
| 航空制造技术 第67卷 第19期 26-32 2024-10-01 出版 | Aeronautical Manufacturing Techinology, Vol.67, No.19: 26-32 |
| DOI: 10.16080/j.issn1671-833x.2024.19.026 |
封面文章(COVER STORY)
轻质宽带吸声超材料设计及3D打印
[摘要] 共振型吸声超材料具有优异的噪声控制能力,作为一种轻量化结构在航空领域具有巨大应用潜力,但在低频宽带噪声控制方面仍存在挑战。为了促进超材料的低频与宽带吸声协同设计,提出了一种带三角形背腔的穿孔板共振吸声超材料设计方法并对其声学特性进行了研究。该超材料将蜂窝腔分为6个独立的三角形单元,每个三角单元中心布置微穿孔,利用单元间的耦合效应实现宽带吸声。研究了孔径、孔深和腔体高度对吸声系数和峰值频率的影响,并从复频率平面零极点分布与能量耗散两方面分析了声学超材料宽带吸声的多单元耦合机制。根据单元及其耦合特性设计的低频宽带吸声超材料,厚度为50 mm,仅为最长工作波长的1/22,在309~464 Hz低频范围内实现80%以上的吸收效果;等效密度约0.31 g/cm3,实现了材料轻量化。采用光固化成形技术制备了该结构并在阻抗管中通过试验验证了其吸声性能。这种轻量化的吸声超材料设计为装备的低频噪声控制提供了支撑。
关键词:Helmholtz共振腔;声学超材料;低频;宽带吸声;3D打印
Design and 3D Printing of Lightweight Broadband Sound Absorption Metamaterials
[ABSTRACT] Resonant sound absorption metamaterials have excellent noise control capability and great potential for application as a lightweight aerostructure, but challenges remain in low-frequency broadband noise control. In order to promote the synergistic design of low-frequency and broadband sound absorption of metamaterials, a design method for resonant sound absorption metamaterials with a triangular back cavity in a perforated plate is proposed and the acoustic properties are investigated. The metamaterial divides the honeycomb cavity into six independent triangular units, and microperforations are arranged in the center of each triangular unit to achieve broadband sound absorption by using the coupling effect between the units. The effects of hole diameter, depth and height on the absorption coefficient and peak frequency are investigated, and the multi-unit coupling mechanism of the acoustic metamaterial’s broadband sound absorption is analyzed in terms of the zero-pole distribution of the complex frequency plane and the energy dissipation of the metamaterial. The low-frequency broadband sound absorption metamaterials designed according to the units and their coupling characteristics achieve more than 80% absorption in the low-frequency range of 309–464 Hz, with a thickness of 50 mm, which is only 1/22 of the longest working wavelength, and an equivalent density of about 0.31 g/cm3, which realizes materials’ lightweighting. The structure was prepared by light-curing molding technology and its acoustic performance was experimentally verified in an impedance tube. This lightweight sound absorption metamaterial design provides support for low-frequency noise control of equipment.
Keywords: Helmholtz resonant cavity; Sound absorption metamaterial; Low-frequency; Broadband sound absorption; 3D printing
引用格式:梁庆宣, 闫欣, 吕佩瑶, 等. 轻质宽带吸声超材料设计及3D打印[J]. 航空制造技术, 2024, 67(19): 26–32.
LIANG Qingxuan, YAN Xin, LÜ Peiyao, et al. Design and 3D printing of lightweight broadband sound absorption metamaterials[J]. Aeronautical Manufacturing Technology, 2024, 67(19): 26–32.
