1.School of Mechanical Engineering, Wuhan University of Science and Technology, Wuhan430081, China
2.School of Mechanical and Electrical Engineering, Wuhan University of Engineering, Wuhan430205, China
Citations
DUAN Xianyin, ZHANG Zezhou, ZHU Zerun, et al. Online identification method for milling force coefficients considering cutter orientation[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 48–57.
Abstract
Intelligent machining of aerospace components has created an urgent demand for online monitoring and fault prediction, particularly in five-axis milling of thin-walled parts and complex curved surfaces. Accurate milling force prediction is critical for process optimization. As the commonly used crucial technique in components milling, five-axis milling is of the advantage of excellent adaptability, enabling its application in gas turbine blade, aero-engine blade and turbine components. However, the complex process conditions and cutting geometry in five-axis milling present significant challenges for precise identification of milling force coefficients. This paper proposes an online identification method for milling force coefficients that considers cutter orientation. By analyzing the milling force signals within a single cutter rotation cycle, precise online identification of milling force coefficients is achieved. Based on a mechanical model for five-axis milling force prediction, the influence of cutter inclination is systematically considered. Analytical expressions are developed for the characteristic lines, intersection lines, and projection lines defining the cutter–workpiece contact area boundaries. Additionally, an instantaneous undeformed chip thickness model incorporating cutter inclination is introduced, leading to the construction of a five-axis milling force coefficient identification model that accounts for cutter orientation effects. Five-axis milling experiments and online monitoring of cutting forces were conducted to compare the milling force coefficient identification and prediction accuracy with and without considering cutter orientation. Error analyses were performed for different models in five-axis milling force prediction. The experimental results show that the proposed method significantly improves the accuracy of milling force prediction. This study provides an essential methodological foundation and theoretical support for online monitoring, fault prediction, and process optimization in the intelligent machining of aerospace components.
