| 航空制造技术 第67卷 第19期 14-24 2024-10-01 出版 | Aeronautical Manufacturing Techinology, Vol.67, No.19: 14-24 |
| DOI: 10.16080/j.issn1671-833x.2024.19.014 |
专稿(FEATURE)
大型航空模锻液压缸的生产调度系统与应用
2.韶关液压件厂有限公司,韶关 512029
[摘要] 大型航空模锻液压缸是航空模锻液压机的核心部件,在生产飞机、航空发动机上的重要模锻零部件时提供动力来源。根据此类液压缸高质量生产过程中质检对加工的约束及两种工序的耦合关系,提出了一种考虑质量检验的大型航空模锻液压缸生产调度模型,从而同时对加工和质检两种工序进行调度优化;设计了一种双工序混合型的双层编码方式及基于总工序号奇偶性判定工序类型的解码方法,在结合非支配排序遗传算法和多目标模拟退火算法的理论上开发了一套具有参数调节、任务推送、进度监控、数据反馈等功能的调度系统,并通过实例验证了模型和算法的有效性。最后,将该调度系统运用于某液压生产企业,保证了大型航空模锻液压缸产品质量优良的同时较大程度地提高了生产效率。
关键词:航空模锻液压缸;非支配排序遗传算法II(NSGA–II);多目标模拟退火算法(MOSA);质量控制;调度系统
Production Scheduling System and Application of Large Aviation Die Forging Hydraulic Cylinder
2.Shaoguan Hydraulics Co., Ltd., Shaoguan 512029, China
[ABSTRACT] The large aviation die forging hydraulic cylinder is the core component of the aviation die forging hydraulic press, providing a power source for the production of important die forging components in aircraft and aero-engines. Based on the constraints of quality inspection on the processing and the coupling relationship between two processes in the high-quality production process of such hydraulic cylinders, a production scheduling model for large aviation die forging hydraulic cylinders considering quality inspection was proposed to optimize the scheduling of both processing and quality inspection processes simultaneously. A dual-process hybrid double-layer coding method was designed, along with a decoding method based on the parity judgment of the total process numbers to determine the type of process. A scheduling system with functions such as parameter adjustment, task allocation, progress monitoring, and data feedback was developed based on the theories of NSGA–II and MOSA algorithm, and the