吸声作为一种有效的低频降噪手段,已经引起了广泛的关注,在室内声学、汽车和航空航天等领域中得到大量应用。传统多孔材料[1]和穿孔板[2–3]作为最常用的吸声材料,能够有效控制中高频噪声。但利用它们控制低频噪声时需要的厚度过大,难以适应装备狭窄空间的应用需求。同时,多孔材料和微穿孔板的可设计性不强,难以应对特定频段的噪声控制需求及开展定制化设计。目前,研究人员致力于探索兼具亚波长尺寸和适用于低频的吸声超材料[4–5],如空间卷曲超材料[6–8]、膜类超材料[9–10]和Helmholtz共振型超材料[11–13]等。其中,共振型吸声超材料由于空腔较多,结构内空气占比大,更容易在满足噪声控制要求的前提下实现轻量化,在航空领域(如作为航空发动机声衬等)具有巨大应用前景。尽管已经取得了一定的研究进展,但由于所设计结构的共振性质,大多数用于吸声的声学超材料仍然受到频带窄的困扰。为了实现宽带吸声,最直接的方法是将几个具有准完美吸声性能的单元组合起来,通过微结构单元之间的耦合达到效果。基于这种思想的宽带吸声超材料不在少数,如通过耦合多个FP(Fabry–Pérot)通道[14]或多个不同的Helmholtz谐振器来实现宽带吸声。然而这些结构中的微结构单元须达到特定频率下的完美吸声,限制了设计自由度,难以实现低频与宽带的完美调和。为了最大限度地提升综合吸声性能,需要耦合具有不同低吸收峰的微结构单元,以实现宽带吸声。
随着吸声超材料的发展,研究人员通过增加微结构单元数、调整多个结构参数,或同时采用这两种方法来尽可能地扩大吸声带宽。Chang等[14]采用10个不同长度的卷曲通道实现了440~1690 Hz的宽带吸声效果。Yang等[15]精心设计了16个FP通道参数,实现了345~3000 Hz频率的高效吸声。Helmholtz型吸声超材料可调节的参数更灵活。Jiménez等[16]提出了包含孔深、孔径和腔长3个参数的微结构单元,并通过9个不同参数的单元耦合达到了300~1000 Hz频率的吸声效果。Huang等[17]提出了一种非完美吸声微结构单元耦合结构,该设计在带有内插管的Helmholtz共振单元的基础上提出了宽频耦合的设计理论;并且发现通过在欠阻尼共振器入射面的上方添加一层微穿孔板,在大幅提高吸声系数的同时还可以形成连续的吸声频带,当结构厚度为39 mm时,可以在频率800~3300 Hz范围内实现连续优异的吸声效果。虽然增加共振单元数和调节结构参数可以大幅增加设计灵活性,但过多的微结构单元和结构参数会使吸声结构过于复杂,不仅增加制造难度,也提高了生产成本。此外,上述宽带吸声研究主要集中在中高频,难以有效应对500 Hz以下的低频噪声。因此,针对500 Hz以下的低频宽带吸声,需要在高效吸声的同时进一步简化超材料结构,以降低制造难度。