航空装备的快速发展对航空构件加工质量的要求日益提高。在复杂曲面构件的加工过程中,五轴铣削技术凭借其优异的适应性,成为实现复杂曲面和结构零件精密制造的重要手段[ DUAN X Y, PENG F Y, ZHU K P, et al. Tool orientation optimization considering cutter deflection error caused by cutting force for multi-axis sculptured surface milling[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(5): 1925–1934. 1],如燃气轮机叶片、航空发动机叶片及涡轮组件等关重件的制造。铣削力作为影响加工过程的重要物理量,不仅直接决定机床振动和加工稳定性,还通过刀具磨损和让刀变形等影响加工精度[ KILIC Z M, ALTINTAS Y. Generalized mechanics and dynamics of metal cutting operations for unified simulations[J]. International Journal of Machine Tools and Manufacture, 2016, 104: 1–13. WANG R W, ZHANG S, ULLAH I, et al. Quasistatic deflection analysis of slender ball-end milling cutter[J]. International Journal of Mechanical Sciences, 2024, 264: 108807. 2-3]。因此,铣削力的精确建模、仿真与监测是复杂零件高性能铣削加工的关键基础技术[ GAO S S, DUAN X Y, ZHU K P, et al. Investigation of the tool flank wear influence on cutter–workpiece engagement and cutting force in micro milling processes[J]. Mechanical Systems and Signal Processing, 2024, 209: 111104. 4]。相对于三轴加工,五轴加工增加了两个旋转自由度,其铣削力预测研究的核心在于铣削力系数辨识、瞬时未变形切屑厚度建模和刀具–工件接触区域确定。
近年来,在五轴铣削加工中的未变形切屑厚度建模和刀具–工件接触区域确定方面,得到了一定研究成果。桂昊等[ 桂昊, 张立强, 杨青平. 基于刀齿轨迹模型的五轴侧铣加工铣削力预测[J]. 航空制造技术, 2024, 67(6): 78–83, 108.GUI Hao, ZHANG Liqiang, YANG Qingping. Prediction of milling force in five-axis flank milling based on cutter tooth path model[J]. Aeronautical Manufacturing Technology, 2024, 67(6): 78–83, 108. 5]建立了一种考虑五轴加工刀齿轨迹的微元切削力模型,并通过试验验证了该模型的有效性。冯伟等[ 冯伟, 蔡思捷, 籍永建, 等. 切削力系数辨识的贝叶斯推断方法[J]. 