T, PENG L F, et al. An electric-pulse-assisted stamping process towards springback suppression and precision fabrication of micro channels[J]. International Journal of Mechanical Sciences, 2022, 218: 107081. 43]
图11 瓦楞板辊压/校形成形[ 虞文军, 李飞, 王东晔, 等. 钛合金蜂窝瓦楞板的成形工艺[J]. 机械工程材料, 2016, 40(7): 81–86.YU Wenjun, LI Fei, WANG Dongye, et al. Forming process for titanium alloy honeycomb corrugated sheet[J]. Materials for Mechanical Engineering, 2016, 40(7): 81–86. 47]
图12 电辅助辊压工艺成形Ti65高温钛合金瓦楞板
图13 电辅助辊压/扩散连接成形瓦楞板及蜂窝芯工艺参数研究[ 丁锐, 邱伟真, 赵杰, 等. Ti2AlNb合金蜂窝结构电流辅助成形–扩散连接工艺研究[J]. 航天制造技术, 2024(4): 52–56.DING Rui, QIU Weizhen, ZHAO Jie, et al. Research on the current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Aerospace Manufacturing Technology, 2024(4): 52–56. 50]
1.Institute of Forming Technology & Equipment, School of Materials Science and Engineering,Shanghai Jiao Tong University, Shanghai200030, China
2.AVIC Xi’an Aircraft Industry Group Company Ltd., Xi’an710089, China
Citations
LEI Yiwen, HE Wenbo, ZHANG Qianwen, et al. Research progress on precision forming technology for titanium alloy corrugated sheet of honeycomb core[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 58–68.
Abstract
In order to meet the requirements for high-precision and high-efficiency production of high-performance honeycomb sandwich structures, the research progress of precision forming technology of thin-walled titanium alloy honeycomb core and corrugated sheet are presented in this paper. Firstly, the components of thin-walled honeycomb sandwich structures and their excellent strength, stiffness and heat-resistant performance characteristics are introduced. Secondly, three main manufacturing methods for honeycomb cores are summarized, i.e., stretching, additive manufacturing and stamping/rolling. The advantages, disadvantages and applicable conditions of the three methods are analyzed. Further, the thin-walled corrugated sheets manufactured by forming method are analyzed in detail: how such thin-walled structures can be fabricated based on stamping or rolling process are expounded, the uniformity improvement of foil deformation, springback reduction of thin-walled structures and forming accuracy enhancement obtained by controlling the material orientation, process parameters and external energy field are summarized. Lastly, the challenges and development aspects of titanium alloy honeycomb sandwich structures and corrugated sheets in precision forming are prospected.
随着高速、高机动性飞行器技术的不断进步,航空航天领域对飞行器结构部件提出了更为严苛的要求:须在极端高温环境中展现出较好的刚度、强度及隔热性能。薄壁蜂窝夹层结构是一种由不连续薄壁蜂窝芯和面板组成的复合结构,包含大量高抗压强度的类工字梁结构,抗压缩变形能力优异,并且在常用蜂窝夹层结构中,蜂窝芯实体体积仅占1%~3%,其余空间内是密封状态的空气,声波和热量的传播都受到极大的限制,因此可以满足航空航天装备的特殊服役条件[ PENG F H, LI T C, YU K P, et al. Adaptive modal identification of honeycomb thin-walled composite structures with pit defects under thermal modal testing using variational mode decomposition technique based on digital image correlation[J]. Thin-Walled Structures, 2023, 188: 110827. LI J M, KARDOMATEAS G, LIU L. Vibration analysis of thick-section sandwich structures in thermal environments[J]. International Journal of Mechanical Sciences, 2023, 241: 107937. 1-2]。蜂窝夹层结构通常包括中间的薄壁蜂窝芯体和上、下两块面板。在众多蜂窝芯体结构(如正六边形、菱形、矩形、正弦波形等)中,正六边形蜂窝结构凭借较少的材料获得较大的承载能力,且制造工艺相对简单,因此成为目前应用最为广泛的一种蜂窝结构[ LI Z W, MO Y J, GARIBOLDI E, et al. Investigation of the influence of morphology on thermal conductivity in hexagonal honeycomb structures and computational models with varied volume fraction and conductivity ratio[J]. International Journal of Heat and Mass Transfer, 2024, 228: 125635. XUE P C, WEI X Y, LI Z B, et al. Mechanics of inner core debonding of composite sandwich beam with CFRP hexagonal honeycomb[J]. International Journal of Solids and Structures, 2024, 293: 112760. 3-4]。正六边形薄壁蜂窝夹层结构已经被广泛应用于航空航天领域中的关键部位,如飞机机翼、机身结构、发动机舱室及飞行器的热防护系统等[ GANILOVA O A, CARTMELL M P, KILEY A. Experimental investigation of the thermoelastic performance of an aerospace aluminium honeycomb composite panel[J]. Composite Structures, 2021, 257: 113159. MALLICK M, CHAKRABARTY A, KHUTIA N. Genetic algorithm based design optimization of crashworthy honeycomb sandwiched panels of AA7075–T651 aluminium alloy for aerospace applications[J]. Materials Today: Proceedings, 2022, 54: 690–696. 5-6]。美国超音速B–58轰炸机率先使用钎焊的不锈钢蜂窝夹层结构,其蜂窝板应用面积占整个飞机外形面积的85%以上。以美国X–33太空飞机为代表的新一代先进技术验证机也采用了大面积镍基高温合金蜂窝面板。蜂窝夹层结构的应用显著减轻了飞机整体重量,提升了飞行器的机动性和灵活性,提高了飞行器的使用寿命和重复使用率。因此,随着飞行器向轻量化、高稳定性方向发展的趋势,对高性能蜂窝夹层结构部件的需求愈发迫切。