effectiveness of the model and algorithm was verified through examples. Finally, the scheduling system was applied to a hydraulic production enterprise, ensuring that the quality of large aviation die forging hydraulic cylinders was excellent while significantly improving production efficiency.
Keywords: Aviation die forging hydraulic cylinder; Non-dominated sorting genetic algorithm II (NSGA–II); Multi-objective simulated annealing (MOSA); Quality control; Scheduling system
引文格式:唐红涛, 洪润尔, 张伟, 等. 大型航空模锻液压缸的生产调度系统与应用[J]. 航空制造技术, 2024, 67(19): 14–24.
TANG Hongtao, HONG Runer, ZHANG Wei, et al. Production scheduling system and application of large aviation die forging hydraulic cylinder[J]. Aeronautical Manufacturing Technology, 2024, 67(19): 14–24.
基金项目:国家自然科学基金(51705384,52075401)。
航空模锻件具有优良的机械性能和表面质量,广泛应用于飞机机身或机翼等关键部位及涡轮发动机等重要设备上[1]。该类工件的成形方式主要是通过航空模锻液压机进行锻造加工,而航空模锻液压缸作为航空模锻液压机的核心部件,在航空模锻件的生产中有着举足轻重的地位,其产生压力的大小更是能直接影响航空模锻件质量的优劣[2]。迄今为止,我国的高吨位模锻液压缸在压力方面已经有了较大突破,而在生产方面,对产品的高效率和高质量等要求愈发严苛,因此如何在复杂的生产环境下保证液压缸产品性能良好的同时又能兼顾效率、负载、成本等加工因素逐渐成为一项需要攻克的难题,在此背景下,产品制造智能化和数字化成为航空工业的一大发展趋势[3]。
在航空工业领域的生产调度方面,许多学者针对算法理论或应用平台做出了相关研究。王玉芳等[4]在航空结构件的批量调度问题上建立了一种双资源约束的柔性作业车间调度模型,用混合灰狼算法实现了对最大加工时间和瓶颈机器负载的优化。杨博见[5]针对航空结构件研究了基于多Agent系统的柔性制造动态调度系统,并设计了相应的动态调度策略,最后通过仿真验证了其可行性。刘环宇[6]提出了基于仿真模型和智能搜索算法交互的车间排产方法,以及基于启发式规则的刀具夹具管理方法。此类研究大多围绕加工效率和机台负载方面进行优化,在产品质量方面的优化却很少涉及。而航空模锻液压缸零部件的制造工艺大部分是加工工序和质检工序相互连接耦合而成,因此各质检人员的分工和质检顺序会直接影响加工工序流转,对调度过程产生不可忽略的影响,因此对考虑质检的柔性作业车间调度问题的研究具有现实意义。
本文构建了一种对加工和质检工序同时进行优化的调度系统,旨在尽可能减少最大加工完成时间的同时提高质检员和各加工机台工时分配均匀度,从而在保证加工和质检效率的同时也能减少部分人员因任务过多而造成产品质量不良的情况。该平台使用改进的非支配排序遗传算法(Non-dominated sorting genetic algorithm II,NSGA–II)生成调度方案,在算法求解框架中利用多目标模拟退火算法(Multi-objective simulated annealing,MOSA)按改进的Metropolis准则接受新解以跳出局部最优解[7–10],同时提供了方案的推送和收集执行结果的功能,并对使用数据进行处理和展示,以提高操作工人的执行力及后续调度方案的准确度。