机械科学与技术, 2020, 39(6): 898–903.FENG Wei, CAI Sijie, JI Yongjian, et al. Applying Bayesian inference to identification of cutting coefficients[J]. Mechanical Science and Technology for Aerospace Engineering, 2020, 39(6): 898–903. 6]提出了一种基于贝叶斯推断的切削力系数辨识方法,有效避免了切削过程中不确定因素对切削力系数辨识过程的影响。Duan等所在课题组提出了五轴加工中虑及刀具姿态的刀具–工件接触区域的确定方法[ DUAN X Y, PENG F Y, ZHU Z R, et al. Cutting edge element modeling-based cutter–workpiece engagement determination and cutting force prediction in five-axis milling[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(1): 421–430. 7]、瞬时未变形切屑厚度计算方法[ ZHU Z R, YAN R, PENG F Y, et al. Parametric chip thickness model based cutting forces estimation considering cutter runout of five-axis general end milling[J]. International Journal of Machine Tools and Manufacture, 2016, 101: 35–51. 8]和铣削力预测模型[ DUAN X Y, PENG F, YAN R, et al. Estimation of cutter deflection based on study of cutting force and static flexibility[J]. Journal of Manufacturing Science and Engineering, 2016, 138: 041001. 9]。除了刀具–工件接触区域和瞬时未变形切屑厚度,铣削力系数的精确辨识对铣削力的精确预测也至关重要。Wan等[ WAN M, ZHANG W H, QIN G H, et al. Efficient calibration of instantaneous cutting force coefficients and runout parameters for general end Mills[J]. International Journal of Machine Tools and Manufacture, 2007, 47(11): 1767–1776. 10]较早地提出了一种铣削力系数辨识方法,构建了铣削力系数与平均未变形切屑厚度的关系表达式,并通过不同加工条件的试验来验证该方法的有效性。