传统的超材料制造方法,如微冲孔和激光加工等[18],在实现高精度要求时往往需要过高的成本;而且穿孔板与背腔结合时,也容易堵塞穿孔。面对巨大的制造挑战,超材料吸声性能只能停滞在理论设计层面。增材制造技术能够实现复杂结构一体化加工,并保持足够的制造精度,将增材制造技术与超材料相结合,可以充分发挥微结构在声学超材料性能可控设计中的优势,突破传统材料难以突破的性能限制。声学超材料的性能取决于所设计的复杂微结构,因此微结构形状和精度的变化会给其声学性能带来显著影响。光固化成形是一种成熟的激光成形技术,具有成形精度高、适合成形任意复杂结构的优势,特别适用于声学超材料的制造。
本研究基于Helmholtz共振吸声结构,提出了蜂窝腔内6单元耦合结构,蜂窝形结构中的每个三角腔中心均包含一个穿孔;通过调节6个不同的低吸收峰单元之间的耦合,实现低频宽带的高效吸声;然后,采用光固化成形技术制备了吸声超材料结构,通过试验验证了它在阻抗管中的吸声性能;本研究既实现了简单结构的低频宽带吸声设计,又保留了蜂窝结构的优异力学性能。
1
1.1
仿真模型通过有限元仿真软件COMSOL Multiphysics 5.4建立。选择压力声学–热黏性相互作用模块来模拟小孔的声损耗情况。平面波辐射边界条件用来产生入射波,振幅设置为1 Pa,对应91 dB的声压级。由于实际样品制作时多采用ABS塑料或者其他刚度更大的材料,而固体材料本身的特征阻抗远大于空气的特征阻抗,因此在仿真中将空气和结构之间的边界设置为硬边界条件,以减小计算量。设置空气中的声速c0=343 m/s,空气的密度ρ0=1.29 kg/m3。入射到结构表面之前的空气设置为压力声学域,单元结构内部的空气全部设置为热黏性声学域。小孔内部的最大网格尺寸为di/6(di为孔径),最小尺寸为dv/2,其中是黏性边界层的厚度(μ为空气动力黏度,18.5×10–6 Pa·s;ω为声波角频率)。为了尽可能精确地计算小孔和空腔部分的热黏性损失,需要在其边界上设置边界层网格,一共为5层,每层厚度为dv/4。物理场设置完成即可获得仿真模型,初步预测超材料性能。
1.2