1
液压缸通常有单作用缸和双作用缸两种结构类型,双作用缸通常用于双向运动且需要较大动力的场合,单作用缸则为单方向提供动力,在返回行程时则需借用外力,但是相比双作用缸成本更低[11],具体需要根据应用场景来选择液压缸的类型。液压缸的密封件保证活塞在运动过程中不会漏油,同时也能起到减少摩擦的作用[12],良好的密封件对整个液压系统的正常运行起着至关重要的作用。
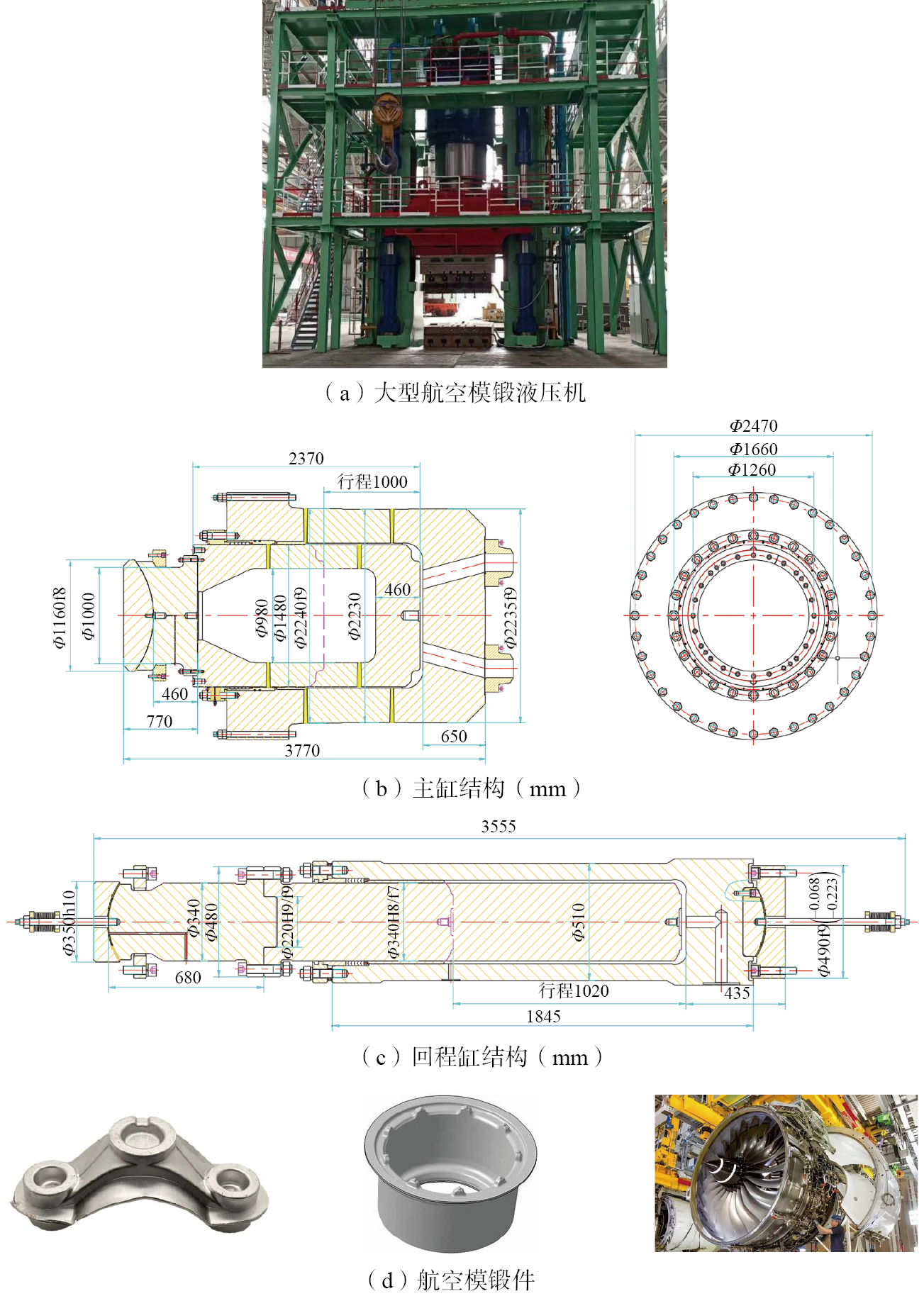
大型航空模锻液压机是锻造航空模锻件的关键设备,其液压缸分成主缸和回程缸两部分,两种缸都是单作用缸,其实物、结构和应用如图1所示。活塞正向运动时由主缸提供动力,返回则借用两个回程缸产生的压力来实现,两种缸相互配合,使运动更加平稳,同时可以减少流体能量浪费,从而提高工作效率。其主缸和回程缸均由近20个非标准零件和近20个标准零件组成,车间自行生产的产品基本属于非标准零件部分,一些螺钉螺母和密封件则多为标准件。以主缸为例,它主要由球面垫、连杆、柱塞、缸体、导向套、各种密封件、各种螺钉及螺母等部件构成,其BOM(Bill of materials)结构如图2所示。在加工工艺卡片上,除了特殊的内部缺陷质检工序会被写入外,通常只会写加工工序,本文以连杆、柱塞、缸体的加工工序为例,若不考虑质检的工序,则其加工工艺卡简表如表1所示。
图1
Fig.1
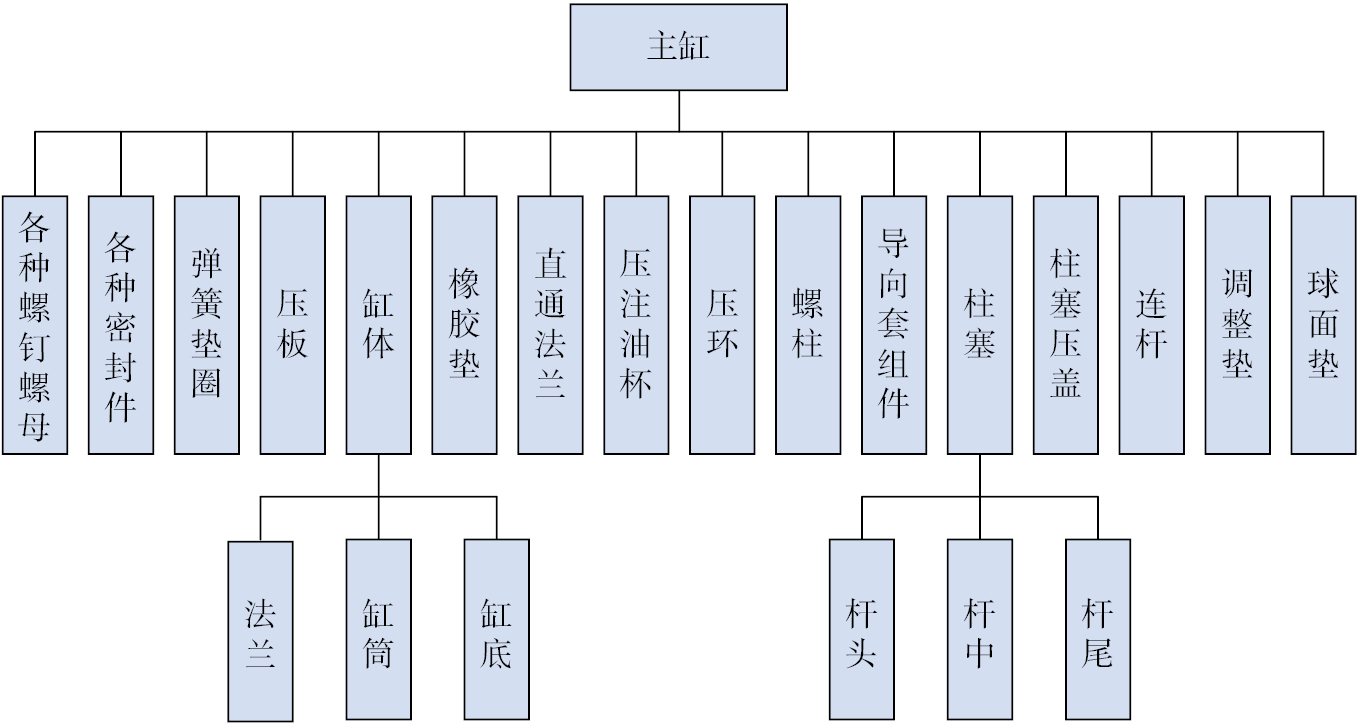
图2
Fig.2
表1
Table 1
| 工序 | 连杆 | 柱塞 | 缸体 |
|---|---|---|---|
| 1 | 锻造,锻后去应力退火 | 按图焊接,去焊渣 | 焊前组装 |
| 2 | 粗车两端面和各级内外圆,去毛刺 | 整体进炉去应力退火 | 焊接,去焊渣 |
| 3 | 调质处理 | 车两端面总长,车外圆,倒角去毛刺 | 整体去应力退火 |
| 4 | 精车各级外圆和环槽及各球面,倒角,去毛刺 | 外圆表面不锈钢熔覆焊 | 精车左端面和法兰外圆及各级内圆,倒角,去毛刺,精车端面和各级外圆,倒角去毛刺 |
| 5 | 钻孔,钻、铣沉螺孔,去毛刺 | 整体进炉去应力退火 | 钻、铣、扩、铰孔,钻、镗斜孔,去毛刺 |
| 6 | 钻攻注油口,去毛刺 | 铣左端平面、止口、外圆导向角、台阶外圆、十字槽及环槽 | 镗、铣两端面 |
| 7 | 钻孔,去毛刺 | 车右端面,车、磨、抛外圆,倒角去毛刺 | 防锈入库 |
| 8 | 杆球表面高频淬火 | 防锈入库 | — |
| 9 | 防锈入库 | — | — |
由于应用场景的特殊性,大型航空模锻液压缸的质量要求严格。在实际生产过程中,每道加工工序后都会有一道质检工序,因此工艺流程基本为“加工–质检……加工–质检”的形式,即加工工序和质检工序耦合交替进行。质检工序一般分为几何形状检验、物理性能检验和内部缺陷检验,几何形状和物理性能检验需要根据图纸具体的工艺要求,选取对应类型和量程、精度等级的量具完成,有的特殊零件还需要进行三坐标检测,常用量具包括环塞规、压力表、千分尺、粗糙度轮廓扫描仪、涂镀层测厚仪及里氏硬度计等;内部缺陷检验常采用超声波探伤、磁粉探伤等方式。
通常在加工零件每道加工工序之后会进行几何形状检验和物理性能检验,部分工序才会进行内部缺陷检测,由于质检工序嵌于加工工序之间,因此质检执行过程很大程度上会影响加工过程,若安排不合理也会对工件的流转产生阻滞作用。目前,很多工厂内的质检工作是由主管按经验分配,质检员自行安排检验任务的顺序,这使得任务实施时通常会出现部分员工任务过多及部分工件搁置很久未检的情况。除此之外,加工和质检人员任务分配不均时,出现次品的概率也会更高。因此通过加工和质检协同调度来提高任务分配均匀性的研究对于航空模锻液压缸的高效高质量生产十分重要。
2
2.1
