TC4钛合金密度小,比强度高,韧性高,耐腐蚀性能好,焊接性能优异,广泛应用于航空航天、船舶、汽车、医疗等领域。但TC4钛合金热导率低,弹性模量小,且钛、铝等元素化学性质活泼,使得其可加工性较差[1-2]。TC4钛合金切削加工过程中,切削温度高、粘屑现象严重、刀具磨损快、刀具寿命短等问题严重制约TC4钛合金的加工和应用[3-4]。高速切削加工技术以高效率、高精度等优势在钛合金切削加工中逐渐应用,但高切削速度会进一步增加切削区温度,恶化切削环境,加剧刀具磨损[5-6]。
目前加工TC4钛合金广泛使用硬质合金刀具。对刀具进行涂层,能有效提高刀具耐热性能、抗氧化性能,改善刀具摩擦性能,增强刀具的耐磨性[7]。Sharif等[8]研究了无涂层和TiAlN-PVD硬质合金涂层麻花钻钻削TC4钛合金时刀具磨损和刀具寿命,结果表明钻头失效的主要形式为后刀面非均匀磨损、崩刃,且涂层刀具寿命更长。Niu等[9]使用PVD和CVD涂层刀具铣削TC6钛合金,试验结果表明刀具主要磨损形式为粘结磨损和涂层剥落,提出PVD(TiN/TiAlN)涂层刀具更适合TC6钛合金铣削加工。Sui等[10]分别使用TiAlN、TiAlSiN、TiAlN/TiAlSiN 3种涂层刀具切削TC4钛合金,这些涂层刀具的主要磨损形式为粘结磨损和崩刃。并推荐使用TiAlSiN涂层刀具高速车削TC4钛合金。各项研究结果都表明涂层可以减缓刀具磨损,延长刀具寿命,但在干切削时,涂层所起作用有限,在加工过程中需要配合使用大量切削液,这会造成环境污染且提高生产成本。
微量润滑技术(MQL)是一种绿色环保的冷却润滑技术,作为一种准干式切削方式,对切削区域进行有效冷却润滑的同时最大程度减少切削液的使用,在切削加工中应用前景广泛[11]。Behera等[12]在干切削和MQL条件下使用PVD TiN涂层刀具高速切削钛合金和镍基合金,试验结果表明在MQL条件下加工的质量明显提高,且刀具前刀面和后刀面磨损都减小。Qin等[13]通过TC11钛合金切削试验,提出切削温度和刀具磨损在MQL条件下都大量减小,且MQL可以影响刀具的磨损机理和失效形式。Wang等[14]通过不同植物油和矿物油作为MQL基础油的镍基合金磨削试验,提出植物油具有更好的冷却润滑效果,且工件已加工表面质量更好。MQL技术的应用,能大幅减少切削液在加工过程中的使用,减少环境污染,降低生产成本[15]。