王海艳等[ 王海艳, 周秩同, 武晔, 等. 基于斜角切削理论的钛合金螺旋铣孔切削力建模[J]. 中国机械工程, 2023, 34(2): 142–147.WANG Haiyan, ZHOU Zhitong, WU Ye, et al. Modeling of cutting force in helical milling of titanium alloys based on oblique cutting theory[J]. China Mechanical Engineering, 2023, 34(2): 142–147. 11]提出了一种基于斜角切削的切削力系数辨识方法,通过该方法显著降低了钛合金螺旋铣孔的切削力预测误差。Rubeo等[ RUBEO M A, SCHMITZ T L. Mechanistic force model coefficients: A comparison of linear regression and nonlinear optimization[J]. Precision Engineering, 2016, 45: 311–321. 12]研究了铣削力系数与进给量、切削宽度等切削参数之间的关系。郑志玺等[ 郑志玺, 郭强, 姜燕, 等. 基于经验公式的铣削加工切削力建模研究现状与展望[J]. 航空制造技术, 2023, 66(18): 110–126.ZHENG Zhixi, GUO Qiang, JIANG Yan, et al. Discussion and prospect of research status of cutting force modeling in milling process based on empirical formula[J]. Aeronautical Manufacturing Technology, 2023, 66(18): 110–126. 13]综述了基于经验公式的铣削力建模方法及多种切削力系数预测方法,为基于经验公式的五轴加工铣削力系数辨识提供了参考。Zhang等[ ZHANG X, ZHANG J, PANG B, et al. An accurate prediction method of cutting forces in 5-axis flank milling of sculptured surface[J]. International Journal of Machine Tools and Manufacture, 2016, 104, 26–36. 14]提出一种有效的薄板铣削比切削力系数辨识方法,可以解耦轴向各要素之间的相互影响,从而确定刀具倾角。Liu等[ LIU Y P, KILIC Z M, ALTINTAS Y. Monitoring of in-process force coefficients and tool wear[J]. CIRP Journal of Manufacturing Science and Technology, 2022, 38: 105–119. 