Carbon Emission Modeling and Carbon Reduction Analysis of Surface Treatment Process for Large Aircraft Parts Based on Improved Value Stream Mapping
Citations
CAO Huajun, LI Yapeng, GE Weiwei, et al. Carbon emission modeling and carbon reduction analysis of surface treatment process for large aircraft parts based on improved value stream mapping[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 28–37.
Carbon Emission Modeling and Carbon Reduction Analysis of Surface Treatment Process for Large Aircraft Parts Based on Improved Value Stream Mapping
CAO Huajun1
LI Yapeng1
GE Weiwei1
DING Yao2
WANG Chao2
HE Sihang2
1.State Key Laboratory of Mechanical Transmission for Advanced Equipment, Chongqing University, Chongqing400044, China
2.COMAC Shanghai Aircraft Manufacturing Co., Ltd., Shanghai201324, China
Citations
CAO Huajun, LI Yapeng, GE Weiwei, et al. Carbon emission modeling and carbon reduction analysis of surface treatment process for large aircraft parts based on improved value stream mapping[J]. Aeronautical Manufacturing Technology, 2025, 68(6): 28–37.
Abstract
In the context of the “Dual carbon” strategy, green and low-carbon development has become a necessary route for the aerospace manufacturing industry development. Surface treatment process, as a key process of large aircraft parts processing, is characterized by multiple processing procedure, long processing flow, and multiple carbon emission sources, and there are problems of high energy consumption, low energy efficiency, and severe carbon emissions, which poses challenges to its green and low-carbon development. To this end, this study takes the surface treatment process of large aircraft parts as an object to define the carbon emission boundary of the surface treatment process, and analyze the carbon emission