钛合金具有密度低、比强度高、耐腐蚀及优异的耐热和耐低温性能,在航空航天等工业领域中的应用越来越广泛[ ZHAO Q Y, SUN Q Y, XIN S W, et al. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process[J]. Materials Science and Engineering: A, 2022, 845: 143260. GAO X Y, ZHANG Z, LIU L Y, et al. Microstructure and coloration mechanism of TC11 aerospace titanium alloy ultra-thin thermal oxide films[J]. Journal of Materials Research and Technology, 2024, 30: 5312–5322. 7-8]。随着飞行器速度的提升,对钛合金在高温下的力学性能和热稳定性有了更高的要求,研究人员也开发了一系列高温钛合金及钛基金属间化合物(如Ti60、Ti65钛合金、Ti2AlNb合金),这些材料在较高的服役温度下(600 ℃以上)仍能保持优良的稳定性[ 文豪, 冯军宁. 国内高温钛合金板材研究现状[J]. 世界有色金属, 2023(18): 130–133.WEN Hao, FENG Junning. Research status of high temperature titanium alloy plate in China[J]. World Nonferrous Metals, 2023(18): 130–133. 9]。因此,采用钛合金制造薄壁蜂窝夹层结构将进一步提升夹层结构的性能。研究发现,对于相同大小的蜂窝夹层结构,采用钛合金制造的重量仅为不锈钢制造的60%,而其比强度高约50%,且钛合金的导热系数比不锈钢低50%~60%,因此,钛合金蜂窝夹层结构可同时满足轻量化、高强度和耐热需求[ 刘景涛, 潘红蕾, 朱菱. 高温合金蜂窝成形制造工艺及性能评价[J]. 精密成形工程, 2020, 12(5): 138–144.LIU Jingtao, PAN Honglei, ZHU Ling. Superalloy honeycomb forming process and performance evaluation[J]. Journal of Netshape Forming Engineering, 2020, 12(5): 138–144. 10]。此外,尽管铝合金蜂窝夹层结构也具有较低的重量和较高的比强度,但该结构在高温环境中的耐热性较差。类似地,复合材料蜂窝夹层结构也具有较低的重量、较高的比强度和比刚度,但是在极端高温和潮湿服役条件下容易发生老化,甚至完全失效。因此,钛合金薄壁蜂窝夹层结构以优异的综合性能成为各类飞行器承载和绝热构件的首选。
然而,钛合金在常温或较低温度下成形时具有较大的变形抗力和较低的塑性,极容易出现破裂问题[ WU Z L, DONG P X, HUANG Y F, et al. Formability and mechanism of ultra-thin titanium foil under the elevated temperature and high strain rate in electromagnetic forming[J]. Journal of Materials Research and Technology, 2024, 31: 2435–2449. YANG M, CHANG Z D, LIU K G, et al. Investigation on mechanism in fabricating truncated cone with tooth features of titanium alloy via flexible free incremental forming at room temperature[J]. Journal of Materials Processing Technology, 2024, 330: 118472. 11-12]。此外,薄壁钛合金构件成形后的严重回弹将严重影响成形精度[ MA Z W, TONG G Q, CHEN F, et al. Grain size effect on springback behavior in bending of Ti–2.5Al–1.5Mn foils[J]. Journal of Materials Processing Technology, 2015, 224: 11–17. 13]。因此,制造钛合金薄壁蜂窝夹层结构仍然面临着很大的挑战。目前,针对钛合金蜂窝夹层结构的研究仍然较少。本文首先介绍了国内外钛合金蜂窝夹层结构的成形方法和最新进展,分析了各种方法的适用范围和优缺点,然后详细分析了钛合金蜂窝芯瓦楞板的成形工艺,以及钛合金箔材成形过程中的形性控制方法,为高性能钛合金蜂窝夹层结构的制备与应用提供一定参考。
1 钛合金薄壁蜂窝夹层结构特征与蜂窝芯制备方法
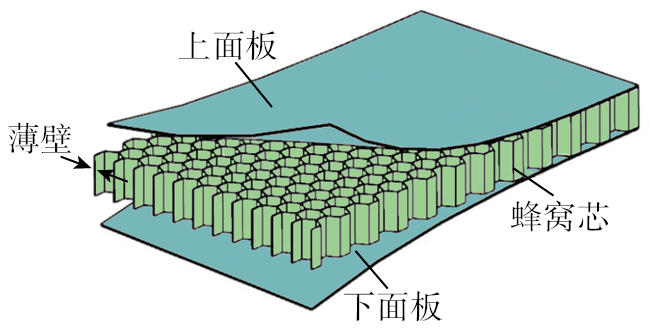
钛合金薄壁蜂窝夹层结构通常包含3部分:中间的蜂窝芯体及上、下两块面板(面板厚度通常不超过1 mm),如图1所示,各部分间可经钎焊、扩散焊等连接技术加工为一个整体,整个蜂窝夹层结构的厚度一般不超过30 mm。蜂窝夹层结构的面板主要提供轴向弯曲和面内剪切刚度,因此面板设计需要重点考虑承载力和耐腐蚀性能[ WU C H, WANG H R, LIU A L, et al. Failure analysis of titanium honeycomb sandwich structures subjected to three-point bending in high-temperature condition[J]. Engineering Failure Analysis, 2024, 165: 108735. WANG R S, HA T, WANG J. Elastic properties of honeycombs with spline curve cell walls[J]. Mechanics of Materials, 2024, 192: 104975. PRAMANIK S, MILAEGE D, HOYER K P, et al. Additively manufactured novel Ti6Al7Nb circular honeycomb cellular solid for energy absorbing applications[J]. Materials Science and Engineering: A, 2022, 854: 143887. 14-16]。
图1 钛合金蜂窝夹层结构示意图
Fig.1 Schematic diagram of Ti alloy honeycomb sandwich structure