15]基于加工过程中的主轴电流和驱动轴电流映射铣削力,实现了铣削力系数的在线监测。Zhu等所在团队研究发现,铣削力系数除了与刀具特性和工件特性相关外[ GAO S S, DUAN X Y, ZHU K P, et al. Generic cutting force modeling with comprehensively considering tool edge radius, tool flank wear and tool runout in micro-end milling[J]. Micromachines, 2022, 13(11): 1805. 16],还与工艺参数相关[ ZHU Z R, PENG F, TANG X, et al. Specific cutting energy index (SCEI)-based process signature for high-performance milling of hardened steel[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103: 1–13. 17],研究人员还探讨了微细加工中铣削力系数与刀具磨损的关系规律。
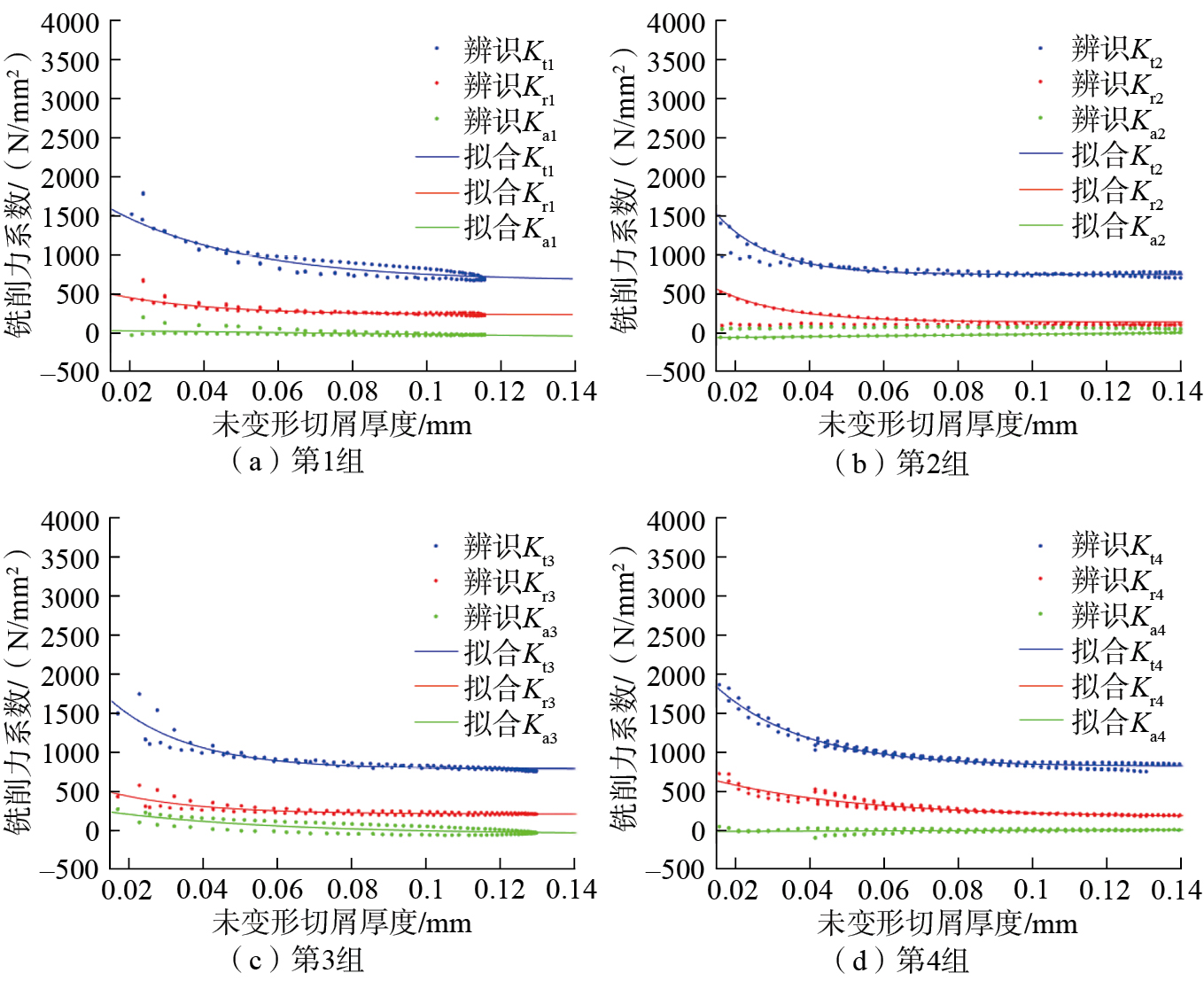
在铣削力预测的机械力学模型研究中,已有文献报道证明,当瞬时未变形切屑厚度h增大时,铣削力系数将呈指数形式迅速减小[ DUAN X Y, PENG F Y, ZHU Z R, et al. Cutting edge element modeling-based cutter–workpiece engagement determination and cutting force prediction in five-axis milling[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(1): 421–430. 7, WAN M, ZHANG W H, QIN G H, et al. Efficient calibration of instantaneous cutting force coefficients and runout parameters for general end Mills[J]. International Journal of Machine Tools and Manufacture, 2007, 47(11): 1767–1776. 10],而且,无论是三轴还是五轴铣削加工,均通过刀具呈无倾角的铣削试验进行辨识,因此铣削力系数{Kr,Kt,Ka}与平均未变形切屑厚度的关系为
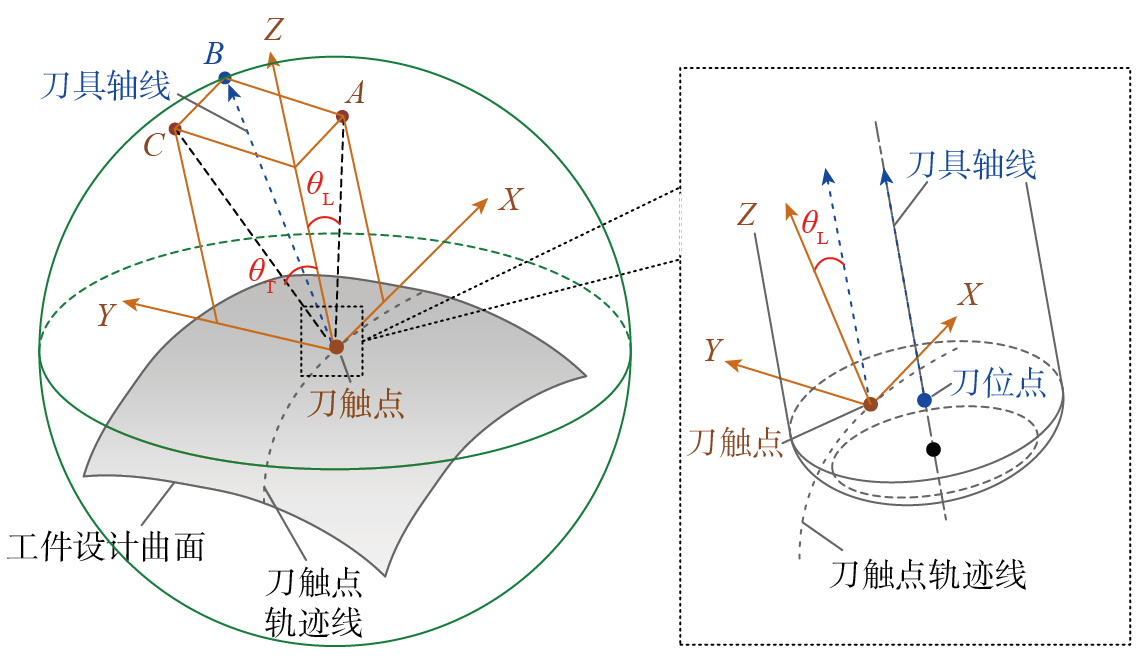