characteristics of this process. On this basis, a carbon emission accounting method for the surface treatment process of large aircraft parts based on the improved value stream mapping is proposed, and the carbon emission hotspot is obtained to elucidate the carbon reduction potential of the surface treatment process based on the sensitivity analysis. Finally, the boric-sulfuric acid anodic oxidation of the large aircraft aluminum alloy parts is performed to verify the effectiveness of the proposed method. This research can provide methodological support for the refined carbon emission modeling for surface treatment process, and also lays a theoretical foundation for the subsequent development of energy-saving and carbon-reducing strategies.
Keywords
Green manufacturing; Aerospace manufacturing; Carbon emission; Surface treatment process; Improved value stream mapping;
随着全球气候变暖与环境恶化,减少温室气体排放已成为全球共识。根据国际能源署报告[ International Energy Agency. CO2 Emissions in 2022[EB/OL]. (2023–03)[2024–05–22]. https://www.iea.org/reports/co2–emissions–in–2022. 1],2022年全球与能源相关的二氧化碳排放量已超360亿t,较上一年增长0.9%,我国作为能源消耗和碳排放大国,二氧化碳排放形势十分严峻,中国与能源相关的排放量达121亿t。进一步,2018年我国工业领域碳排放已达76.23亿t,其中制造业产生的碳排放约占工业领域碳排放的83.1%[ 刘仁厚, 王革, 黄宁, 等. 中国科技创新支撑碳达峰、碳中和的路径研究[J]. 广西社会科学, 2021(8): 1–7.LIU Renhou, WANG Ge, HUANG Ning, et al. On path of supporting carbon peak and carbon neutralization by science and technology innovation China[J]. Social Sciences in Guangxi, 2021(8): 1–7. 2]。因此,加快制造业节能降碳是促进工业绿色发展的核心任务之一。低碳制造作为一种全新的可持续制造模式,是实现节能减排的有效途径[ 曹华军, 李洪丞, 曾丹, 等. 绿色制造研究现状及未来发展策略[J]. 中国机械工程, 2020, 31(2): 135–144.CAO Huajun, LI Hongcheng, ZENG Dan, et al. The state-of-art and future development strategies of green manufacturing[J]. China Mechanical Engineering, 2020, 31(2): 135–144. 曹华军, 李洪丞, 杜彦斌, 等. 低碳制造研究现状、发展趋势及挑战[J]. 