本文使用3种不同涂层刀具分别在干切削和MQL条件下高速切削TC4钛合金。分析切屑形态,对比不同涂层刀具在不同切削条件下的刀具磨损过程和刀具寿命,分析高速切削时干切削和MQL条件下的涂层刀具磨损形态和磨损机理,为高速切削TC4钛合金时不同涂层和MQL技术更好匹配提供指导,以减小刀具磨损和延长刀具寿命。
试验
工硬质合金圆形刀片,前角为0°,主后角为7°,面刃带角为15°,刀面刃带宽度为0.1mm(如图1(d)所示)。刀具涂层选用瑞士PLATIT公司开发的3种TiAlN涂层(如表1所示)。涂层采用侧件材料为TC4钛合金(Ti-6Al-4V)圆柱形棒料(Φ205mm×Φ75mm×65mm),硬度为300~400HV,弹性模量为110~140GPa,屈服强度为800~1100MPa,抗拉强度为900~1200MPa,伸长率为 13%~16%,断裂韧性为33~110MPa·m1/2。试验在车削数控加工中心INDEX G200上进行(如图1所示)。
刀具基体选用山特维克公司生产的RCMT 12 04 M0-SM H13A型装可旋转阴极弧(LARC)技术,刀具涂层厚度为3μ m。
TiAlN-F涂层为常用的刀具涂层(Al/Ti≈50/50%)(如图1(e)所示); AlTiN-ML涂层为富铝涂层(Al/Ti≥ 60/40%)(如图 1(f)所示);(nc-AlTiN)/(a-Si3N4)涂层为纳米复合相结构涂层(如图1(g)所示)。
试验用MQL系统为日本富士技研生产的BLUEBE外置式单通道供液系统(如图 1(b)所示),采用BLUEBE的LB-1型MQL专用植物油,这是一种无毒、可降解的绿色环保油剂,具有极好的润滑特性,可大幅减小刀具和工件之间的相互作用,有效延长刀具寿命。

图1 试验设备与刀具涂层
Fig.1 Experimental setup and tool coating
分别在干切削和MQL条件下使用3种不同硬质合金涂层刀具进行TC4钛合金高速切削试验。根据前期的切削试验和基于耦合响应曲面的多目标优化方法,通过试验验证,确定一组优化后的合理的切削参数:切削速度为120m/min,进给量为0.1mm/r,切削深度为1.2mm。试验中MQL供油量为16mL/h,空气流量为125L/min,压缩空气压力为0.7MPa,喷射距离为20mm,喷射位置为后刀面。
刀具寿命