国外对钛合金蜂窝夹层结构制造技术的研究较早,目前技术已经相对成熟。早在20世纪60年代,美国就率先对钛合金蜂窝夹层结构钎焊连接技术进行了研究,并成功将该结构用于航空发动机的承力机匣、消音机匣、机翼壁板和机身内部构件上,如标志性的超音速运输试验机(马赫数2.7),其机翼、尾翼及机身尾部大量采用了钛合金钎焊蜂窝结构。此外,NASA、Goodrich等机构也对钛合金蜂窝夹层结构的连接技术、无损检测、热传导性能和抗冲击性能等方面开展了深入研究[ 苏小丽. 钛合金蜂窝芯制造技术研究[D]. 南京: 南京航空航天大学, 2014.SU Xiaoli. Study on manufacturing technology of titanium alloy honeycomb core[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2014. 17]。相比之下,国内现有的蜂窝芯体结构主要是由铝合金、镍基高温合金和不锈钢等材料制备的。例如,中国航发北京航空材料研究院采用镍基钎料对GH3536合金蜂窝开展了钎焊工艺研究和性能评估[ 静永娟, 贾崇林, 刘尧, 等. GH3536蜂窝钎焊界面组织与性能[J]. 焊接, 2023(3): 22–26.JING Yongjuan, JIA Chonglin, LIU Yao, et al. Microstructure and properties of honeycomb brazed interface for GH3536 alloy[J]. Welding & Joining, 2023(3): 22–26. 18],郑州机械研究所分析了不同铝蜂窝芯厚度对钎焊接头微观组织的影响[ 李云月, 李秀朋, 沈元勋, 等. 真空钎焊6063铝合金蜂窝板微观组织[J]. 焊接, 2023(12): 6–11, 16.LI Yunyue, LI Xiupeng, SHEN Yuanxun, et al. Microstructure of vacuum brazed 6063 aluminum alloy honeycomb plate[J]. Welding & Joining, 2023(12): 6–11, 16. 19],南京航空航天大学通过激光增材制造工艺成形了316L不锈钢梯度蜂窝夹层结构[ 韦云峰. 激光增材制造金属梯度蜂窝结构的制备及力学性能研究[D]. 南京: 南京航空航天大学, 2022.WEI Yunfeng. Preparation and mechanical properties of metal gradient honeycomb structure made by laser additive[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2022. 20]。关于钛合金蜂窝夹层结构成形方法的研究较少,且主要集中在与航空航天相关的各类研究所与高等院校中,与国外相比,国内的相关研究在成形精度方面还有巨大差距,因此需要大力开展相关方面的研究工作。
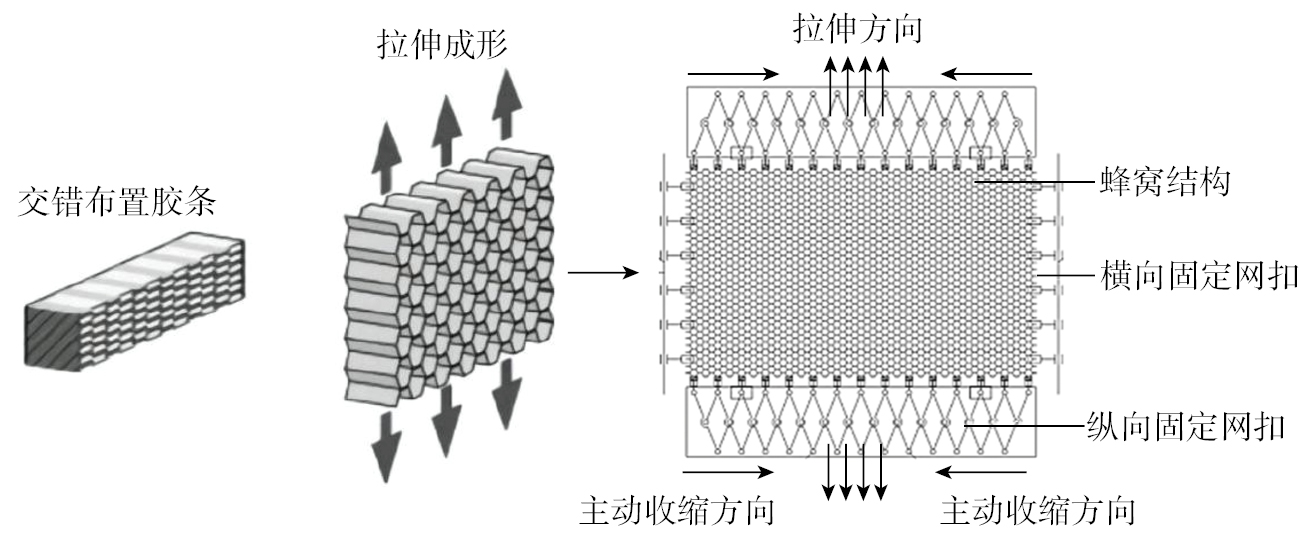
拉伸法成形是指首先在基体箔材上涂胶条,然后将箔材叠合胶接,需要保证相邻两层箔材的胶条位置互相错开,通过热压机对叠好的箔材进行加热、加压,使胶黏剂固化从而形成蜂窝芯板,再拉伸叠合胶接而成的箔材,即可制成蜂窝,拉伸法成形的蜂窝芯如图2所示[ 李翔城. 组合式铝蜂窝嵌入作用机制及降冲击性能研究[D]. 长沙: 国防科技大学, 2020.LI Xiangcheng. Study on the cutting mechanism of combined aluminum honeycomb and its property on the shock resistance[D]. Changsha: National University of Defense Technology, 2020. 21]。常规拉伸法制造蜂窝芯时,受胶黏剂粘接性能的限制,通常要求基体箔材的厚度小于0.08 mm,否则粘接面会在拉伸成形过程中分离。拉伸法不宜制造孔格太小的蜂窝,因为胶黏剂流动时容易将较小的蜂窝孔堵塞。由于拉伸过程中的回弹难以控制,导致此方法制造的蜂窝叠加边长度要小于非叠加边,孔格并不是标准的正六边形结构,而是略带扁平状的六边形。此外,拉伸法只适合于成形特定形状的蜂窝芯(如正六边形)。当蜂窝芯结构较为复杂时,无法通过拉伸使得胶接堆叠而成的箔材形成指定形状。此方法虽然生产成本低、生产效率高,但是制得的蜂窝芯尺寸精度较低、误差较大,尤其是难以控制靠近边缘芯格的形状,在成形蜂窝芯后还需要通过机加工去除四周不满足精度要求的部分。因此,常规拉伸法更适合成形复合材料、铝合金等具有较低变形抗力材料的蜂窝芯,并通常应用在对尺寸精度要求不高的领域。
图2 拉伸法成形蜂窝芯[ 李翔城. 组合式铝蜂窝嵌入作用机制及降冲击性能研究[D]. 长沙: 国防科技大学, 2020.LI Xiangcheng. Study on the cutting mechanism of combined aluminum honeycomb and its property on the shock resistance[D]. Changsha: National University of Defense Technology, 2020. 21]
Fig.2 Honeycomb core formed by stretching[ 李翔城. 组合式铝蜂窝嵌入作用机制及降冲击性能研究[D]. 长沙: 国防科技大学, 2020.LI Xiangcheng. Study on the cutting mechanism of combined aluminum honeycomb and its property on the shock resistance[D]. Changsha: National University of Defense Technology, 2020. 21]
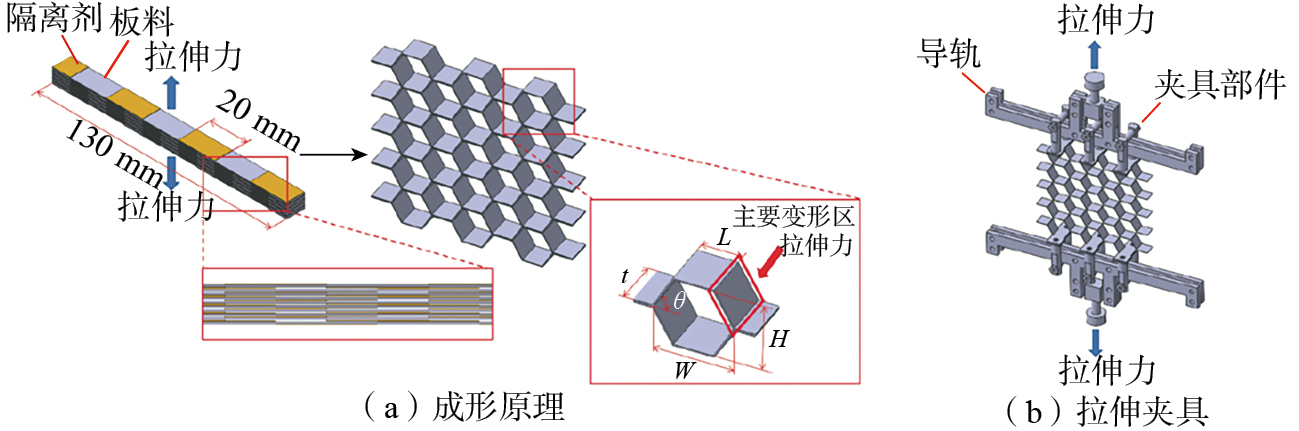
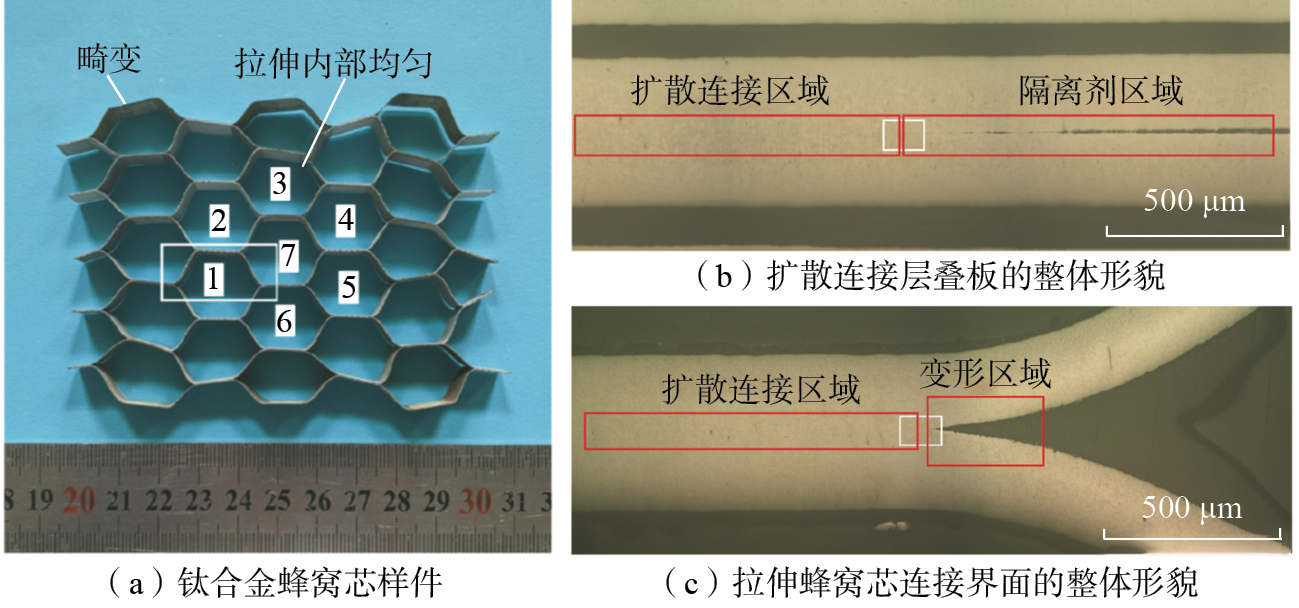
为了克服常规拉伸法成形蜂窝芯胶接接头强度低的问题,一些学者提出了新型扩散连接/拉伸成形法。扩散连接/拉伸成形法首先通过扩散连接技术使得相邻两层箔材在指定区域实现冶金连接,制备具有可靠接头的钛合金层叠板,然后在高温下对该层叠板进行拉伸,得到胞体形状较一致的钛合金蜂窝芯[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]。扩散连接是一种先进的连接技术,在扩散连接过程中,被连接材料表面局部相互接触,发生少量塑性变形,经原子间的相互扩散形成扩散反应层,在高温和一定压力下形成具有一定厚度的稳定界面层,界面空洞消失并形成可靠的冶金连接,大幅提高了接头强度,避免了常规拉伸法胶接接头容易在拉伸或服役过程中脱粘的问题[ CHANG R J, GUO Q Y, MA Z Q, et al. Kinetics of voids evolution during diffusion bonding of dissimilar metals on consideration of the realistic surface morphology: Modeling and experiments[J]. Acta Materialia, 2024, 276: 120121. 李细锋, 钟李欣, 张骞文, 等. 钛合金扩散连接技术及其层合结构疲劳裂纹扩展研究进展[J]. 航空制造技术, 2024, 67(1/2): 14–26.LI Xifeng, ZHONG Lixin, ZHANG Qianwen, et al. Research progress on diffusion bonding of titanium alloys and fatigue crack growth of their laminates[J]. Aeronautical Manufacturing Technology, 2024, 67(1/2): 14–26. 23-24]。扩散连接/拉伸成形法的具体成形过程和拉伸夹具如图3所示[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22],首先在非连接区域喷涂氮化硼焊接隔离剂防止非连接区域的焊合,在合适的扩散连接温度、压力和时间下,相邻箔材表面指定区域的原子进行相互扩散,形成高强度钛合金层叠板,再通过高温试验机对层叠板施加拉伸变形,获得蜂窝芯。
图3 扩散连接/拉伸成形法的成形过程和拉伸夹具[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]
Fig.3 Forming process and stretching fixture of diffusion bonding/stretching[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]
图4 扩散连接/拉伸成形法制备钛合金蜂窝芯[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]
Fig.4 Ti alloy honeycomb core formed by diffusion bonding/stretching[ 周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93.ZHOU Xianjun, WU Yong, CHEN Minghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93. 22]
1.2 增材制造法
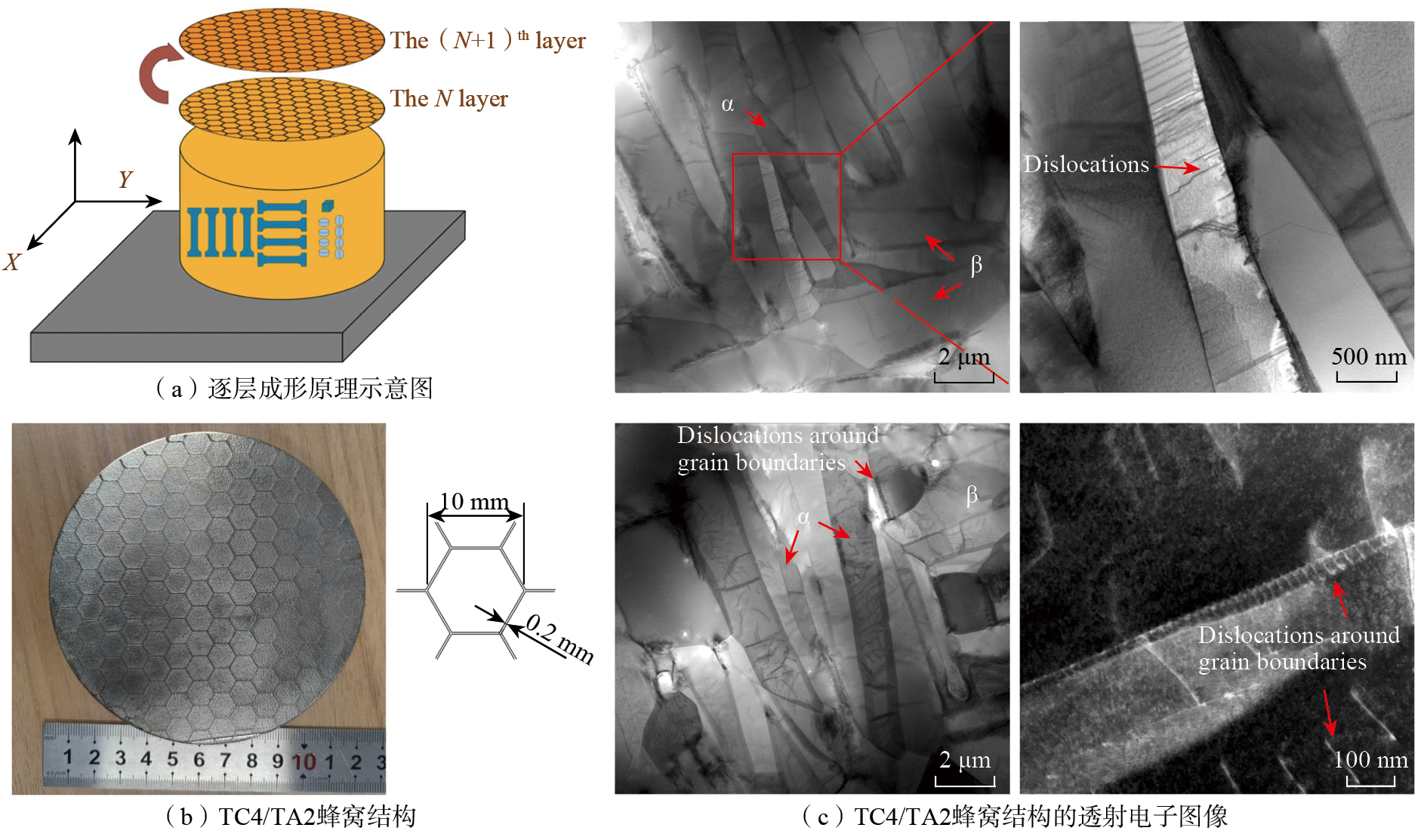