本文研究的样品,依据国家标准GB/T 18696.2—2002《声学 阻抗管中吸声系数和声阻抗的测量 第2部分:传递函数法》,在标准双传声器法的基础上,使用横截面尺寸为100 mm×100 mm的方形阻抗管进行了吸声系数的测量,测试截止频率为1600 Hz。如图1所示,该测量系统主要由信号发生系统、数据采集系统及管路系统3部分构成。计算机产生的数字信号(白噪声)发送到功率放大器,然后通过扬声器进行放大。两个1/4英寸(6.35 mm)的B&K 4958–A型电容式传声器用于记录声压,B&K 3160–A–042型数据采集系统用于采集声压。通过对两个传声器的信号进行分析,可以得到所测样品的吸声系数。本试验在室温20 ℃,空气密度和声速分别为1.29 kg/m3和343 m/s的实验室条件下进行。
图1
Fig.1
2
2.1
2.1.1
本文设计了一种蜂窝腔内部多单元耦合结构,如图2(a)和(b)所示。该结构由6个三角形状的Helmholtz共振单元包围组合而成,各单元之间以硬壁隔开,整体结构厚度H=53 mm。对于每个Helmholtz共振单元来说,各三角形单元的孔径不同。在一般情况下,每6个相邻的三角形单元包围形成一个蜂窝簇,本文称之为超级单元,如图2(c)所示,所设计的超材料可以通过在平面上周期性排列超级单元来构建。设定蜂窝超级单元的边长l=45 mm,腔体高度D=50 mm(工作波长的1/22),孔深h=1.5 mm,壁厚t=2 mm。为了获得最好的宽频吸收效果,孔径分别为d1=2.3 mm,d2=2.5 mm,d3=2.8 mm,d4=3.1 mm,d5=3.6 mm,d6=4.0 mm。可见,与传统的带有均匀穿孔的降噪声学超材料不同,该设计利用了具有不均匀孔径但周期性排列的穿孔面板,蜂窝超级单元(或整个面板)的表面孔隙率(孔面积/总面积)约为1%。结构等效密度约为0.31 g/cm3,实现了材料轻量化。
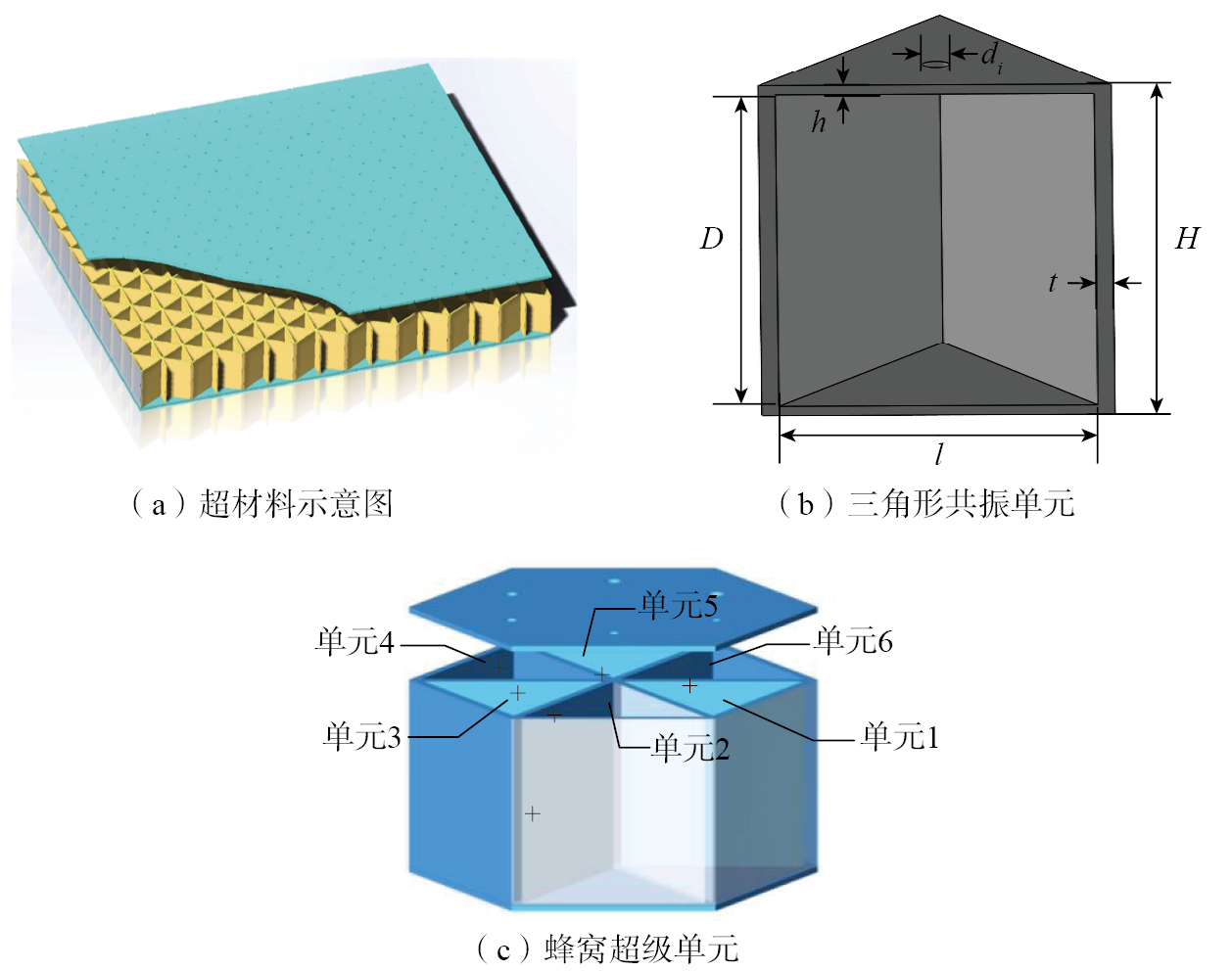
图2
Fig.2
2.1.2
采用Helmholtz共振器理论模型来计算声波吸收情况。将设计的组合结构视为6个Helmholtz共振器的并联排列,其中三角形芯作为空腔,板上的孔作为Helmholtz共振器的颈部。在Helmholtz共振器模型中,每个三角形单元视为一个独立的Helmholtz共振器。通过分别计算单元的表面声阻抗,从而求得超级单元的声阻抗,进而可以得到结构的吸声系数。
具有刚性背板的吸声系统可用标准化表面阻抗Zt完全表征。在正入射的情况下
| (1) |