TC4钛合金导热系数小,弹性模量大,容易造成刀具后刀面的严重磨损。且切削过程中高频波动的切削力会加剧刀具磨损,减短刀具寿命。使用各涂层刀具分别在干切削和MQL条件下切削TC4钛合金至刀具磨钝或失效,对不同润滑条件下不同涂层刀具的磨损曲线及刀具寿命进行对比。
1 刀具磨损曲线
使用Nikon显微测试系统拍摄刀具磨损情况,测量后刀面磨损宽度VB,以此作出刀具磨损曲线。
干切削和MQL条件下TiAlN-F涂层刀具的磨损曲线如图2 (a)所示,可知,在干切削和MQL条件下刀具磨损曲线几乎重合,只在初期磨损阶段,MQL条件下刀具磨损稍缓于干切削条件。由此可见,MQL对TiAlN-F涂层刀具磨损影响不大,该涂层刀具更适合TC4钛合金干切削。
图2(b)所示为干切削和MQL条件下AlTiN-ML涂层刀具的磨损曲线,可知,在初期磨损阶段,MQL条件下刀具磨损明显减缓。两种切削条件下正常磨损时间都为10min左右,但在MQL条件下磨损曲线斜率更小。在急剧磨损阶段刀具磨损曲线斜率几乎一样。由此说明,AlTiN-ML富铝涂层在MQL条件下主要减缓初期磨损和正常磨损阶段的刀具磨损。
干切削和MQL条件下(nc-AlTiN)/(a-Si3N4)涂层刀具的磨损曲线如图2(c)所示,对比可以看出,在初期磨损阶段,与MQL条件下相比,干切削条件下涂层刀具磨损更快。干切削条件下涂层刀具稳定磨损阶段时间远小于MQL条件。干切削条件下至第7min时,涂层刀具发生明显的涂层材料剥落,继续切削时主要依靠硬质合金基体材料。干切削条件下切削时间到12min时,涂层刀具达到磨钝标准,而在MQL条件下,涂层刀具寿命可以长达28min。可 见(nc-AlTiN)/(a-Si3N4)涂 层在MQL条件下可以有效减缓刀具磨损,延长刀具寿命。
表1 涂层参数
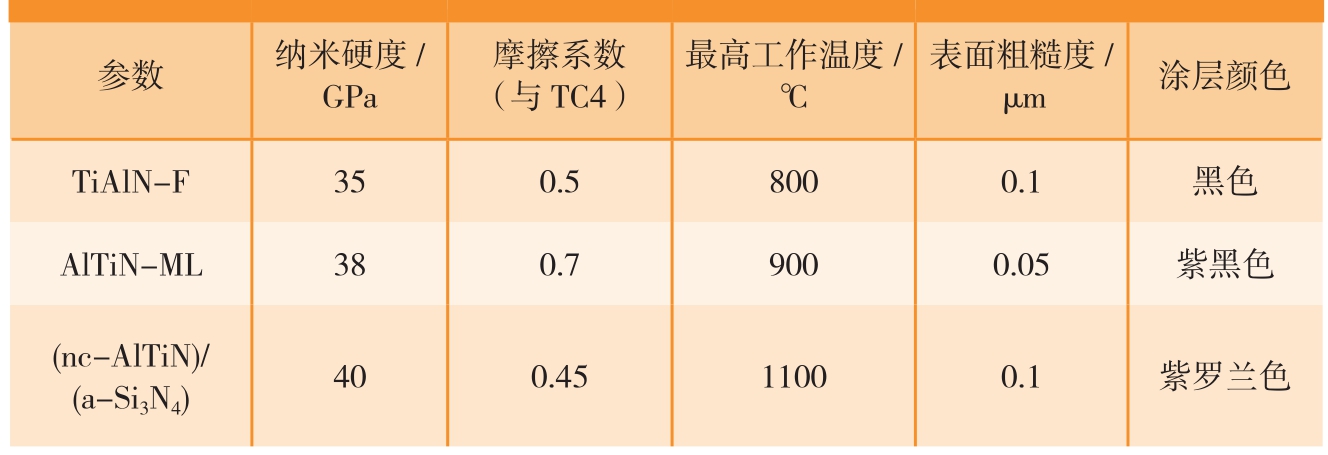
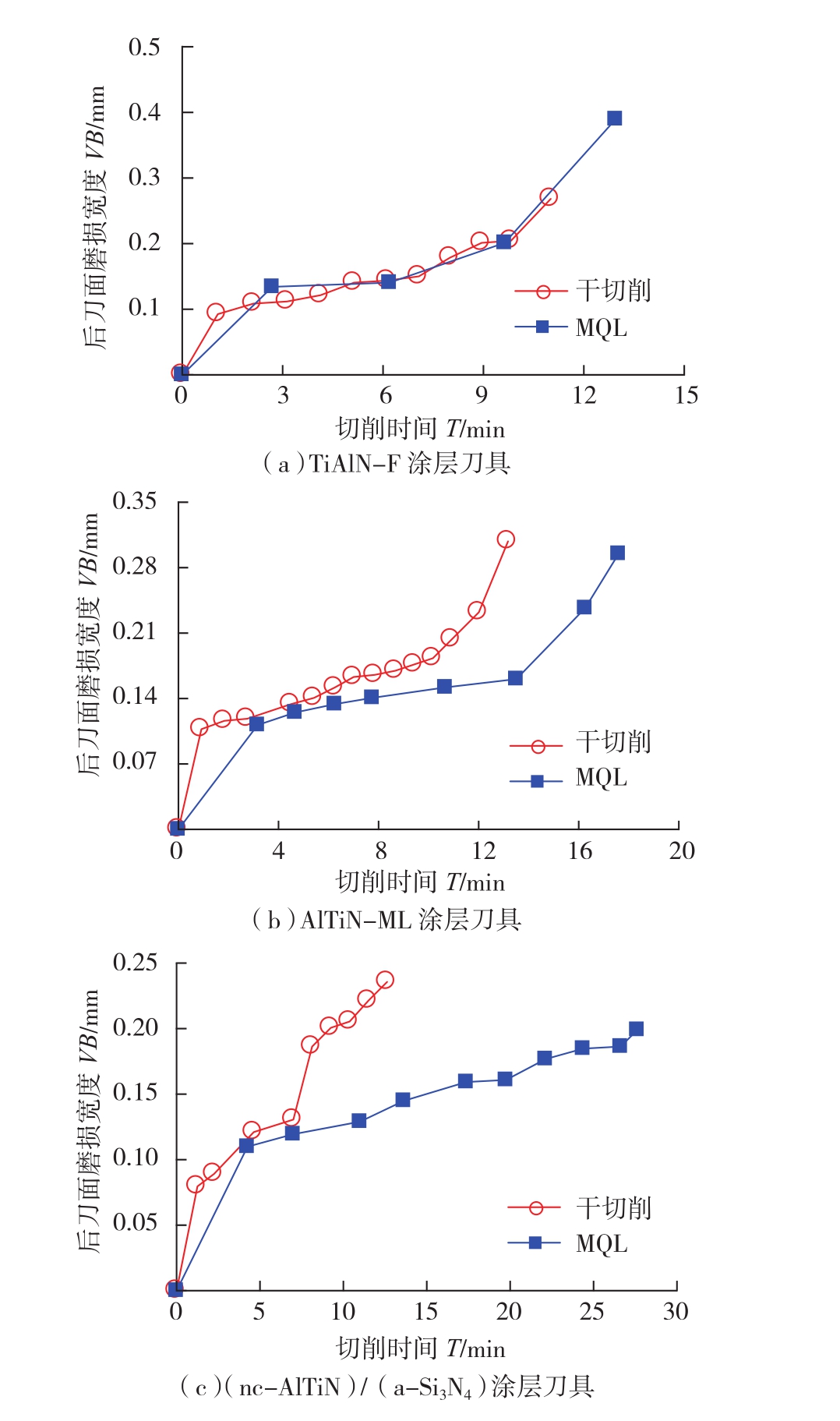
图2 干切削和MQL条件下不同涂层刀具磨损曲线
Fig.2 Coating tool wear curves under dry and MQL lubrication conditions
2 刀具失效形式