模锻液压缸生产–质检工艺可以简述为以下过程。N个工件被分配到M台机床进行加工,加工工序完成后会分配给W个检验员进行质检,质检工序完成后才能继续进行下道加工工序,同一工件的两种工序数相同、成对出现,直到完成终检后整个过程才结束。因此该模型存在以下假设情况:(1)同一个工件在同一时刻只能由1个机台加工或质检员质检,1个机台和质检员在同一时刻也只能处理1个工件;(2)工件的每道工序有顺序要求,且同一工件加工和质检工序为交替进行,不可连续执行加工和质检工序;(3)0时刻所有机台均可开始加工,所有质检员均可开始质检;(4)忽略质检员于不同机台之间的路程时间。整个流程的相关变量如表2所示。
表2
Table 2
| 变量 | 定义 |
|---|---|
| N | 工件数 |
| M | 机台数 |
| W | 质检员数 |
| Ji | 工件i的加工/质检工序数 |
| i、x | 工件号(i=1,2,…,N;x=1,2,…,N) |
| h | 总工序号,h=1,2,…,2Ji |
| j、y | 加工/质检工序号(j=1,2,…,Ji;y=1,2,…,J) |
| k | 机台序号(k=1,2,…,M) |
| u | 质检员序号(u=1,2,…,W) |
| Oij、Oxy | 工件i的第j道加工工序,工件x的第y道加工工序 |
| O′ij、O′xy | 工件i的第j道质检工序,工件x的第y道质检工序 |
| Mij | 工件i的第j道加工工序可选机台集合 |
| Qij | 工件i的第j道质检工序可选质检员集合 |
| Sij、Sxy | 工序Oij的开始时间,工序Oxy的开始时间 |
| S′ij、S′xy | 工序O′ij的开始时间,工序O′xy的开始时间 |
| Sijk | 工序Oij在机台k上的开始时间 |
| S′iju | 工序O′ij由质检员u处理的开始时间 |
| Pijk | 工序Oij在机台k上的加工时间 |
| P′iju | 工序O′ij由质检员u处理的质检时间 |
| Tk | 机台k的总加工时间 |
| 各机台平均总加工时间 | |
| T′u | 质检员u的总工作时间 |
| 各质检员平均总工作时间 | |
| βijk | 决策变量,当Oij在机台k上加工时为1,否则为0 |
| γiju | 决策变量,当O′ij由质检员u处理时为1,否则为0 |
| θijxym | 决策变量,Oij和Oxy均选择机台m且Oij先于Oxy加工为1,否则为0(i=x与j=y不能同时成立) |
| ηijxyu | 决策变量,O′ij和O′xy均选择质检员u且O′ij先于O′xy质检为1,否则为0(i=x与j=y不能同时成立) |
| L | 一个足够大的正数 |
目标函数为
| (1) |
| (2) |
| (3) |
式(1)表示最小化最大完工时间,由于整个加工过程以终检结尾,因此取质检的完工时间;式(2)和(3)分别表示最小化各机台总加工时间和各质检员总工作时间的方差值。
约束条件为
| (4) |
| (5) |
| (6) |
| (7) |
| (8) |
| (9) |
式(4)和(5)表示同一工件的质检和加工工序为交替进行,且工序为顺序执行;式(6)和(7)分别表示工件的特定工序只能由1台机器加工或只能由1名质检员进行质检;式(8)表示同一时刻同一机台只能加工1道工序;式(9)表示同一时刻同一质检员只能处理1道工序。
2.2
NSGA–II对于求解具有多个正相关性较低目标的问题有着很优良的性能,但它也有收敛速度慢、易陷入局部最优解的缺点[13]。MOSA的思想来源于金属的退火热处理过程,通过温度下降控制劣质解接受概率由高逐渐降低,使得高温时解集个体更多样化,低温时优质个体更容易保留,从而达到跳出局部最优解的目的。MOSA是针对多目标求解,因此常根据实际问题模型对原Metropolis准则设置对应的权重向量进行优化,得出对应的接受概率[14–15]。本文开发了一种NSGA–MOSA算法,用MOSA弥补NSGA–II算法的缺陷,以提高整体算法的性能。
2.2.1