增材制造法通过直接输入蜂窝芯几何模型来实现其整体制造,通过集合数字化、制造、激光等多种技术于一体,可较为容易地成形蜂窝芯这种具有大量孔洞的结构[ TAGHIZADEH M, ZHU Z H. A comprehensive review on metal laser additive manufacturing in space: Modeling and perspectives[J]. Acta Astronautica, 2024, 222: 403–421. GE T Y, LI Y L, GAO D S, et al. Hybridizing additive manufacturing and sheet forming process to manufacture complex components with multi-features: A review[J]. Journal of Manufacturing Processes, 2024, 124: 345–364. 25-26]。采用“分层加工,叠加制造”的原理进行蜂窝芯的整体成形,只需提供蜂窝芯的三维几何模型,再采用专业软件对模型进行切片处理,即可传送至增材制造设备进行打印制造。Baranowski等[ BARANOWSKI P, PŁATEK P, ANTOLAK-DUDKA A, et al. Deformation of honeycomb cellular structures manufactured with laser engineered net shaping (LENS) technology under quasi-static loading: Experimental testing and simulation[J]. Additive Manufacturing, 2019, 25: 307–316. 27]采用激光近净成形技术打印了壁厚为0.7 mm的Ti–6Al–4V钛合金蜂窝结构(图5(a)),并通过试验和有限元仿真研究了蜂窝芯在准静态压缩下的变形行为(图5(b));蜂窝结构的单胞目标壁厚为0.7 mm,但实际测得各点的壁厚均与目标壁厚有一定差异,且蜂窝结构表面较粗糙。王宏伟等[ 王宏伟, 李庆芬, 朱兆军, 等. 钛蜂窝体制备及压缩性能研究[J]. 宇航材料工艺, 2007, 37(4): 42–45.WANG Hongwei, LI Qingfen, ZHU Zhaojun, et al. Fabrication and compression properties of Ti honeycomb[J]. Aerospace Materials & Technology, 2007, 37(4): 42–45. 28]首先采用熔融沉积快速成形法制备具有蜂窝结构的蜡坯,然后将制备的钛金属粉浆灌入蜂窝结构蜡坯,最后对已灌浆的蜂窝结构蜡坯进行固化、脱蜡、烧结,从而制得钛蜂窝芯结构,其壁厚范围为0.3~1 mm。Li等[ LI S Y, GUO S, HUANG H Y, et al. Microstructure and mechanical properties of TC4/TA2 honeycomb structure fabricated by selective laser melting (SLM)[J]. Journal of Alloys and Compounds, 2024, 1002: 175437. 29]通过激光选区熔化技术制备了TC4/TA2复合蜂窝结构,成形原理和蜂窝结构实物分别如图6(a)和(b)所示,蜂窝壁为TA2钛合金,壁厚0.2 mm,六边形蜂窝内部采用TC4钛合金进行填充。对该结构进行透射电子扫描可知,针状α马氏体分布在β相之间,且异质晶界附近存在大量位错(图6(c))。当蜂窝芯受到复合载荷加载时,这些位错会阻碍彼此的移动,表明所制备的复合钛合金蜂窝结构具有良好的性能。此外,借助增材制造技术可以实现梯度蜂窝结构的制造,例如蜂窝芯的壁厚可沿面外方向呈连续性变化[ 韦云峰. 激光增材制造金属梯度蜂窝结构的制备及力学性能研究[D]. 南京: 南京航空航天大学, 2022.WEI Yunfeng. Preparation and mechanical properties of metal gradient honeycomb structure made by laser additive[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2022. 20]。
图5 激光近净成形制备钛合金蜂窝结构[ BARANOWSKI P, PŁATEK P, ANTOLAK-DUDKA A, et al. Deformation of honeycomb cellular structures manufactured with laser engineered net shaping (LENS) technology under quasi-static loading: Experimental testing and simulation[J]. Additive Manufacturing, 2019, 25: 307–316. 27]
Fig.5 Ti alloy honeycomb structure formed by laser engineered net shaping[ BARANOWSKI P, PŁATEK P, ANTOLAK-DUDKA A, et al. Deformation of honeycomb cellular structures manufactured with laser engineered net shaping (LENS) technology under quasi-static loading: Experimental testing and simulation[J]. Additive Manufacturing, 2019, 25: 307–316. 27]
图6 激光选区熔化制备钛合金蜂窝芯[ LI S Y, GUO S, HUANG H Y, et al. Microstructure and mechanical properties of TC4/TA2 honeycomb structure fabricated by selective laser melting (SLM)[J]. Journal of Alloys and Compounds, 2024, 1002: 175437. 29]
Fig.6 Ti alloy honeycomb core formed by selective laser melting process[ LI S Y, GUO S, HUANG H Y, et al. Microstructure and mechanical properties of TC4/TA2 honeycomb structure fabricated by selective laser melting (SLM)[J]. Journal of Alloys and Compounds, 2024, 1002: 175437. 29]
通过上述方法制得形状规则的蜂窝芯后,为使蜂窝芯轮廓和尺寸精度与具有复杂曲面结构的上面板和下面板相匹配,需要对蜂窝芯进行减材加工以适应面板形状。蜂窝芯属于非连续薄壁结构,面外刚度高而面内刚度低。蜂窝芯减材加工质量将显著影响蜂窝夹层结构的性能与寿命[ LI X C, LU F Y, LIN Y L, et al. Influence of cell size effect on the vertical cutting of hexagonal thin-walled honeycombs by parallel blades[J]. Thin-Walled Structures, 2020, 157: 107137. 30]。目前,蜂窝芯的加工方法主要有高速铣削、超声切削、高压水射流切割、激光切割及金刚石砂轮磨削等[ 孙健淞, 康仁科, 周平, 等. 蜂窝芯超声切削技术研究进展[J]. 机械工程学报, 2023, 59(9): 298–319.SUN Jiansong, KANG Renke, ZHOU Ping, et al. Review on ultrasonic cutting of honeycomb core[J]. Journal of Mechanical Engineering, 2023, 59(9): 298–319. 31]。高速铣削过程中蜂窝芯容易出现变形、撕裂等缺陷[ JIANG S W, LIU H B, ZUO Y S, et al. Cutting vibration characteristics and mechanisms in the end milling of superalloy honeycomb core with ice fixation clamping[J]. Mechanical Systems and Signal Processing, 2024, 215: 111422. 32];超声切削依靠超声振动实现减材,蜂窝芯变形量小[ SUN J S, QIN Y, XING W, et al. Study on cell wall deformation in ultrasonic cutting aluminum honeycomb by straight-blade knife[J]. Ultrasonics, 2024, 144: 107444. 33];高压水射流切割及激光切割能够得到较好的加工表面,但加工过程中引入的液体污染或热损伤会影响构件性能,且这两种方法不适用于加工复杂曲面;金刚石砂轮磨削适合加工高密度蜂窝芯。