图 3(a)~(c)所示为干切削条件下各涂层刀具高速切削TC4钛合金的刀具失效时的形态。TiAlN-F和AlTiN-ML涂层刀具在干切削条件下刀具失效形式相同,没有发生刀具崩刃(图 3(a)、(b)),这是由于刀具涂层中Al元素的存在提高了切削刃在高速切削时抗热冲击性能和抵抗局部高温失效的能力,避免了崩刃失效。(nc-AlTiN)/(a-Si3N4)涂层刀具在干切削时失效形式为崩刃(图3(c)),结合图 2(c)的磨损曲线可以看出,刀具在切削过程中发生涂层剥落,硬质合金基体材料参与切削,此时由于切削刃缺乏涂层保护,在高速干切削时温度较高,热应力较大,同时生成锯齿状切屑导致的切削力高频波动,使刀具发生崩刃而失效。因此在干切削条件下,TiAlN-F和AlTiN-ML涂层刀具更适合TC4钛合金高速切削。
图 3(d)~(f)所示为MQL条件下不同涂层刀具高速切削TC4钛合金的刀具失效形态。TiAlN-F涂层刀具在MQL条件下发生粘结磨损而失效(图3(d)),钛合金新生成的已加工表面活性较高,在高温高压条件下,与TiAlN-F涂层刀具后刀面发生粘结,当粘结层增加到一定厚度时发生脱落,粘结物脱落时带走相应刀具刃口部位材料,逐渐累积造成刀具刃口破损,导致刀具失效。AlTiNML涂层刀具在MQL条件下失效形态与干切削条件下相同(图3(e))。(nc-AlTiN)/(a-Si3N4)涂层刀具在MQL条件下由于切削刃产生不同程度的沟槽而失效(图 3(f)),这是由于油雾喷射在刀具后刀面上不均匀,使切削刃上的涂层材料受交变热应力冲击而发生不同程度的材料剥落引起的。
3 刀具寿命
两种切削条件下不同刀具的刀具寿命如图4所示。刀具寿命评价标准为ISO规定的磨钝标准,在1/2背吃刀量处的后刀面磨损宽度VB=0.3mm。

图3 干切削和MQL条件下各涂层刀具失效形态
Fig.3 Failure modes of different coating tools under dry and MQL lubrication conditions
由图4可知,干切削时不同涂层刀具的寿命相差不大,涂层对延长刀具寿命的作用有限,可见干切削条件抑制了涂层发挥作用。与干切削时相比,在MQL条件下,TiAlN-F涂层刀具寿命差别不大,但AlTiN-ML涂层刀具和(nc-AlTiN)/(a-Si3N4)涂层刀具寿命明显延长,充分证明采用MQL技术进行切削加工可以有效减缓刀具磨损,延长刀具寿命。在MQL条件下,TiAlN-F涂层刀具寿命提高1.25%,AlTiN-ML涂层刀具寿命提高33.7%,(nc-AlTiN)/(a-Si3N4)涂层刀具寿命提高107.7%。不同涂层刀具在MQL条件下对提高刀具寿命的程度差异明显,说明切削液成分与涂层材料的匹配性直接显著影响刀具寿命。