NSGA–MOSA采用双工序混合的双层编码[16]方式,包括工序层OS和目标层TS,如图3所示。OS编码层存在加工和质检两种工序,同一工件的加工和质检工序交替进行、成对出现,因此可以通过工件的总工序号h的奇偶性判断工序类型。当h为奇数则为加工工序,加工工序号为(h+1)/2;h为偶数则为质检工序,质检工序号为h/2。TS编码层则是OS编码层对应工序的可选机台/质检员集合里的选择号,决定工序的执行对象。

图3
Fig.3
2.2.2
NSGA–MOSA结合了遗传算法和模拟退火算法的特点,既包含对种群的交叉变异等步骤,又引入多目标模拟退火的接受准则及逐代降温的操作,其流程如图4所示,以下为具体步骤。
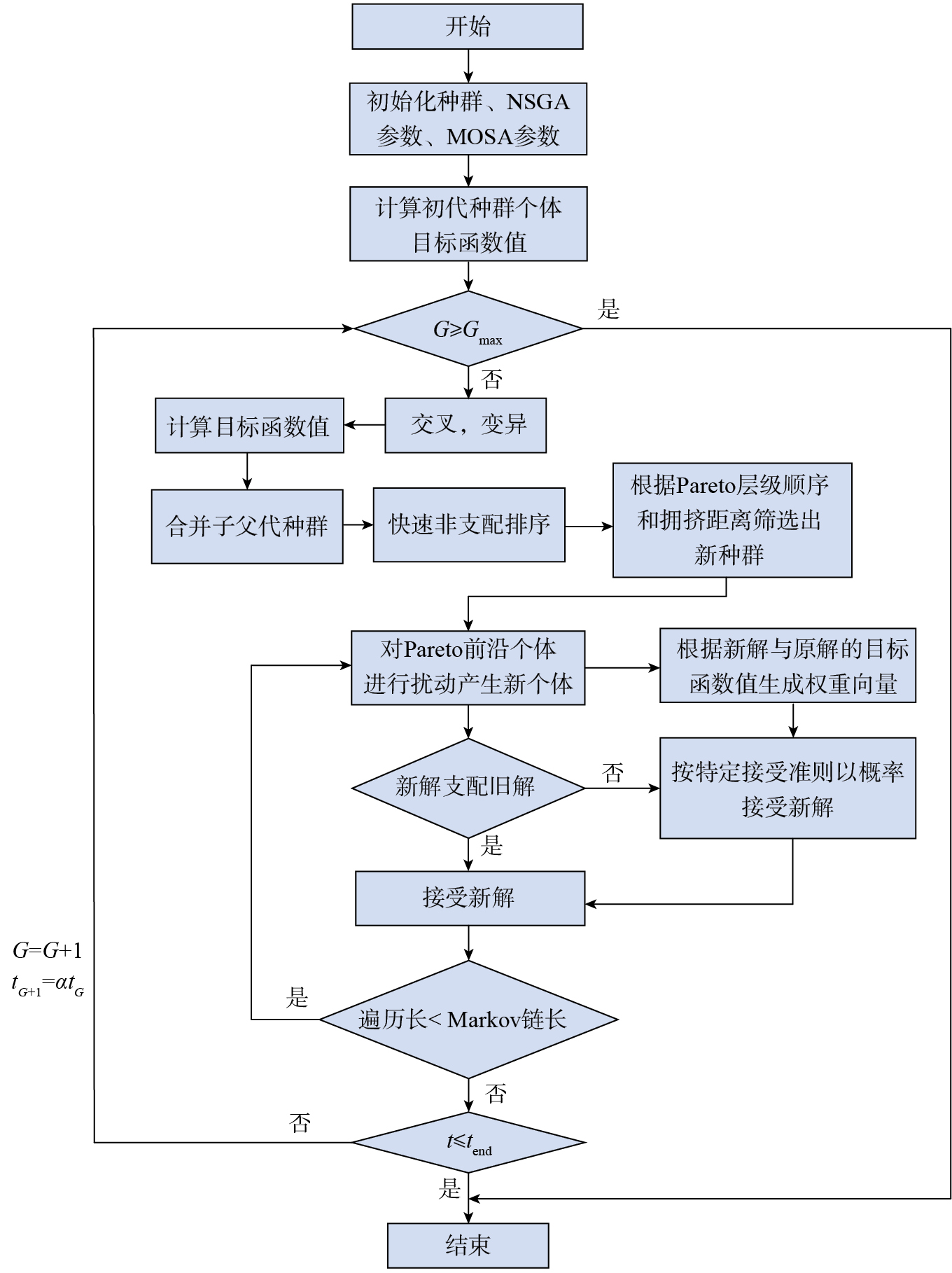
图4
Fig.4
步骤1:设置交叉率、变异率、种群数、最大迭代数(Gmax),以及Markov链长度、步长因子、初温、衰减参数(α)、终温(tend),并初始化种群。
步骤2:计算初代种群个体的各目标函数值。
步骤3:先将OS编码与TS编码各点对应关系保存,再将OS编码执行pox交叉,即两段编码交叉后再调整编码各工件数,防止赘余和缺失,交叉完毕后重组TS编码,以保持与OS编码原本的对应关系;而后对TS编码执行均匀交叉,即同工件的同工序所对应TS编码的值进行交叉。
步骤4:与步骤3类似,先将OS编码与TS编码各点对应关系保存,再在OS编码上选取编码段并采用插入变异,完成后同样重组TS编码;对于TS编码段则自动选取工作时间较少的目标号。
步骤5:计算新种群个体各目标函数值。
步骤6:新种群和父代种群结合,进行非支配排序,根据Pareto层级升序和拥挤距离降序的方式选择新种群。
步骤7:对Pareto前沿个体执行变异操作,由步长因子调整变异区域范围,区域内OS段采用逆序变异,TS段目标值也改为随机选取,计算新个体的目标函数值,Markov链增加1个步长。
步骤8:设置权重向量,其原则是如果将当前个体的目标函数f1、f2、f3的值分别变成种群最优的目标函数值,假设此过程改变的绝对值分别为Δf1max、Δf2max、Δf3max,则各权重系数需将它们调整成同一标量max(Δf1max,Δf2max,Δf3max),进而第n个权重系数为λn=其余系数同理,最后组成权重向量。
步骤9:判断步骤7中的新解是否支配旧解,若是,则替换旧解;若否,则以的概率接受新解(tG为第G代温度,n为目标函数个数)。
步骤10:判断当前Markov链长度是否遍历完毕,若否,则返回步骤7。
步骤11:判断当前温度是否小于或等于终温,若是,则结束算法;若否,则将温度按tG+1=αtG式进行降温,当前代数(G)加1。再判断是否当前代数已超出最大迭代数,若否,则返回步骤3;若是,则结束算法。
2.3
采用NSGA–II、MOEA/D和NSGA–MOSA这3种方案进行对比测试,使用MATLAB R2018a在Intel Core i5处理器、16 GB内存、Windows11的环境下运行。将标准算例MK01~MK10作为加工算例,改编自MK01~MK10的QC01~QC10作为质检算例,QC算例的工件数和工件对应的工序数与相应的MK算例保持一致,时间取0.25~0.75倍加工时间。NSGA–II种群数为100,迭代数为100,交叉率和变异率分别为0.3和0.4,NSGA–MOSA的遗传算法部分参数一致,最大迭代数设置为100,衰减因子为0.99,初温和终温分别为100和0,Markov链长50,步长因子为1,MOEA/D的种群数、交叉变异率和迭代数与NSGA–II保持一致;运行结果采用HV(Hypervolume)指标进行衡量,该指标表征了Pareto前沿解集所包围的超体积大小,其值越大,表示该解集在目标空间中的分布越好,即解集中解越多,越接近真实Pareto前沿,其计算方式为
| (10) |
式中,δ为Lebesgue测度,用于测量体积;|S|为非支配集数;va为参考点与解集中第a个解构成的超体积。3种算法10次运行的平均HV值如表3所示,其中选取MK02+QC02算例运行的 Pareto前沿解集作对比,如表4所示,其散点图见图5(a)。
表3
Table 3
| 序号 | 算例 | NSGA–II | MOEA/D | NSGA–MOSA |