对于钛合金蜂窝夹层结构,常采用胶接、钎焊和扩散焊的方法实现蜂窝芯与面板的连接。其中,胶接方法仅适用于较低服役温度(一般低于200 ℃)的蜂窝结构,且长期服役过程中胶接部分容易发生老化失效。钎焊和扩散焊方法适用于高温等极端服役条件下的蜂窝结构,是目前薄壁钛合金蜂窝夹层结构最常用且最有效的连接方式。为了实现有效的钎焊连接,钎料种类的选择至关重要。与银基、铝基钎料相比,钛基钎料钎焊接头的高温强度更高,耐腐蚀性能和耐热性更好[ WANG L X, LI J, LIU K, et al. Study on microstructure and mechanical properties of vacuum brazing TC4 titanium alloy with Ti–37.5Zr–15Cu–10Ni amorphous filler metal[J]. Materials Today Communications, 2024, 41: 110552. 34]。此外,钎焊工艺参数也会显著影响钛合金蜂窝夹层结构的接头强度。液相界面扩散连接技术已成功应用于Ti3Al蜂窝芯与Ti–14Al–21Nb面板的连接,表明该技术在高超音速飞行器高温区服役钛合金蜂窝夹层结构的连接中具有极好的应用前景[ 岳喜山. 钛合金蜂窝夹层结构制造及其力热性能研究[D]. 西安: 西北工业大学, 2020.YUE Xishan. Fabrication of titanium alloy honeycomb sandwich structure and its mechanical and thermal properties[D]. Xi’an: Northwestern Polytechnical University, 2020. ORUGANTI R K, GHOSH A K. Fabrication of nickel honeycombs[J]. Acta Materialia, 2007, 55(18): 6074–6083. 35-36]。
2 钛合金瓦楞板精密成形技术
采用冲压/辊压成形法制造蜂窝夹层结构时,作为蜂窝芯的核心部件,瓦楞板的成形精度直接决定了蜂窝夹层结构的质量,因此是成形的重点和难点。并且,随着微型飞行器和航空航天领域的轻量化发展,对蜂窝结构也提出了更加严格的轻质化要求,蜂窝芯薄壁的厚度通常小于0.1 mm[ JIANG S W, ZUO Y S, LI J M, et al. Impact of cutting state variables on machining defects in milling of superalloy honeycomb core thin wall[J]. Journal of Manufacturing Processes, 2024, 120: 123–134. 37]。传统制造方法难以处理此类薄壁结构件的精密成形问题,通常需要在常规冲压、辊压方法的基础上开发新工艺。此外,当构件的宏观几何尺寸持续减小到与材料的微观晶粒尺寸处于一个数量级时,材料的力学性能和变形行为将表现出强烈的尺寸参数依赖性,这也对超薄瓦楞板箔材成形提出了新挑战[ TRAN M T, WANG H, LEE H W, et al. Crystal plasticity finite element analysis of size effect on the formability of ultra-thin ferritic stainless steel sheet for fuel cell bipolar plate[J]. International Journal of Plasticity, 2022, 154: 103298. ZHU C X, XU J, YU H P, et al. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103929. 38-39]。因此,需要发展钛合金瓦楞板新型精密成形技术,在控制尺寸精度的基础上,防止成形过程中微观组织粗化导致的性能劣化。
2.1 精密冲压法
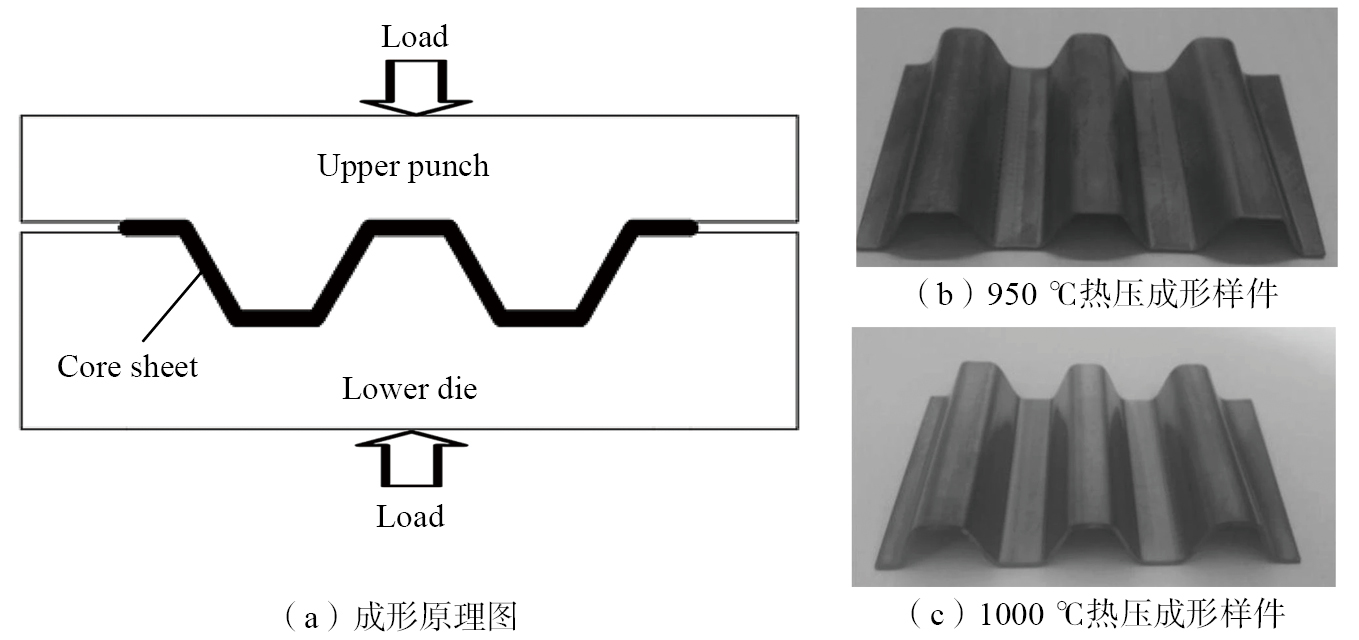
通过单道次冲压或者多道次冲压可以成形钛合金蜂窝瓦楞板,冲压模具形状按照瓦楞板尺寸设计。Das等[ DAS G, KESTLER H, CLEMENS H, et al. Sheet gamma TiAl: Status and opportunities[J]. JOM, 2004, 56(11): 42–45. 40]通过热压工艺成形了类似蜂窝结构的γ–TiAl构件,并通过钎焊技术将类蜂窝结构与蒙皮相连接。类似地,哈尔滨工业大学张凯锋团队采用热压工艺在950 ℃和1000 ℃的高温下,成形TiAl合金瓦楞板(壁厚1 mm),如图8所示[ DU Z H, ZHANG K F. The hot bending and diffusion bonding of TiAl-based alloy for corrugated-core sandwich structure[J]. Journal of Materials Engineering and Performance, 2019, 28(4): 1986–1994. 41],结果表明,1000 ℃下成形瓦楞板的平整度和精度均优于950 ℃下的成形结果,因此通过高温降低变形抗力可以明显提高成形精度。Mao等[ MAO W Z, WANG Y C, MEI D Q, et al. Numerical modeling and experimental study of microstamping process for fabricating microchannels using thin sheets of titanium[J]. Journal of Zhejiang University: Science A, 2023, 24(12): 1079–1095. 42]发现,工业纯钛薄板的各向异性特征会导致经不同取向的薄板冲压成形的瓦楞结构具有不同程度的回弹,并基于各向同性弹性和Hill屈服准则建立了一个考虑偏轴弹性模量的各向异性弹塑性本构模型,预测了瓦楞结构的回弹量,发现模具圆角半径、模具间隙和冲头宽度与瓦楞结构的回弹量呈正相关,与应力集中程度呈负相关,沿轧制方向取样可以获得高精度的瓦楞板。
图8 热压成形瓦楞板原理及样件[ DU Z H, ZHANG K F. The hot bending and diffusion bonding of TiAl-based alloy for corrugated-core sandwich structure[J]. Journal of Materials Engineering and Performance, 2019, 28(4): 1986–1994. 41]
Fig.8 Principles and samples of hot pressing formed corrugated sheets[ DU Z H, ZHANG K F. The hot bending and diffusion bonding of TiAl-based alloy for corrugated-core sandwich structure[J]. Journal of Materials Engineering and Performance, 2019, 28(4): 1986–1994. 41]
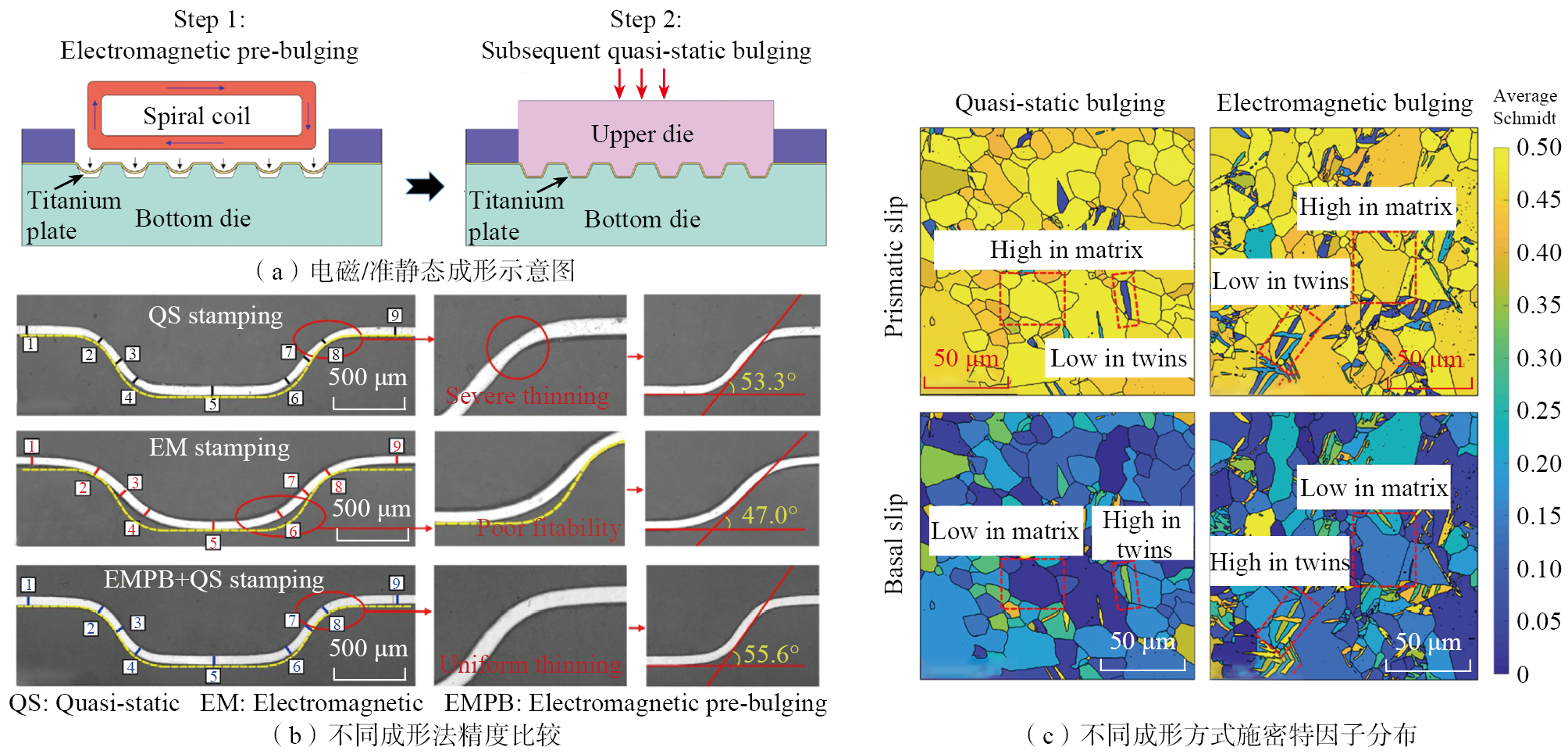
除了利用传统炉加热成形降低钛合金变形抗力,有学者提出借助电磁场提高钛合金箔材的成形性。Zhu等[ ZHU C X, XU J, YU H P, et al. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103929. 39]提出了一种电磁/准静态新型混合成形方法,即先通过电磁预成形钛板至一定形状,然后通过准静态成形至最终目标形状,成形过程如图9(a)所示。这种两步成形方法可以显著提高钛板的成形极限,如图9(b)所示,单独采用准静态成形或电磁成形,会导致箔材在局部严重减薄或成形不足,而采用两步混合成形法,材料变形均匀且回弹小。微观表征显示,经过电磁成形后的材料孪晶比例增加(图9(c)),孪晶中占优的是基面滑移(Basal slip)。而对于钛来说,基面滑移比柱面滑移(Prismatic slip)具有更高的临界分切应力,因此孪晶引起的晶粒重新取向促进了电磁成形过程中材料的应变硬化,有利于钛合金的均匀变形。
图9 电磁/准静态成形钛合金瓦楞板[ ZHU C X, XU J, YU H P, et al. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103929. 39]
Fig.9 Electromagnetic/quasi-static forming of Ti alloy corrugated sheets[ ZHU C X, XU J, YU H P, et al. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103929. 39]