刀具磨损机理分析
为进一步研究在干切削和MQL条件下不同涂层刀具磨损机理的差别,使用JEOL JSM-6460 SEM扫描电镜拍摄刀具磨损形貌,并使用扫描电镜自带的EDS能谱分析仪对两种切削条件下不同涂层刀具的磨损表面化学成分变化进行分析。
1 TiAlN-F涂层刀具
图5(a)和(b)分别为干切削和MQL条件下TiAlN-F涂层刀具后刀面磨损形貌和局部区域EDS能谱图。由图5(a)可知,干切削条件下TiAlN-F涂层刀具后刀面磨损较均匀,磨损区域表现有少量粘结物,且磨损区域有条状沟槽。从磨损区域的EDS能谱图可以发现,磨损区域含有高含量的Ti元素,且含有O,说明在切削过程中发生粘结磨损,形成钛合金粘结物。在干切削的高温、高切削力条件下容易诱发氧化反应,形成氧化物硬质点,在加工过程中,这些硬质点划擦刀具表面,造成磨料磨损。
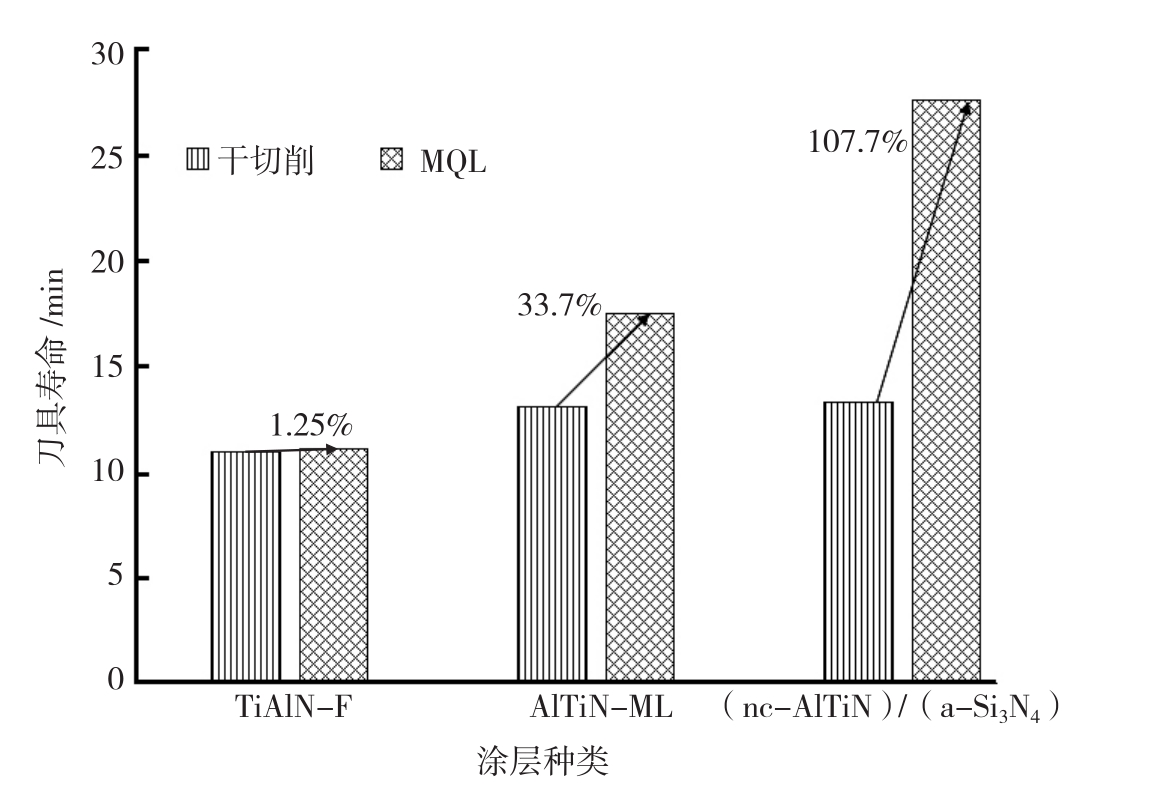
图4 不同涂层刀具在干切削和MQL条件下的寿命
Fig.4 Tool life of different coating tools under dry and MQL lubrication conditions

图5 不同切削条件下TiAlN-F涂层刀具后刀面磨损形貌与能谱分析
Fig.5 SEM and EDS analysis of flank wear for TiAlN-F coating tool under different lubrication conditions
由图5(b)可以看出,在MQL条件下刀具的粘结磨损更严重,在切削刃磨损区域有明显的团簇状粘结物。从粘结物的能谱图可以看出粘结物中有 Ti、Al、V、N元素,说明粘结物成分主要为钛合金和TiAlN-F涂层的混合物。另外,在能谱图中没有发现O元素,说明在MQL条件下,没有发生氧化反应,这主要是由于团簇状钛合金粘结物堆积在刀具表面,阻挡了高速空气油雾混合气流进入切削区域,避免了氧化反应。但是这也使得切削液无法进入切削区域,无法起到有效的冷却润滑作用,使得切削区域温度较高,加剧刀具磨损。由此说明LB-1油雾与TiAlN-F涂层匹配性较差,TiAlN-F涂层刀具更适合TC4钛合金高速干切削。
2 AlTiN-ML涂层刀具