|---|---|---|---|---|
| 1 | MK01+QC01 | 0.274 | 0.231 | 0.316 |
| 2 | MK02+QC02 | 0.389 | 0.373 | 0.431 |
| 3 | MK03+QC03 | 0.351 | 0.334 | 0.358 |
| 4 | MK04+QC04 | 0.298 | 0.313 | 0.324 |
| 5 | MK05+QC05 | 0.285 | 0.288 | 0.297 |
| 6 | MK06+QC06 | 0.127 | 0.138 | 0.304 |
| 7 | MK07+QC07 | 0.346 | 0.314 | 0.355 |
| 8 | MK08+QC08 | 0.418 | 0.395 | 0.453 |
| 9 | MK09+QC09 | 0.216 | 0.193 | 0.221 |
| 10 | MK10+QC10 | 0.067 | 0.071 | 0.083 |
表4
Table 4
| 序号 | NSGA–MOSA | NSGA–II | MOEA/D | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 最大完工时间/h | 质检工时方差 | 加工工时方差 | 最大完工时间/h | 质检工时方差 | 加工工时方差 | 最大完工时间/h | 质检工时方差 | 加工工时方差 | |
| 1 | 56.5 | 0.01 | 96 | 80.7 | 0.04 | 178.7 | 76.16 | 0.32 | 54.8 |
| 2 | 78.1 | 0.01 | 62.97 | 106.5 | 0.01 | 53.1 | 58.99 | 46.71 | 8.56 |
| 3 | 50 | 4.54 | 2.26 | 43.6 | 27.3 | 72 | 54.23 | 0.25 | 75 |
| 4 | 43.9 | 3.11 | 59.06 | 63 | 1.13 | 1.46 | 67.15 | 9.17 | 7.76 |
| 5 | 60.8 | 0.25 | 1.06 | 46.8 | 27.37 | 62.96 | 65.11 | 0.03 | 102.96 |
| 6 | 54.2 | 0.12 | 65.1 | 45.5 | 10.81 | 127.37 | 47.51 | 2.88 | 73.36 |
| 7 | 44.4 | 2.04 | 8.4 | 85 | 0.83 | 3.87 | 55.42 | 39.93 | 17.86 |
| 8 | 61.2 | 0.01 | 40.7 | 44.9 | 18.89 | 72 | 50.49 | 20.7 | 26.16 |
| 9 | 69 | 0.14 | 33.36 | 68.3 | 0.09 | 46.96 | 49.55 | 0.77 | 75 |
| 10 | 46.8 | 1.13 | 11.46 | 46.6 | 8.3 | 105.06 | 71.23 | 0.4 | 39.46 |
| 11 | 44.1 | 4.5 | 52.4 | 47.1 | 3.45 | 86.66 | 47.6 | 11.64 | 53.76 |
| 12 | 63.7 | 0.12 | 34.56 | 47.5 | 14.51 | 81.06 | 57.46 | 15.22 | 19.86 |
| 13 | 47.5 | 3.99 | 5.5 | 48.5 | 6.45 | 27.6 | 62.22 | 0.11 | 84 |
| 14 | 72.7 | 0.16 | 2.16 | 49.4 | 4.21 | 34.96 | 54.31 | 0.41 | 135.36 |
| 15 | 46.9 | 0.43 | 11.4 | 49.9 | 2.25 | 12.97 | 60.77 | 14.41 | 11.86 |
| 16 | 48.1 | 0.17 | 22.2 | 46.9 | 16.7 | 72 | 69.19 | 0.53 | 22 |