式中,p和v是声波垂直入射下的声压和粒子速度;Z0=ρ0c0≈413.3 Pa·s/m,为空气的特征阻抗。
声压反射系数r可以通过式(2)进行计算。
| (2) |
通过反射系数r可以求得吸声系数α,即
| (3) |
Helmholtz共振单元的归一化阻抗Zi可通过式(4)求得。
| (4) |
式中,为三角形单元的表面孔隙率,其中Str为三角形单元的表面积;为单个Helmholtz共振单元的特征阻抗,Helmholtz共振单元的声阻rHR,i和声抗xHR,i别由式(5)和(6)求得[19]
| (5) |
| (6) |
式中,k=ω/c为波数,c为声速;为黏性边界层厚度,为空气的运动黏度();为末端修正后的孔深;,为空气的泊松常数;,为黏性边界层厚度,其中,K为热传导系数,Cp为恒压条件下单位质量的比热容。
由于孔深(相当于穿孔板板厚)与孔径尺寸相差不大,入射声波对短管的反作用产生声辐射阻抗,这会使短管的有效长度增加,所以需要考虑末端修正。考虑两个末端修正量的孔深为
| (7) |
两个末端修正量和分别为
| (8) |
| (9) |
将考虑两个末端修正量后的孔深代入到式(5)和(6)中,可求得Helmholtz共振单元的阻抗Zi。由于是多单元并联排布,可以求得超级单元的整体阻抗Zt。
| (10) |
式中,n为单元数量,该结构有6个单元,则n=6。将整体特征阻抗Zt代入到式(3)中可求得结构吸声系数。
最终优化设计后,超级单元实现了在309~464 Hz低频范围内80%以上的吸收效果,理论计算与仿真结果对比如图3所示,二者在需求频段内具有较好的一致性。在某些频点,理论计算的吸声系数结果整体相较于仿真结果更高一些,这可能是由于理论模型中没有考虑单元之间相互辐射阻抗的影响。

图3
Fig.3
2.2
2.2.1
为了研究穿孔直径对单元吸声系数曲线的影响,设定整体结构的边长l=45 mm,腔体高度D=50 mm,孔深h=1.5 mm,壁厚t=2 mm。6个小孔的孔径分别为d1=2.3 mm,d2=2.5 mm,d3=2.8 mm,d4=3.1 mm,d5=3.6 mm,d6=4.0 mm。较小的穿孔可以提供吸声所需的足够声阻和低的声抗,从而降低吸收峰值对应的频率。如图4(a)所示,可以发现随着单元孔径的减小,吸声系数逐渐向低频移动。图4(b)显示了声波吸收频谱随小孔直径d的变化,其他结构参数不变,颜色越亮,代表吸声系数越高。当d减小时,单元在较低的频率下更易发生完美吸声,同时可以发现孔径变化对吸收峰的位置起主导作用。适当调整单元间的耦合吸声效应,可以使整体结构通过组合不完美吸声单元来达到完美吸声状态。