航空制造技术, 2012, 55(9): 26–31.CAO Huajun, LI Hongcheng, DU Yanbin, et al. Current situation and development trend of low-carbon manufacturing[J]. Aeronautical Manufacturing Technology, 2012, 55(9): 26–31. 3-4]。近年来,我国大飞机制造业进入快速发展时期,其快速增长的产能需求与严格节能降碳约束之间的矛盾日益突出。根据Ticiano[ TICIANO C J. Life cycle assessment oriented to climate change mitigation by aviation[C]//15th International Conference on Environmental Economy, Policy and International Environmental Relations. Prague: University of Economics, 2013. 5]和Howe[ HOWE S, KOLIOS A J, BRENNAN F P. Environmental life cycle assessment of commercial passenger jet airliners[J]. Transportation Research Part D: Transport and Environment, 2013, 19: 34–41. 6]等的研究,飞机在制造阶段的碳排放仅占运营阶段碳排放的0.1%,但考虑全球大飞机的产能,其制造过程中的碳排放总量不容小觑。因此发展绿色航空制造业是应对全球气候变化、实现航空产业可持续发展的必然要求[ 雷国东, 徐悦. 未来大型客机发展方向及关键设计技术研究[J]. 航空制造技术, 2023, 66(14): 26–37.LEI Guodong, XU Yue. Development directions and key design technologies research of future large airliners[J]. Aeronautical Manufacturing Technology, 2023, 66(14): 26–37. 7]。大飞机复杂、严酷的服役环境对其零部件的性能提出极高要求,其中表面处理工艺作为大飞机零部件制造的关键工艺[ 陈松祺. 谈谈“航空铝合金表面处理特种工艺的重要性”[C]//2011年全国电子电镀及表面处理学术交流会论文集. 上海:中国电子学会, 2011.CHEN Songqi. Talk about “The importance of aviation aluminum alloy surface treatment special process”[C]//Proceedings of the 2011 National Electronic Plating and surface Treatment Academic Exchange meeting. Shanghai: Chinese Institute of Electronics, 2011. 司力琼, 徐晓东. 航天装备材料表面处理工艺技术现状与发展方向[J]. 现代工业经济和信息化, 2017, 7(9): 64–65.SI Liqiong, XU Xiaodong. Present situation and developing trends of surface processing technology for aerospace materials[J]. Modern Industrial Economy and Informationization, 2017, 7(9): 64–65. 8-9],通过对零部件进行阳极氧化、化学氧化等表面处理,以满足零部件耐腐蚀、抗疲劳、耐磨损等性能需求。为此,围绕表面处理工艺的研究得到学术界和产业界的广泛关注。