| 17 | 52.1 | 0.14 | 11.86 | 58.6 | 0.21 | 25.1 | 63.58 | 1.81 | 25.76 |
| 18 | 49.1 | 1.51 | 5.46 | 45.7 | 17.6 | 76.8 | 54.99 | 0.14 | 128.66 |
| 19 | 71.4 | 0.21 | 4.4 | 54.3 | 2.25 | 7.2 | 60.01 | 0.19 | 78.26 |
| 20 | 59.2 | 0.14 | 5.6 | 48.8 | 0.23 | 36.7 | 59.07 | 4.28 | 22.7 |
| 21 | 49.6 | 1.38 | 5.5 | 51.4 | 2.31 | 10.66 | 50.66 | 0.77 | 115.86 |
| 22 | 53 | 0.36 | 4.57 | 57.7 | 0.59 | 7.2 | 53.72 | 0.87 | 44.26 |
| 23 | 51.5 | 0.31 | 8.8 | 61.5 | 0.21 | 9.9 | 66.21 | 7.77 | 14.7 |
| 24 | 50.9 | 0.43 | 5.2 | 58.1 | 1.85 | 6.16 | 66.13 | 0.23 | 66.96 |
| 25 | 50.1 | 1.5 | 2.26 | 48.7 | 2.22 | 42.26 | 56.27 | 0.34 | 104.66 |
| 26 | 54.8 | 1.4 | 2.3 | 48 | 1.95 | 42.96 | 56.95 | 0.62 | 30.56 |
| 27 | 54.8 | 0.28 | 8.6 | 52.4 | 0.8 | 9.46 | 52.36 | 0.44 | 73.86 |
| 28 | 56 | 0.31 | 5.5 | 47.7 | 1.95 | 46.6 | 51.51 | 1.01 | 40.26 |
| 29 | 60 | 0.25 | 5.46 | 53.1 | 0.23 | 10.97 | 58.73 | 0.19 | 113.5 |
| 30 | 49 | 0.27 | 11.46 | — | — | — | — | — | — |
| 31 | 47.1 | 4.53 | 5.46 | — | — | — | — | — | — |
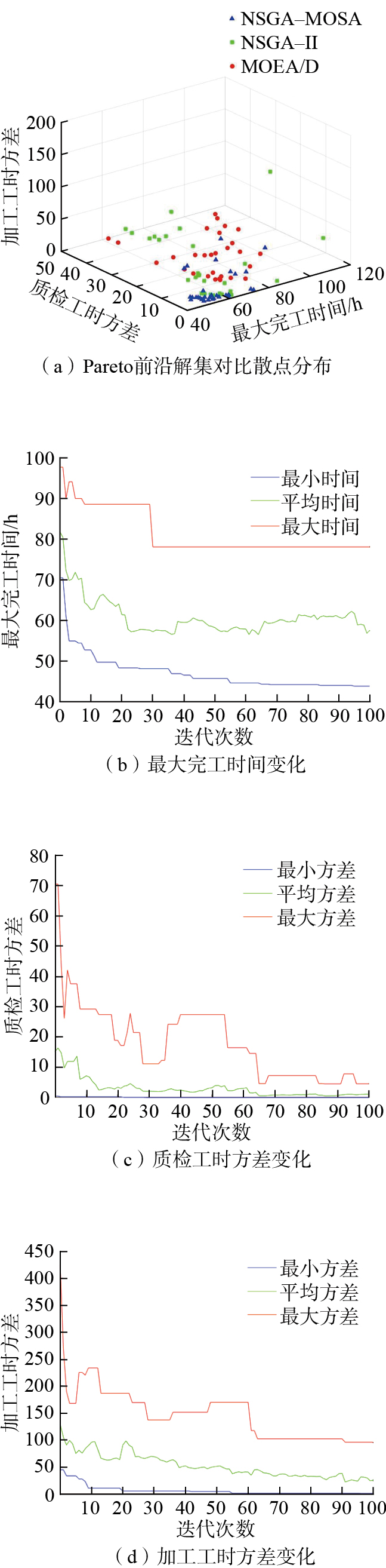
图5
Fig.5
使用NSGA–MOSA计算MK02+QC02算例,并取各代Pareto前沿解集的所有目标函数值的最大、最小、平均值,如图5(b)~(d)所示。图6为最后一代Pareto前沿解集中最大完工时间值最小的解所对应的加工和质检工序甘特图。
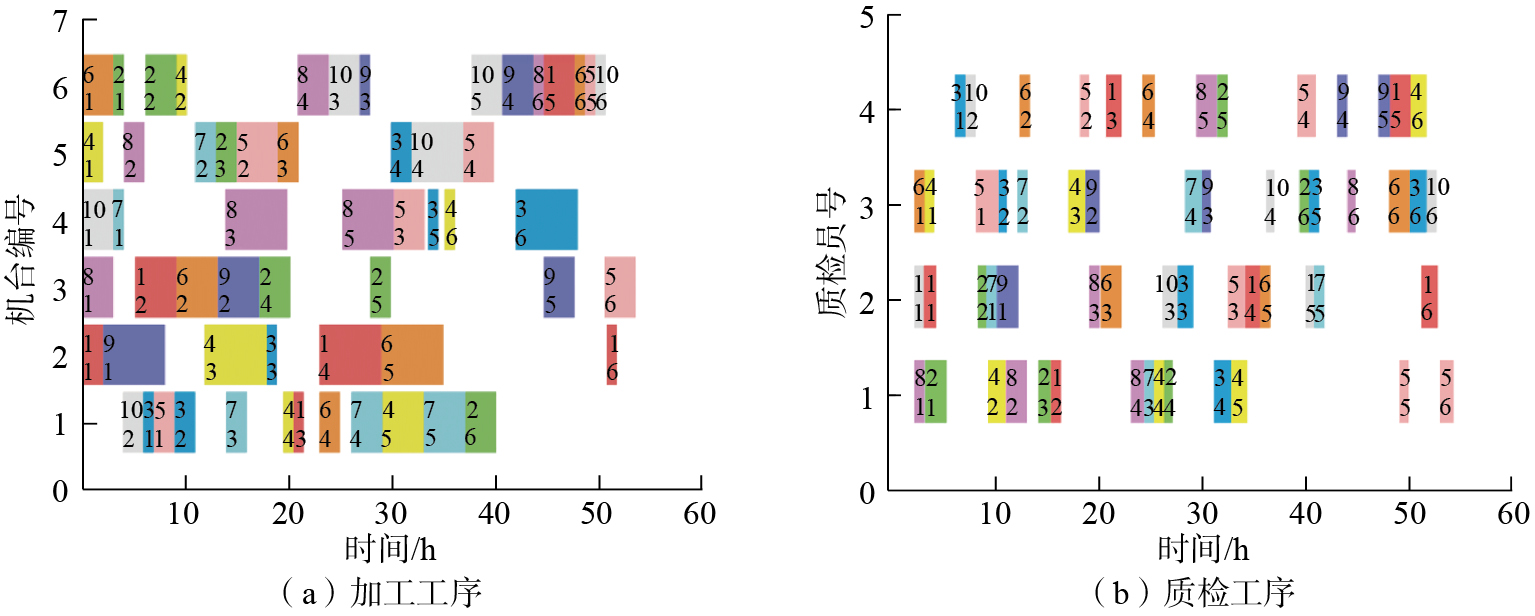
图6
Fig.6
3
调度系统是一种用于管理车间产品制造过程的工具,主要专注于生产调度的具体操作层面,是MES系统中的一个关键组成部分。张杰[17]和李狄威[18]在电站阀门制造的动态调度方面对调度系统进行了深入研究;李思远[19]将调度系统应用于汽车底盘工件生产调度,取得了良好的效果。对于航空模锻液压缸的生产过程,同样也需要相应的平台实施调度计划,以保证加工过程的效率和质量。
基于前文中车间生产过程的问题和调度算法理论,本节介绍一种基于Windows Forms开发的数字化集成管控平台[20–21]的调度系统。在算法方面,MATLAB Engine API for .NET为C#的框架中调用MATLAB提供了完善支持,方便程序进行调度系统与MATLAB之间的交互。
3.1