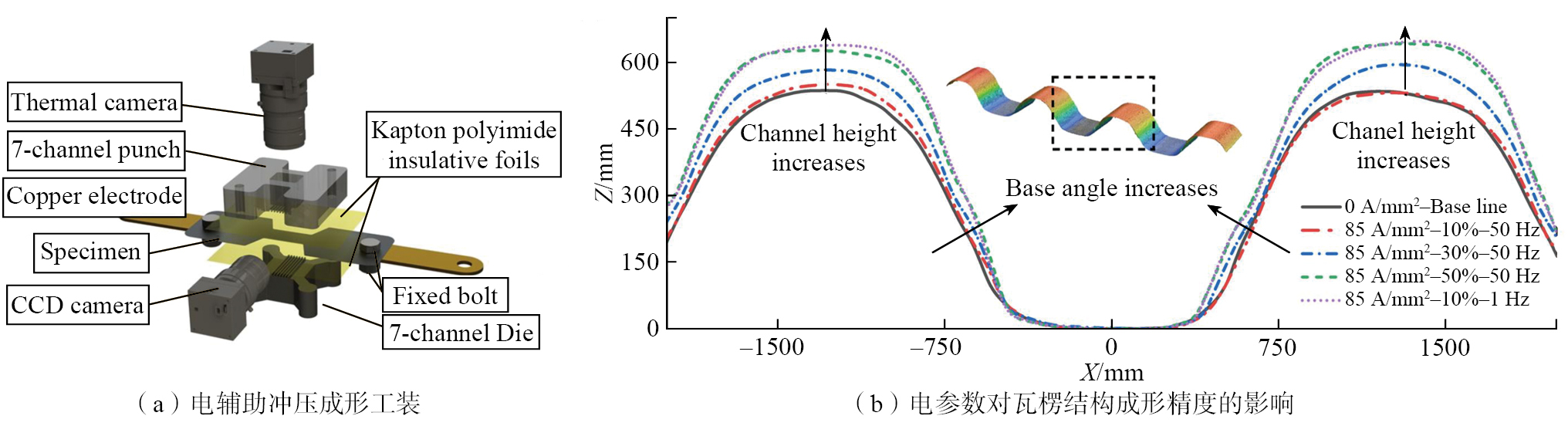
Li等[ LI C Z, XU Z T, PENG L F, et al. An electric-pulse-assisted stamping process towards springback suppression and precision fabrication of micro channels[J]. International Journal of Mechanical Sciences, 2022, 218: 107081. 43]提出了一种新型电辅助冲压成形瓦楞结构的方法,可以有效抑制瓦楞结构的回弹并提高其成形精度。具体成形工装如图10(a)所示,成形过程中,冲头首先下降一定距离来成形瓦楞板结构,随后施加10 s的脉冲电流并使冲头在下压位置停留15 s,最后冲头上行卸载压力。已有研究证明,合适的电流参数可以显著抑制材料的回弹[ LIU B S, CAO F C, ZENG Y S, et al. Numerical and experimental study on temperature and springback control of U-shape titanium extrusion hot stretch bending[J]. International Journal of Lightweight Materials and Manufacture, 2022, 5(4): 453–469. XIAO A, YAN Z Q, HUANG C Q, et al. Reduction of springback of Ti6Al4V alloy by high-density and instantaneous pulsed current[J]. Materials Science and Engineering: A, 2023, 877: 145188. ZHAO Y X, PENG L F, LAI X M. Influence of the electric pulse on springback during stretch U-bending of Ti6Al4V titanium alloy sheets[J]. Journal of Materials Processing Technology, 2018, 261: 12–23. 44-46]。从图10(b)也可以看出,电流参数显著影响瓦楞结构成形质量,采用1 Hz低频电脉冲可获得最佳的回弹抑制效果。
图10 电辅助冲压成形瓦楞结构[ LI C Z, XU Z T, PENG L F, et al. An electric-pulse-assisted stamping process towards springback suppression and precision fabrication of micro channels[J]. International Journal of Mechanical Sciences, 2022, 218: 107081. 43]
Fig.10 Electrically assisted stamping to forming corrugated structures[ LI C Z, XU Z T, PENG L F, et al. An electric-pulse-assisted stamping process towards springback suppression and precision fabrication of micro channels[J]. International Journal of Mechanical Sciences, 2022, 218: 107081. 43]
钛合金辊压成形过程中容易出现大回弹、成形不足的问题,因此需要通过调整辊轮间隙来提高瓦楞板成形精度。虞文军等[ 虞文军, 李飞, 王东晔, 等. 钛合金蜂窝瓦楞板的成形工艺[J]. 机械工程材料, 2016, 40(7): 81–86.YU Wenjun, LI Fei, WANG Dongye, et al. Forming process for titanium alloy honeycomb corrugated sheet[J]. Materials for Mechanical Engineering, 2016, 40(7): 81–86. 47]采用辊压/校形法在室温下制备了TC1钛合金瓦楞板,设计了从动轮可调式的辊压专用成形装置,如图11(a)所示,可以通过调节辊压齿轮轴的平行度和齿轮间隙来提高瓦楞板成形精度,并设计了相应的校形模具(图11(b))来提高辊压成形后瓦楞板(图11(c))的成形质量。马振武[ 马振武. TC1箔材弯曲成形的尺寸效应研究及其应用[D]. 南京: 南京航空航天大学, 2017.MA Zhenwu. Study on size effect of TC1 foil bending and its application[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2017. 48]研究了TC1钛合金箔材在室温弯曲变形过程中回弹行为与晶粒尺寸的关系,建立了基于虚拟晶体结构的箔材弯曲应力分布计算方法,并通过压力校形控制了箔材回弹量,指出增加校形压力和校形次数可以显著提高瓦楞板成形精度。
图11 瓦楞板辊压/校形成形[ 虞文军, 李飞, 王东晔, 等. 钛合金蜂窝瓦楞板的成形工艺[J]. 机械工程材料, 2016, 40(7): 81–86.YU Wenjun, LI Fei, WANG Dongye, et al. Forming process for titanium alloy honeycomb corrugated sheet[J]. Materials for Mechanical Engineering, 2016, 40(7): 81–86. 47]
Fig.11 Corrugated sheet formed by rolling/shaping[ 虞文军, 李飞, 王东晔, 等. 钛合金蜂窝瓦楞板的成形工艺[J]. 机械工程材料, 2016, 40(7): 81–86.YU Wenjun, LI Fei, WANG Dongye, et al. Forming process for titanium alloy honeycomb corrugated sheet[J]. Materials for Mechanical Engineering, 2016, 40(7): 81–86. 47]
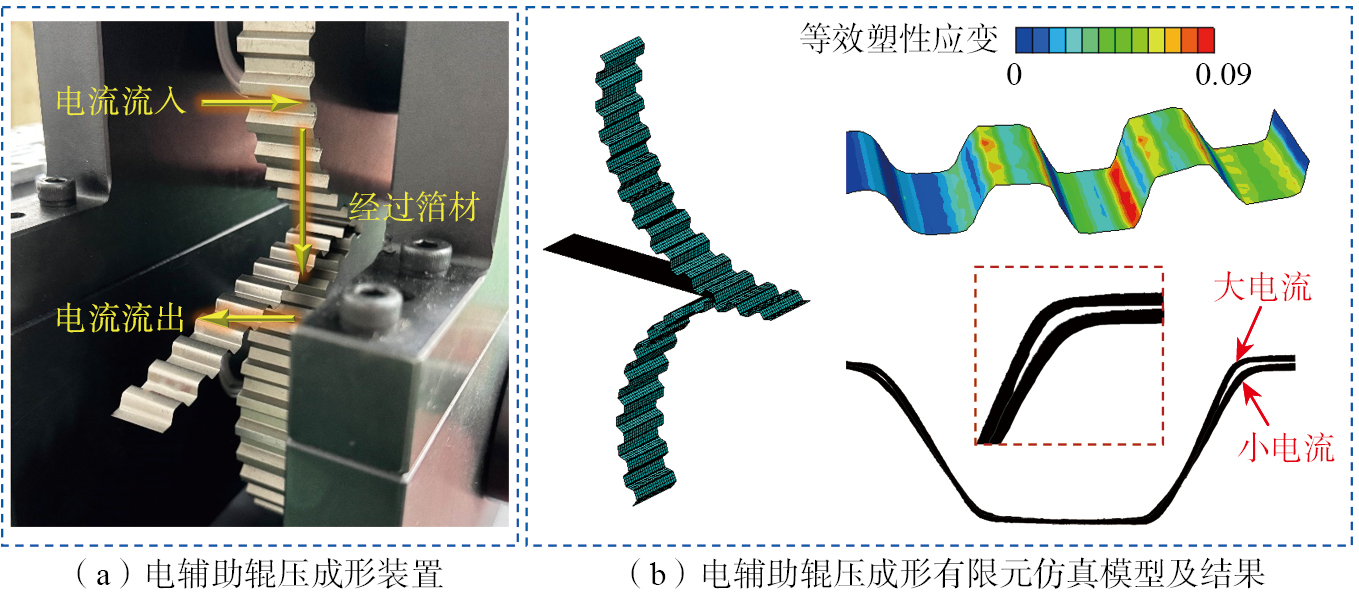
由于高温钛合金和钛基金属间化合物往往具有更高的变形抗力,室温变形能力差且回弹严重,因此在室温下高温钛合金或钛基金属间化合物箔材辊压成形精度差,且容易发生破裂。因此,可以通过电流辅助辊压成形工艺使钛合金箔材迅速升温至合适温度,提高箔材的成形性能,并尽量减少瓦楞板表面的氧化程度。同时,高密度脉冲电流的焦耳热效应和非热电塑性效应能够加速原子扩散和位错运动,消除构件的残余应力,抑制回弹缺陷。笔者所在团队采用电辅助辊压工艺成形了Ti65高温钛合金瓦楞板(壁厚0.1 mm),如图12所示,脉冲电流由上辊轮流入,经过待成形箔材,然后从下辊轮流出,形成电流回路。成形过程中,箔材的塑性变形主要集中在瓦楞板圆角区域。只有当箔材进入与上、下辊轮接触的成形区域时才会有电流流过,避免箔材长时间受电流焦耳热效应影响而出现晶粒长大的现象。经研究发现,电流可以显著降低高温钛合金箔材的回弹量,且随着电流密度的增加,回弹量和成形圆角半径均逐渐减小至一定值。此外,还开展了电辅助辊压成形的有限元仿真,通过模拟计算研究了电流、温度和应变等物理场的分布特征,发现电流主要集中在辊轮齿与箔材接触的部分,具有明显的局部加热特征,圆角处的等效塑性应变也较大。类似地,赵杰等[ 赵杰, 陈泽宇, 刘钢. Ti2AlNb合金瓦楞板电流辅助辊压成形研究[J]. 塑性工程学报, 2024, 31(7): 100–105.ZHAO Jie, CHEN Zeyu, LIU Gang. Research on current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Journal of Plasticity Engineering, 2024, 31(7): 100–105. 49]也采用电辅助辊压工艺成形Ti2AlNb合金瓦楞板(壁厚0.1 mm),发现未通电成形瓦楞板的辊弯角明显大于通电成形瓦楞板,且在成形过程中瓦楞板的温度一直维持在室温附近,因此研究人员认为电流引起的焦耳热效应可以忽略,而电流的迁移效应是抑制瓦楞板回弹的主要原因;此外,研究人员还通过有限元计算了电流辅助辊压过程的电流密度分布,发现电流密度集中分布在瓦楞圆角处。进一步地,丁锐等[ 丁锐, 邱伟真, 赵杰, 等. Ti2AlNb合金蜂窝结构电流辅助成形–扩散连接工艺研究[J]. 航天制造技术, 2024(4): 52–56.DING Rui, QIU Weizhen, ZHAO Jie, et al. Research on the current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Aerospace Manufacturing Technology, 2024(4): 52–56. 50]采用电辅助辊压成形瓦楞板,研究了电流参数(占空比、电流频率和通电时间)对Ti2AlNb合金箔材弯曲成形角的影响(图13(a)),发现随着占空比和电流频率的增加,箔材弯曲成形角逐渐减小;随着通电时间增加,弯曲成形角也逐渐减小并趋于一个恒定值。此外,研究人员设计了一套扩散连接工装来实现瓦楞板之间的连接(图13(b)),从而制得蜂窝芯。