图6为干切削和MQL条件下AlTiN-ML涂层刀具后刀面磨损形貌和能谱图。从图中可以看出,无论干切削还是MQL条件下,刀具磨损区域都有明显的粘结物,AlTiN-ML涂层刀具在两种切削条件下都发生了粘结磨损,且从能谱图中可以看出,粘结物主要为钛合金和涂层材料的混合物。对干切削条件下的层状物A进行EDS分析,能谱图中有O元素,没有发现N元素,说明干切削条件下还发生氧化磨损,但是由于O2化学性质更活泼,先与Ti等元素反应形成较为致密的氧化皮,阻止了N2与Ti元素接触,所以粘结物中没有氮化物。由于没有良好的冷却润滑,刀具磨损更为严重。
在MQL条件下,层状物B的能谱图中出现N元素,且氧元素含量比干切削时更高,说明气雾中的切削液被高速气流带到切削区,切削区域得到有效的冷却润滑。但由于高速气流的作用,形成较为蓬松的氧化物,N2能够进入氧化层内部与Ti等元素接触,在高温下产生氮化钛等氮化物。与TiAlN-F涂层相比,AlTiNML涂层与LB-1油雾的匹配性略有增强,但是效果依然不显著。另外,在后刀面没有层状粘结物区域C进行EDS分析,发现能谱图中依然出现钛合金工件材料中才有的V元素,说明在MQL条件下AlTiN-ML涂层刀具切削TC4钛合金在后刀面处还发生了扩散磨损。
3 (nc-AlTiN)/(a-Si3N4)涂层刀具
图7(a)所示为干切削时(nc-AlTiN)/(a-Si3N4)涂层刀具后刀面磨损形貌和能谱图。从图7(a)中可以看出,磨损区域几乎没有粘结物,但涂层剥落明显。从能谱图中可以看出,区域1为涂层材料,区域2为硬质合金刀具基体材料。可见在干切削时,(nc-AlTiN)/(a-Si3N4)涂层刀具在较高热应力和高频波动切削力作用下发生涂层剥落。此外,区域1和2虽然没有钛合金粘结物,但能谱图中仍然有V元素,说明在干切削条件下,高温和高切削力能诱发扩散磨损。涂层剥落使切削条件进一步恶化,扩散磨损使切削刃强度降低,最终导致刀具发生崩刃失效。

图6 不同切削条件下AlTiN-ML涂层刀具后刀面磨损形貌与能谱分析
Fig.6 SEM and EDS analysis of flank wear for AlTiN-ML coating tool under different lubrication conditions