Abedini等[ ABEDINI M, HANKE S. Improving the wear resistance of aluminum by a nickel-filled anodized porous alumina layer[J]. Wear, 2023, 522: 204858. 10]采用阳极氧化和电镀工艺对纯铝进行表面处理以提高其耐磨性,并通过试验研究磨损寿命最大时的工艺参数。Sun等[ SUN M X, HUANG H J, JIANG M L, et al. Influence of oxalic additive on etidronic acid anodizing of aluminum alloy[J]. Journal of Electroanalytical Chemistry, 2023, 944: 117641. 11]在乙酸–草酸混合电解质中开展表面处理研究,对该工艺的能耗、生产效率和阳极氧化膜硬度进行评价,并对该工艺的加工参数进行优化。Gu等[ GU J M, ZHANG X Y, YU L Y. Investigation on anodized 5052 aluminum alloy and its corrosion resistance in simulated acid rain[J]. International Journal of Electrochemical Science, 2023, 18(11): 100336. 12]采用柠檬酸–硫酸电解液对5052铝合金进行表面处理,并对其表面形貌组织和性能进行了表征分析。程文礼等[ 程文礼, 杨慧, 任德杰, 等. 表面处理对铝合金盐雾环境下的腐蚀特性试验研究[J]. 航空制造技术, 2020, 63(12): 92–96.CHENG Wenli, YANG Hui, REN Dejie, et al. Experimental study on corrosion characteristics of aluminum alloy in salt spray environment[J]. Aeronautical Manufacturing Technology, 2020, 63(12): 92–96. 13]采用盐雾试验研究了不同表面处理状态下铝合金试样的腐蚀特性。郑战光等[ 郑战光, 罗广源, 孙腾, 等. 阳极氧化膜对铝合金疲劳裂纹萌生的影响[J]. 塑性工程学报, 2023, 30(10): 181–187.ZHENG Zhanguang, LUO Guangyuan, SUN Teng, et al. Effect of anodic oxide film on fatigue crack initiation of aluminum alloy[J]. Journal of Plasticity Engineering, 2023, 30(10): 181–187. 14]采用有限元分析方法研究阳极氧化表面处理对材料疲劳裂纹萌生的影响。杨堃等[ 杨堃, 许世娇, 韩冬宁, 等. 工艺参数对2024铝合金HEDP阳极氧化膜耐蚀性的影响[J]. 电镀与涂饰, 2022, 41(24): 1759–1763.YANG Kun, XU Shijiao, HAN Dongning, et al. Effects of process parameters on corrosion resistance of anodic oxide film prepared in a HEDP electrolyte on 2024 aluminum alloy[J]. Electroplating & Finishing, 2022, 41(24): 1759–1763. 15]通过对铝合金进行阳极氧化表面处理,研究了工艺参数对氧化膜耐蚀性、表面形貌及其元素组成的影响规律。目前围绕铝合金表面处理工艺的研究主要聚焦加工质量方面,但缺乏对表面处理工艺碳排放的相关研究。