刀具姿态由刀具轴线与工件设计曲面上刀触点法向量之间的角度关系确定,并通过前倾角θL和侧倾角θT得到唯一确定[ DUAN X Y, PENG F Y, ZHU K P, et al. Tool orientation optimization considering cutter deflection error caused by cutting force for multi-axis sculptured surface milling[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(5): 1925–1934. 1]。本文对刀具姿态的描述如图1所示,前倾角为刀具轴线与刀触点处法向量之间的夹角θL(局部放大图),侧倾角则是刀具绕刀触点局部坐标系进给方向x旋转的角度θT。
图1 刀具姿态和前倾角、侧倾角的关系
Fig.1 Relationship between cutter orientation and inclination & roll angle
为了考虑刀具姿态的影响,将瞬时未变形切屑厚度h表达为刀具倾角的函数,即[ ZHU Z R, YAN R, PENG F Y, et al. Parametric chip thickness model based cutting forces estimation considering cutter runout of five-axis general end milling[J]. International Journal of Machine Tools and Manufacture, 2016, 101: 35–51. 8]
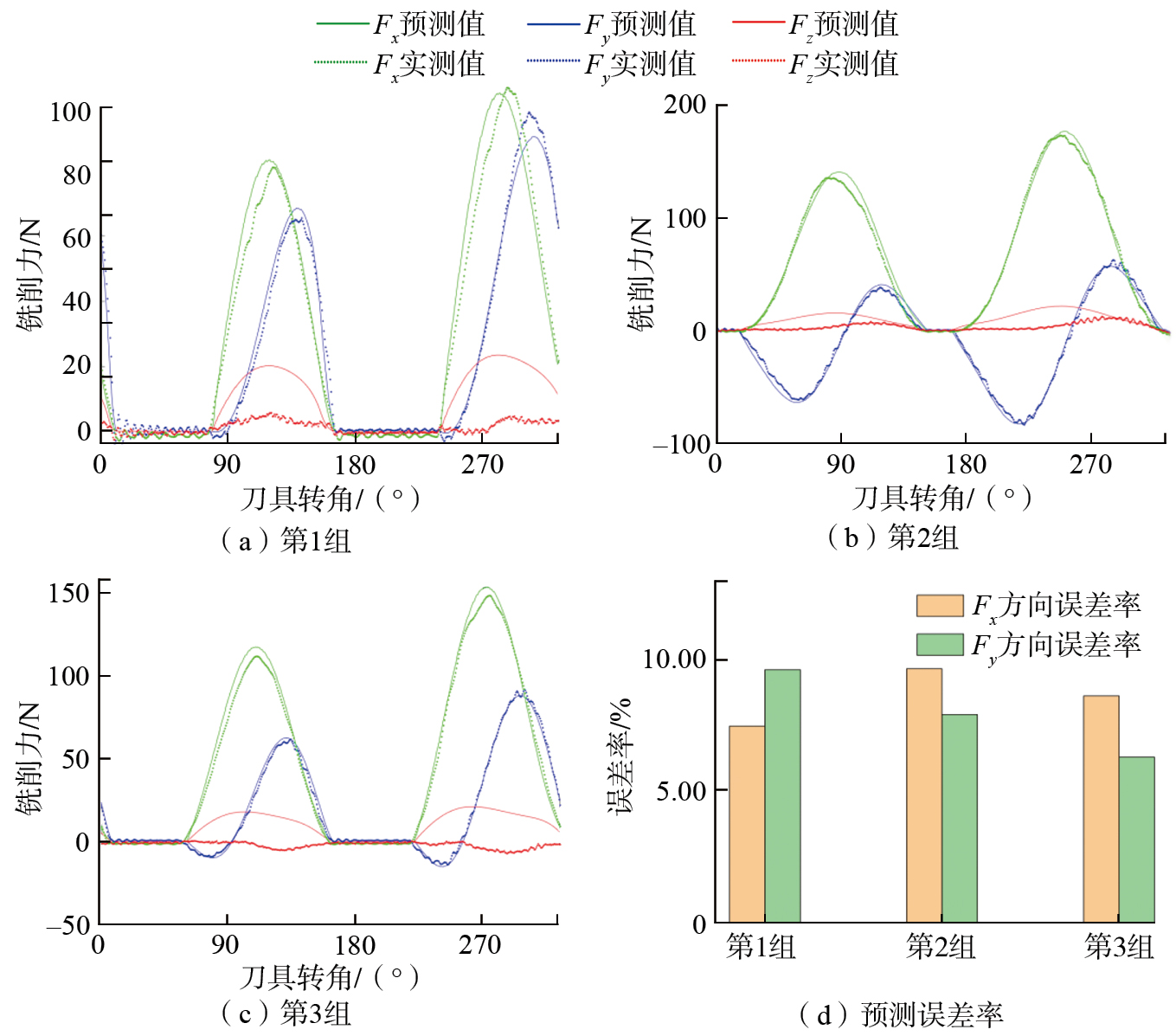
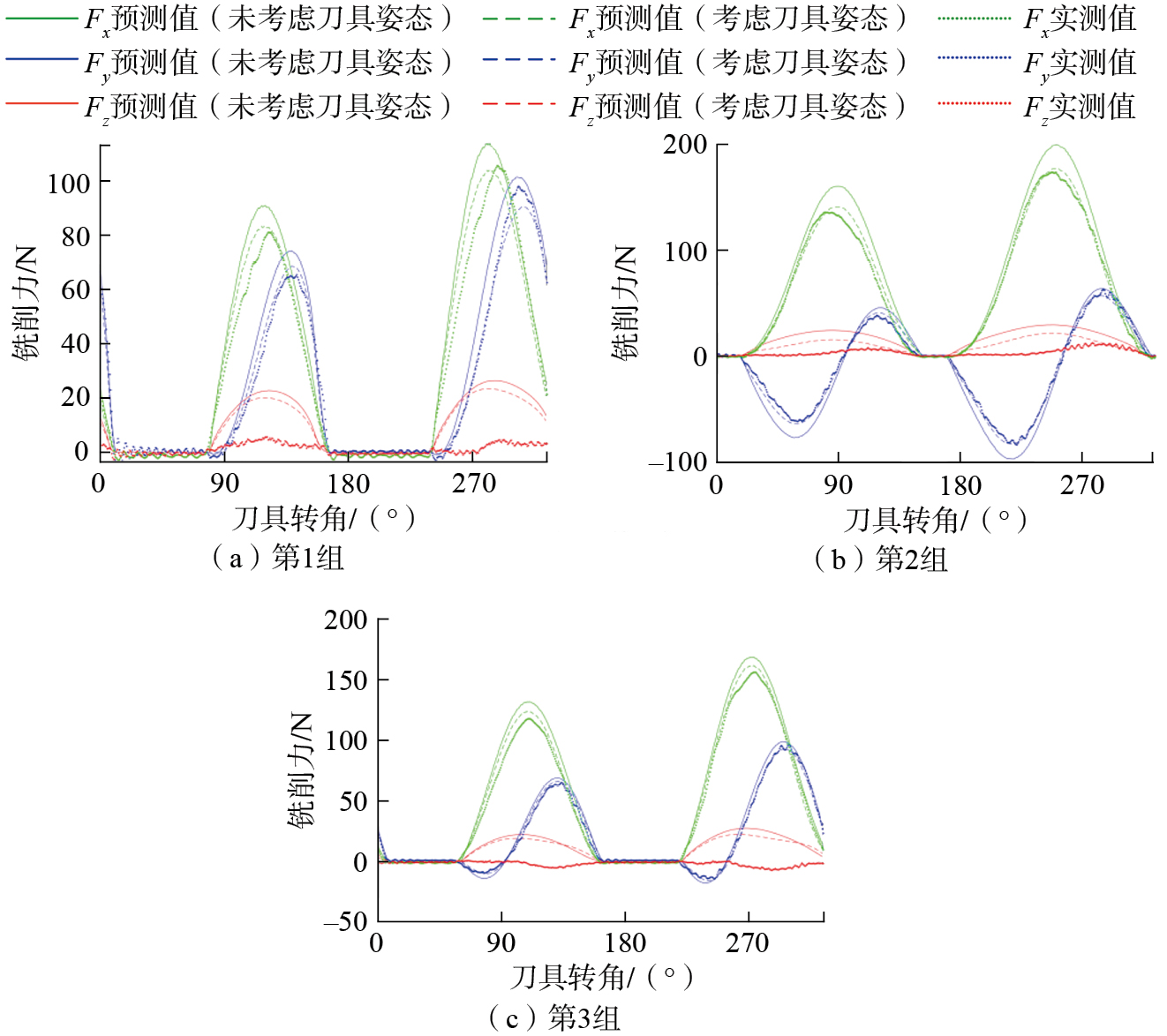
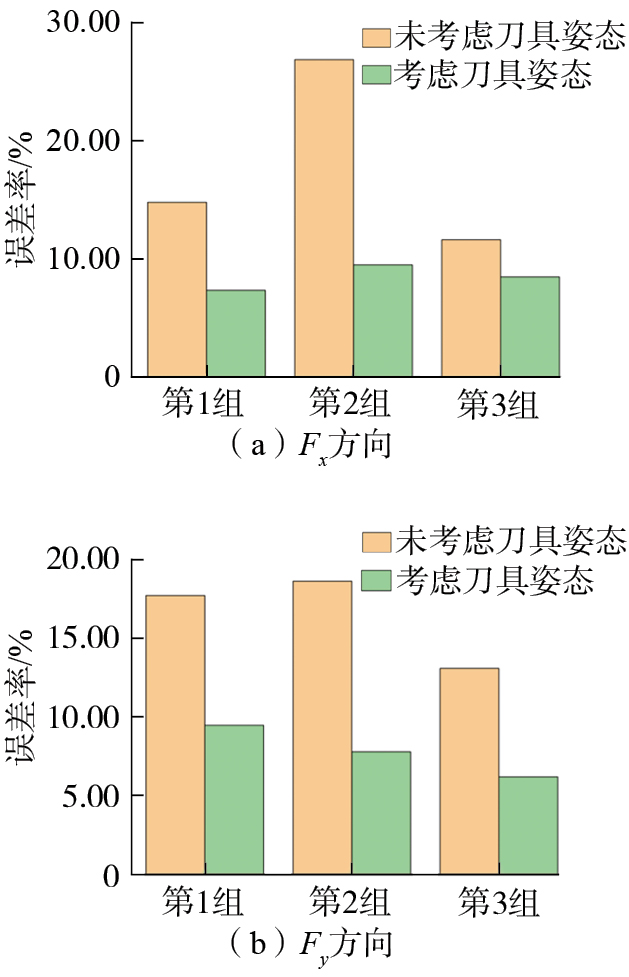
Fig.5 Comparison of predicted and experimental values of cutting force at different inclination angles and predicted error rate of milling force in Fx and Fy direction at different cutter orientations
DUANX Y, PENGF Y, ZHUK P, et al. Tool orientation optimization considering cutter deflection error caused by cutting force for multi-axis sculptured surface milling[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(5): 1925–1934.
[2]
KILICZ M, ALTINTASY. Generalized mechanics and dynamics of metal cutting operations for unified simulations[J]. International Journal of Machine Tools and Manufacture, 2016, 104: 1–13.