图12 电辅助辊压工艺成形Ti65高温钛合金瓦楞板
Fig.12 High-temperature Ti65 Ti alloy corrugated sheets formed byelectrically assisted rolling process
图13 电辅助辊压/扩散连接成形瓦楞板及蜂窝芯工艺参数研究[ 丁锐, 邱伟真, 赵杰, 等. Ti2AlNb合金蜂窝结构电流辅助成形–扩散连接工艺研究[J]. 航天制造技术, 2024(4): 52–56.DING Rui, QIU Weizhen, ZHAO Jie, et al. Research on the current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Aerospace Manufacturing Technology, 2024(4): 52–56. 50]
Fig.13 Research on process parameters of electrically assisted rolling/diffusion bonding of corrugated sheets and honeycomb cores[ 丁锐, 邱伟真, 赵杰, 等. Ti2AlNb合金蜂窝结构电流辅助成形–扩散连接工艺研究[J]. 航天制造技术, 2024(4): 52–56.DING Rui, QIU Weizhen, ZHAO Jie, et al. Research on the current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Aerospace Manufacturing Technology, 2024(4): 52–56. 50]
PENGF H, LIT C, YUK P, et al. Adaptive modal identification of honeycomb thin-walled composite structures with pit defects under thermal modal testing using variational mode decomposition technique based on digital image correlation[J]. Thin-Walled Structures, 2023, 188: 110827.
[2]
LIJ M, KARDOMATEASG, LIUL. Vibration analysis of thick-section sandwich structures in thermal environments[J]. International Journal of Mechanical Sciences, 2023, 241: 107937.
[3]
LIZ W, MOY J, GARIBOLDIE, et al. Investigation of the influence of morphology on thermal conductivity in hexagonal honeycomb structures and computational models with varied volume fraction and conductivity ratio[J]. International Journal of Heat and Mass Transfer, 2024, 228: 125635.
[4]
XUEP C, WEIX Y, LIZ B, et al. Mechanics of inner core debonding of composite sandwich beam with CFRP hexagonal honeycomb[J]. International Journal of Solids and Structures, 2024, 293: 112760.
[5]
GANILOVAO A, CARTMELLM P, KILEYA. Experimental investigation of the thermoelastic performance of an aerospace aluminium honeycomb composite panel[J]. Composite Structures, 2021, 257: 113159.
[6]
MALLICKM, CHAKRABARTYA, KHUTIAN. Genetic algorithm based design optimization of crashworthy honeycomb sandwiched panels of AA7075–T651 aluminium alloy for aerospace applications[J]. Materials Today: Proceedings, 2022, 54: 690–696.
[7]
ZHAOQ Y, SUNQ Y, XINS W, et al. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process[J]. Materials Science and Engineering: A, 2022, 845: 143260.
[8]
GAOX Y, ZHANGZ, LIUL Y, et al. Microstructure and coloration mechanism of TC11 aerospace titanium alloy ultra-thin thermal oxide films[J]. Journal of Materials Research and Technology, 2024, 30: 5312–5322.
[9]
文豪, 冯军宁. 国内高温钛合金板材研究现状[J]. 世界有色金属, 2023(18): 130–133. WENHao, FENGJunning. Research status of high temperature titanium alloy plate in China[J]. World Nonferrous Metals, 2023(18): 130–133.
[10]
刘景涛, 潘红蕾, 朱菱. 高温合金蜂窝成形制造工艺及性能评价[J]. 精密成形工程, 2020, 12(5): 138–144. LIUJingtao, PANHonglei, ZHULing. Superalloy honeycomb forming process and performance evaluation[J]. Journal of Netshape Forming Engineering, 2020, 12(5): 138–144.
[11]
WUZ L, DONGP X, HUANGY F, et al. Formability and mechanism of ultra-thin titanium foil under the elevated temperature and high strain rate in electromagnetic forming[J]. Journal of Materials Research and Technology, 2024, 31: 2435–2449.
[12]
YANGM, CHANGZ D, LIUK G, et al. Investigation on mechanism in fabricating truncated cone with tooth features of titanium alloy via flexible free incremental forming at room temperature[J]. Journal of Materials Processing Technology, 2024, 330: 118472.
[13]
MAZ W, TONGG Q, CHENF, et al. Grain size effect on springback behavior in bending of Ti–2.5Al–1.5Mn foils[J]. Journal of Materials Processing Technology, 2015, 224: 11–17.