价值流图作为精益生产管理的重要工具[ 赵相忠, 解淑芸. 价值流图技术在离散型制造业生产线优化上的应用[J]. 机床与液压, 2018, 46(13): 93–97, 109.ZHAO Xiangzhong, XIE Shuyun. Application of value stream mapping technology in optimization of discrete manufacturing enterprise production line[J]. Machine Tool & Hydraulics, 2018, 46(13): 93–97, 109. 宋庭新, 童一鸣, 李西兴. 基于价值流图技术的传动轴装配流程优化[J].计算机集成制造系统, 2020, 26(9): 2463–2473.SONG Tingxin, TONG Yiming, LI Xixing. Optimization of drive shaft assembly process based on value flow graph technology[J]. Computer Integrated Manufacturing Systems, 2020, 26(9): 2463–2473. 16-17],通过图形符号实现对生产加工周期、原材料等信息的可视化表征,但传统价值流图无法捕获能量流、碳排放流等信息[ WEN X H, CAO H J, HON B, et al. Energy value mapping: A novel lean method to integrate energy efficiency into production management[J]. Energy, 2021, 217: 119353. 18]。所以,一些学者通过对传统价值流图进行改进以实现对制造过程能耗、碳排放等指标的精细化表征。Li等[ LI H C, CAO H J, PAN X Y. A carbon emission analysis model for electronics manufacturing process based on value-stream mapping and sensitivity analysis[J]. International Journal of Computer Integrated Manufacturing, 2012, 25(12): 1102–1110. 19]采用改进价值流图对制造过程的碳效率进行计算,并直观地显示资源消耗、机器和工人的安排,从而可以识别碳排放影响因素。之后,孙菡悦[ 孙菡悦. 基于改进价值流程图分析的机械制造系统碳排放模型及应用研究[D]. 重庆: 重庆大学, 2017.SUN Hanyue. Carbon emissions model of mechanical manufacturing system based on modified value stream mapping and its application research[D]. Chongqing: Chongqing University, 2017. 20]提出用于表征时间流、物料流、能耗流、运输流及碳排放流的改进价值流图,并建立了基于改进价值流图的机械制造系统碳排放模型。此外,宋丹丹[ 宋丹丹. 铝合金压铸车间绿色生产过程精益评价及优化方法[D]. 重庆: 重庆大学, 2020.SONG Dandan. Lean evaluation and optimization method of green production process in aluminum alloy die casting workshop[D]. Chongqing: Chongqing University, 2020. 21]将传统价值流图中的现状图扩展为能量价值流图,并通过对生产过程能耗建模以实现对车间能效的优化。通过对传统价值流图的改进,可实现对制造过程中的时间流、能耗流、物料流及碳排放流的精细化表征,以挖掘生产过程中瓶颈工序、定位减碳热点、支撑减碳措施制定。
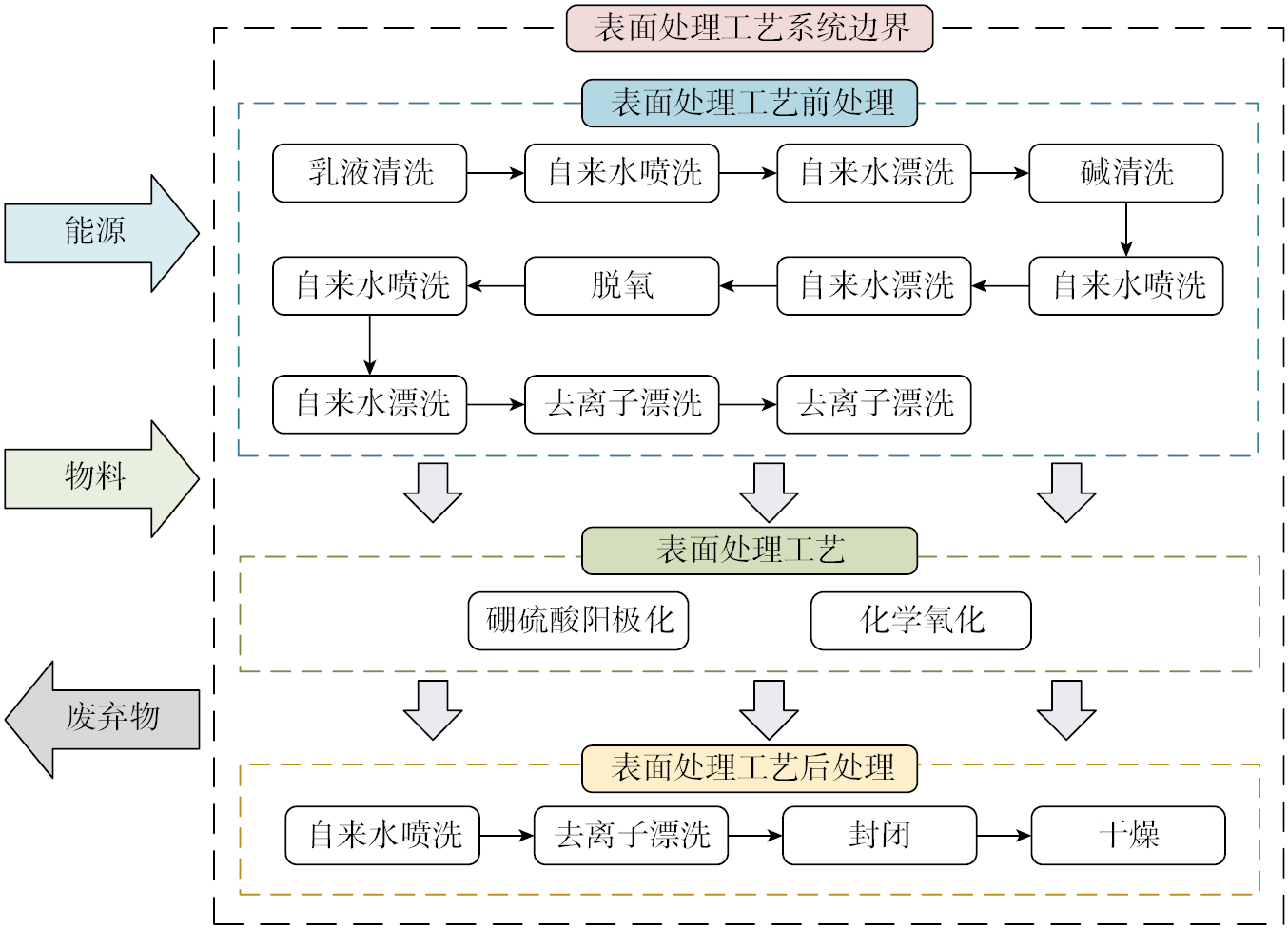
Fig.1 Surface treatment process system boundary of large aircraft parts