图7(b)所示为MQL条件下(nc-AlTiN)/(a-Si3N4)涂层刀具后刀面磨损形貌和能谱图。在刀具磨损区域粘结物明显比MQL条件下TiAlN-Fu和AlTiN-ML涂层刀具少,说明(nc-AlTiN)/(a-Si3N4)涂层在MQL条件下能够有效减少粘结磨损。在能谱图中,没有Si元素而有W元素,可见发生涂层剥落,露出硬质合金基体,此外,还出现了少量V元素,说明涂层剥落之后由于加工环境恶化还导致了扩散磨损。总体而言,切削液成分与(nc-AlTiN)/(a-Si3N4)涂层的匹配性较好,MQL降低了切削区的温度,同时改善了刀具的摩擦性能,有效延长刀具寿命。同时,由于空气油雾喷射在刀具后刀面上不均匀,且涂层材料与刀具基体材料热膨胀系数不同,使涂层材料发生开裂,产生不同程度的沟槽,导致刀具失效。
通过上述分析,可见涂层刀具高速切削TC4钛合金的刀具磨损形式较为复杂,两种不同切削条件下不同涂层刀具的磨损形式主要有粘结磨损、氧化磨损、扩散磨损和磨料磨损。

图7 不同切削条件下(nc-AlTiN)/(a-Si3N4)涂层刀具后刀面磨损形貌与能谱分析
Fig.7 SEM and EDS analysis of flank wear for (nc-AlTiN)/(a-Si3N4) coating tool under different lubrication conditions
结论
(1)干切削时涂层可以提高刀具寿命,由于缺乏冷却和润滑,各涂层刀具寿命差别不大,涂层对延长刀具寿命的作用不大。
(2)微量润滑技术可以有效减缓高速切削TC4钛合金时的刀具磨损,提高刀具寿命。在MQL条件下,不同涂层刀具寿命差异明显,证明切削液成分与涂层材料具有匹配性,且显著影响刀具寿命。
(3)TiAlN-F涂层刀具在MQL条件下的刀具寿命与干切削时差别不大,说明该涂层刀具更适合TC4钛合金干切削。AlTiN-ML涂层刀具和(nc-AlTiN)/(a-Si3N4)涂层刀具在MQL条件下切削TC4钛合金,刀具磨损减缓,刀具寿命延长。在MQL条件下使用(nc-AlTiN)/(a-Si3N4)涂层刀具切削TC4钛合金的切削性能最优。
(4)涂层刀具切削TC4钛合金的刀具磨损机理较复杂,粘结磨损、氧化磨损、扩散磨损、磨料磨损相互作用,切削过程中主要为后刀面磨损,刀具失效形式主要为崩刃、涂层剥落和磨钝。
参 考 文 献
[1]刘战强, 艾兴, 李甜甜, 等.PCBN刀具加工 TC4 钛合金的切削加工性[J].山东大学学报: 工学版, 2009, 39(1): 77-83.