[3]
WANGR W, ZHANGS, ULLAHI, et al. Quasistatic deflection analysis of slender ball-end milling cutter[J]. International Journal of Mechanical Sciences, 2024, 264: 108807.
[4]
GAOS S, DUANX Y, ZHUK P, et al. Investigation of the tool flank wear influence on cutter–workpiece engagement and cutting force in micro milling processes[J]. Mechanical Systems and Signal Processing, 2024, 209: 111104.
[5]
桂昊, 张立强, 杨青平. 基于刀齿轨迹模型的五轴侧铣加工铣削力预测[J]. 航空制造技术, 2024, 67(6): 78–83, 108. GUIHao, ZHANGLiqiang, YANGQingping. Prediction of milling force in five-axis flank milling based on cutter tooth path model[J]. Aeronautical Manufacturing Technology, 2024, 67(6): 78–83, 108.
[6]
冯伟, 蔡思捷, 籍永建, 等. 切削力系数辨识的贝叶斯推断方法[J]. 机械科学与技术, 2020, 39(6): 898–903. FENGWei, CAISijie, JIYongjian, et al. Applying Bayesian inference to identification of cutting coefficients[J]. Mechanical Science and Technology for Aerospace Engineering, 2020, 39(6): 898–903.
[7]
DUANX Y, PENGF Y, ZHUZ R, et al. Cutting edge element modeling-based cutter–workpiece engagement determination and cutting force prediction in five-axis milling[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(1): 421–430.
[8]
ZHUZ R, YANR, PENGF Y, et al. Parametric chip thickness model based cutting forces estimation considering cutter runout of five-axis general end milling[J]. International Journal of Machine Tools and Manufacture, 2016, 101: 35–51.
[9]
DUANX Y, PENGF, YANR, et al. Estimation of cutter deflection based on study of cutting force and static flexibility[J]. Journal of Manufacturing Science and Engineering, 2016, 138: 041001.
[10]
WANM, ZHANGW H, QING H, et al. Efficient calibration of instantaneous cutting force coefficients and runout parameters for general end Mills[J]. International Journal of Machine Tools and Manufacture, 2007, 47(11): 1767–1776.
[11]
王海艳, 周秩同, 武晔, 等. 基于斜角切削理论的钛合金螺旋铣孔切削力建模[J]. 中国机械工程, 2023, 34(2): 142–147. WANGHaiyan, ZHOUZhitong, WUYe, et al. Modeling of cutting force in helical milling of titanium alloys based on oblique cutting theory[J]. China Mechanical Engineering, 2023, 34(2): 142–147.
[12]
RUBEOM A, SCHMITZT L. Mechanistic force model coefficients: A comparison of linear regression and nonlinear optimization[J]. Precision Engineering, 2016, 45: 311–321.
[13]
郑志玺, 郭强, 姜燕, 等. 基于经验公式的铣削加工切削力建模研究现状与展望[J]. 航空制造技术, 2023, 66(18): 110–126. ZHENGZhixi, GUOQiang, JIANGYan, et al. Discussion and prospect of research status of cutting force modeling in milling process based on empirical formula[J]. Aeronautical Manufacturing Technology, 2023, 66(18): 110–126.
[14]
ZHANGX, ZHANGJ, PANGB, et al. An accurate prediction method of cutting forces in 5-axis flank milling of sculptured surface[J]. International Journal of Machine Tools and Manufacture, 2016, 104, 26–36.
[15]
LIUY P, KILICZ M, ALTINTASY. Monitoring of in-process force coefficients and tool wear[J]. CIRP Journal of Manufacturing Science and Technology, 2022, 38: 105–119.
[16]
GAOS S, DUANX Y, ZHUK P, et al. Generic cutting force modeling with comprehensively considering tool edge radius, tool flank wear and tool runout in micro-end milling[J]. Micromachines, 2022, 13(11): 1805.
[17]
ZHUZ R, PENGF, TANGX, et al. Specific cutting energy index (SCEI)-based process signature for high-performance milling of hardened steel[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103: 1–13.