制造系统碳排放源包括能源碳排放、物料碳排放和过程碳排放[ 李洪丞. 机械制造系统碳排放动态特性及其碳效率评估优化方法研究[D]. 重庆: 重庆大学, 2014.LI Hongcheng. Research on dynamic characteristics of carbon emission and optimization method of carbon efficiency evaluation in mechanical manufacturing system[D]. Chongqing: Chongqing University, 2014. 22]。通过对大飞机零部件表面处理工艺全流程清单进行分析,其碳排放主要为能源碳排放和物料碳排放,而过程碳排放占比极小,故此处不予考虑。其中能源碳排放即生产过程中加工设备、辅助设备电能的消耗,如阳极氧化的电能消耗、行车运输的电能消耗等;物料碳排放即生产过程中硫酸、自来水和去离子水等消耗引起的碳排放。
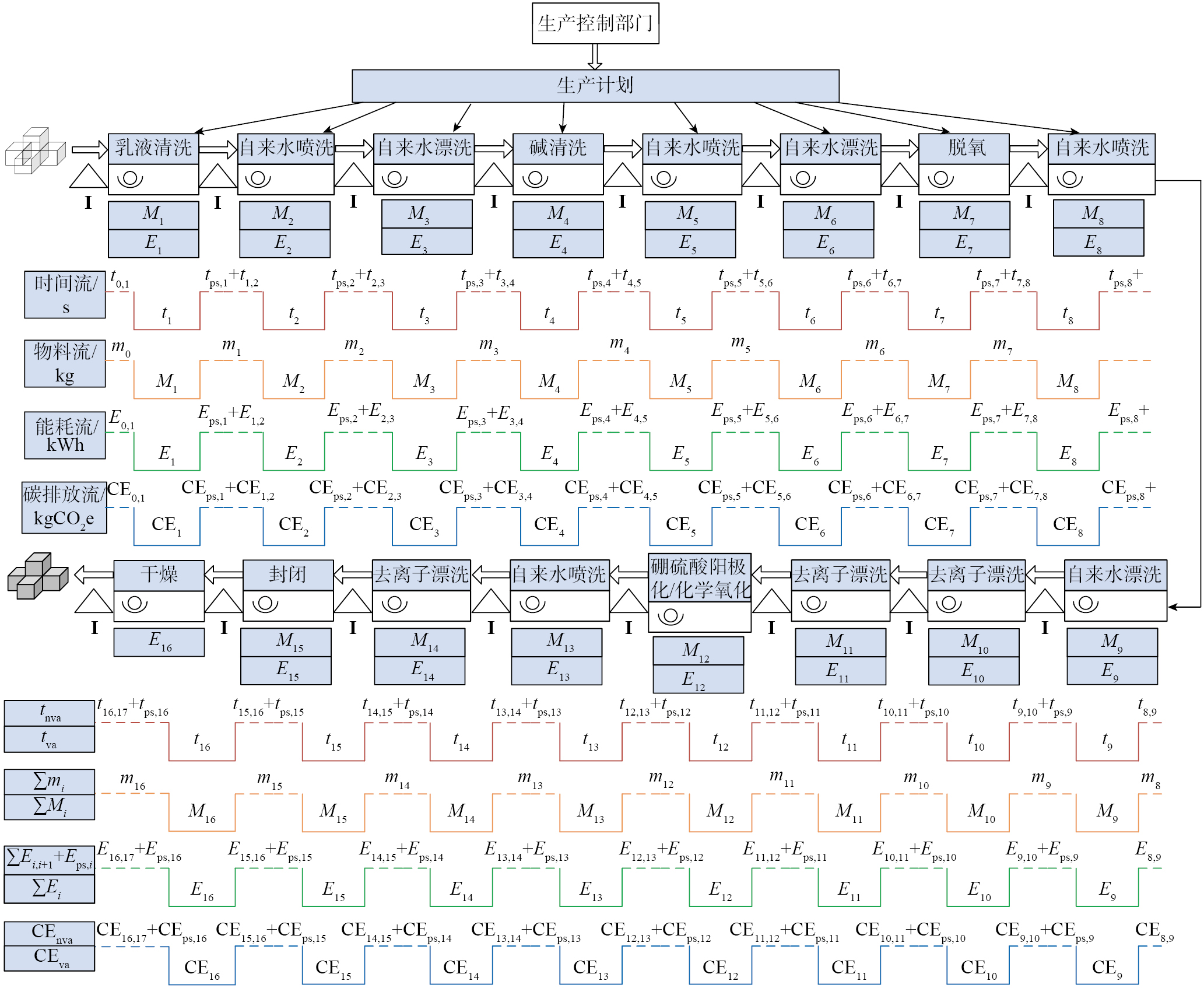
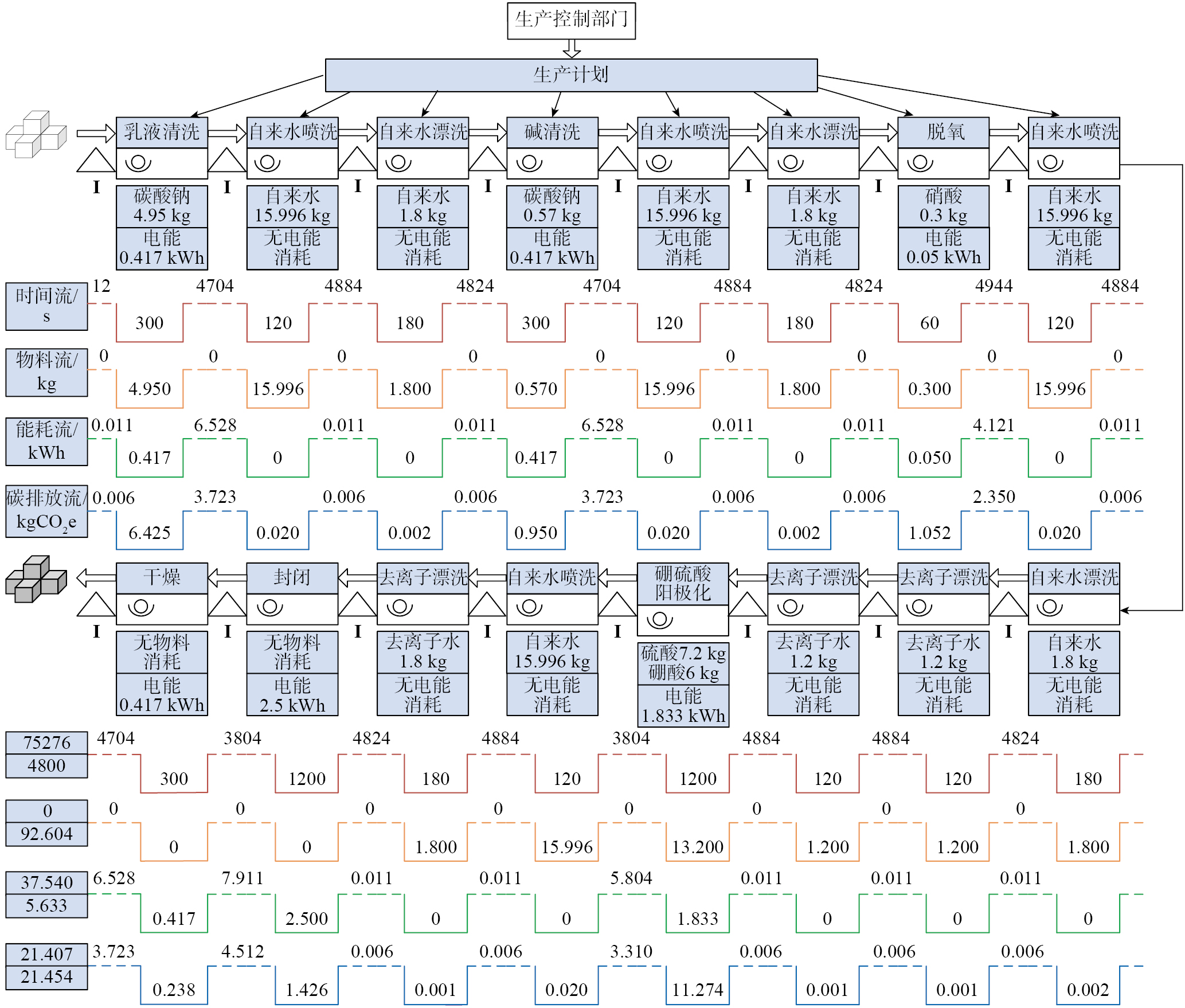
Fig.2 Time sequence coupling diagram of surface treatment processes considering multiple carbon emission sources, multiple processing stages and multiple operating states
2 基于改进价值流图的大飞机零部件表面处理工艺碳排放模型及减碳分析
2.1 大飞机零部件表面处理工艺全流程碳排放核算模型
表面处理工艺中碳排放计算是通过对各阶段中的物料、能源等进行累计,收集涉及生产过程中物料与能源的输入和输出、使用量和碳排放系数等。表面处理工艺碳排放建模如下,为简化计算并直观地表示出物料、时间、碳排放等多维数据[ WEN X H, CAO H J, HON B, et al. Energy value mapping: A novel lean method to integrate energy efficiency into production management[J]. Energy, 2021, 217: 119353. 18],将之写成矩阵形式。
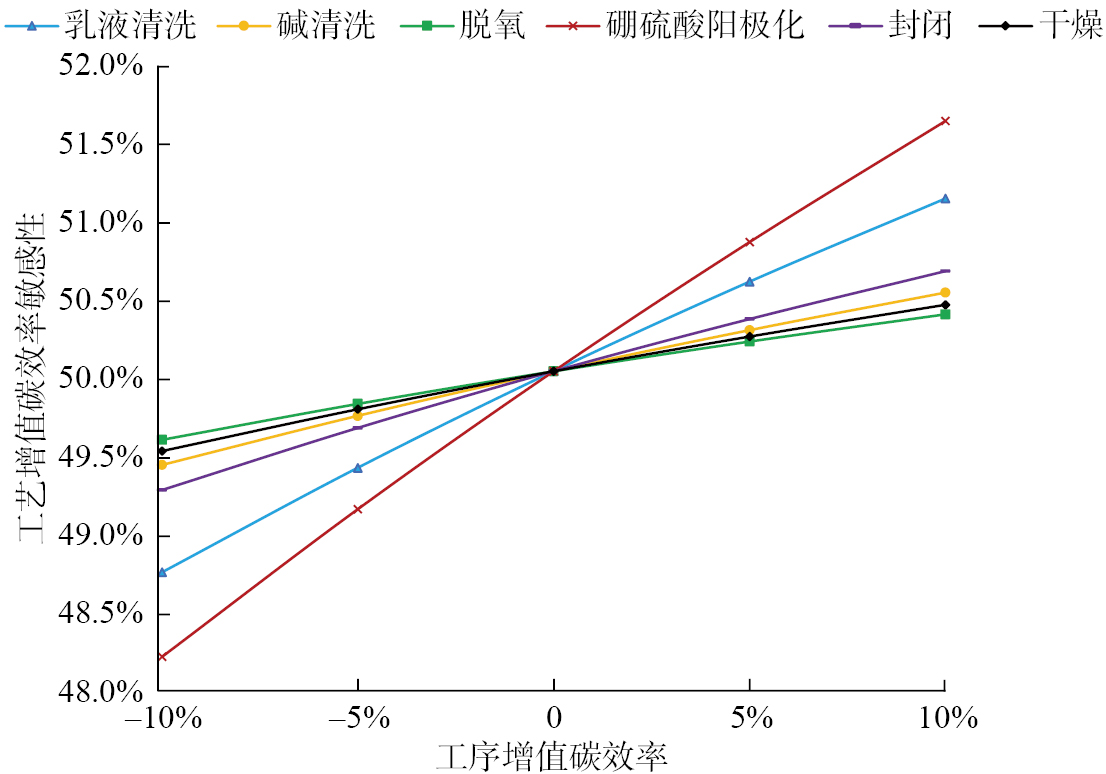
敏感性分析是指通过数值计算分析输入参数的改变对输出结果影响程度的方法,通过敏感性分析可以用具体的数值来定量分析每个参数对结果输出的影响程度[ 张耘瑞. 高速干式滚齿加工工艺参数优化研究及仿真[D]. 青岛: 青岛科技大学, 2022.ZHANG Yunrui. Research and simulation on optimization of process parameters for high-speed dry gear hobbing[D]. Qingdao: Qingdao University of Science and Technology, 2022. 23]。因此,敏感性分析对于工艺过程中最优参数的选定起着重要作用[ WANG X L, LU J W, YANG S Q. Sensitivity analysis and optimization design of hypoid gears’ contact pattern to misalignments[J]. Journal of Zhejiang University: Science A, 2019, 20(6): 411–430. 24]。
International Energy Agency. CO2 Emissions in 2022[EB/OL]. (2023–03)[2024–05–22]. https://www.iea.org/reports/co2–emissions–in–2022.
[2]
刘仁厚, 王革, 黄宁, 等. 中国科技创新支撑碳达峰、碳中和的路径研究[J]. 广西社会科学, 2021(8): 1–7. LIURenhou, WANGGe, HUANGNing, et al. On path of supporting carbon peak and carbon neutralization by science and technology innovation China[J]. Social Sciences in Guangxi, 2021(8): 1–7.