LIU Zhanqiang, AI Xing, LI Tiantian, et al.Machinability analysis of Ti-6Al-4V alloy with PCBN tools in turning operations[J].Journal of Shandong University (Engineering Science),2009, 39(1): 77-83.
[2]XIE J, LUO M J, WU K K, et al.Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool[J].International Journal of Machine Tools and Manufacture, 2013,73: 25-36.
[3]姜振喜, 孙杰, 李国超, 等.TC4 铣削加工的刀具磨损与切削力和振动关系研究[J].兵工学报, 2015, 36(1): 144-150.
JIANG Zhenxi, SUN Jie, LI Guochao, et al.Investigation on the relationship among tool wear, cutting force and vibration in milling of TC4[J].Acta Armamentarii, 2015, 36(1): 144-150.
[4]KOSEKI S, INOUE K, SEKIYA K,et al.Wear mechanisms of PVD-coated cutting tools during continuous turning of Ti-6Al-4V alloy[J].Precision Engineering, 2017, 47: 434-444.
[5]陈燕, 杨树宝, 傅玉灿, 等.钛合金TC4 高速切削刀具磨损的有限元仿真[J].航空学报, 2013, 34(9): 2230-2240.
CHEN Yan, YANG Shubao, FU Yucan, et al.FEM estimation of tool wear in high speed cutting of Ti6Al4V alloy[J].Acta Aeronautica et Astronautica Sinica, 2013, 34(9): 2230-2240.
[6]LI A, ZHAO J, LUO H, et al.Progressive tool failure in high-speed dry milling of Ti-6Al-4V alloy with coated carbide tools[J].The International Journal of Advanced Manufacturing Technology, 2012, 58(5-8): 465-478.
[7]赵毅湘, 陈康华, 祝昌军, 等.涂层对钛合金高速切削加工性能的影响[J].硬质合金, 2015, 32(1): 50-56.
ZHAO Yixiang, CHEN Kanghua, ZHU Changjun, et al.Effect of coating on the processing performance of high speed machining of titanium alloy[J].Cemented Carbide, 2015,32(1): 50-56.
[8]SHARIF S, RAHIM E A.Performance of coated-and uncoated-carbide tools when drilling titanium alloy—Ti-6Al4V[J].Journal of Materials Processing Technology, 2007, 185(1):72-76.
[9]NIU Q, CHEN M, MING W, et al.Evaluation of the performance of coated carbide tools in face milling TC6 alloy under dry condition[J].The International Journal of Advanced Manufacturing Technology, 2013,64(5-8): 623-631.
[10]SUI X, LI G, QIN X, et al.Relationship of microstructure, mechanical properties and titanium cutting performance of TiAlN/TiAlSiN composite coated tool[J].Ceramics International, 2016, 42(6): 7524-7532.
[11]SHARMA A K, TIWARI A K,DIXIT A R.Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids:a comprehensive review[J].Journal of Cleaner Production, 2016, 127: 1-18.
[12]BEHERA B C, GHOSH S, RAO P V.Wear behavior of PVD TiN coated carbide inserts during machining of Nimonic 90 and Ti6Al4V superalloys under dry and MQL conditions[J].Ceramics International, 2016, 42(13): 14873-14885.
[13]QIN S, LI Z, GUO G, et al.Analysis of minimum quantity lubrication (MQL) for different coating tools during turning of TC11 titanium alloy[J].Materials, 2016, 9(10): 804.
[14]WANG Y, LI C, ZHANG Y, et al.Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils[J].Journal of Cleaner Production, 2016, 127: 487-499.
[15]WANG C, LIN H, WANG X, et al.Effect of different oil-on-water cooling conditions on tool wear in turning of compacted graphite cast iron[J].Journal of Cleaner Production, 2017, 148:477-489.