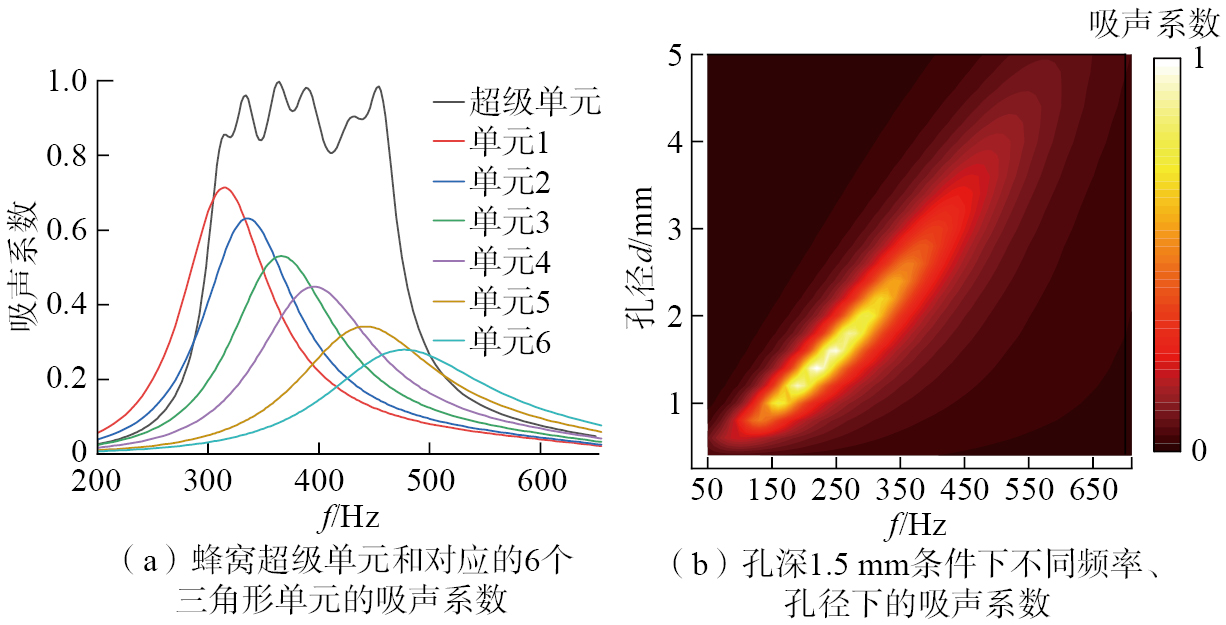
图4
Fig.4
2.2.2
本文研究了小孔深度h变化对结构整体吸声特性的影响,小孔深度h分别设为1.5 mm、3.0 mm和4.5 mm,其他结构参数不变。从图5(a)中可以看到,随着孔深的增加,小孔黏滞损耗作用加剧,因此吸声系数向低频移动,但对吸声带宽的影响不明显。这是因为随着孔深的增加,小孔的声质量增大,整体吸声系数曲线向低频移动,但由于品质因子QR波动不大,因此吸收带宽变化不明显。同时,进一步发现,孔深的变化对结构整体的吸声特性影响不明显,但如果稍微改变孔径,如图4所示,就会对结构整体吸声特性造成较大的影响。因此,在样品制造过程中需要考虑孔径精度误差所带来的影响。
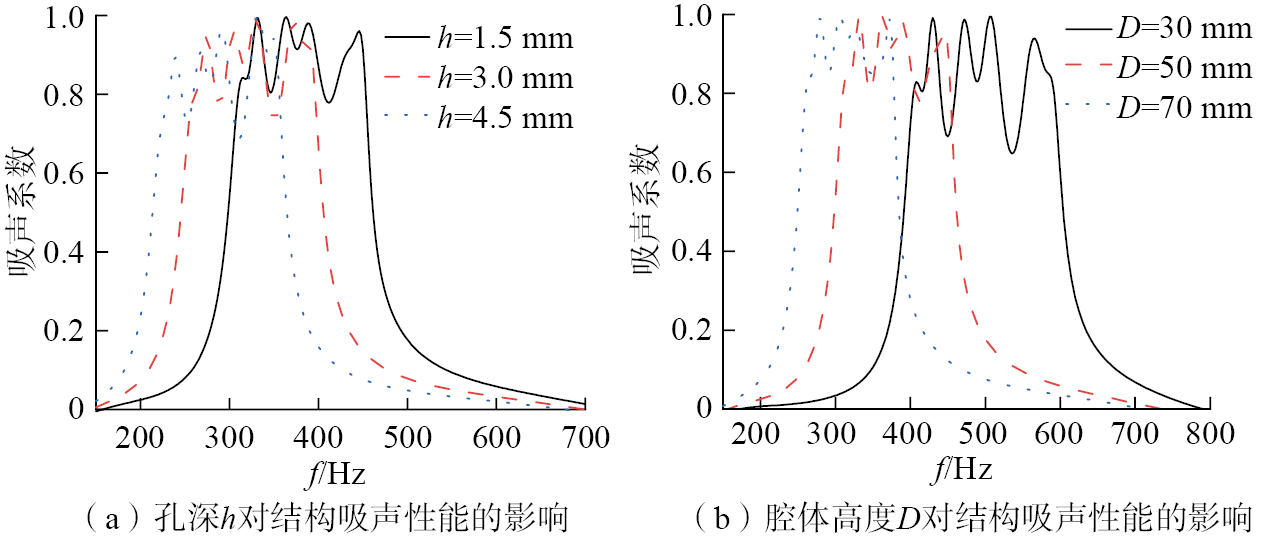
图5
Fig.5
2.2.3
腔体高度D分别设为30 mm、50 mm和70 mm,其他结构参数不变,吸声特性如图5(b)所示,可以发现随着腔体高度的增加,腔体的等效刚度在逐渐减小,因此结构整体吸声系数曲线向低频移动,但吸声带宽变窄。这是由于品质因子QR决定了共振结构的吸收带宽,品质因子越大,吸收带宽越窄,反之亦然。随着腔体高度的增加,空腔的声质量增加,品质因子QR随之增大,因此吸收带宽变窄。
2.3
如图4(a)所示,独立单元的吸声系数较低,吸声带宽也较窄。但6个单元耦合后形成的超级单元的吸声系数和带宽都有明显改善,并且独立单元的吸收峰与超级单元的吸收峰一致。这表明6个独立单元的耦合不仅有单元吸声效果的叠加,也包括单元之间强大的耦合作用。利用复频率平面可以更好地说明单元之间的耦合作用。首先,将复数波数代入到反射系数计算公式中,其中kr是系统的固有波数,ki是虚波数。此时,反射系数r′成为实频率fr和虚频率fi的函数,进而可以绘制出彩色云图来说明的分布。本文中零点和极点是指反射系数最低值和最高值的两个极端点。在假设零损耗系统中,零点和极点的坐标互为复共轭,对称分布在实轴两侧。当在系统中引入本征损耗时,零点和极点同时沿虚轴向下移动。当本征损耗与辐射损耗相等时,零点落在复平面的实轴上,实现完美吸声。从零点相对于实轴的位置,可以判断系统是否欠阻尼(零点位于实轴上方)或过阻尼(零点位于实轴下方)。从图6可以看出,与6个一阶吸声峰相对应的6个零点紧密分布在309~464 Hz的频率范围内,形成了连续的吸声频带。6个零点都在实频率轴附近,损耗能量平衡了泄漏能量,使整个系统处于临界阻尼状态,因此可以获得较高的吸声系数。