[3]
曹华军, 李洪丞, 曾丹, 等. 绿色制造研究现状及未来发展策略[J]. 中国机械工程, 2020, 31(2): 135–144. CAOHuajun, LIHongcheng, ZENGDan, et al. The state-of-art and future development strategies of green manufacturing[J]. China Mechanical Engineering, 2020, 31(2): 135–144.
[4]
曹华军, 李洪丞, 杜彦斌, 等. 低碳制造研究现状、发展趋势及挑战[J]. 航空制造技术, 2012, 55(9): 26–31. CAOHuajun, LIHongcheng, DUYanbin, et al. Current situation and development trend of low-carbon manufacturing[J]. Aeronautical Manufacturing Technology, 2012, 55(9): 26–31.
[5]
TICIANOC J. Life cycle assessment oriented to climate change mitigation by aviation[C]//15th International Conference on Environmental Economy, Policy and International Environmental Relations. Prague: University of Economics, 2013.
[6]
HOWES, KOLIOSA J, BRENNANF P. Environmental life cycle assessment of commercial passenger jet airliners[J]. Transportation Research Part D: Transport and Environment, 2013, 19: 34–41.
[7]
雷国东, 徐悦. 未来大型客机发展方向及关键设计技术研究[J]. 航空制造技术, 2023, 66(14): 26–37. LEIGuodong, XUYue. Development directions and key design technologies research of future large airliners[J]. Aeronautical Manufacturing Technology, 2023, 66(14): 26–37.
[8]
陈松祺. 谈谈“航空铝合金表面处理特种工艺的重要性”[C]//2011年全国电子电镀及表面处理学术交流会论文集. 上海:中国电子学会, 2011. CHENSongqi. Talk about “The importance of aviation aluminum alloy surface treatment special process”[C]//Proceedings of the 2011 National Electronic Plating and surface Treatment Academic Exchange meeting. Shanghai: Chinese Institute of Electronics, 2011.
[9]
司力琼, 徐晓东. 航天装备材料表面处理工艺技术现状与发展方向[J]. 现代工业经济和信息化, 2017, 7(9): 64–65. SILiqiong, XUXiaodong. Present situation and developing trends of surface processing technology for aerospace materials[J]. Modern Industrial Economy and Informationization, 2017, 7(9): 64–65.