本文调度系统分成3个主层级:基础设施层、综合业务层和车间应用层。基础设施层提供系统的基础支持,包括网络通信、数据采集、数据备份等功能,确保系统能够正常运行,并提供必要的支持和保护,例如数据采集卡、网线、网关、SQL server数据库。综合业务层负责处理与车间调度相关的业务逻辑,包括物料导入、工艺编制、调度算法参数调节和进度查询等,同时还负责管理和调用历史数据及调度系统所需的其他信息,其历史数据主要是来自车间应用层反馈的使用数据,如加工、质检实际工时及其对应的物料信息、工序信息、物料规格信息、对应机台和检验员等特征信息;用于调度的工时数据则是由这些历史数据及对应特征信息按深度学习模型预测并通过系数修正得到。车间应用层的主要功能是将方案推送到加工工人的工控机和质检员电脑上,加工工人和质检员则按照调度方案所指定顺序进行加工和质检。加工和质检过程的时间会被记录,并与相关的特征信息一起反馈回综合业务层或在屏幕展示。具体系统架构如图7所示。
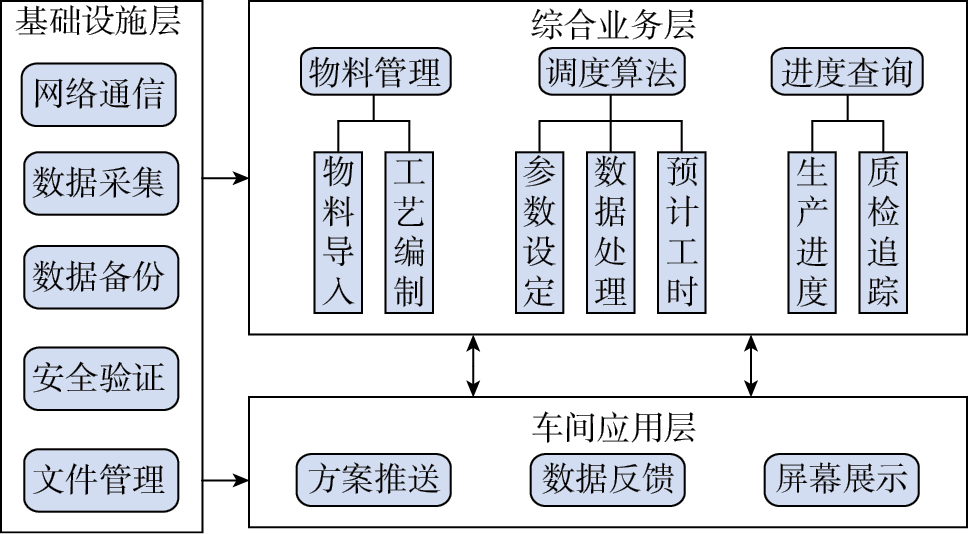
图7
Fig.7
3.2
调度系统的运行流程大致可以概括为工艺编制、调度算法、调度方案推送、执行状态监控等部分,具体流程如图8所示。

图8
Fig.8
各零件图在MES系统中已经和对应合同实现绑定,操作人员将相应合同导入便可以得到该合同所需加工的所有零件,工艺编制人员为各需加工的工件添加工艺及具体要求即可生成工艺路线,工艺编制界面如图9所示。
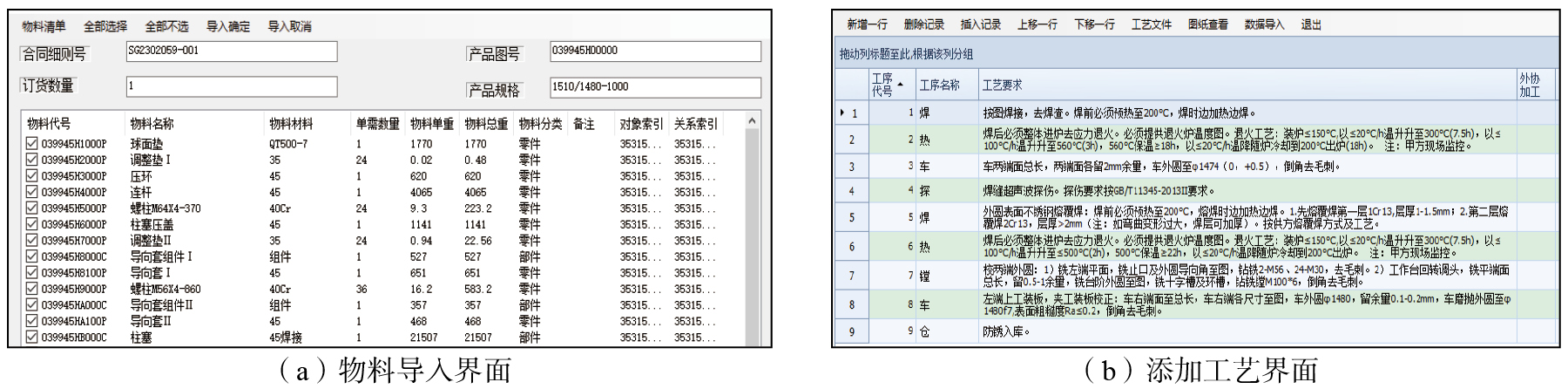
图9
Fig.9
物料的名称、总重、尺寸、工序等特征信息具备之时,系统的调度模块会根据历史数据中的工时数据和相关特征信息由系统中的BP神经网络模型预测得出预计加工时间和质检时间,为调度算法提供数据依据,预测的时间也可以适当修正或手动调整,如图10所示。选定对应的算法后,就可以设置算法对应的参数,调度人员勾选需要进行调度的零件,确认后系统就会生成调度方案并为各工件的各工序匹配特定记录编号,调度人员保存方案则实现下发。由技术人员选定可调度机台和质检员范围,调度计划中的工件不会占用所有机台和检验资源,系统下发的时间设定为工人开始工作的时间,确保机台和质检员可用,同时调度计划也不会占用工人所有工作时间,而是每日会留有30%的缓冲时间可以自行调整,防止未在调度计划内的其他在制工件无法继续生产,对应界面如图11所示。
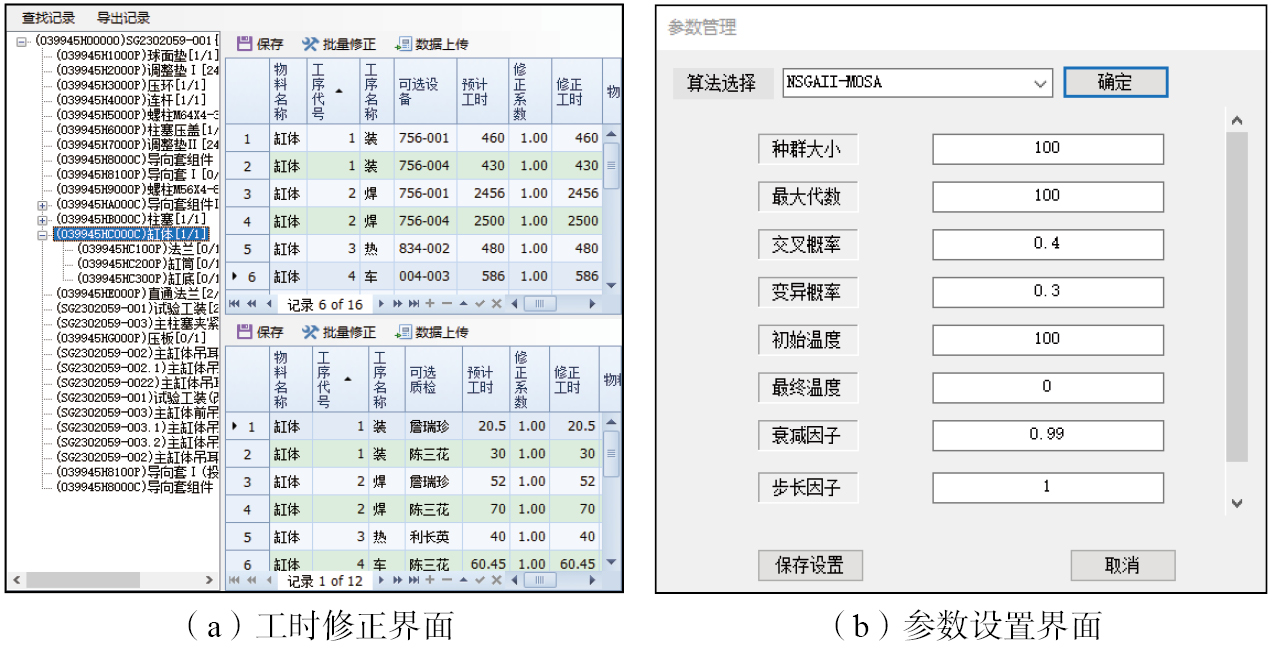
图10
Fig.10
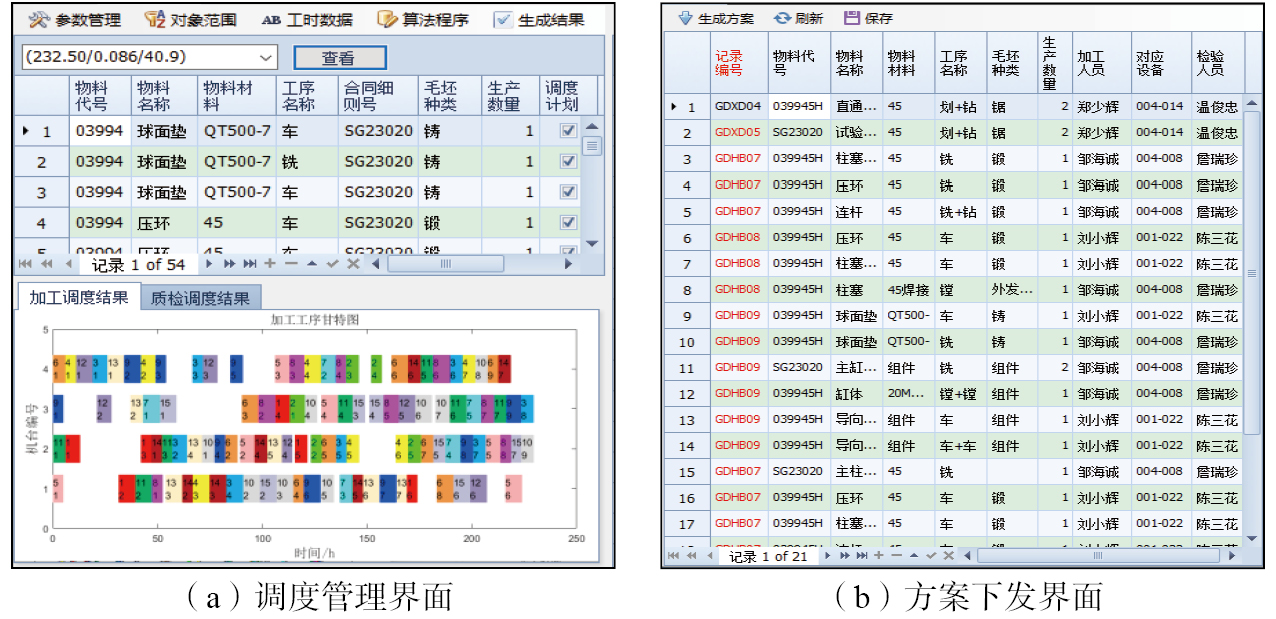
图11
Fig.11
调度方案下发后,系统会根据工控机对应的机台编号和质检员工作电脑的账户名对应的质检编号推送对应的任务,在调度界面生成的记录编号起顺序判断作用,加工人员或质检员将记录编号升序排列即是任务顺序,正常情况下记录编号默认为升序,加工人员工控机和质检员工作电脑显示界面如图12所示。系统中含对机台的数据采集展示模块,显示机台的运行状态、运行时间、产量等信息,另外还有生产加工与检验进度查看界面,如图13所示。

图12
Fig.12
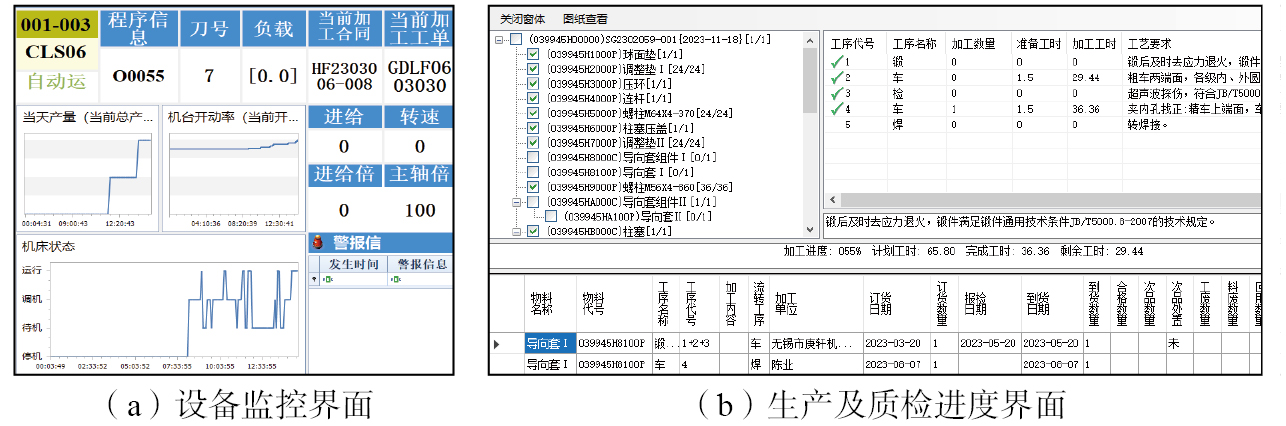
图13
Fig.13
4
本文针对一类大型航空模锻液压缸的生产特点和要求,提出了一种加工和质检耦合的生产调度模型,设计了NSGA–MOSA算法进行优化求解,并开发了生产调度系统进行应用。通过研究得到以下结论。
(1)通过将MOSA算法与NSGA–II算法结合,开发出一种更为优良的混合优化策略,Pareto前沿求解效率更高。以加工人员和质检员的工时分配均匀性为目标函数,可以降低因工作任务过多而制出次品或误检的概率。
(2)双工序混合的双层编码方式和根据总工序号奇偶性判断工序类型的解码方法为同时优化加工和质检提供了模型依据,对于航空模锻液压缸的高效、高质量生产起到重要作用。本文开发的航空模锻液压缸的生产调度系统,可实施调度计划和生产监控以保证加工过程的效率和质量。
未来调度系统将更加注重数据精度和实际生产环境中的测试,同时需要增强适应性和灵活性,引入多样化算法和模型,实现智能化生产调度。对于次品审理和处置过程引起的重调度问题将作为后续主要研究对象,其中对于次品审理和处置时间的预测也将是未来重点研究的一项内容。
 唐红涛 教授,博士生导师,研究方向为智能优化算法和调度。
唐红涛 教授,博士生导师,研究方向为智能优化算法和调度。
参考文献