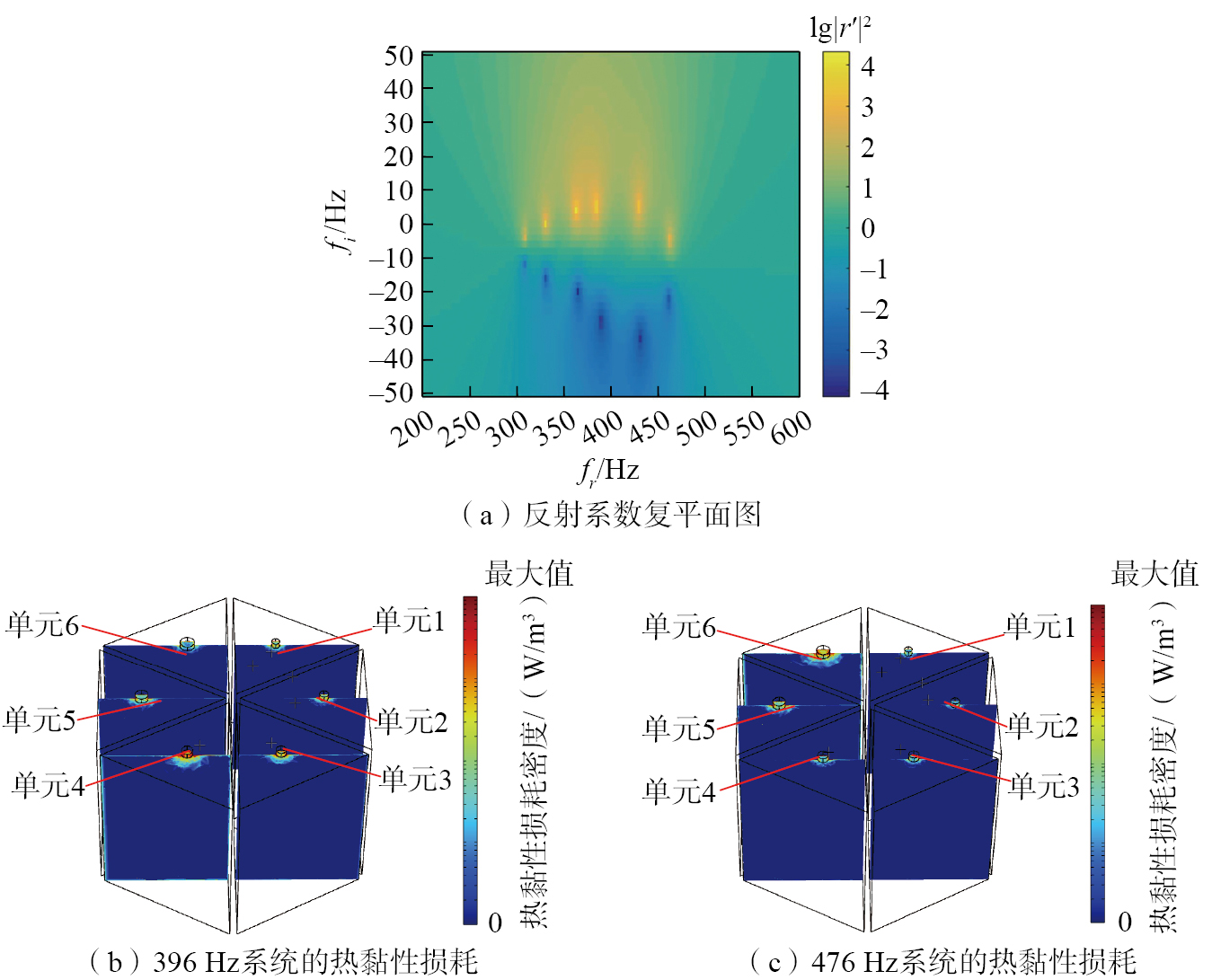
图6
Fig.6
该系统的能量耗散主要来源于热黏性耗散,图6(b)和(c)分别揭示了单元4和单元6达到共振时系统的热黏性损耗情况。从整体来看,无论是否达到共振,小孔部分都比其后连接的腔体热黏性损耗更多,是提供热黏性耗散的关键结构。这是由于小孔附近的黏性边界层及传播介质中的相邻粒子存在大量的相对运动,导致明显的摩擦与能量损耗。从局部看,396 Hz时单元4达到共振状态,476 Hz时单元6达到共振状态。与其他单元相比,达到共振的单元在小孔处有更多的热黏性损耗。当6个吸声单元在不同的频率交替实现共振,可以使吸声超材料在较宽频带内持续维持较高的能量损耗,从而实现宽带吸声性能。
为了进一步揭示共振单元的耦合机制,针对两个特定单元的共振频率(396 Hz和476 Hz)分析了超材料表面的声场强度。颜色亮度与声强的幅值大小有关,入射声波沿–z轴方向传播,绘制声强矢量|Iz|沿z方向的振幅,如图7所示。声场高度集中在共振的单元表面,因此声能不是平均被6个单元吸收,而是主要被共振单元吸收,通过共振单元进行能量耗散,从而提高了吸收效率。
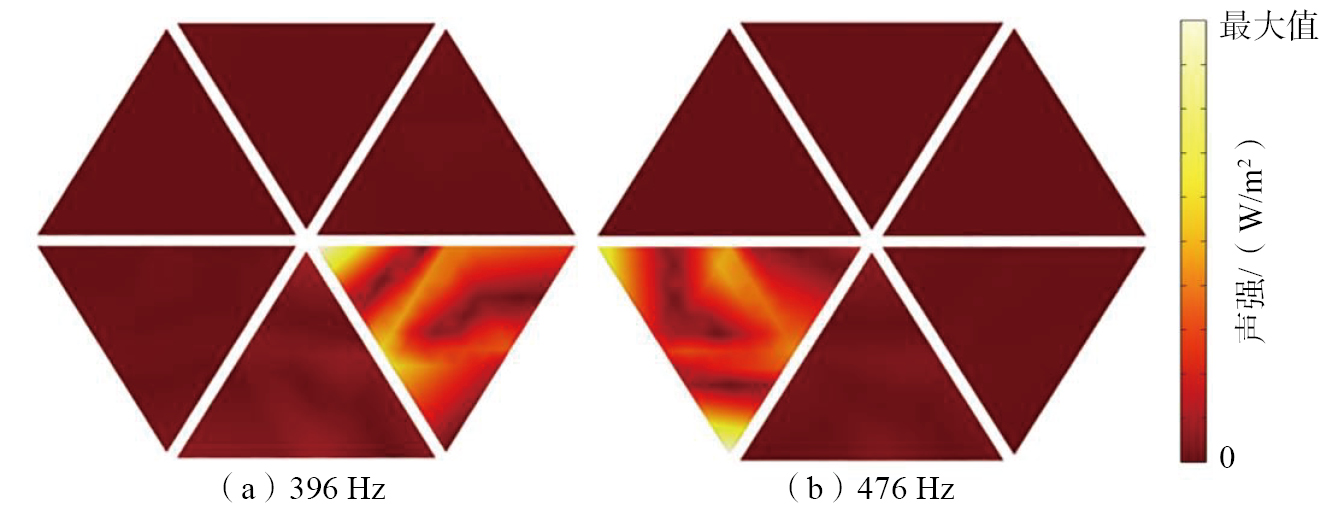
图7
Fig.7
2.4
小孔直径d对吸声性能的影响较明显,是调节吸声性能的敏感参数。根据多吸声单元耦合原理,结合结构参数对吸声性能的影响规律,改变d的值可以在不改变单元外形尺寸的情况下有效调节吸声单元的共振频率,从而使多个吸声单元产生明显耦合效应。因此固定小孔深度h=1.5 mm,腔体高度D=50 mm,只改变小孔直径d,针对超级单元的宽带吸声性能进行设计。在COMSOL Multiphysics 5.4中对三角形单元的孔直径d进行参数化扫描,其最小值为1 mm,最大值为5 mm,扫描间隔为0.2 mm,将不同的小孔直径d与吸声单元的共振频率一一对应。根据不同单元的耦合效应强弱确定超级单元中各吸声单元的共振频率,以实现较为均匀的宽带吸声,并根据所确定的参数构建超级单元模型,对其吸声性能进行仿真验证,最终宽带吸声效果为图4(a)所示的超级单元吸声曲线。
2.5