[10]
ABEDINIM, HANKES. Improving the wear resistance of aluminum by a nickel-filled anodized porous alumina layer[J]. Wear, 2023, 522: 204858.
[11]
SUNM X, HUANGH J, JIANGM L, et al. Influence of oxalic additive on etidronic acid anodizing of aluminum alloy[J]. Journal of Electroanalytical Chemistry, 2023, 944: 117641.
[12]
GUJ M, ZHANGX Y, YUL Y. Investigation on anodized 5052 aluminum alloy and its corrosion resistance in simulated acid rain[J]. International Journal of Electrochemical Science, 2023, 18(11): 100336.
[13]
程文礼, 杨慧, 任德杰, 等. 表面处理对铝合金盐雾环境下的腐蚀特性试验研究[J]. 航空制造技术, 2020, 63(12): 92–96. CHENGWenli, YANGHui, RENDejie, et al. Experimental study on corrosion characteristics of aluminum alloy in salt spray environment[J]. Aeronautical Manufacturing Technology, 2020, 63(12): 92–96.
[14]
郑战光, 罗广源, 孙腾, 等. 阳极氧化膜对铝合金疲劳裂纹萌生的影响[J]. 塑性工程学报, 2023, 30(10): 181–187. ZHENGZhanguang, LUOGuangyuan, SUNTeng, et al. Effect of anodic oxide film on fatigue crack initiation of aluminum alloy[J]. Journal of Plasticity Engineering, 2023, 30(10): 181–187.
[15]
杨堃, 许世娇, 韩冬宁, 等. 工艺参数对2024铝合金HEDP阳极氧化膜耐蚀性的影响[J]. 电镀与涂饰, 2022, 41(24): 1759–1763. YANGKun, XUShijiao, HANDongning, et al. Effects of process parameters on corrosion resistance of anodic oxide film prepared in a HEDP electrolyte on 2024 aluminum alloy[J]. Electroplating & Finishing, 2022, 41(24): 1759–1763.
[16]
赵相忠, 解淑芸. 价值流图技术在离散型制造业生产线优化上的应用[J]. 机床与液压, 2018, 46(13): 93–97, 109. ZHAOXiangzhong, XIEShuyun. Application of value stream mapping technology in optimization of discrete manufacturing enterprise production line[J]. Machine Tool & Hydraulics, 2018, 46(13): 93–97, 109.
[17]
宋庭新, 童一鸣, 李西兴. 基于价值流图技术的传动轴装配流程优化[J].计算机集成制造系统, 2020, 26(9): 2463–2473. SONGTingxin, TONGYiming, LIXixing. Optimization of drive shaft assembly process based on value flow graph technology[J]. Computer Integrated Manufacturing Systems, 2020, 26(9): 2463–2473.
[18]
WENX H, CAOH J, HONB, et al. Energy value mapping: A novel lean method to integrate energy efficiency into production management[J]. Energy, 2021, 217: 119353.
[19]
LIH C, CAOH J, PANX Y. A carbon emission analysis model for electronics manufacturing process based on value-stream mapping and sensitivity analysis[J]. International Journal of Computer Integrated Manufacturing, 2012, 25(12): 1102–1110.
[20]
孙菡悦. 基于改进价值流程图分析的机械制造系统碳排放模型及应用研究[D]. 重庆: 重庆大学, 2017. SUNHanyue. Carbon emissions model of mechanical manufacturing system based on modified value stream mapping and its application research[D]. Chongqing: Chongqing University, 2017.
[21]
宋丹丹. 铝合金压铸车间绿色生产过程精益评价及优化方法[D]. 重庆: 重庆大学, 2020. SONGDandan. Lean evaluation and optimization method of green production process in aluminum alloy die casting workshop[D]. Chongqing: Chongqing University, 2020.
[22]
李洪丞. 机械制造系统碳排放动态特性及其碳效率评估优化方法研究[D]. 重庆: 重庆大学, 2014. LIHongcheng. Research on dynamic characteristics of carbon emission and optimization method of carbon efficiency evaluation in mechanical manufacturing system[D]. Chongqing: Chongqing University, 2014.
[23]
张耘瑞. 高速干式滚齿加工工艺参数优化研究及仿真[D]. 青岛: 青岛科技大学, 2022. ZHANGYunrui. Research and simulation on optimization of process parameters for high-speed dry gear hobbing[D]. Qingdao: Qingdao University of Science and Technology, 2022.
[24]
WANGX L, LUJ W, YANGS Q. Sensitivity analysis and optimization design of hypoid gears’ contact pattern to misalignments[J]. Journal of Zhejiang University: Science A, 2019, 20(6): 411–430.