[14]
WUC H, WANGH R, LIUA L, et al. Failure analysis of titanium honeycomb sandwich structures subjected to three-point bending in high-temperature condition[J]. Engineering Failure Analysis, 2024, 165: 108735.
[15]
WANGR S, HAT, WANGJ. Elastic properties of honeycombs with spline curve cell walls[J]. Mechanics of Materials, 2024, 192: 104975.
[16]
PRAMANIKS, MILAEGED, HOYERK P, et al. Additively manufactured novel Ti6Al7Nb circular honeycomb cellular solid for energy absorbing applications[J]. Materials Science and Engineering: A, 2022, 854: 143887.
[17]
苏小丽. 钛合金蜂窝芯制造技术研究[D]. 南京: 南京航空航天大学, 2014. SUXiaoli. Study on manufacturing technology of titanium alloy honeycomb core[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2014.
[18]
静永娟, 贾崇林, 刘尧, 等. GH3536蜂窝钎焊界面组织与性能[J]. 焊接, 2023(3): 22–26. JINGYongjuan, JIAChonglin, LIUYao, et al. Microstructure and properties of honeycomb brazed interface for GH3536 alloy[J]. Welding & Joining, 2023(3): 22–26.
韦云峰. 激光增材制造金属梯度蜂窝结构的制备及力学性能研究[D]. 南京: 南京航空航天大学, 2022. WEIYunfeng. Preparation and mechanical properties of metal gradient honeycomb structure made by laser additive[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2022.
[21]
李翔城. 组合式铝蜂窝嵌入作用机制及降冲击性能研究[D]. 长沙: 国防科技大学, 2020. LIXiangcheng. Study on the cutting mechanism of combined aluminum honeycomb and its property on the shock resistance[D]. Changsha: National University of Defense Technology, 2020.
[22]
周贤军, 武永, 陈明和, 等. TC4钛合金蜂窝芯的扩散连接/拉伸成形工艺[J]. 机械工程材料, 2021, 45(9): 88–93. ZHOUXianjun, WUYong, CHENMinghe, et al. Diffusion bonding/stretching forming process of TC4 titanium honeycomb core[J]. Materials for Mechanical Engineering, 2021, 45(9): 88–93.
[23]
CHANGR J, GUOQ Y, MAZ Q, et al. Kinetics of voids evolution during diffusion bonding of dissimilar metals on consideration of the realistic surface morphology: Modeling and experiments[J]. Acta Materialia, 2024, 276: 120121.
[24]
李细锋, 钟李欣, 张骞文, 等. 钛合金扩散连接技术及其层合结构疲劳裂纹扩展研究进展[J]. 航空制造技术, 2024, 67(1/2): 14–26. LIXifeng, ZHONGLixin, ZHANGQianwen, et al. Research progress on diffusion bonding of titanium alloys and fatigue crack growth of their laminates[J]. Aeronautical Manufacturing Technology, 2024, 67(1/2): 14–26.
[25]
TAGHIZADEHM, ZHUZ H. A comprehensive review on metal laser additive manufacturing in space: Modeling and perspectives[J]. Acta Astronautica, 2024, 222: 403–421.
[26]
GET Y, LIY L, GAOD S, et al. Hybridizing additive manufacturing and sheet forming process to manufacture complex components with multi-features: A review[J]. Journal of Manufacturing Processes, 2024, 124: 345–364.
[27]
BARANOWSKIP, PŁATEKP, ANTOLAK-DUDKAA, et al. Deformation of honeycomb cellular structures manufactured with laser engineered net shaping (LENS) technology under quasi-static loading: Experimental testing and simulation[J]. Additive Manufacturing, 2019, 25: 307–316.
[28]
王宏伟, 李庆芬, 朱兆军, 等. 钛蜂窝体制备及压缩性能研究[J]. 宇航材料工艺, 2007, 37(4): 42–45. WANGHongwei, LIQingfen, ZHUZhaojun, et al. Fabrication and compression properties of Ti honeycomb[J]. Aerospace Materials & Technology, 2007, 37(4): 42–45.
[29]
LIS Y, GUOS, HUANGH Y, et al. Microstructure and mechanical properties of TC4/TA2 honeycomb structure fabricated by selective laser melting (SLM)[J]. Journal of Alloys and Compounds, 2024, 1002: 175437.
[30]
LIX C, LUF Y, LINY L, et al. Influence of cell size effect on the vertical cutting of hexagonal thin-walled honeycombs by parallel blades[J]. Thin-Walled Structures, 2020, 157: 107137.
[31]
孙健淞, 康仁科, 周平, 等. 蜂窝芯超声切削技术研究进展[J]. 机械工程学报, 2023, 59(9): 298–319. SUNJiansong, KANGRenke, ZHOUPing, et al. Review on ultrasonic cutting of honeycomb core[J]. Journal of Mechanical Engineering, 2023, 59(9): 298–319.
[32]
JIANGS W, LIUH B, ZUOY S, et al. Cutting vibration characteristics and mechanisms in the end milling of superalloy honeycomb core with ice fixation clamping[J]. Mechanical Systems and Signal Processing, 2024, 215: 111422.
[33]
SUNJ S, QINY, XINGW, et al. Study on cell wall deformation in ultrasonic cutting aluminum honeycomb by straight-blade knife[J]. Ultrasonics, 2024, 144: 107444.
[34]
WANGL X, LIJ, LIUK, et al. Study on microstructure and mechanical properties of vacuum brazing TC4 titanium alloy with Ti–37.5Zr–15Cu–10Ni amorphous filler metal[J]. Materials Today Communications, 2024, 41: 110552.
[35]
岳喜山. 钛合金蜂窝夹层结构制造及其力热性能研究[D]. 西安: 西北工业大学, 2020. YUEXishan. Fabrication of titanium alloy honeycomb sandwich structure and its mechanical and thermal properties[D]. Xi’an: Northwestern Polytechnical University, 2020.
[36]
ORUGANTIR K, GHOSHA K. Fabrication of nickel honeycombs[J]. Acta Materialia, 2007, 55(18): 6074–6083.
[37]
JIANGS W, ZUOY S, LIJ M, et al. Impact of cutting state variables on machining defects in milling of superalloy honeycomb core thin wall[J]. Journal of Manufacturing Processes, 2024, 120: 123–134.
[38]
TRANM T, WANGH, LEEH W, et al. Crystal plasticity finite element analysis of size effect on the formability of ultra-thin ferritic stainless steel sheet for fuel cell bipolar plate[J]. International Journal of Plasticity, 2022, 154: 103298.
[39]
ZHUC X, XUJ, YUH P, et al. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103929.
[40]
DASG, KESTLERH, CLEMENSH, et al. Sheet gamma TiAl: Status and opportunities[J]. JOM, 2004, 56(11): 42–45.
[41]
DUZ H, ZHANGK F. The hot bending and diffusion bonding of TiAl-based alloy for corrugated-core sandwich structure[J]. Journal of Materials Engineering and Performance, 2019, 28(4): 1986–1994.
[42]
MAOW Z, WANGY C, MEID Q, et al. Numerical modeling and experimental study of microstamping process for fabricating microchannels using thin sheets of titanium[J]. Journal of Zhejiang University: Science A, 2023, 24(12): 1079–1095.
[43]
LIC Z, XUZ T, PENGL F, et al. An electric-pulse-assisted stamping process towards springback suppression and precision fabrication of micro channels[J]. International Journal of Mechanical Sciences, 2022, 218: 107081.
[44]
LIUB S, CAOF C, ZENGY S, et al. Numerical and experimental study on temperature and springback control of U-shape titanium extrusion hot stretch bending[J]. International Journal of Lightweight Materials and Manufacture, 2022, 5(4): 453–469.
[45]
XIAOA, YANZ Q, HUANGC Q, et al. Reduction of springback of Ti6Al4V alloy by high-density and instantaneous pulsed current[J]. Materials Science and Engineering: A, 2023, 877: 145188.
[46]
ZHAOY X, PENGL F, LAIX M. Influence of the electric pulse on springback during stretch U-bending of Ti6Al4V titanium alloy sheets[J]. Journal of Materials Processing Technology, 2018, 261: 12–23.
[47]
虞文军, 李飞, 王东晔, 等. 钛合金蜂窝瓦楞板的成形工艺[J]. 机械工程材料, 2016, 40(7): 81–86. YUWenjun, LIFei, WANGDongye, et al. Forming process for titanium alloy honeycomb corrugated sheet[J]. Materials for Mechanical Engineering, 2016, 40(7): 81–86.
[48]
马振武. TC1箔材弯曲成形的尺寸效应研究及其应用[D]. 南京: 南京航空航天大学, 2017. MAZhenwu. Study on size effect of TC1 foil bending and its application[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2017.
[49]
赵杰, 陈泽宇, 刘钢. Ti2AlNb合金瓦楞板电流辅助辊压成形研究[J]. 塑性工程学报, 2024, 31(7): 100–105. ZHAOJie, CHENZeyu, LIUGang. Research on current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Journal of Plasticity Engineering, 2024, 31(7): 100–105.
[50]
丁锐, 邱伟真, 赵杰, 等. Ti2AlNb合金蜂窝结构电流辅助成形–扩散连接工艺研究[J]. 航天制造技术, 2024(4): 52–56. DINGRui, QIUWeizhen, ZHAOJie, et al. Research on the current assisted roll forming of Ti2AlNb alloy corrugated sheet[J]. Aerospace Manufacturing Technology, 2024(4): 52–56.