由于孔径的变化对吸声性能影响很大,因此需要考虑光固化成形的打印精度。本文制作了30个相同尺寸的试验样品,用数字游标卡尺分别测量了每个样品的孔径d和孔深h,测量结果如表1所示。发现孔厚度误差可以忽略不计,而样品的孔径比标准值小0.15 mm左右,所以需要补偿制造过程中的误差。
表1
Table 1
| 尺寸 | 标准值/mm | 测量平均值/mm | 相对误差/% |
|---|---|---|---|
| 孔深h | 1.50 | 1.501 | 0.067 |
| 孔径d1 | 2.30 | 2.162 | 6.000 |
| 孔径d2 | 2.50 | 2.345 | 6.200 |
| 孔径d3 | 2.80 | 2.68 | 4.286 |
| 孔径d4 | 3.10 | 2.925 | 5.645 |
| 孔径d5 | 3.60 | 3.463 | 3.806 |
| 孔径d6 | 4.00 | 3.846 | 3.850 |
测试样品采用光固化成形技术进行制备,如图8(a)所示。试验结果如图8(b)所示,样品在309~464 Hz频率范围内试验测试结果与有限元仿真结果基本一致,验证了仿真模型的正确性。但两者之间还有一定的差异,测试得到的吸声曲线相较于仿真结果来说明显更为平缓,这是由于穿孔的粗糙边缘会影响进入小孔声波的摩擦损耗;试验结果的吸声效率比仿真结果要低,这是由于阻抗管的横截面积比样品的横截面积要大,即声波入射面积大于结构的吸声面积;同时样品的制造误差也会对结果产生一定程度的影响,使曲线发生一定偏移。
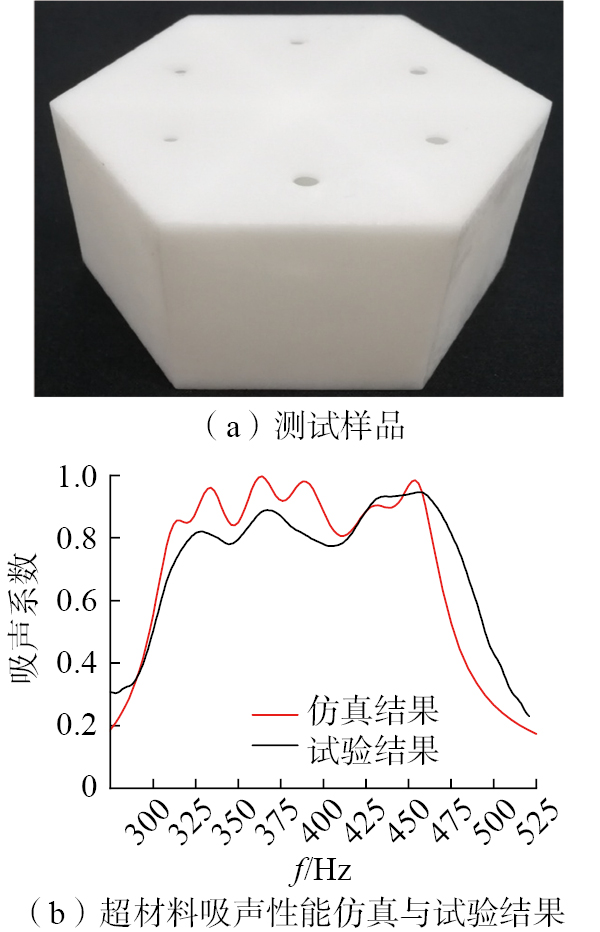
图8
Fig.8
3
(1)本文设计并利用光固化增材制造成形技术制备了蜂窝腔内的6单元耦合结构。该结构在309~464 Hz范围内可达到80%以上的吸收效果。耦合结构的厚度为50 mm,仅为工作波长的1/22,实现了低频与宽带吸声的协同设计优化;其等效密度约0.31 g/cm3,实现了材料轻量化。
(2)本文研究了结构参数变化对吸收峰与共振频率的影响,对于多单元耦合对宽带吸声的影响机理进行了理论分析。根据研究规律设计6个共振单元的参数,使6个单元之间产生强耦合,进一步优化结构的低频宽带吸声性能,通过标准阻抗管对其吸声性能进行试验验证。
(3)通过分析孔径制造误差对吸声曲线的影响进行曲线补偿,补偿后仿真与试验结果一致,证明了本文设计结构的优异吸声性能及设计方法的可靠性,为航空轻量化宽带噪声控制结构的发展注入了新能量。
 梁庆宣 教授,博士生导师,研究方向为超材料与3D打印。
梁庆宣 教授,博士生导师,研究方向为超材料与3D打印。
参考文献